






 Промышленность
Промышленность Инженерная графика
Инженерная графикаПохожие презентации:










Розробка технології холодної прокатки труб розміром 28х2,0 мм марки сталі ТР304 по ASTM A-213
1.
Курсовий проект на тему :«Розробити технологію холодної прокатки труб
розміром 28х2,0 мм марки сталі ТР304 по ASTM
A-213 на стані ХПТ-55 в умовах ТВЦ ПрАТ
«СЕНТРАВІС ПРОДАКШН ЮКРЕЙН»
Виконала студентка групи ОТ – 19з
Кирилова Марія Леонідівна
2.
До недоліків методу відноситься:- складне обладнання станів холодної прокатки;
- низька продуктивність в порівнянні з волочінням;
- багато підготовчих та допоміжних операцій.
3.
Зовнішнійдіаметр.мм
25...55
Товщина стінки.
мм
0,75...10
Марка сталі
ГОСТ
12Х18Н10Т
08Х18Н10Т
TP304
TP316
1.4401
1.4306
9941-81
14-3-197-73
ASTM 213
ASTM 312
EN 10216-5
ASTM 269
Довжина L
L ≤ 6 000
Допуски на мірні довжини
+5
6 000 < L ≤ 12 000
0
+10
L > 12 000
0
+ за угодою
0
Розмір труби
Граничні відхилення
Зовнішній діаметр від 10 до 30 мм
± 0,15мм
Товщина стінки більш 1 до 3мм
+20% -0
4.
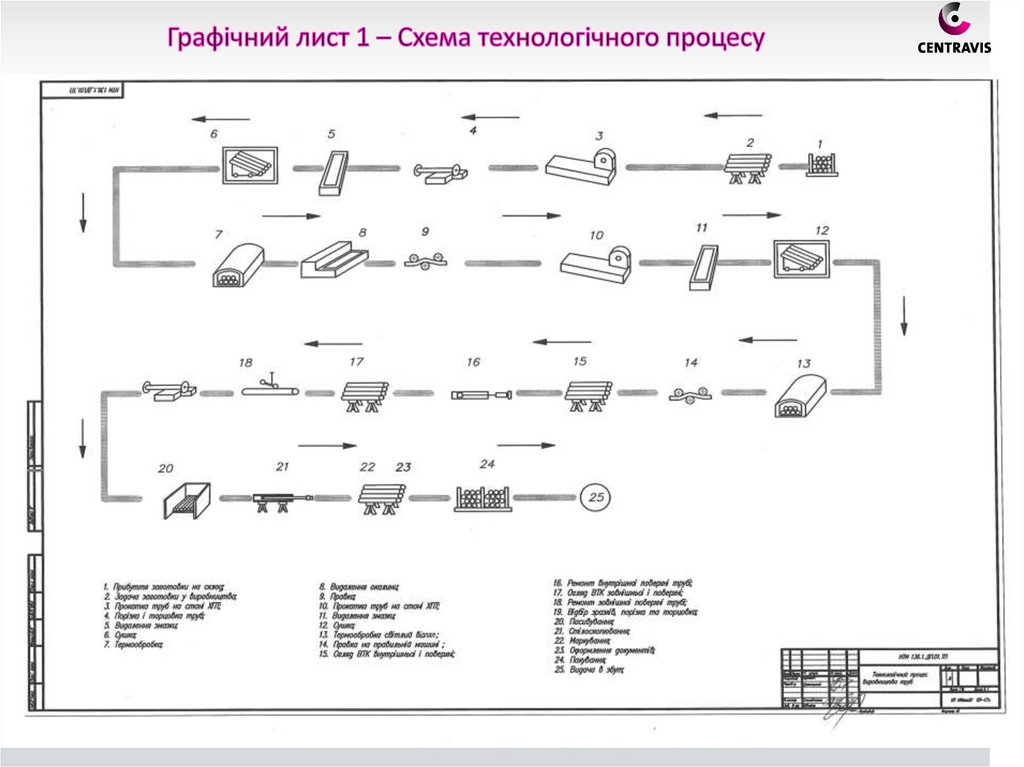
1) Приймання труб – заготовок;прокатки (ХПТ-55);
20)Пасування;
2) Задача заготовки у виробництво; 11) Видалення змазки;
21)Стілоскопірування;
3) Прокатка труб на станах холодної 12)Сушка;
22) Маркування;
прокатки (ХПТ-55);
12)Термообробка світлий отжиг;
23)Оформлення документів;
4) Порізка і торцовка труб;
14) Правка;
24)Упаковка;
5) Видалення змазки;
15) Огляд ВТК внутрішньої поверхні; 25)Видача в збут;
6)Сушка;
16)Ремонт внутрішньої поверхні;
7) Термообробка;
17) Огляд ВТК зовнішньої поверхні;
8) Видалення окалини;
18) Ремонт зовнішньої поверхні;
9) Правка;
19)Відбір зразків порізка та
10) Прокатка труб на станах холодно торцовка;
5.
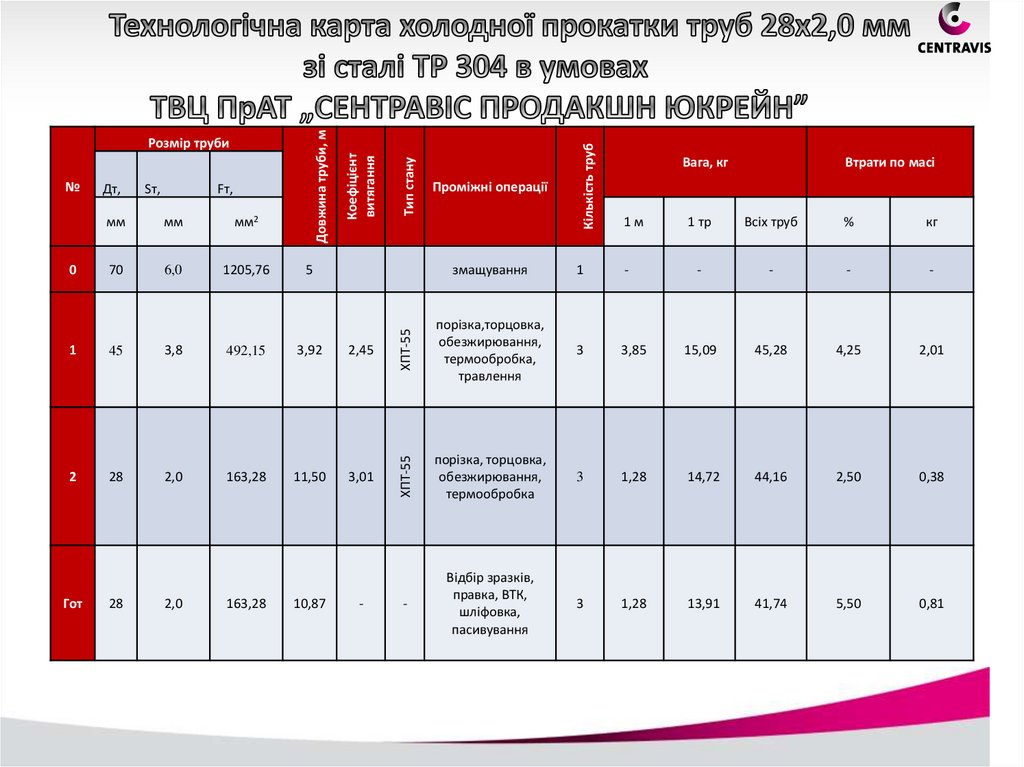
Довжина труби, мКількість труб
1м
5
змащування
1
-
-
-
-
-
порізка,торцовка,
обезжирювання,
термообробка,
травлення
3
3,85
15,09
45,28
4,25
2,01
порізка, торцовка,
обезжирювання,
термообробка
3
1,28
14,72
44,16
2,50
0,38
-
Відбір зразків,
правка, ВТК,
шліфовка,
пасивування
3
1,28
13,91
41,74
5,50
0,81
Fт,
мм
мм
мм2
70
6,0
1205,76
1
45
3,8
492,15
3,92
2,45
2
28
2,0
163,28
11,50
3,01
Гот
28
2,0
163,28
10,87
-
Тип стану
Sт,
ХПТ-55
0
Дт,
Коефіцієнт
витягання
№
ХПТ-55
Розмір труби
Проміжні операції
Вага, кг
Втрати по масі
1 тр
Всіх труб
%
кг
6.
7.
8.
9.
10.
Наслідком даної роботи є проект технологічного процесу виробництвахолоднокатаних
труб на станах ХПТ
в умовах
ТВЦ ПрАТ
«СЕНТРАВІС
ПРОДАКШН ЮКРЕЙН».
Складено
схему
технологічного
процесу
виробництва
холоднокатаних
високолегованих труб. Зроблено технологічні розрахунки маршрута прокатки труб,
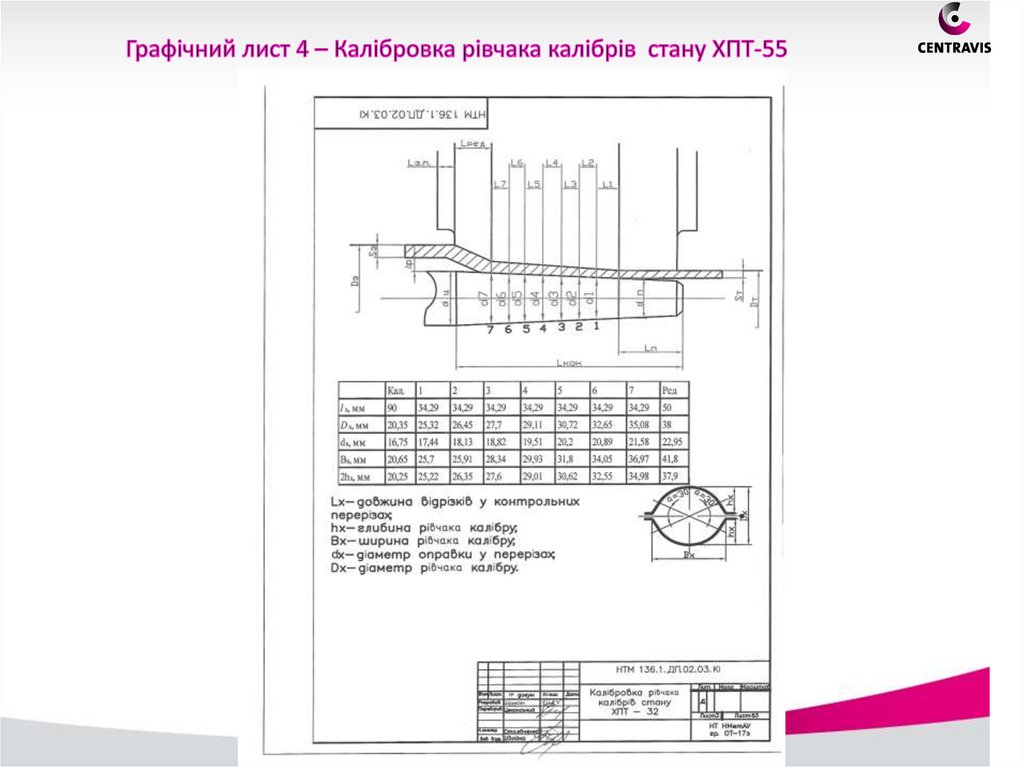
калібровки робочого інструменту стану ХПТ-55 та річної продуктивності стану.
Розглянуто вимоги діючих стандартів на холоднодеформовані високолегованні
труби і теоретичні основи деформації металу на станах ХПТ.