




 Механика
Механика Промышленность
ПромышленностьПохожие презентации:










Технологический процесс сборки и электросварки технологического передвижного стола для размещения автомобильных агрегатов
1.
МИНИСТЕРСТВО ОБРАЗОВАНИЯ ИРКУТСКОЙ ОБЛАСТИГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ
ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ИРКУТСКОЙ ОБЛАСТИ
«ПРОФЕССИОНАЛЬНЫЙ КОЛЛЕДЖ
Г.ЖЕЛЕЗНОГОРСКА-ИЛИМСКОГО»
(ГБПОУ ИО ПКЖИ)
Дипломный проект
по теме:
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС СБОРКИ
И ЭЛЕКТРОСВАРКИ
ТЕХНОЛОГИЧЕСКОГО ПЕРЕДВИЖНОГО
СТОЛА ДЛЯ РАЗМЕЩЕНИЯ
АВТОМОБИЛЬНЫХ АГРЕГАТОВ
Выполнили: Антонов Н.Д
Мовков А.В
Муравьев А.А
Железногорск-Илимский 2023 г.
2.
Цель дипломного проекта:Целью дипломного проекта является
подтверждение умений и навыков в сварочном
производстве.
3.
Основные задачи дипломного проекта• Исследование технологии сборки и электросварки
конструкции: «Технологический передвижной стол
для размещения агрегатов автомобильного
оборудования».
• Устройство и техническое обслуживание
оборудования, применяемого для изготовления
конструкции.
• Анализ безопасных методов ведения работ при
сборке и электросварки конструкции.
4.
Характеристика технологическогопередвижного стола для размещения
агрегатов автомобильного оборудования
Технологический передвижной стол необходим для
размещения деталей во время разборки и сборки агрегатов,
что повышает удобство работы и повышает
производительность труда.
К данному устройству предъявляются следующие
требования:
Нагрузка 40 кг
Габариты 1000 410 950
Наличие поворотных колёс
5.
Выбор технологическогооборудования
Оборудование:
УШМ «Макитта 5436» с диаметром диска 125мм.
Многопостовой сварочный аппарат ВДМ-1600С УЗ с
балластным реостатом РБ 302 У2.
Инструмент:
Щётка по металлу
Рулетка
Угольник
Маркеры для разметки.
Магнитные уголки.
Штангенциркуль
Зубило
6.
Требования к исходным материалам.Механические показатели Ст3:
Расчетное сопротивление Ry=210 МПа —
берется как вариант для конструкции стола.
В связи с тем что расчетное сопротивление
находиться в границах предела текучести Ст-3
выбираем данную марку стали.
Электроды для сварки стали Ст-3 выбираю
МР-3С диаметром 3 мм
7.
Технология сварочных работ приизготовлении работ при изготовлении
технологического передвижного стола
для размещения агрегатов
автомобильного оборудования
Применяемые электроды: Э46-МР-3С-УД Е431
(3)-Р26 диаметр 3мм.
Используемые сварные соединения: угловые
соединения, стыковые, прихватки.
Режимы сварки: 70-100 (А)
8.
Подготовительный этап• Первый этап - зачистка поверхности
металла от старой краски, ржавчины.
• Второй этап - производство заготовок из
уголков, и листов металла.
.
9.
РазметкаРазметка производилась по размерам чертежа
Оборудование:
Чертилка
Угольник
Рулетка
Линейка
Штангенциркуль
10.
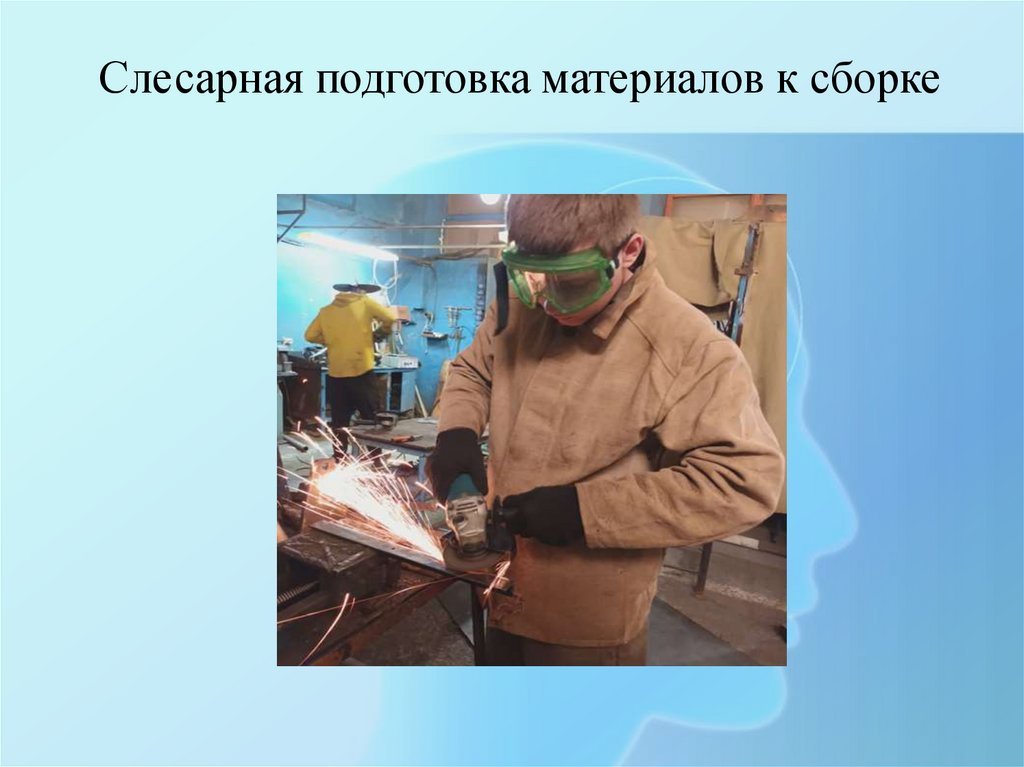
Слесарная подготовка материалов к сборке11.
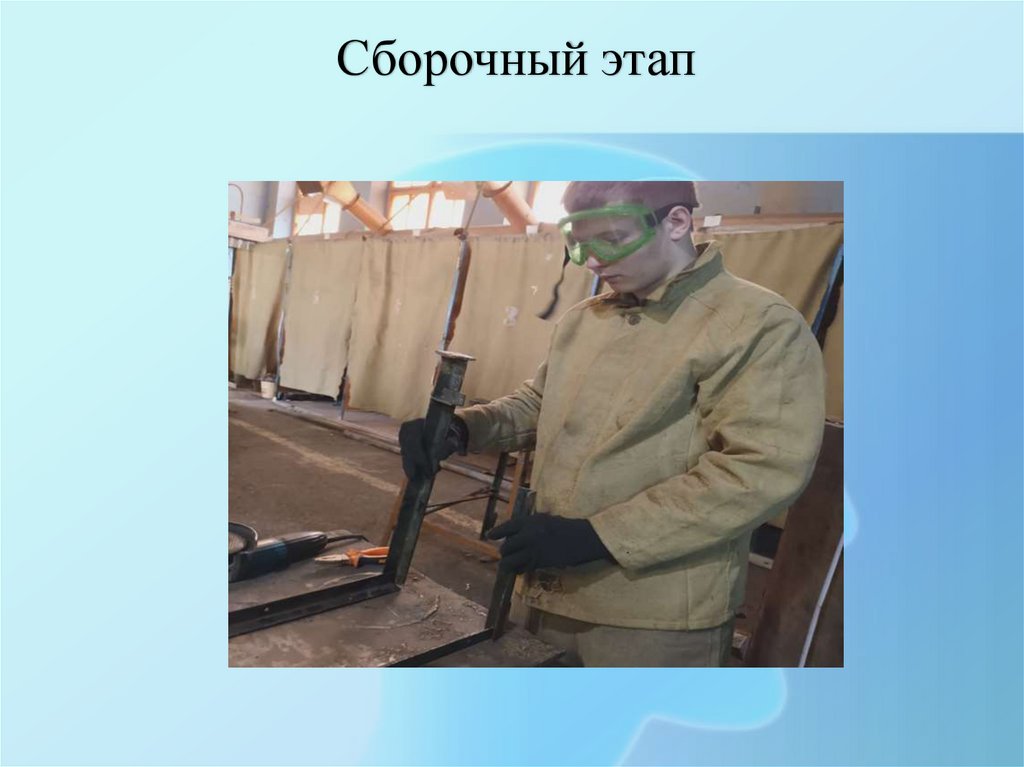
Сборочный этап12.
Сварочный этап13.
Инструмент для оценки качества сварного шваШаблон сварщика УШС-3
14.
Электробезопасность при сварочныхработах
15.
Техника пожарной безопасности присварочных работах
16.
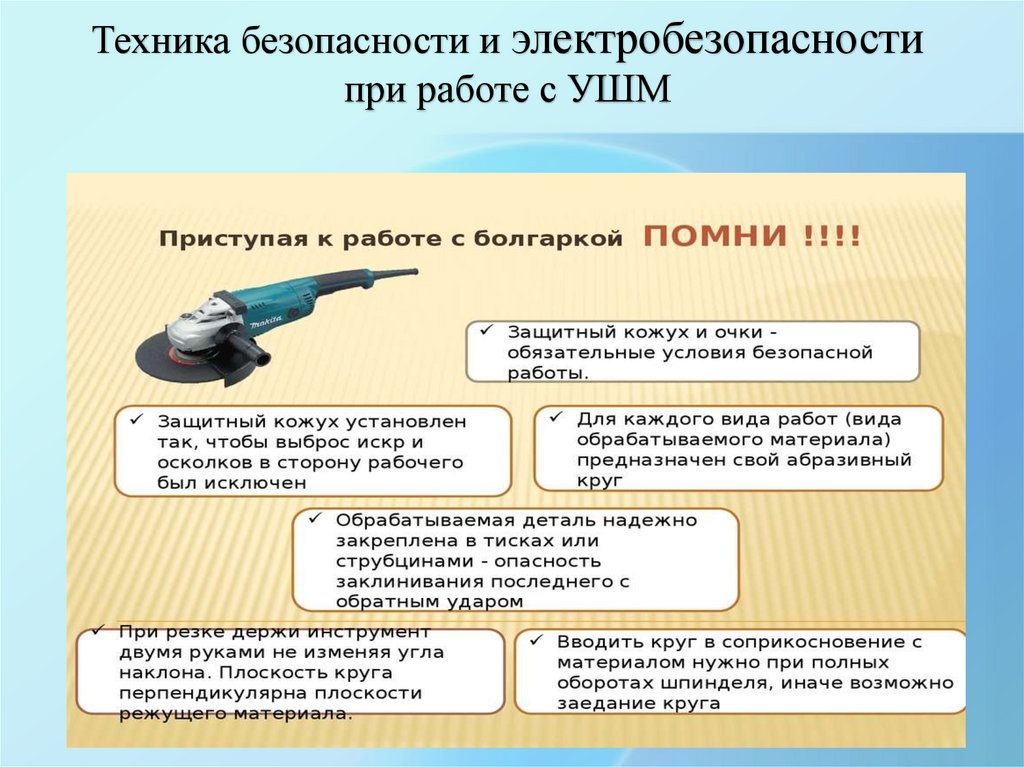
Техника безопасности и электробезопасностипри работе с УШМ
17.
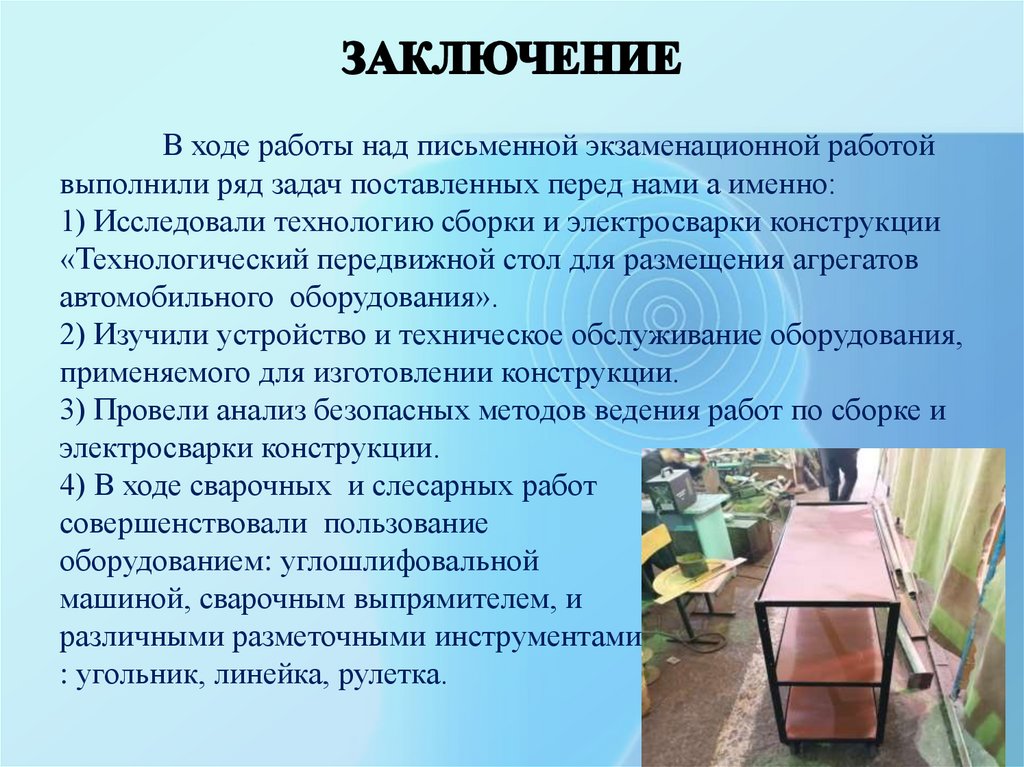
В ходе работы над письменной экзаменационной работойвыполнили ряд задач поставленных перед нами а именно:
1) Исследовали технологию сборки и электросварки конструкции
«Технологический передвижной стол для размещения агрегатов
автомобильного оборудования».
2) Изучили устройство и техническое обслуживание оборудования,
применяемого для изготовлении конструкции.
3) Провели анализ безопасных методов ведения работ по сборке и
электросварки конструкции.
4) В ходе сварочных и слесарных работ
совершенствовали пользование
оборудованием: углошлифовальной
машиной, сварочным выпрямителем, и
различными разметочными инструментами
: угольник, линейка, рулетка.