









 Промышленность
ПромышленностьПохожие презентации:










Технологический процесс изготовления приставной лестницы
1. Технологический процесс изготовления приставной лестницы
Министерство образования и науки Челябинской областиГосударственное бюджетное профессиональное образовательное учреждение
«Коркинский горно-строительный техникум»
Работу выполнил:
Медведев Роман
группа СВ-19
Коркино
2022 г.
2. Цели и задачи
Цель: описать технологический процесс изготовленияприставной лестницы
Задачи:
изучить техническую и справочную литературу
необходимую для выполнения работы;
дать оценку состояния решаемой проблемы;
представить анализ сварной конструкции, подлежащей к
изготовлению;
произвести подбор материала, вида обработки,
подготовительных операций а так же способов контроля;
описать технологический процесс изготовления
конструкции;
выполнить расчеты режимов сварки
выполнить экономический расчёт нормы времени и
расходов материалла для изготовления конструкции;
описать мероприятия по соблюдению правил технике
безопасности, требований пожарной безопасности и
электробезопасности
3.
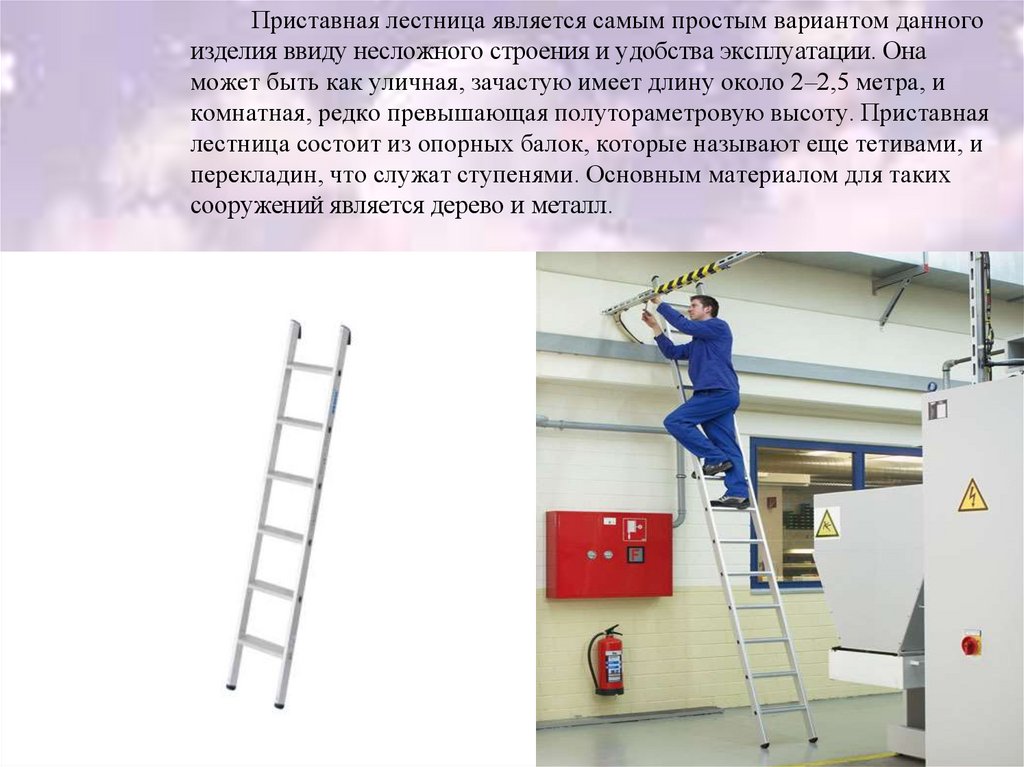
Приставная лестница является самым простым вариантом данногоизделия ввиду несложного строения и удобства эксплуатации. Она
может быть как уличная, зачастую имеет длину около 2–2,5 метра, и
комнатная, редко превышающая полутораметровую высоту. Приставная
лестница состоит из опорных балок, которые называют еще тетивами, и
перекладин, что служат ступенями. Основным материалом для таких
сооружений является дерево и металл.
4. Выбор материала
При изготовлении приставной лестницы использовалась стальгруппы В марки Ст3 – низкоуглеродистая конструкционная сталь.
Сваривается без особых ограничений - при любой температуре
окружающего воздуха, применяется в ответственных конструкциях.
Марк
а
стали
Ст3
Химический состав материала, %
C
Si
до
0,22
до
0,05
Mn
от
0,30,6
0,3
Сэкв = 0,14 + 20 +
0,3
15
Ni
S
P
Cr
N
Cu
Al
до 0,3
до
0,055
до
0,05
до
0,3
до
0,008
до
0,3
до
0,08
+
(0,3+0+0)
10
=0,20%
Из чего следует, что Сэкв = 0,20 – сталь не склонна к образованию трещин и
не нуждается в предварительном подогреве
5. Подбор подготовительных операций
Для изготовления макета приставной лестницы выбираю пруток ø8 мм и длиной l = 1530 мм, марка стали Ст3.
1. Зачистка металла. Зачистка прутка выполнялась напильником
2. Плоскостная разметка на отдельные элементы конструкции.
3. Резка металла. После плоскостной разметки провожу резку прутка
на отдельные составные части конструкции по следующим
размерам:
- 2 направляющих l = 455 мм
- 6 перекладин l = 71 мм
- 2 горизонтальных перекладины упора l = 40 мм
- 2 наклонных перекладины упора l = 55 мм
6.
4. Зачистка от заусенцев. Зачистку выполнял напильником.5. Сборка конструкции. Собираю лестницу с помощью магнитного
угольника для получения прямого угла и фиксирую сварочной
прихваткой.
Устанавливаю вертикальные перекладины и фиксирую прихватками с
установкой прямого угла.
6. Сварка конструкции. После выполнения сборки и фиксации рамы
провожу сварку стыкового и углового соединения.
7. Контроль качества сварки. По завершению сварки проверяю качество
шва визуальным осмотром.
7. Выбор способа сварки и ее параметры
1. Толщина металла – ø 8 мм;2. Положение сварки и занчение силы сварочного тока
б) нижнее – 88 А;
3. Диаметр электрода – 3 - 4 мм;
4. Диапозон сварочного тока – 80 – 100 А;
5. Выполнени сварочных работ по изготовлению конструкции
сварной рамы контейнера согласно ГОСТу 5264 – 80 «Ручная
дуговая сварка. Сварные соединения»
8. Выбор сварочного оборудования
Оборудованием для выполнения ручной дуговой сварки приизготовлении сварной рамы, является:
Сварочный выпрямитель ВДУ-306
Параметры
Напряжение сети питания
Мощность потребляемая агрегатом
Номинальный рабочий режим
Напряжение при холостом ходе
Ток для выполнения сварки
Класс защиты
Для работы применяются сварочные стержни
(электроды)
Класс изоляции
Размеры сварочного аппарата
Вес агрегата
Модель
380В (+-10%)
12,8 кВа
60%
69В
В пределах
20 – 315 А
IP23
Диаметром от 2 до 6
мм
F
565х305х485
28,5 кг
9. Выбор сварочных материалов
Для выполнения сварки конструкции приставной лестницы наосновании справочного материала был выбран электрод следующей
марки:
Э46 − МР − 3 − ∅ − УД
Е430 3 − Р26
Диаметр
электрода
3,0
4,0
5,0
Ноименование
хим. элемента
Содержание хим.
элемента
Положение в пространстве и сила тока
Нижнее
Вертикальное
Потолочнок
100 - 140
80 - 100
80 – 110
160 – 220
140 – 180
140 – 180
180 - 260
160 – 200
-
С
Si
Mn
не более
0,10
0,20
0,50 –
0,80
S
P
не более
0,045
0,040
10. Контроль сварных соединений
Контроль наружных дефектов в сварных швах иоколошовной зоны осуществляют путем внешнего
осмотра.
Визуальному
осмотру
с
проведением
необходимых измерений подлежат 100% сварных швов.
11. Охрана труда
Все слесарные и сварочные работы выполнялись при соблюденииправил организации рабочего мета сварщика а также согласно
требованиям техники безопасности при выполнении сварочных работ,
электробезопасности и пожарной безопасности.