











 Промышленность
ПромышленностьПохожие презентации:










Технологический процесс сварки стола сварщика
1.
ОГА ПОУ «Технологический колледж»Технологический процесс сварки стола сварщика
Выполнил:
Антошин Александр
Куликин Кирилл
Руководитель:
Романовская Н.Е
2023
2.
ПроблемаДля тех, кто постоянно занимается сваркой
сравнительно небольших деталей,
сварочный стол – не прихоть, а
обязательное условие комфортной и
результативной работой.
При этом купить готовое изделие могут не
все, да и не всегда готовая модель
полностью отвечает требованиям
сварщикам. А главное, что обычно не
устраивает потенциальных покупателей –
цена, особенно существенная для
профессиональных моделей.
3.
Материалы для сварочного столаВ качестве силовой рамы стола для
сварочных работ почти всегда
выступает металл.
На фото представлен мобильная модель
на жесткой раме из профильной трубы
с сечением 60х60 мм и толщиной
стенки 2 мм. Рама изготовлена методом
сварки, боковины дополнительно
усилены арматурным прутком. В
качестве поверхности для рабочего
стола использована профильная труба
сечением 60х140 мм. Такая
конструкция весит порядка 150…200
кг, что вполне достаточно для
обеспечения необходимой нагрузочной
способности.
4.
МатериалыПрофили горячекатаных стальных
труб квадратного и
прямоугольного сечения, которые
подходят для изготовления
силовой рамы сварочных столов.
Сразу стоит обратить внимание
на трубы с толщиной стенки от 2
мм, поскольку труба со стенкой
1,5 мм может не обладать
достаточной прочностью при
работе с крупными деталями.
5.
Стоит обратить вниманиеТакже допустимо применение
швеллера или другого
аналогичного вида проката.
Поверхность рабочего стола почти всегда делается с
просветами. Это необходимо для того, чтобы можно
было крепить детали к его поверхности струбцинами
и другими приспособлениями для удержания
изделий в нужном положении.
6.
МатериалыНожки для
передвижных
сварочных столов
обязательно
должны иметь
стопор и быть
рассчитаны на
массу изделия.
7.
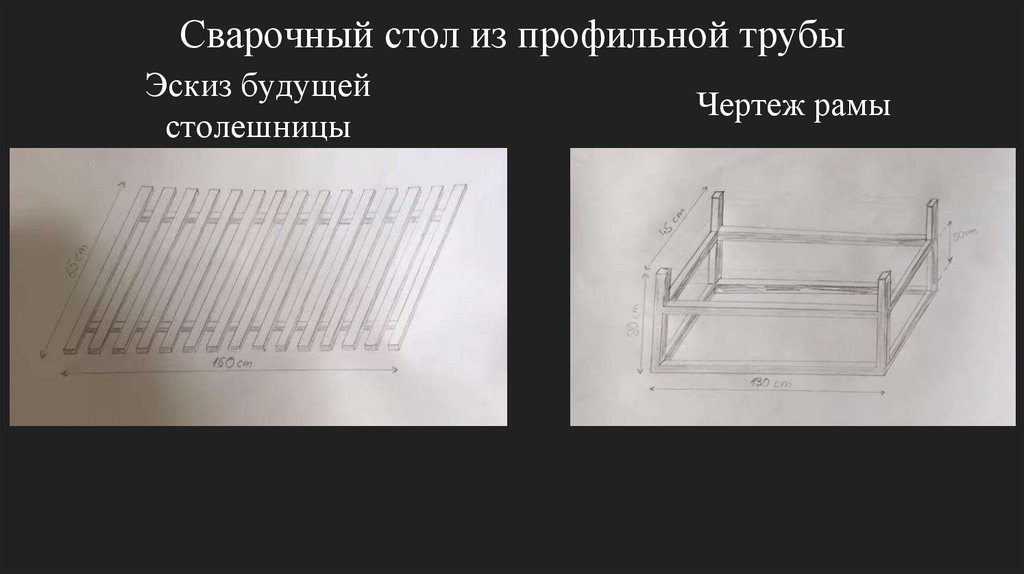
Сварочный стол из профильной трубыЭскиз будущей
столешницы
Чертеж рамы
8.
Технологическийпроцесс
Трубы для столешницы нарезаются любым удобным
способом, торцы завариваются пластинами. Обязательны
зачистка заусенцев после резки и шлифовки сварных швов.
9.
Технологическийпроцесс
Крепление подготовленных труб к подстолью
будущего стола.
Готовая столешница.
10.
Технологическийпроцесс
Рама в сборе. Металл
отполирован, особенно
тщательно в местах сварки.
Соединение рамы и столешницы.
11.
Технологическийпроцесс
Крепление к раме колес.
Установка полки на нижнюю
обвязку рамы. Уголки полки
выпилены.
12.
Технологическийпроцесс
Обшивка боковой поверхности. Полки
и боковина крепятся к металлу
саморезами через заранее
просверленные отверстия.
На верхнюю полку лучше положить
металлический лист толщиной 1…3 мм, он
защитит ОСБ-плиту от возгорания и
загрязнения. По мере надобности можно
просто извлечь лист и стряхнуть с него
накопившийся мусор и окалину.
13.
ИтогПроект будет выгоден так как выйдет дешевле любого стола на заказ.