 Промышленность
ПромышленностьПохожие презентации:







")


Приоритетность порезки по заказам при включении задания в план
1.
1.2.
1
3
3.
2
4.
7
5
5.
6.
4.1
6
7.
8.
9.
8
4.2
9
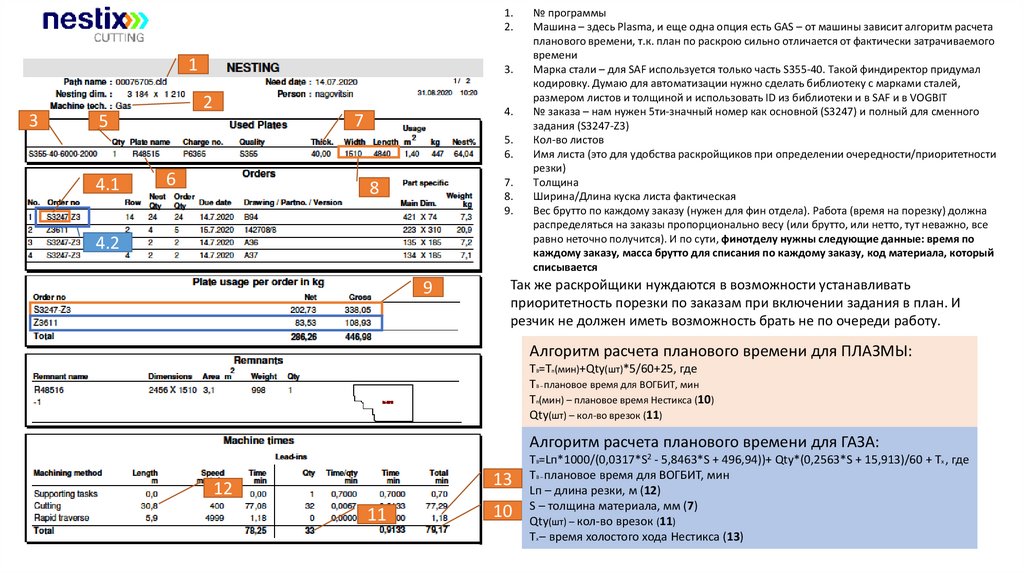
№ программы
Машина – здесь Plasma, и еще одна опция есть GAS – от машины зависит алгоритм расчета
планового времени, т.к. план по раскрою сильно отличается от фактически затрачиваемого
времени
Марка стали – для SAF используется только часть S355-40. Такой финдиректор придумал
кодировку. Думаю для автоматизации нужно сделать библиотеку с марками сталей,
размером листов и толщиной и использовать ID из библиотеки и в SAF и в VOGBIT
№ заказа – нам нужен 5ти-значный номер как основной (S3247) и полный для сменного
задания (S3247-Z3)
Кол-во листов
Имя листа (это для удобства раскройщиков при определении очередности/приоритетности
резки)
Толщина
Ширина/Длина куска листа фактическая
Вес брутто по каждому заказу (нужен для фин отдела). Работа (время на порезку) должна
распределяться на заказы пропорционально весу (или брутто, или нетто, тут неважно, все
равно неточно получится). И по сути, финотделу нужны следующие данные: время по
каждому заказу, масса брутто для списания по каждому заказу, код материала, который
списывается
Так же раскройщики нуждаются в возможности устанавливать
приоритетность порезки по заказам при включении задания в план. И
резчик не должен иметь возможность брать не по очереди работу.
Алгоритм расчета планового времени для ПЛАЗМЫ:
ТВ=Тп(мин)+Qty(шт)*5/60+25, где
ТВ – плановое время для ВОГБИТ, мин
Тп(мин) – плановое время Нестикса (10)
Qty(шт) – кол-во врезок (11)
Алгоритм расчета планового времени для ГАЗА:
13
12
11
10
ТВ=Lп*1000/(0,0317*S2 - 5,8463*S + 496,94))+ Qty*(0,2563*S + 15,913)/60 + Tх , где
ТВ – плановое время для ВОГБИТ, мин
Lп – длина резки, м (12)
S – толщина материала, мм (7)
Qty(шт) – кол-во врезок (11)
Tх – время холостого хода Нестикса (13)