














 Промышленность
ПромышленностьПохожие презентации:
")









План развития инжинирингово - сервисного центра по сверхтвердым материалам
1.
план развития инжинирингово-сервисногоцентра по сверхтвердым материалам
2.
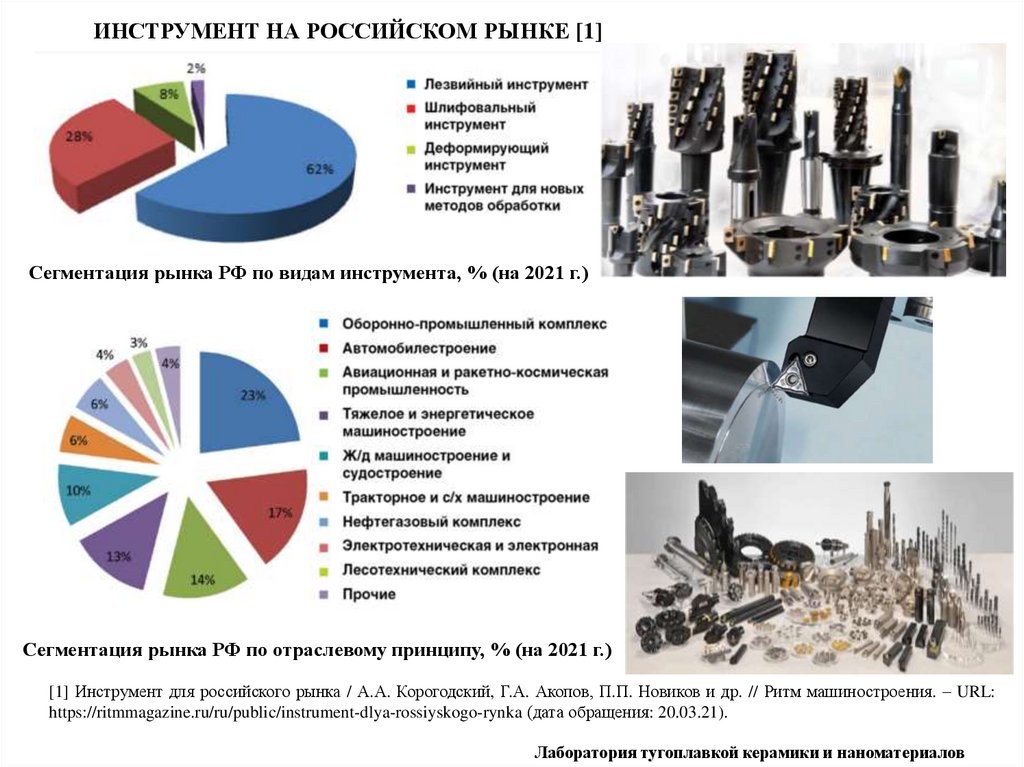
ИНСТРУМЕНТ НА РОССИЙСКОМ РЫНКЕ [1]Сегментация рынка РФ по видам инструмента, % (на 2021 г.)
Сегментация рынка РФ по отраслевому принципу, % (на 2021 г.)
[1] Инструмент для российского рынка / А.А. Корогодский, Г.А. Акопов, П.П. Новиков и др. // Ритм машиностроения. – URL:
https://ritmmagazine.ru/ru/public/instrument-dlya-rossiyskogo-rynka (дата обращения: 20.03.21).
Лаборатория тугоплавкой керамики и наноматериалов
3.
ЭТАПЫ ПРОИЗВОДСТВА ИНСТРУМЕНТАПодготовка сырья
Получение
рабочего тела
Подготовка к
креплению
Готовый
инструмент
ОТК
Получение
рабочей части
Финишная
доводка
крепление
4.
Пример спекания режущих пластин «Беланит-2»АВД «елочка», давление до 7 ГПа
Вид прессовой установки ДО137А усилием 5
МН, оснащенной контроллером спекания КС-5
АВД ВС-021, давление до 4 ГПа
1 – контейнер из литографского камня со связкой на основе бакелитового лака;
2 – графитовый нагреватель;
АВД ВС-021а, давление до 5 ГПа
3 – спекаемая заготовка на основе кубического нитрида бора;
4 –теплоизоляционная заглушка из прессованного литографского камня;
5 – токоввод из титанового порошка.
Лаборатория тугоплавкой керамики и наноматериалов
5.
Перспективное высокопроизводительное современное оборудование – залогкачественного продукта
.
6.
ВИДЫ ИНСТРУМЕНТА ПЛАНИРУЕМЫЕ К ПРОИЗВОДСТВУ ИЦ-СТМТокарный инструмент
Монолитные пластины для черновой обработки
Напайные пластины для финишной обработки
Фрезерный инструмент
Напайные и монолитные пластины
НКНБ
Спектр фрез для торцовой обработки
7.
НОМЕНКЛАТУРА ВЫПУСКАЕМЫХ ПЛАСТИН ПОЛНОСТЬЮ СООТВЕТСТВУЕТИСО1832
С
R
N
S
M
N
12
C
+ РАЗНООБРАЗИЕ СОРТОВ
+ СОБСТВЕННЫЕ
РАЗРАБОТКИ
+ КОНКУРЕНТНАЯ ЦЕНА
04 12
W
T
03025
T
D
ИЦ-СТМ
+ СОТРУДНИЧЕСТВО С
ВЕДУЩИМИ
РАЗРАБОТЧИКАМИ РБ
V
8.
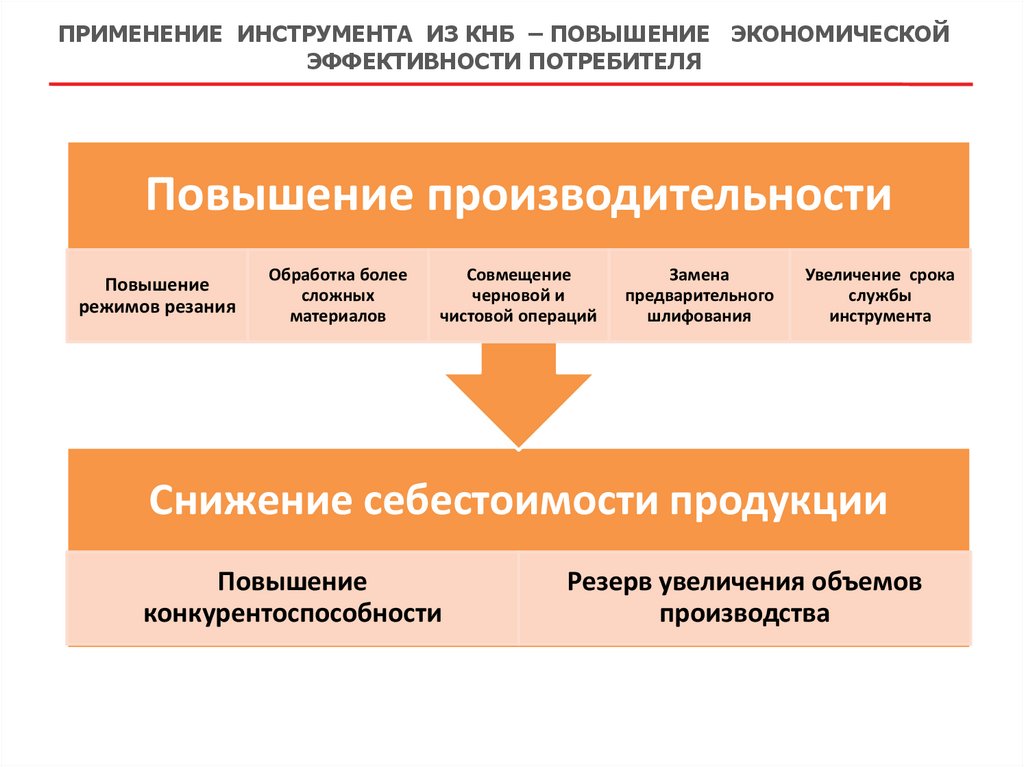
ПРИМЕНЕНИЕ ИНСТРУМЕНТА ИЗ КНБ – ПОВЫШЕНИЕ ЭКОНОМИЧЕСКОЙЭФФЕКТИВНОСТИ ПОТРЕБИТЕЛЯ
Повышение производительности
Повышение
режимов резания
Обработка более
сложных
материалов
Совмещение
черновой и
чистовой операций
Замена
предварительного
шлифования
Увеличение срока
службы
инструмента
Снижение себестоимости продукции
Повышение
конкурентоспособности
Резерв увеличения объемов
производства
9.
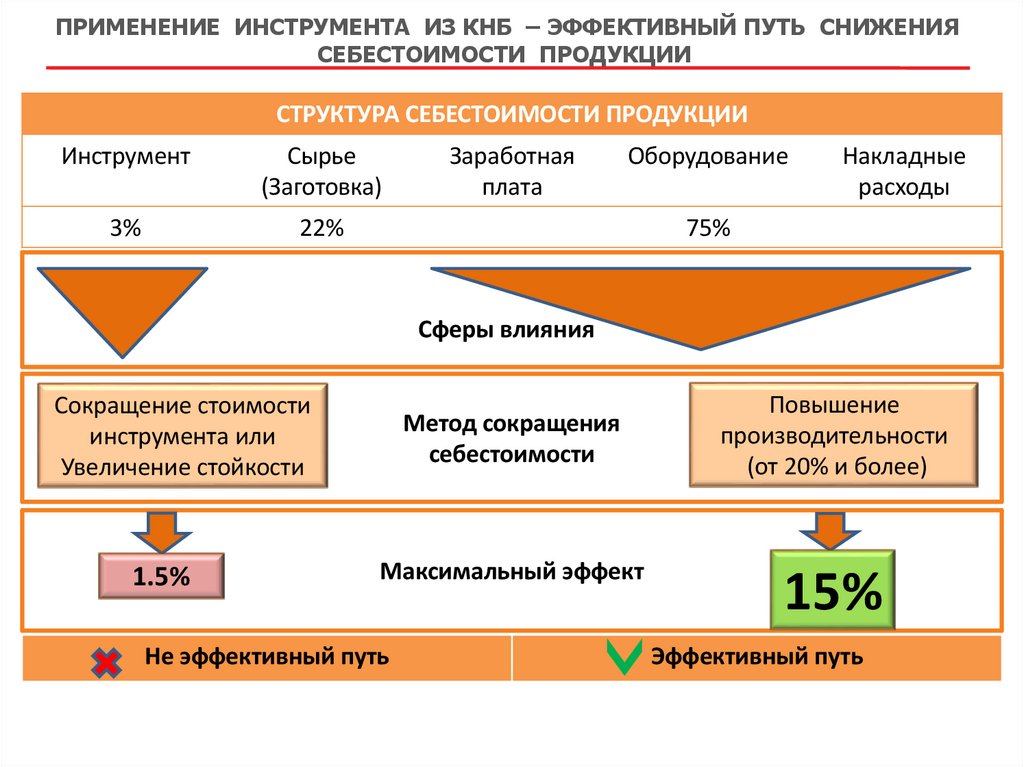
ПРИМЕНЕНИЕ ИНСТРУМЕНТА ИЗ КНБ – ЭФФЕКТИВНЫЙ ПУТЬ СНИЖЕНИЯСЕБЕСТОИМОСТИ ПРОДУКЦИИ
СТРУКТУРА СЕБЕСТОИМОСТИ ПРОДУКЦИИ
Инструмент
Сырье
(Заготовка)
3%
22%
Заработная
плата
Оборудование
Накладные
расходы
75%
Сферы влияния
Сокращение стоимости
инструмента или
Увеличение стойкости
1.5%
Метод сокращения
себестоимости
Максимальный эффект
Не эффективный путь
Повышение
производительности
(от 20% и более)
15%
Эффективный путь
10.
Расточка цилиндров двигателей ДВСМАТЕРИАЛ:
Специальный легированный чугун
Предварительная обработка
Режимы резания:
V = 110-150 m/min (скорость зависит от
материала. Может достигать 1200м/мин)
F = 0.07 – 0.10 mm/rev
Ap = 0.1 – 0.4 mm
Окончательная обработка
Режимы резания:
V = 140 - 200 m/min (скорость зависит от
материала. Может достигать 1200м/мин)
F = 0.02 – 0.07 mm/rev
Ap = 0.05 – 0.1 mm
11.
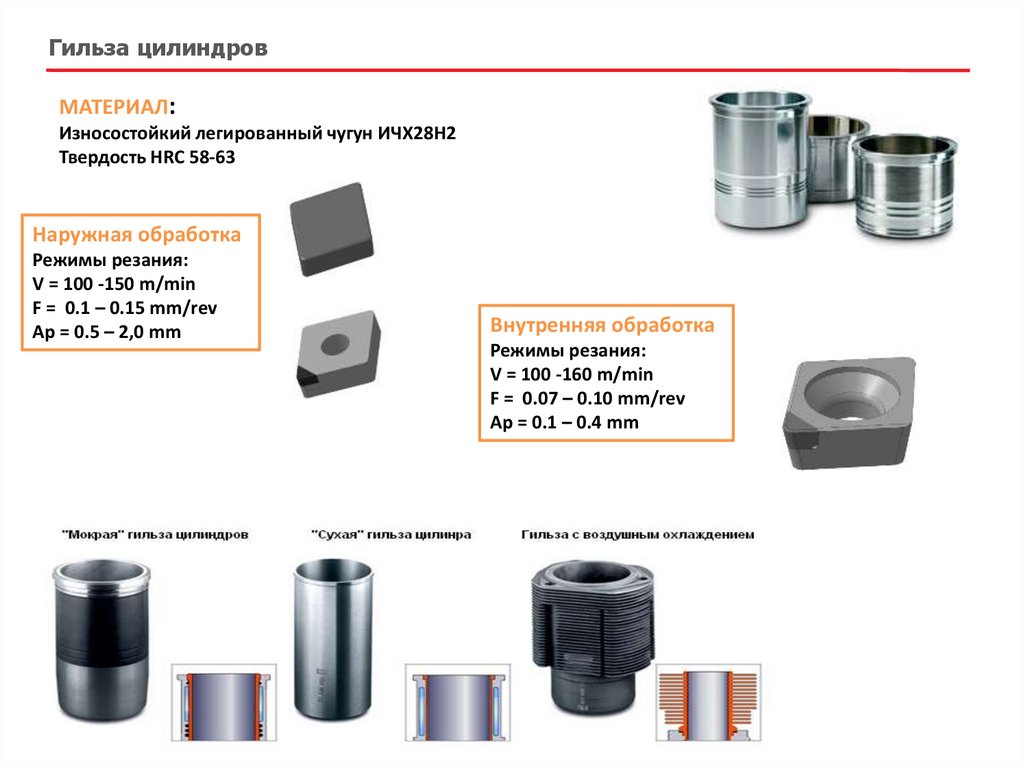
Гильза цилиндровМАТЕРИАЛ:
Износостойкий легированный чугун ИЧХ28Н2
Твердость HRC 58-63
Наружная обработка
Режимы резания:
V = 100 -150 m/min
F = 0.1 – 0.15 mm/rev
Ap = 0.5 – 2,0 mm
Внутренняя обработка
Режимы резания:
V = 100 -160 m/min
F = 0.07 – 0.10 mm/rev
Ap = 0.1 – 0.4 mm
12.
Картер двигателя внутреннего сгоранияМАТЕРИАЛ:
Чугун СЧ20, СЧ30
Расточка отверстий
Режимы резания:
V = 500 - 800 m/min
F = 0.05 – 0.07 mm/rev
Ap = 0.1 – 0.2 mm
Фрезерование плоскостей
фланцев
Режимы резания:
V = 400 - 750 m/min
F = 0.1 – 0.14 mm/tooth
Ap = 0.5 – 4.0 mm
13.
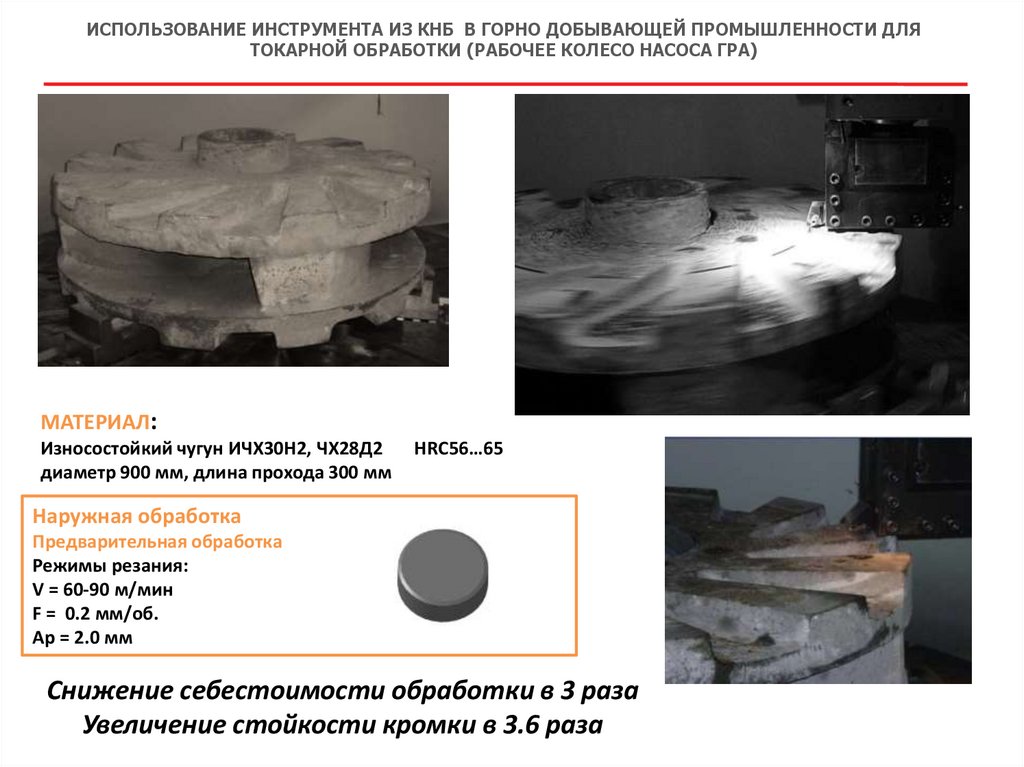
ИСПОЛЬЗОВАНИЕ ИНСТРУМЕНТА ИЗ КНБ В ГОРНО ДОБЫВАЮЩЕЙ ПРОМЫШЛЕННОСТИ ДЛЯТОКАРНОЙ ОБРАБОТКИ (РАБОЧЕЕ КОЛЕСО НАСОСА ГРА)
МАТЕРИАЛ:
Износостойкий чугун ИЧХ30Н2, ЧХ28Д2
диаметр 900 мм, длина прохода 300 мм
HRC56…65
Наружная обработка
Предварительная обработка
Режимы резания:
V = 60-90 м/мин
F = 0.2 мм/об.
Ap = 2.0 мм
Снижение себестоимости обработки в 3 раза
Увеличение стойкости кромки в 3.6 раза
14.
Основные типовые решения в нефтеперерабатывающей промышленностиКрыльчатка (нагнетающая помпа насоса)
Материал: А49, легированная сталь,
HB450, Z=5
Наружная обработка
Режимы резания :
V = 100 m/min
F = 0.2 mm/rev
Ap = 4.0 mm
Турбины насоса
Наружная обработка
ЧХ28 HRC62…65
Гильзы насоса для нефтедобывающей
промышленности
Режимы резания :
V = 92 m/min
F = 0.43 mm/rev
Ap = 0,35 mm
Увеличение производительности в 2.1 раза
Увеличение стойкости кромки в 3.8 раза
15.
ИСПОЛЬЗОВАНИЕ ИНСТРУМЕНТА ИЗ КНБ ДЛЯ ТОКАРНОЙ ОБРАБОТКИБРОНИ КОНИЧЕСКОЙ
МАТЕРИАЛ:
Сталь 110Г13Л (сталь Гадфильда) HRC 25…35
Броня коническая, ф 2200 мм, длина прохода 100 мм
Наружная обработка
Черновая обработка с ударом
Режимы резания:
V = 102м/мин.
F = 0.3 мм/об.
Ap = 2.0-2,5мм
Увеличение производительности в 1.87 раза
Сокращение себестоимости обработки на
операции в 2,7 раза
16.
ИСПОЛЬЗОВАНИЕ ИНСТРУМЕНТА ИЗ КНБ В МЕТАЛЛУРГИИ ДЛЯ ТОКАРНОЙОБРАБОТКИ ВАЛОВ
МАТЕРИАЛ:
Сталь 9Х
HRC 60…62
диаметр 355 мм, длина прохода 135 мм
Наружная обработка
Предварительная обработка
Режимы резания:
V = 141м/мин.
F = 0.3 мм/об.
Ap = 2.0 мм
Увеличение производительности в 2.48 раза
Сокращение себестоимости обработки на
операции в 1,78 раза
17.
ИСПОЛЬЗОВАНИЕ ИНСТРУМЕНТА ИЗ КНБ В МАШИНОСТРОЕНИИ ДЛЯТОКАРНОЙ ОБРАБОТКИ ВАЛОВ И ОСЕЙ
МАТЕРИАЛ:
Легированный чугун, легированные стали
HRC58-67 ф900 мм, длина прохода 2000 мм
Наружная обработка
Предварительная обработка
Режимы резания ЛПХНД-73: Режимы резания Легир Чугун:
V = 55 м/мин
V = 50 - 120 м/мин
F = 0.6 мм/об
F = 0.5 – 1.0 мм/об
Ap = 6.0 мм
Аp = 0.5 – 5.0 мм
Увеличение стойкости в 4.5 раза
Сокращение себестоимости обработки на операции в
2,56 раза
18.
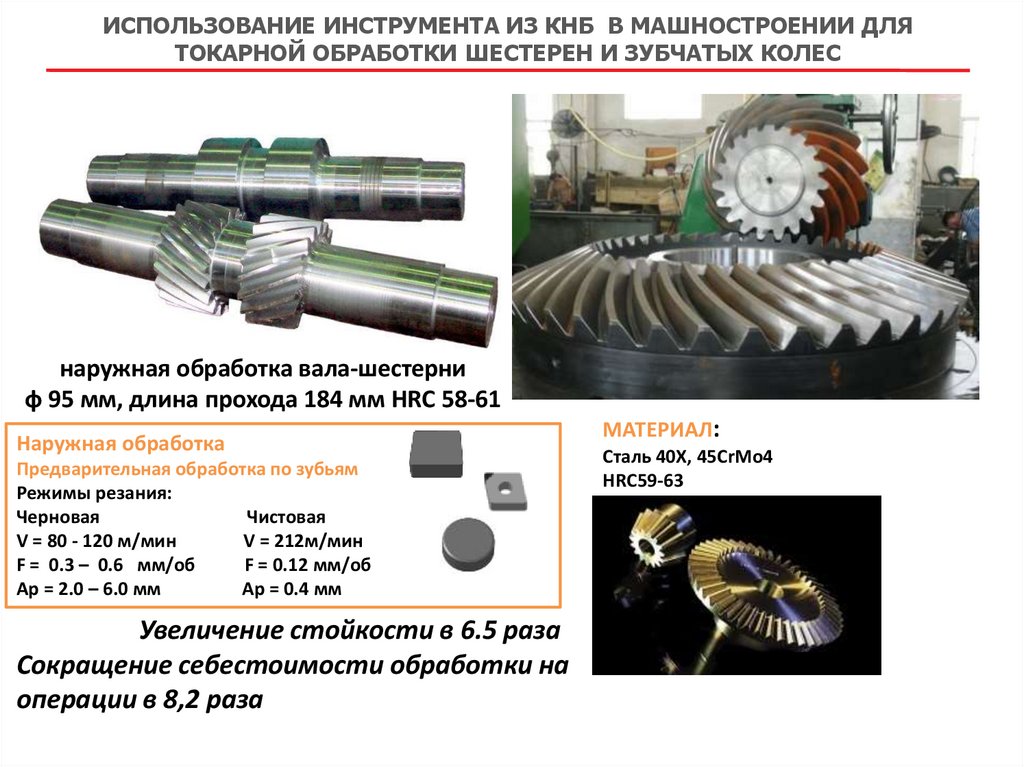
ИСПОЛЬЗОВАНИЕ ИНСТРУМЕНТА ИЗ КНБ В МАШНОСТРОЕНИИ ДЛЯТОКАРНОЙ ОБРАБОТКИ ШЕСТЕРЕН И ЗУБЧАТЫХ КОЛЕС
наружная обработка вала-шестерни
ф 95 мм, длина прохода 184 мм HRC 58-61
Наружная обработка
Предварительная обработка по зубьям
Режимы резания:
Черновая
Чистовая
V = 80 - 120 м/мин
V = 212м/мин
F = 0.3 – 0.6 мм/об
F = 0.12 мм/об
Ap = 2.0 – 6.0 мм
Ap = 0.4 мм
Увеличение стойкости в 6.5 раза
Сокращение себестоимости обработки на
операции в 8,2 раза
МАТЕРИАЛ:
Сталь 40Х, 45CrMo4
HRC59-63
19.
ИСПОЛЬЗОВАНИЕ ИНСТРУМЕНТА ИЗ КНБ ДЛЯ ТОКАРНОЙ ОБРАБОТКИПОДШИПНИКОВ
Внутренние и внешние кольца
Материал: ШХ4, твердость HRC 61-64
ф 158 мм, длина прохода 80 мм
Наружная обработка
Режимы резания:
V = 150 м/мин
F = 0.2 мм/об
Ap = 0.4 мм
Увеличение стойкости в 1.3 раза
Сокращение себестоимости обработки на
операции в 2,5 раза
20.
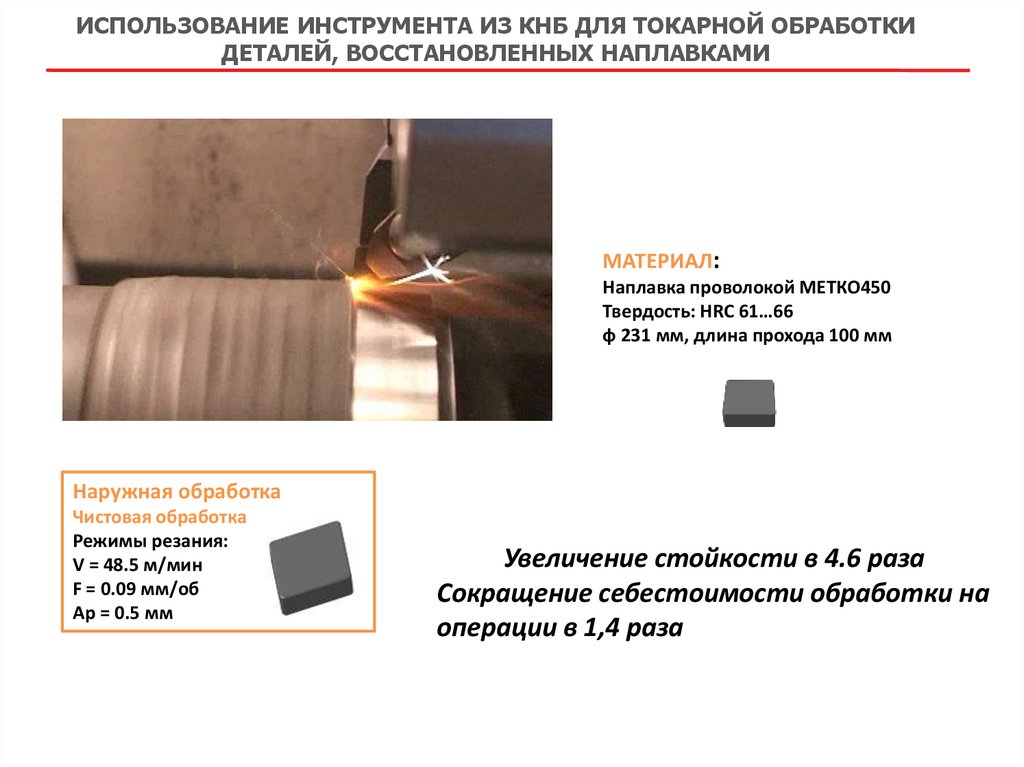
ИСПОЛЬЗОВАНИЕ ИНСТРУМЕНТА ИЗ КНБ ДЛЯ ТОКАРНОЙ ОБРАБОТКИДЕТАЛЕЙ, ВОССТАНОВЛЕННЫХ НАПЛАВКАМИ
МАТЕРИАЛ:
Наплавка проволокой МЕТКО450
Твердость: HRC 61…66
ф 231 мм, длина прохода 100 мм
Наружная обработка
Чистовая обработка
Режимы резания:
V = 48.5 м/мин
F = 0.09 мм/об
Ap = 0.5 мм
Увеличение стойкости в 4.6 раза
Сокращение себестоимости обработки на
операции в 1,4 раза
21.
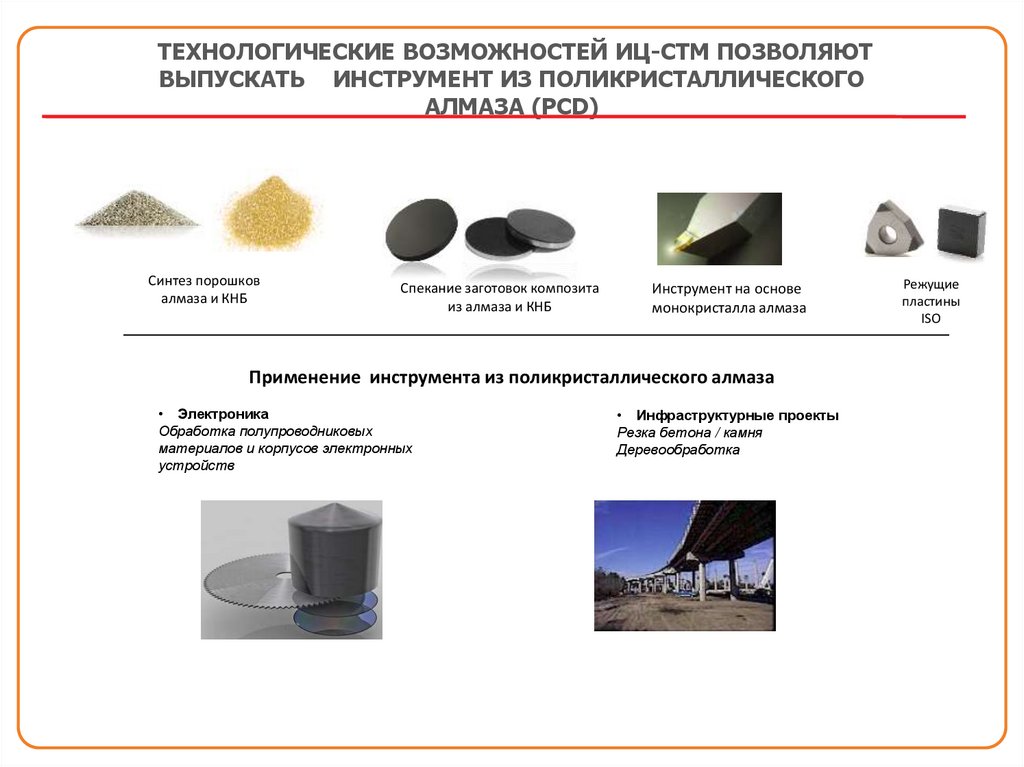
ТЕХНОЛОГИЧЕСКИЕ ВОЗМОЖНОСТЕЙ ИЦ-СТМ ПОЗВОЛЯЮТВЫПУСКАТЬ ИНСТРУМЕНТ ИЗ ПОЛИКРИСТАЛЛИЧЕСКОГО
АЛМАЗА (PCD)
Синтез порошков
алмаза и КНБ
Спекание заготовок композита
из алмаза и КНБ
Инструмент на основе
монокристалла алмаза
Применение инструмента из поликристаллического алмаза
• Электроника
Обработка полупроводниковых
материалов и корпусов электронных
устройств
• Инфраструктурные проекты
Резка бетона / камня
Деревообработка
Режущие
пластины
ISO
22.
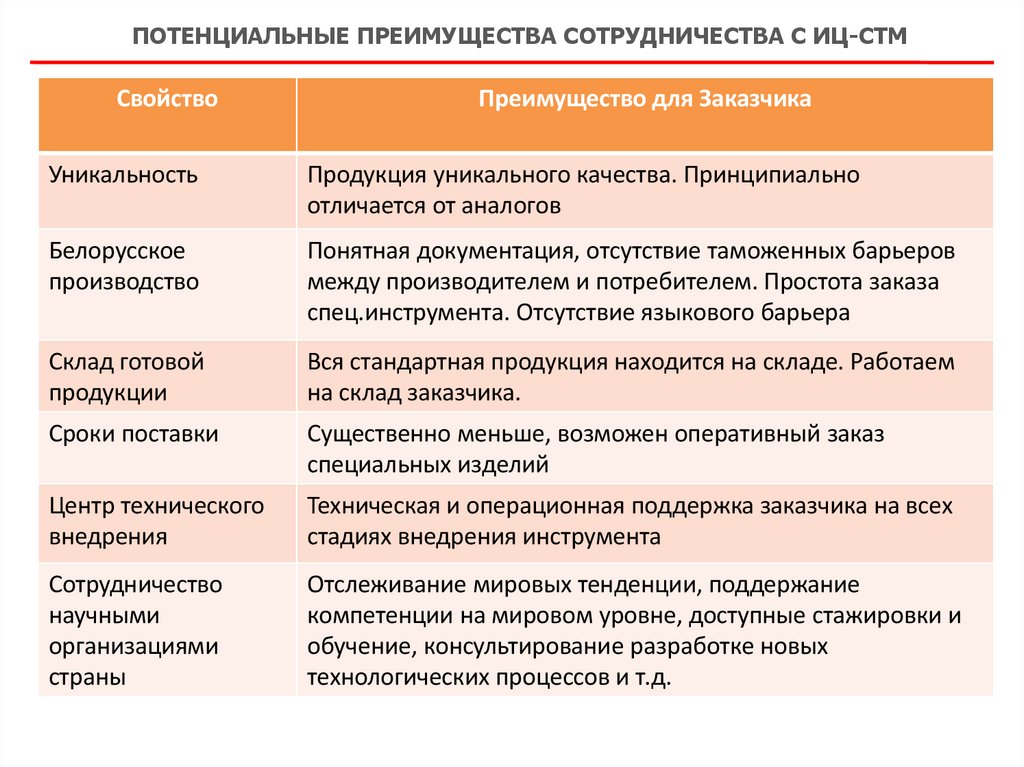
ПОТЕНЦИАЛЬНЫЕ ПРЕИМУЩЕСТВА СОТРУДНИЧЕСТВА С ИЦ-СТМСвойство
Преимущество для Заказчика
Уникальность
Продукция уникального качества. Принципиально
отличается от аналогов
Белорусское
производство
Понятная документация, отсутствие таможенных барьеров
между производителем и потребителем. Простота заказа
спец.инструмента. Отсутствие языкового барьера
Склад готовой
продукции
Вся стандартная продукция находится на складе. Работаем
на склад заказчика.
Сроки поставки
Существенно меньше, возможен оперативный заказ
специальных изделий
Центр технического
внедрения
Техническая и операционная поддержка заказчика на всех
стадиях внедрения инструмента
Сотрудничество
научными
организациями
страны
Отслеживание мировых тенденции, поддержание
компетенции на мировом уровне, доступные стажировки и
обучение, консультирование разработке новых
технологических процессов и т.д.
23.
Примерная смета участкаизготовления инструмента из
сверхтвердых материалов на базе
ГО «НПЦ НАН Беларуси по
материаловедению»
Расчет проведен для выпуска 4 000
условных пластин со сверхтвердым
элементом в месяц, при односменной
работе.
24.
Проект предлагается реализовать в 2 этапа:1. Покупной композит. Данный этап позволяет для удовлетворения
потребностей заказчика воспользоваться широким ассортиментом
материалов, представленных на рынке. Преимущества – снижение
затрат на этапе вхождения в рынок, широкий ассортимент сортов
используемых материалов. Недостатки: отсутствие уникальности
предлагаемых сортов и, как следствие, усиление конкуренции в
первую очередь со стороны китайских производителей. Кроме этого,
компании производители ограничивают выпуск новых сортов на
открытый рынок и имеют, в силу этого, конкурентное преимущество.
2. Композит производится на своем участке. Логично переходить к
этому этапу после вхождения в рынок. Преимущества данного этапа:
- уникальный (отсутствующий у других производителей) композит;
- стоимость синтеза всегда меньше стоимости покупки (особенно
для монолитных пластин);
- композит тоже является товаром, причем с более высоким
экспортным потенциалом чем готовый инструмент;
- имеется возможность ведения собственных разработок.
Недостаток – увеличение сметы расходов.
Ниже приведены примерные расходы по обоим этапам.
25.
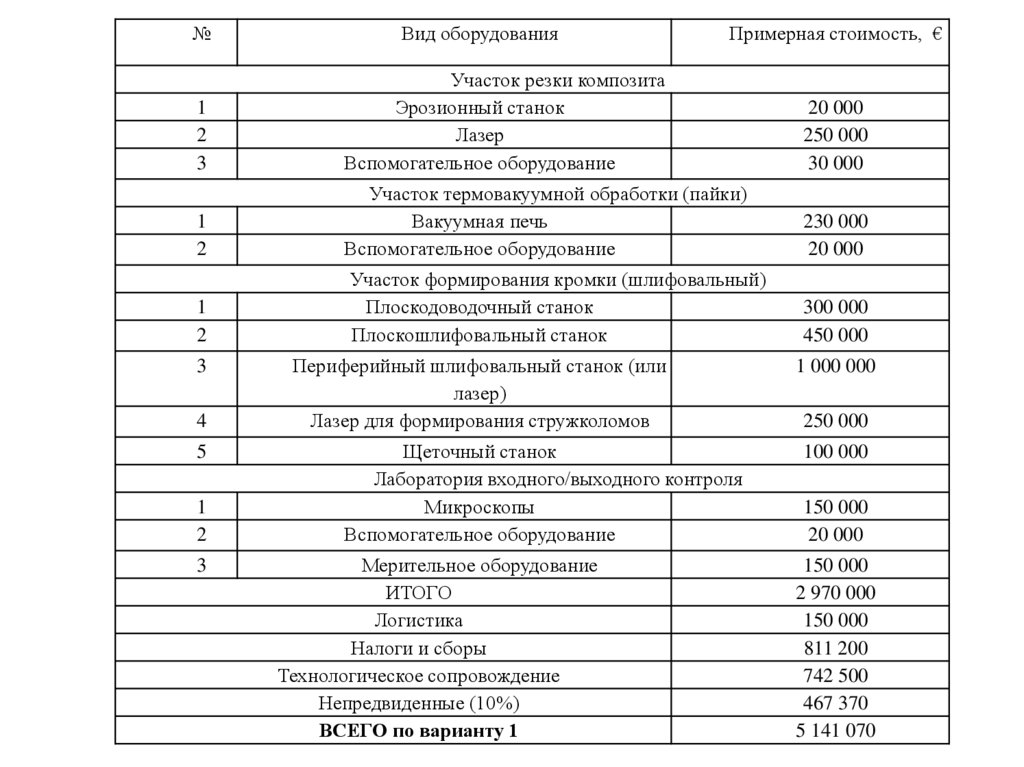
№Вид оборудования
Примерная стоимость, €
1
2
3
Участок резки композита
Эрозионный станок
Лазер
Вспомогательное оборудование
20 000
250 000
30 000
1
2
Участок термовакуумной обработки (пайки)
Вакуумная печь
Вспомогательное оборудование
230 000
20 000
1
2
Участок формирования кромки (шлифовальный)
Плоскодоводочный станок
Плоскошлифовальный станок
300 000
450 000
3
4
5
1
2
3
Периферийный шлифовальный станок (или
лазер)
Лазер для формирования стружколомов
Щеточный станок
Лаборатория входного/выходного контроля
Микроскопы
Вспомогательное оборудование
Мерительное оборудование
ИТОГО
Логистика
Налоги и сборы
Технологическое сопровождение
Непредвиденные (10%)
ВСЕГО по варианту 1
1 000 000
250 000
100 000
150 000
20 000
150 000
2 970 000
150 000
811 200
742 500
467 370
5 141 070
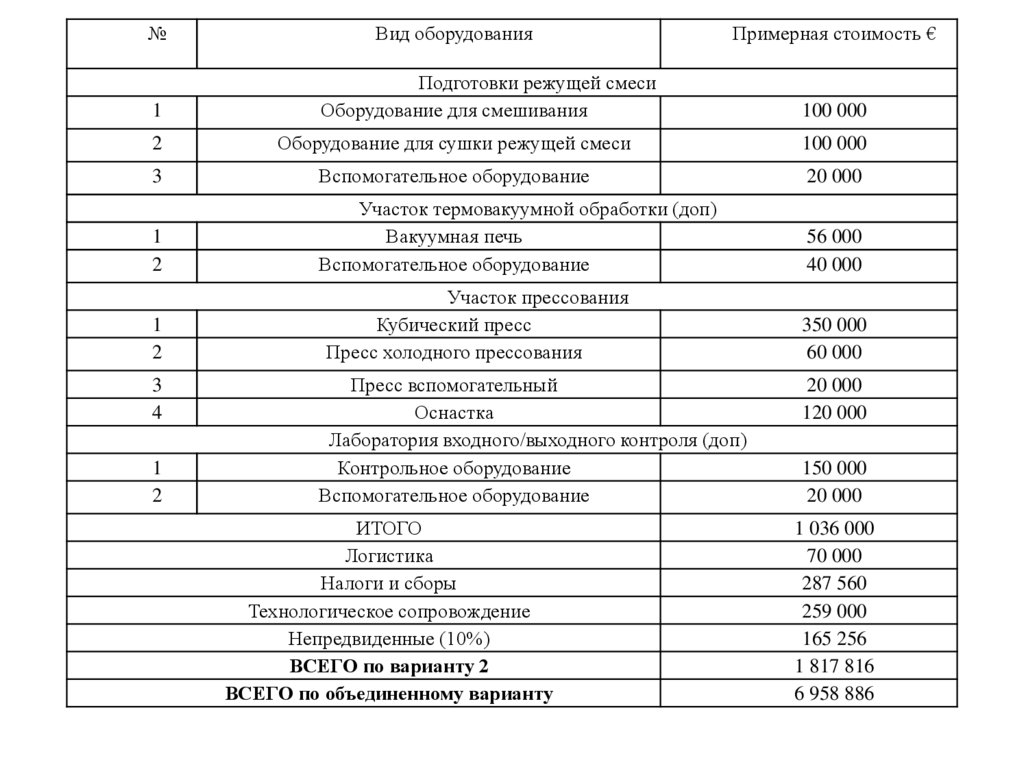
26.
№1
Вид оборудования
Примерная стоимость €
Подготовки режущей смеси
Оборудование для смешивания
100 000
2
Оборудование для сушки режущей смеси
100 000
3
Вспомогательное оборудование
20 000
1
2
Участок термовакуумной обработки (доп)
Вакуумная печь
Вспомогательное оборудование
56 000
40 000
1
2
Участок прессования
Кубический пресс
Пресс холодного прессования
350 000
60 000
3
4
1
2
Пресс вспомогательный
Оснастка
Лаборатория входного/выходного контроля (доп)
Контрольное оборудование
Вспомогательное оборудование
ИТОГО
Логистика
Налоги и сборы
Технологическое сопровождение
Непредвиденные (10%)
ВСЕГО по варианту 2
ВСЕГО по объединенному варианту
20 000
120 000
150 000
20 000
1 036 000
70 000
287 560
259 000
165 256
1 817 816
6 958 886
27.
Примерные экономические показатели (наоснове опыта) производства при
односменной работе.
Наименова
ние
Пластины
CNMA1204
B
RNMN1204
Итого
Доля в %
Штук/ме
сяц
60
2 400
40
Примерная
цена
(дилер)€
20
1600
35
При односменной работе
При двухсменной работе
При трехсменной работе
Максимальная годовая выручка
Выручка
Месяц €
48 000
56 000
104 000
190 000
260 000
3 120 000