
 Информатика
Информатика Промышленность
ПромышленностьПохожие презентации:










Технологическое проектирование автоматизированного производства. Лекция №01. Производственный и технологический процессы
1.
1Технологическое проектирование автоматизированного производства
Технологическое проектирование
автоматизированного производства.
Бакалавриат
15.03.04 Автоматизация технологических процессов и
производств
Лекция №01 Производственный и технологический процессы.
к.т.н. , доц. Иванов Геннадий Николаевич
Москва 2023 г.
2.
1Технологическое проектирование автоматизированного производства
Цели задачи освоения дисциплины
Основной целью освоения дисциплины «Технологическое проектирование
автоматизированного производства» является ознакомление с теоретическими
основами и принципами проектирования технологических процессов в
направлении автоматизации производства и автоматизации управления.
Автоматизация
производства
осуществляется
путем
создания
автоматизированных и автоматических систем машин, а автоматизация
управления - путем создания автоматизированных и автоматических систем
управления на различных уровнях производства.
Основой автоматизации производства являются технологические процессы (ТП),
которые должны обеспечивать высокую производительность, надежность, качество и
эффективность изготовления изделий.
3.
1Технологическое проектирование автоматизированного производства
Лекция 1
Тема. Производственный и технологический процессы.
Содержание:
Производственный и технологический процессы.
Технологическая подготовка производства.
Понятие о технологических системах и их показателях.
4.
1Технологическое проектирование автоматизированного производства
Производственный и технологический процессы.
Производственный процесс представляет собой совокупность всех действий
людей и орудий производства, необходимых на данном предприятии для
изготовления или ремонта выпускаемых изделий. В состав производственного
процесса входят все действия по изготовлению, сборке, монтажу, контролю
качества выпускаемых изделий; хранению и перемещению его деталей,
полуфабрикатов и сборочных единиц на всех стадиях изготовления; по
организации снабжения и обслуживания рабочих мест, участков и цехов;
управлению всеми звеньями производства, а также комплекс мероприятий по
технологической подготовке производства.
Технологический процесс (ТП) – это часть производственного процесса,
содержащая целенаправленные действия по изменению и (или) определению
состояния предмета труда. В ТП непосредственно участвуют только основные
рабочие. Технологические процессы строят по отдельным методам их выполнения
(процессы литья, механической и термической обработки, формирования
покрытий, сборки, монтажа, контроля, регулировки и др.). ТП разделяют на
операции.
5.
1Технологическое проектирование автоматизированного производства
Технологическая операция – это законченная часть ТП, выполняемая непрерывно на
одном рабочем месте, над одним или несколькими одновременно изготавливаемыми или
собираемыми изделиями одним или несколькими рабочими. Условие непрерывности операции
означает выполнение предусмотренной ей работы без перехода к другому рабочему месту для
выполнения другой работы. Например, подготовка ленточных проводов к монтажу включает в
себя мерную резку, удаление изоляции с определенных участков провода и нанесение покрытия
на оголенные токоведущие жилы. Приведенный пример показывает, что состав операции
устанавливают не только на основе технологических соображений, но и с учетом
организационной целесообразности.
Технологическая операция (ТО) является основной единицей производственного
планирования и учета. На основе операций оценивается трудоемкость изготовления изделий и
устанавливаются нормы времени и расценки; определяется требуемое количество рабочих,
оборудования, приспособлений и инструментов, себестоимость работы (например, сборки);
ведется календарное планирование производства и осуществляется контроль качества и сроков
выполнения работ.
В условиях автоматизированного производства под операцией следует понимать законченную
часть ТП, выполняемую непрерывно на автоматической линии, которая состоит из нескольких
единиц технологического оборудования, связанных автоматически действующими транспортнозагрузочными устройствами. При гибком автоматизированном производстве непрерывность
выполнения операции может нарушаться, например, направлением собранного полуфабриката,
узла и т.д. на промежуточный склад-накопитель в периоды между отдельными позициями,
выполняемыми на разных технологических модулях.
6.
1Технологическое проектирование автоматизированного производства
Кроме технологических операций в состав ТП включают ряд необходимых для
его осуществления вспомогательных операций (транспортных, контрольных,
маркировочных и т. п.). В свою очередь операции делятся на установы, позиции,
переходы, приемы и др.
Установ представляет собой часть технологической операции, выполняемую
при неизменном закреплении обрабатываемых заготовок или собираемой
сборочной единицы.
Позиция – часть операции, выполняемая при неизменном положении
инструмента относительно детали.
Технологический переход – законченная часть технологической операции,
характеризуемая постоянством режимов, применяемых инструментов и
поверхностей, образуемых обработкой или соединяемых при сборке.
7.
1Технологическое проектирование автоматизированного производства
Прием – это законченная совокупность действий человека, применяемых при
выполнении перехода или его части и объединенных одним целевым назначением.
В производстве деталей, сборочных единиц и устройств используется большой
перечень ТП, основанных на различных физических, химических и других методах
обработки материалов.
Производство сборочных единиц и модулей основано на сборке и монтаже, причем
монтаж является более трудоемким.
Технология их изготовления построена на типовых операциях холодной
листовой штамповки, переработки пластмасс, механической и химической обработки.
Производство основано на применении технологии изготовлений деталей
различной конфигурации из
материалов. Особенность ее заключается в
необходимости достижения и обеспечения заданной точности и качества параметров
сердечников путем реализации условий ТП.
При разработке ТП необходимо учитывать принцип совмещения технических,
экономических и организационных задач, решаемых в данных производственных
условиях.
В зависимости от номенклатуры, регулярности, стабильности и объёма выпуска
изделий современное производство подразделяется на различные типы: единичное,
серийное и массовое.
8.
1Технологическое проектирование автоматизированного производства
Единичное производство характеризуется широтой номенклатуры и малым
объёмом выпуска изделий. При этом под объёмом выпуска подразумевается
количество изделий определённых наименований, типоразмера и исполнения,
изготавливаемых предприятием или его подразделениями в течение планируемого
интервала времени.
На предприятиях единичного производства количество выпускаемых изделий
и размеры партий заготовок и сборочных единиц, поступающих на рабочее место
для выполнения технологической операции, исчисляются штуками и десятками
штук; на рабочих местах выполняются разнообразные технологические операции,
повторяющиеся нерегулярно или неповторяющиеся совсем; используется
универсальное точное оборудование; стандартные инструменты и приспособления
применяются редко; взаимозаменяемость деталей и узлов во многих случаях
отсутствует, широко распространена пригонка деталей или узлов по месту;
квалификация рабочих очень высокая, так как от нее в значительной мере зависит
качество выпускаемой продукции; низкий уровень механизации и автоматизации
ТП; высокая стоимость аппаратуры. Коэффициент закрепления операций
(характеризующий количество ТО, выполняемых на 1 рабочем месте, т.е.
определяемый отношением суммы ТО в конкретном ТП к количеству рабочих
мест) для единичного производства составляет более 40. Для единичного
производства
изготавливают
и
используют
минимальное
количество
конструкторской и технологической документации (соответственно КД и ТД).
9.
1Технологическое проектирование автоматизированного
производства
Массовое производство характеризуется узкой номенклатурой и большим объёмом
выпуска изделий, непрерывно изготавливаемых в течение продолжительного времени.
Коэффициент закрепления операций для массового производства равен 1, т.е. на каждом
рабочем месте закрепляется выполнение одной постоянно повторяющейся операции.
При этом используется простое стандартное высокопроизводительное оборудование,
которое расставляется по поточному признаку (т.е. по ходу технологического процесса)
и во многих случаях связывается транспортирующими устройствами и конвейерами с
постами промежуточного автоматического контроля, а также промежуточными складами
– накопителями деталей и сборочных единиц, снабженными роботами-манипуляторами;
широко применяются автоматические линии и автоматизированные производственные
системы, управляемые от ЭВМ.
Требуемая точность достигается методами автоматического получения размеров на
настроенных станках при обеспечении взаимозаменяемости обратываемых заготовок и
собираемых узлов. Только в отдельных случаях применяется селективная сборка,
обеспечивающая групповую взаимозаменяемость.
Средняя квалификация рабочих в современном массовом производстве ниже, чем в
единичном, так как на настроенных станках и другом автоматическом оборудовании
могут работать рабочие-операторы сравнительно низкой квалификации.
Для массового производства изготавливают и используют полный комплект КД и
ТД с максимальным применением документации типовых и (или) групповых ТП.
10.
1Технологическое проектирование автоматизированного производства
Типовой ТП характеризуется единством содержания и последовательности
большинства ТО и переходов для изготовления или ремонта групп изделий с
общими конструктивными признаками. Типовой ТП, как правило, всегда хорошо
отработан и обычно стандартизирован. Например, тонкопленочные гибридные
микросборки различного функционального назначения могут изготавливаться по
ТД на типовой ТП, если это указано в данной ТД. К одному типу объектов
производства относят конструктивы, для которых можно разработать один ТП.
Групповой ТП предназначен для совместного (одновременного)
изготовления или ремонта групп объектов производства с общими
технологическими признаками, но разными конструктивными и функциональными
признаками. Например, химическая обработка полупроводниковых пластин, плат;
фотолитография в производстве разных полупроводниковых БИС; металлизация
изготавливаемых по одной технологии печатных плат разного назначения, разных
размеров и с разным рисунком топологических элементов и др.
11.
1Технологическое проектирование автоматизированного производства
Серийное производство характеризуется ограниченной номенклатурой
изделий, изготавливаемых периодически повторяющимися партиями и
средним объемом выпуска. В зависимости от количества изделий в партии или
серии и значения коэффициента закрепления операций различают мелко-,
средне- и крупносерийное производство (коэффициент закрепления операций
соответственно составляет 20…40, 10…20, 1…10).
Объем выпуска продукции предприятий серийного типа колеблется от
десятков до тысяч регулярно повторяющихся изделий. При этом в
производстве используются универсальное и стандартное оборудование.
Оборудование расставляется по технологическим группам с учетом
направления основных грузопотоков цеха по предметно-замкнутым участкам.
Технологическая оснастка в основном универсальная, однако во многих
случаях (особенно в крупносерийном производстве) используется
стандартная высокопроизводительная оснастка, необходимость в которой
должна быть обоснована технико-экономическим расчетом.
12.
1Технологическое проектирование автоматизированного производства
Требуемая точность достигается как методами автоматического получения
размеров, так и методами пробных ходов и промеров с частичным
применением разметки. Средняя квалификация рабочих выше, чем в массовом
производстве, но ниже, чем в единичном, так как наряду с рабочими высокой
квалификации, работающими на сложном универсальном оборудовании и
наладчиками, используются рабочие-операторы, работающие на настроенных
станках. В зависимости от объема выпуска и особенности изделий
обеспечивается
полная
взаимозаменяемость,
неполная,
групповая
взаимозаменяемость сборочных единиц, однако в ряде случаев на сборке
применяется компенсация размеров и пригонка по месту.
Для серийного производства разрабатывают и используют ограниченное
количество КД и ТД.
13.
1Технологическое проектирование автоматизированного производства
Технологическая подготовка производства.
Рациональная организация производственного процесса невозможна без проведения
тщательной технологической подготовки производства (ТПП), которая должна
обеспечивать полную технологическую готовность предприятия к производству изделий
ЭВС высшей категории качества в соответствии с заданными технико-экономическими
показателями, устанавливающими высокий технический уровень и минимальные
трудовые и материальные затраты, то есть высокотехнологичных изделий.
Технологическая подготовка производства – совокупность современных методов
организации, управления и решения технологических задач на основе комплексной
стандартизации, автоматизации, экономико-математических моделей и средств
технологического оснащения. Она базируется на единой системе технологической
подготовки производства (ЕС ТПП), введенной Госстандартом. Стандарты ЕС ТПП
устанавливают общие правила организации и проектирования ТП, моделирования
процесса управления производством, предусматривают широкое применение
прогрессивных ТП, стандартной технологической оснастки и оборудования, средств
механизации и автоматизации производственных процессов, а также инженернотехнических и управленческих работ.
14.
1Технологическое проектирование автоматизированного производства
Задачи, решаемые ТПП:
- отработка конструкции изделия на технологичность;
- прогнозирование развития технологии;
- стандартизация технологических процессов и формирование производственного
фонда
документации на ТТП;
- группирование технологических процессов и их разработка (в том числе
групповых ТП);
- оценка уровня технологии, определение основных направлений и путей
повышения уровня технологии на предприятии;
- организация и управление процессом ТПП;
- разработка новых технологических процессов и совершенствование действующих
единичных ТП, включая процессы технического контроля и испытаний устройств
и их конструктивов;
- технологическое оснащение производства, включая проектирование и оснащение
рабочих
мест согласно разработанным ТП;
- проектирование средств специального технологического оснащения;
- разработка подетальных норм расхода материалов, подетально-пооперационных
норм затрат труда с обеспечением применения технически обоснованных норм
времени на выполнение операций, а также подетальных стоимостных затрат по
производственным подразделениям для обеспечения хозрасчетной деятельности.
15.
1Технологическое проектирование автоматизированного
производства
Совершенствование организации ТПП заключается в разработке отделом
главного
технолога
руководящих
материалов,
положений,
стандартов
организационно-методических документов и нормативов, регламентирующих
функции ТПП.
В зависимости от размеров партий выпускаемых изделий характер ТПП
серийного производства может изменяться в широких пределах, приближаясь к
процессам массового (в крупносерийном) или единичного (в мелкосерийном) типа
производства. Правильное определение характера проектируемого ТП и степени его
технической оснащенности, наиболее рациональных для данных условий
конкретного серийного производства, является очень сложной задачей, требующей
от технолога понимания реальной производственной обстановки, ближайших
перспектив развития предприятия и умения проводить серьезные техникоэкономические расчеты и анализы.
Технологическая подготовка производства должна содержать оптимальные
решения не только задач обеспечения технологичности изделия, проектирования и
становления производства, но и проведения изменений в системе производства,
обусловленных последующим улучшением технологичности и повышением
эффективности
изделий.
Поэтому
современная
ТПП
должна
быть
автоматизированной и рассматриваться как органический (интегрированный)
комплекс разных САПР, или единая система автоматизации проектных,
конструкторских и технологических разработок
16.
1Технологическое проектирование автоматизированного производства
Понятие о технологических системах и их показателях.
С позиций системного подхода ТП – это сложная динамическая система, в которой в
единый комплекс объединены оборудование; средства контроля и управления; вспомогательные
и транспортные устройства; обрабатывающий инструмент и (или) технологические среды,
находящиеся в постоянном движении и изменении; объекты производства (заготовки,
полуфабрикаты, сборочные единицы, готовые изделия) и, наконец, люди, осуществляющие
процесс и управляющие им. Такую сложную динамическую систему называют
технологической системой(ТС).
Как и любая другая сложная (большая) система, ТС характеризуется следующими
признаками: возможностью разбиения системы на множество подсистем, цели
функционирования которых подчинены общей цели функционирования всей системы;
наличием разветвленной информационной сети сложных информационных связей между
подсистемами; наличием взаимодействия системы с внешней средой; функционированием в
условиях воздействия случайных факторов; наличием иерархической структуры.
Подсистемой называется часть системы, выделяемая по определенному признаку,
отвечающему конкретным целям и задачам функционирования системы, например подсистема
управления качеством продукции. В рамках этих задач подсистема может рассматриваться как
самостоятельная система.
17.
1Технологическое проектирование автоматизированного производства
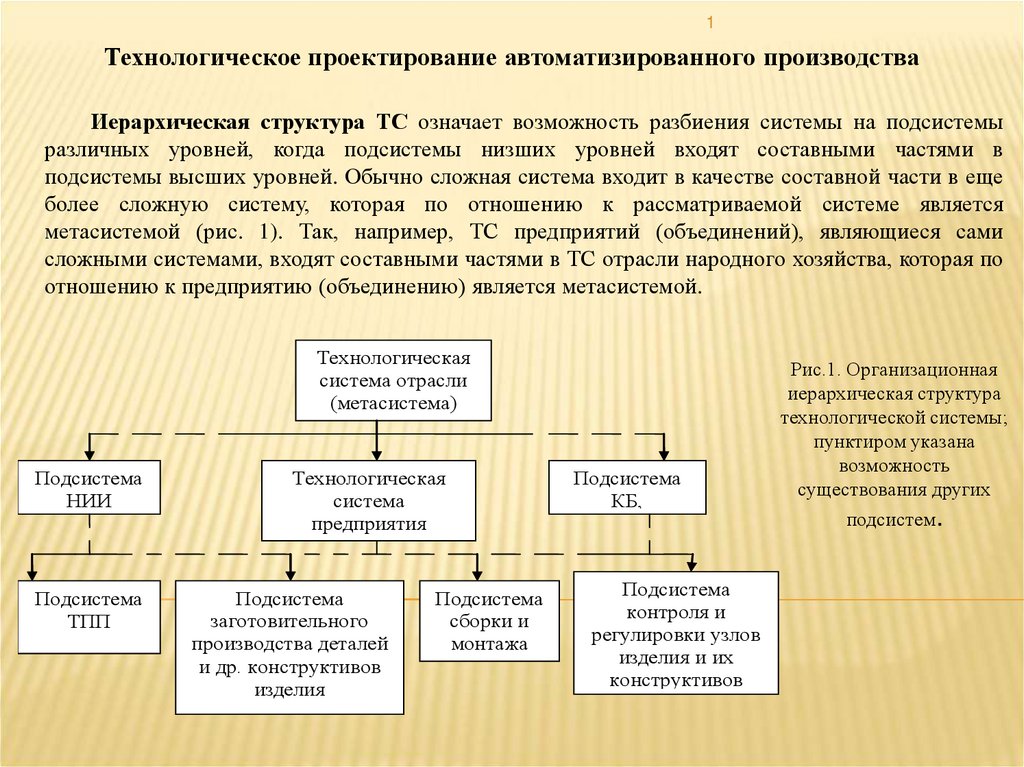
Иерархическая структура ТС означает возможность разбиения системы на подсистемы
различных уровней, когда подсистемы низших уровней входят составными частями в
подсистемы высших уровней. Обычно сложная система входит в качестве составной части в еще
более сложную систему, которая по отношению к рассматриваемой системе является
метасистемой (рис. 1). Так, например, ТС предприятий (объединений), являющиеся сами
сложными системами, входят составными частями в ТС отрасли народного хозяйства, которая по
отношению к предприятию (объединению) является метасистемой.
Технологическая
система отрасли
(метасистема)
Подсистема
НИИ
Подсистема
ТПП
Технологическая
система
предприятия
(ПО,НПО и др.)
Подсистема
заготовительного
производства деталей
и др. конструктивов
изделия
Подсистема
сборки и
монтажа
Подсистема
КБ,
СКТБ
Подсистема
контроля и
регулировки узлов
изделия и их
конструктивов
Рис.1. Организационная
иерархическая структура
технологической системы;
пунктиром указана
возможность
существования других
подсистем.
18.
1Технологическое проектирование автоматизированного производства
Показателями качества функционирования ТС являются: эффективность (способность к
функционированию при отказе отдельных ее составляющих); помехозащищенность
(способность слабо реагировать на нежелательные внешние случайные воздействия);
устойчивость (способность сохранять требуемые свойства в условиях воздействия различных
возмущений).
Технологические системы обладают свойствами, которые облегчают задачу обеспечения
установленных показателей качества ее функционирования. Это, во-первых, возможность
изменять структуру системы и ее составляющих: вводить дополнительный контроль, разбивать
операции на ряд переходов, ужесточать требования к отдельным операциям, изменять режимы
работы, что непосредственно отражается на надежности ТП; во-вторых, ТС могут обладать
свойством саморегулирования (адаптацией) и при изменении условий, в которых протекает ТП,
автоматически или за счет целенаправленных действий людей изменять свои параметры,
обеспечивая требуемый уровень показателей функционирования.
Специализация производства приводит к тому, что части ТС обособляются в виде отдельных
участков, цехов, предприятий, отраслей. При этом структура ТС усложняется, так как возникают
дополнительные операции, например, связанные с транспортированием полуфабрикатов и
продукции. Однако это усложнение, как и дополнительные затраты на управление, должны
компенсироваться повышением производительности труда, связанным со специализацией
производства.
В ТС предприятия обычно выделяют следующие функциональные подсистемы: техникоэкономического планирования; технологической подготовки производства; нормативного
хозяйства; материально-технического обеспечения; технологических процессов основного
производства; вспомогательного производства; сбыта готовой продукции; кадров; финансов;
бухгалтерского учета и статистической отчетности.
19.
1Технологическое проектирование автоматизированного производства
Если ТП рассматривать как основу процесса функционирования ТС, то все составляющие
ТП (методы обработки, применяемое оборудование, последовательность операций, режимы
обработки, методы контроля и др.) определяют ее выходные параметры и в первую очередь
показатели качества изделия.
Технологический процесс изготовления ЭУ должен с наименьшими затратами времени и
средств обеспечивать требуемый уровень качества продукции, включая и надежность. Однако
связь параметров ТП с надежностью готового изделия весьма сложна и, кроме того,
требования надежности, как правило, вступают в противоречие с такими основными
требованиями к ТП, как его производительность и экономичность. При осуществлении ТП
стремятся его оптимизировать и тем самым обеспечить требуемый уровень качества и
высокую производительность. Поэтому надежность ТП должна быть обеспечена как
показателями качества изделий, так и технико-экономическими показателями самого ТП. С
учетом вышеизложенного, надежность ТП – это его свойство обеспечивать изготовление
продукции в заданном объеме, сохраняя во времени установленные требования к ее качеству.
Таким образом, ТС должна быть работоспособна как по показателям качества, так и по
производительности.
Под точностью ТП понимается его способность (свойство) обеспечивать соответствие
поля рассеивания значений показателя качества изготовления продукции заданному полю
допуска и его распределению; под стабильностью – свойство ТП сохранять показатели
качества изготовляемой продукции в заданных пределах в течение некоторого времени. Из
определения следует, что точность характеризует ТП в некоторый фиксированный момент
времени в статике. Надежность же – понятие динамическое. Поэтому точность следует
рассматривать как составную часть свойств надежности ТС.
20.
1Технологическое проектирование автоматизированного производства
Понятие стабильности характеризует ТП только с позиции сохранения в
заданных пределах показателей качества продукции, не затрагивая вопросов об
изменении с течением времени производительности. Кроме того, стабильным
может оказаться и такой ТП, при котором изготавливается продукция с
отклонениями от требований технической документации. Другими словами, ТП
может быть стабильным, но иметь низкую надежность. Поэтому надежность ТС
систем должна оцениваться только по тем параметрам и показателям качества
изделия, уровень которых зависит от технологии изготовления.
Отказы ТС (т.е. частичная либо полная потеря ее работоспособности) могут
быть постепенными и внезапными. Постепенные отказы связаны с износом
технологического оборудования, инструмента, оснастки и средств контроля, с
температурными деформациями, химическими воздействиями и т. п. Внезапные
отказы могут быть вызваны ошибками рабочих-операторов, наладчиков
оборудования или быть следствием дефектов (в том числе скрытых) в
заготовках и комплектующих изделиях при недостаточном входном контроле и
т. п. Эти отказы сводятся к минимуму при организации эффективной системы
управления качеством.
21.
1Технологическое проектирование автоматизированного производства
Контрольные вопросы к лекции 1.
1. Дайте определение производственного и технологического процессов. Охарактеризуйте их
отличия.
2. Что собой представляют: ТО, установ, позиция, переход и прием? Приведите примеры.
3. Назовите технологические особенности производств конструктивов различного уровня.
4. Охарактеризуйте единичное производство.
5. Приведите полную характеристику серийного производства.
6. Чем характеризуется массовое производство?
7. Дайте определения и поясните на примерах сущность типовых и групповых ТП.
8. Что собой представляет ТПП? Каково назначение ТПП?
9. Какие изделия можно называть высокотехнологичными?
10. Какие задачи решает ТПП?
11. Что собой представляет ТС?
12. Перечислите показатели качества функционирования ТС и поясните их сущность.
13. Какими свойствами обладают ТС?
14. Назовите подсистемы ТС предприятия и ее взаимосвязь с ТП.
15. Каковы основные параметры ТП? Поясните их сущность.
22.
1Технологическое проектирование автоматизированного производства
1 Основная литература
1.Капустин, Н. М. Автоматизация производственных процессов в машиностроении: Учеб. для
втузов / Под ред. Н. М. Капустина. — М.: Высшая школа, 2012. — 415 с.
2. Е.Р. Ковальчук, М.Г. Косов, В.Г. Митрофанов и др. Основы автоматизации машиностроительного производства: Учеб. для машиностроит. спец. вузов / Под ред. Ю.М. Соломенцева. — 2-е изд., испр. — ISBN: 5-06-003598-0, М.: Высш. шк., 1999. — 312 с.
3.Воройский, Ф. С. Информатика. Энциклопедический систематизированный словарьсправочник. (Введение в современные информационные и телекоммуникационные технологии в
терминах и фактах). — М.: Физматлит, 2009. — 760 с.
2 Дополнительная литература
1.Цыпкин Я. З. Основы теории автоматических систем. М., Наука, 2010
2. Григорьев С.Н., Маслов А.Р., Волосова М. А. Высокоэффективные технологии обработки SBN:
978-5-94275-756-4, М.: Машиностроение, 2014. – 455 с.
3. Некрасов С.С., Пономаренко А.М., Потапов Г.К. и др. Практикум по технологии конструкционных материалов и материаловедению. Учебное пособие для вузов. – СПб.: Квадро,
2016.— 240 c. Режим доступа: http://www.iprbookshop.ru/57307.html.