




 Экономика
ЭкономикаПохожие презентации:










Организация производства в машиностроении
1.
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА ВМАШИНОСТРОЕНИИ
1.Производственный
процесс:
характеристика,
проектирование
2.Требование к организации производственного
процесса
3.Производственный цикл
4. Виды сочетаний операции
5. Методы организации производства
2. 1. Производственный процесс: характеристика, проектирование
Производственный процесс- совокупность взаимосвязанныхосновных, вспомогательных, обслуживающих и естественных
процессов, направленных на изготовление определенной
продукции.
Основные процессы- это такие процессы, в ходе которых сырье
и материалы превращаются в готовую продукцию.
Вспомогательные процессы - представляют собой обособленные
части производственного процесса, которые зачастую могут быть выделены
в самостоятельные предприятия
3.
Проектирование производственногопроцесса происходит в два этапа.
На первом этапе составляется маршрутная технология, где определяется лишь
перечень основных операций, которым подвергается изделие. При этом разработка
ведется, начиная с готового изделия, и заканчивается первой производственной
операцией.
Второй этап предусматривает развернутое подетальное и пооперационное
проектирование в обратном направлении - с первой операции до последней.
Это рабочая документация, на которой основывается производственный процесс.
4. 2. Требование к организации производственного процесса
Под организацией производственного процессапонимают методы подбора и сочетания его элементов в пространстве и времени с целью дос
я эффективности конечного результата. В основе организации производственного процесса
(изготовления продукта) лежат принципы
непрерывности
ритмичности
пропорциональности
гибкости
параллельности
прямоточности
специализации
5. 3.Производственный цикл
Производственный цикл – календарный период времени с момента запускасырья и материалов в производство до выхода готовой продукции, приемки
ее службой технического контроля и сдачи на склад готовой продукции
(измеряется в днях и часах).
Из составляющих времени протекания процесса производства и времени
перерывов в процессе производства и складывается производственный цикл
Тц (технологический цикл или рабочий период):
Тц=Тпз + Ттехн + Тест + Т транс + Ттехн.к + Тмежопер.пр + Тмежсмен.пр.
Подготовительно-заключительное время(Тпз) затрачивается рабочим
(или бригадой) на подготовку к выполнению производственного задания, а
также на все действия по его завершению.
Время технологических процессов(Ттехн) – это время, в течение которого
производится непосредственное воздействия на предмет труда либо самим
рабочим, либо машинами и механизмами под его управлением, а также время
естественных технологических процессов, которые происходят без участия
людей и техники.
6.
Время естественных технологических процессов (Тест.пр)– этовремя в течение которого предмет труда изменяют свои характеристики
без непосредственного воздействия человека и техники сушка на
воздухе окрашенного или остывание нагретого изделия и др.
Время
на
технический
контроль(Ттехн.к)
и
время
на
транспортировку(Ттран).в процессе производства составляют время
технического обслуживания.
Время на транспортировку(Ттран).в процессе
составляют время технического обслуживания.
Межоперационные перерывы Тмежопер
партионности , ожидания и комлектования.
производства
делятся на перерывы
Междусменные перерывы Тмеж.смен.пр определяются режимом
работы (числом и длительностью смен) и включает перерывы между
рабочими сменами, выходные и праздничные дни, обеденные
перерывы.
7. 4.Виды сочетании операций
Одним из средств сокращения длительности производственногоцикла является одновременное выполнение всех или некоторых
операции технологического процесса изготовления продукции. Это
определяется видом сочетания операций и порядком передачи
предмета труда от одного рабочему другому.
Различают следующие виды сочетании операций:
Последовательный вид сочетания операций характеризуется
тем, что на каждой операции детали обрабатываются партией,
передача на последующую операцию начинается не раньше ,чем
будет закончена обработка всех деталей на предыдущей
операции.(Рис 1)
8.
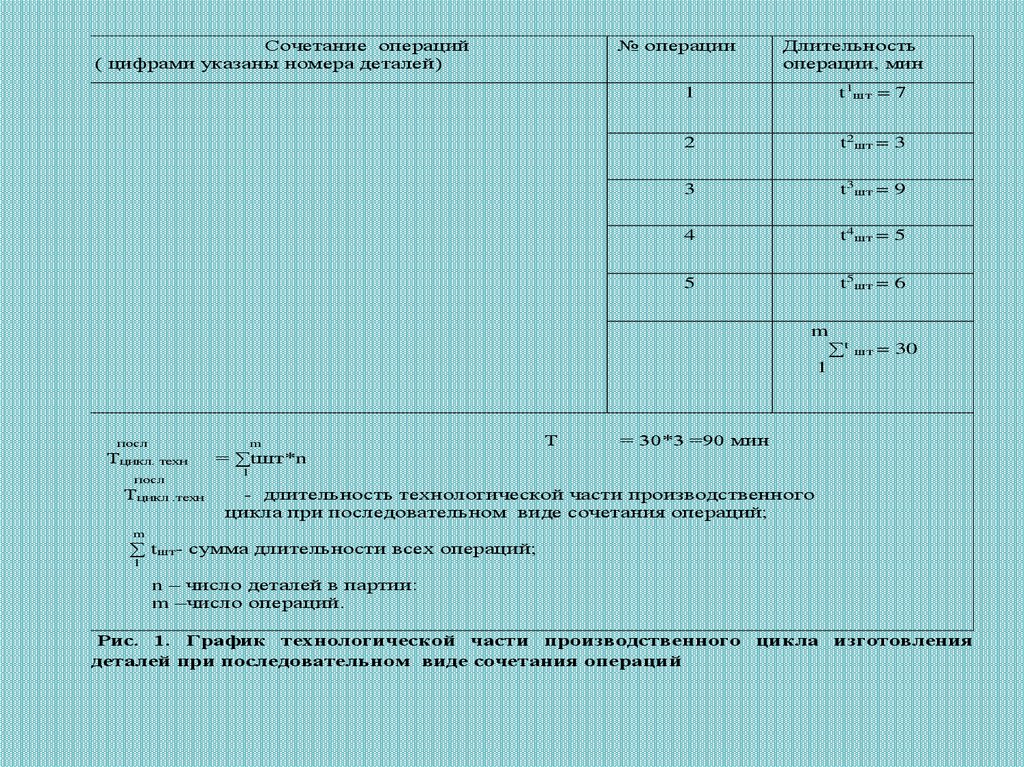
Сочетание операций( цифрами указаны номера деталей)
№ операции
Длительность
операции, мин
1
t1шт = 7
2
t2шт = 3
3
t3шт = 9
4
t4шт = 5
5
t5шт = 6
m
∑t шт = 30
1
посл
m
Тцикл. техн
посл
Тцикл .техн
Т
= 30*3 =90 мин
= ∑tшт*n
1
- длительность технологической части производственного
цикла при последовательном виде сочетания операций;
m
∑ tшт- сумма длительности всех операций;
1
n – число деталей в партии:
m –число операций.
Рис. 1. График технологической части производственного цикла изготовления
деталей при последовательном виде сочетания операций
9.
Сочетание операций№ операции
( цифрами указаны номера деталей)
Длительность
операции, мин
1
t1шт = 7
2
t2шт = 3
3
t3шт = 9
4
t4шт = 5
5
t5шт = 6
m
∑t шт = 30
1
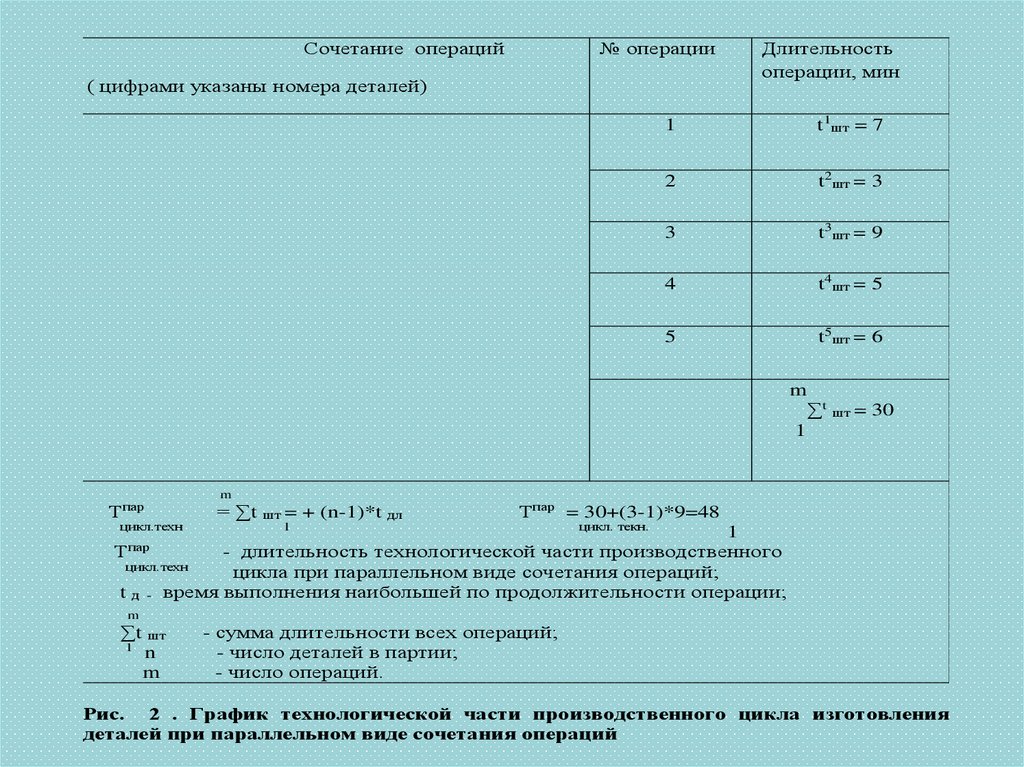
Тпар
цикл.техн
m
= ∑t шт = + (n-1)*t дл
Тпар = 30+(3-1)*9=48
1
цикл. текн.
1
- длительность технологической части производственного
цикл.техн
цикла при параллельном виде сочетания операций;
t д - время выполнения наибольшей по продолжительности операции;
пар
Т
m
∑t шт
1
n
m
- сумма длительности всех операций;
- число деталей в партии;
- число операций.
Рис. 2 . График технологической части производственного цикла изготовления
деталей при параллельном виде сочетания операций
10.
Сочетание операций( цифрами указаны номера деталей)
№
операции
Длительность
операции, мин
1
t1шт = 7
2
t2шт = 3
3
t3шт = 9
4
t4шт = 5
5
t5шт = 6
m
∑t шт = 30
1
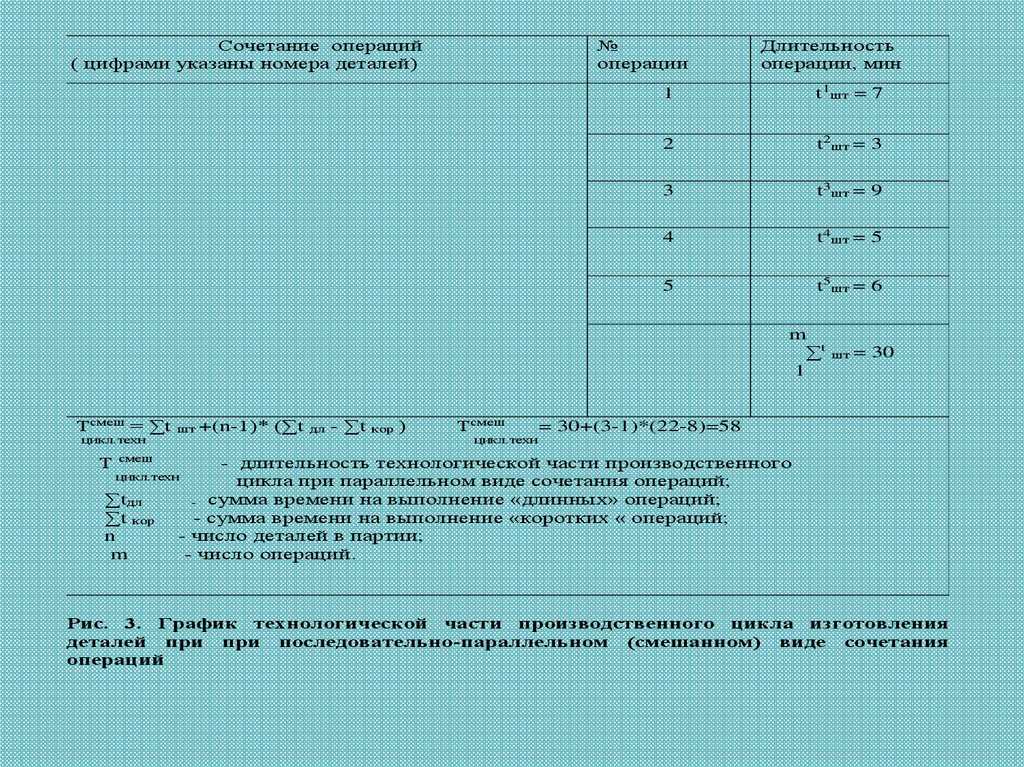
Тсмеш = ∑t шт +(n-1)* (∑t дл - ∑t кор )
цикл.техн
Т смеш
Тсмеш
цикл.техн
= 30+(3-1)*(22-8)=58
- длительность технологической части производственного
цикла при параллельном виде сочетания операций;
- сумма времени на выполнение «длинных» операций;
- сумма времени на выполнение «коротких « операций;
- число деталей в партии;
- число операций.
цикл.техн
∑tдл
∑t кор
n
m
Рис. 3. График технологической части производственного цикла изготовления
деталей при при последовательно-параллельном (смешанном) виде сочетания
операций
11.
Параллельный вид сочетания операций характеризуетсятем, что обработка деталей производится одновременно на
всех операциях. Передача предметов труда с операции на
операцию производится поштучно. Расчет технологической
части производственного цикла изготовления деталей при
параллельном виде сочетания операций представлен на
графике. (рис. 2.)
Последовательно-параллельный
(смешанный)
вид
сочетания операций характеризуется тем, что применяется на
прямопоточных
линиях
в
условиях
разнократной
длительности этих операций и неравномерной передачи
продукции с операции на операцию. Расчет технологической
части производственного цикла изготовления деталей при
смешанном виде сочетания операций
представлен на
графике (рис. 3).
12. 5. Методы организации производства
2.Партионный методорганизации
производства плану
1.Поточный метод
организации
производства
3.Индивидуальный
метод организации
производства
4.Организация
Производства во
вспомогательных
и обслуживающих
подразделениях предприятия
5.Организация производства
во вспомогательных и
обслуживающих
подразделениях предприятия