





 Промышленность
ПромышленностьПохожие презентации:

 Intelligent Manufacturing Co., Ltd")








DFM for 735231.027
1.
DFM for 735231.0272.
DFM ReportCustomer Name 客户:
Project Name 项目名称:
735231.027
Product Name 产品名称:
Product 3D Name 图档名称:
735231.027
Rev. 版本:
Date 日期:
Author 制作:
V0
Approve 审核:
2023-11-01
3.
Product information 产品信息Product information 产品信息
Plastic material
塑胶材料
PBT >GF30< >PA66-FR<
Product Texture
表面工艺
No scratch, crush, shrink,
deformation, short molding on
product surface
Product size
产品尺寸
97X41.8X22.10
Outer/Inner parts
外观件/结构件
Product weight
产品重量
10.5g
产品表面工艺要求对应模具型腔要求
Product surface requirement and tooling requirement
Product Surface
texture
Tooling surface
型腔单边预留量Cav
reserved amount for single
side
TBD
型腔表面要求Cav Surface
TBD
普通喷涂
Normal
Coating
素材UV
橡胶漆
Rubber
Paint
NCVM
特殊纹理
Special
Texture
镜面
Mirror
Face
其它
Others
4.
Tooling information 模具信息Plastic material 塑胶材料
PBT >GF30< >PA66<
Shrinkage rate 缩水率
1.005? 1,6 – 1,8 %
Cavity number 模穴数
1x4
Tool concept 模具结构
Two-plate mold
Injection System 浇注系统
2 Nozzle Hot Runner to Cold runner
Gate type 浇口类型
Edge Tunnel gate
Number of slider 每穴行位数量
3
Number of lifter 每穴斜顶数量
2
Steel type 钢料类型
Cavity:1.2344
Surface finish (Cavity) 前模表面要求
surface texture 600#-800#
Surface finish (Core) 后模表面要求
surface texture 600#-800#
Surface finish (Slider) 行位表面要求
/
Hydraulic Cylinders 油缸
NA
Injection machine Type 注塑机类型
100T 150T
Tooling life 模具寿命 模次/软模、硬模 1M shot
Core:1.2344
Slider:/ 1.2344
Lifter:/1.2344
5.
1.Parting Surface/Line 分型面/线Cavity
PL
Core
Cavity
PL
Core
红色线为PL线 PL面段差Max0.1mm。
Red line is parting line, mismatch discrepancy <=0.1mm
The question is not understood.
Please send us 3d model.
5
6.
2. Slide Surface/Line行位分型面/线蓝色线为行位线 段差Max0.1mm。
Blue line is slide line, mismatch discrepancy <=0.1mm
The question is not understood.
Please send us 3d model.
7.
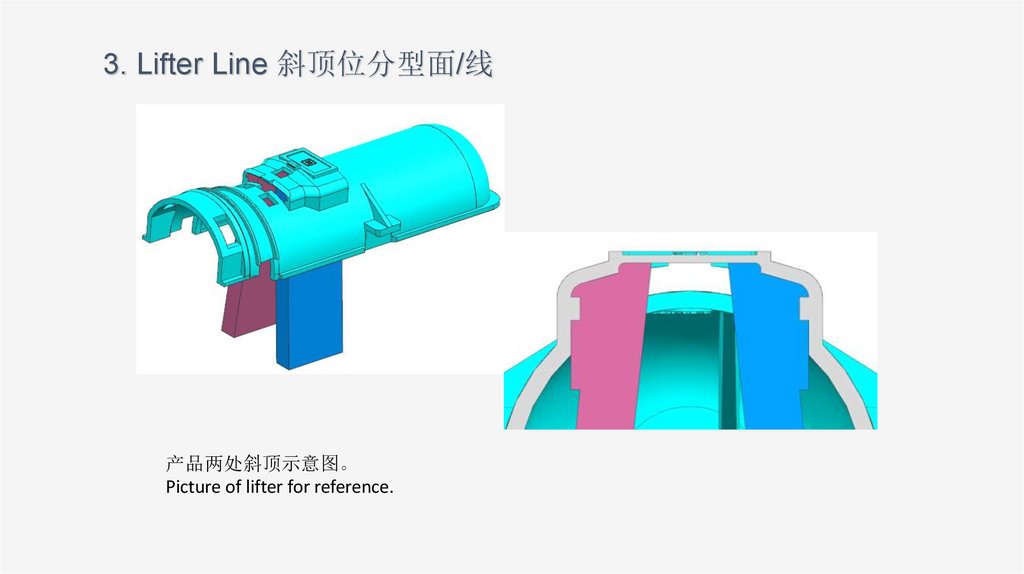
3. Lifter Line 斜顶位分型面/线产品两处斜顶示意图。
Picture of lifter for reference.
8.
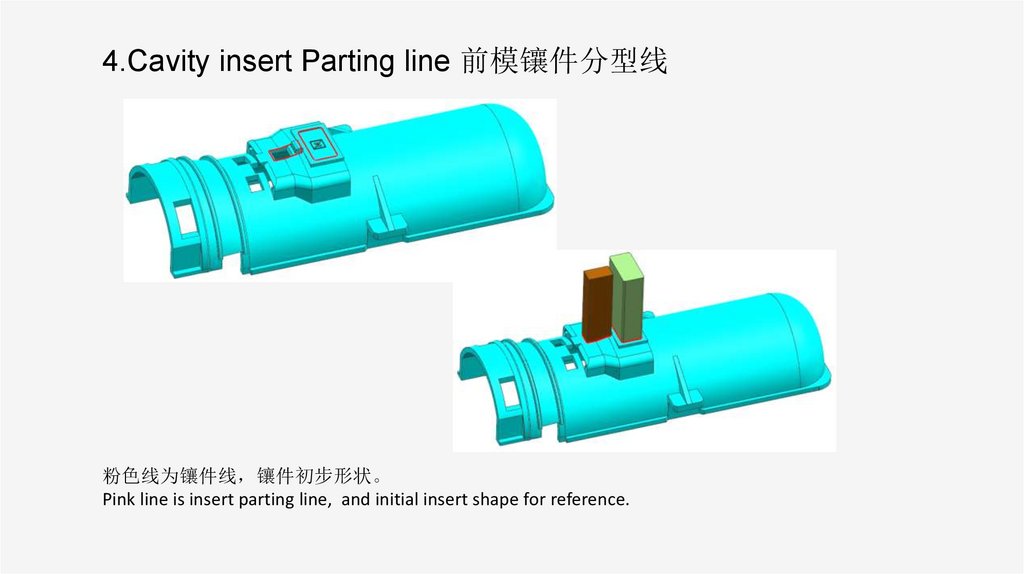
4.Cavity insert Parting line 前模镶件分型线粉色线为镶件线 镶件初步形状。
Pink line is insert parting line, and initial insert shape for reference.
9.
5.Core insert Parting line 后模镶件分型线蓝色线为镶件线 镶件初步形状。
Blue line is Core insert parting line, and initial insert shape for reference.
10.
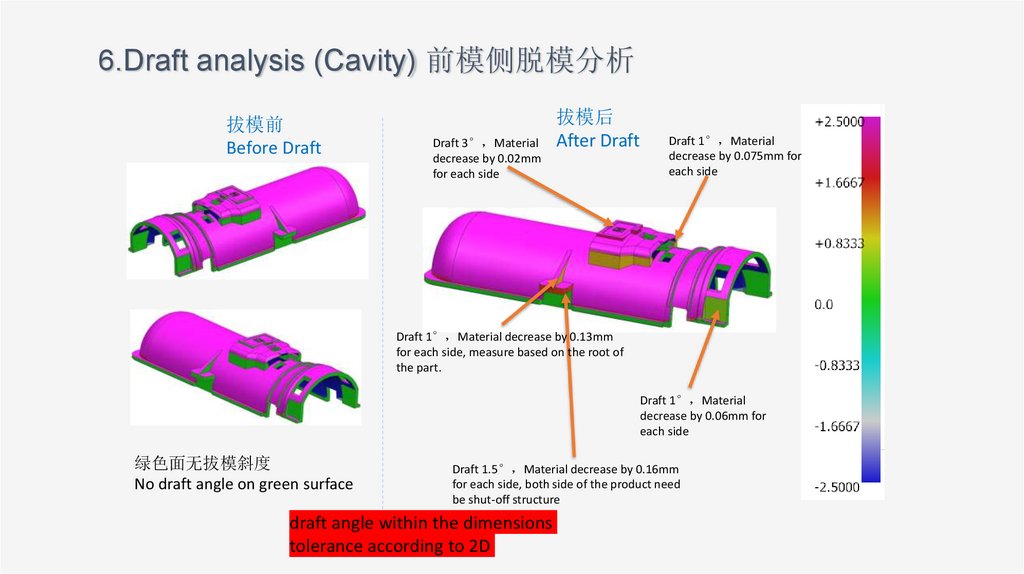
6.Draft analysis (Cavity) 前模侧脱模分析拔模前
Before Draft
Draft 3° Material
decrease by 0.02mm
for each side
拔模后
After Draft
Draft 1° Material
decrease by 0.075mm for
each side
Draft 1° Material decrease by 0.13mm
for each side, measure based on the root of
the part.
Draft 1° Material
decrease by 0.06mm for
each side
绿色面无拔模斜度
No draft angle on green surface
Draft 1.5° Material decrease by 0.16mm
for each side, both side of the product need
be shut-off structure
draft angle within the dimensions
tolerance according to 2D
11.
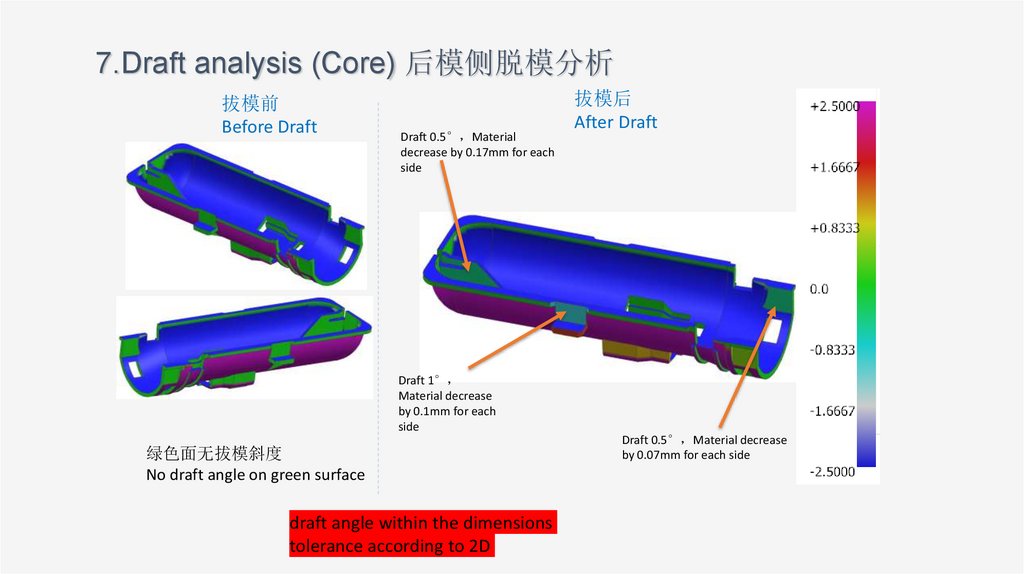
7.Draft analysis (Core) 后模侧脱模分析拔模前
Before Draft
Draft 0.5° Material
decrease by 0.17mm for each
side
拔模后
After Draft
Draft 1°
Material decrease
by 0.1mm for each
side
绿色面无拔模斜度
No draft angle on green surface
draft angle within the dimensions
tolerance according to 2D
Draft 0.5° Material decrease
by 0.07mm for each side
12.
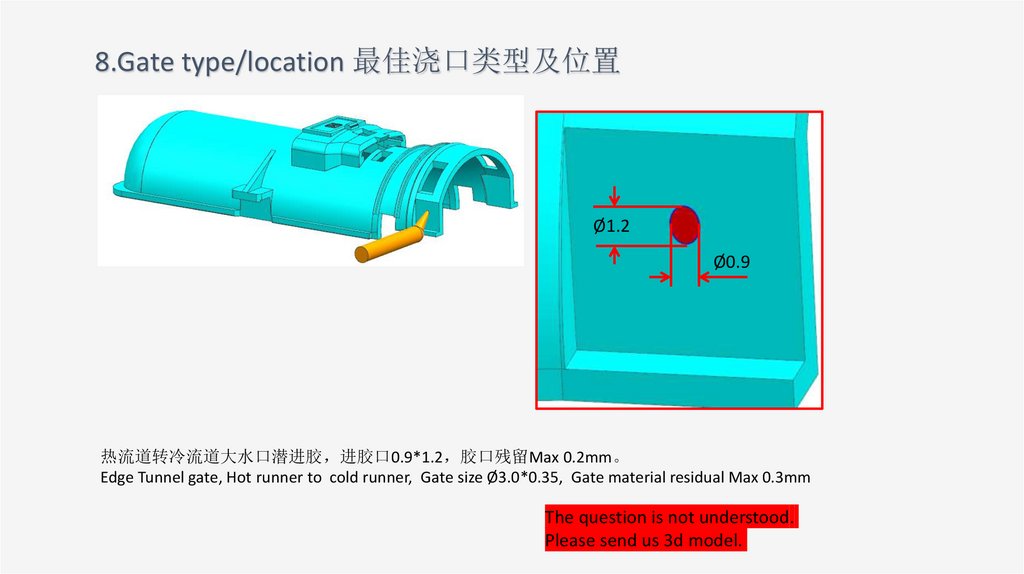
8.Gate type/location 最佳浇口类型及位置Ø1.2
Ø0.9
热流道转冷流道大水口潜进胶 进胶口0.9*1.2 胶口残留Max 0.2mm。
Edge Tunnel gate, Hot runner to cold runner, Gate size Ø3.0*0.35, Gate material residual Max 0.3mm
The question is not understood.
Please send us 3d model.
13.
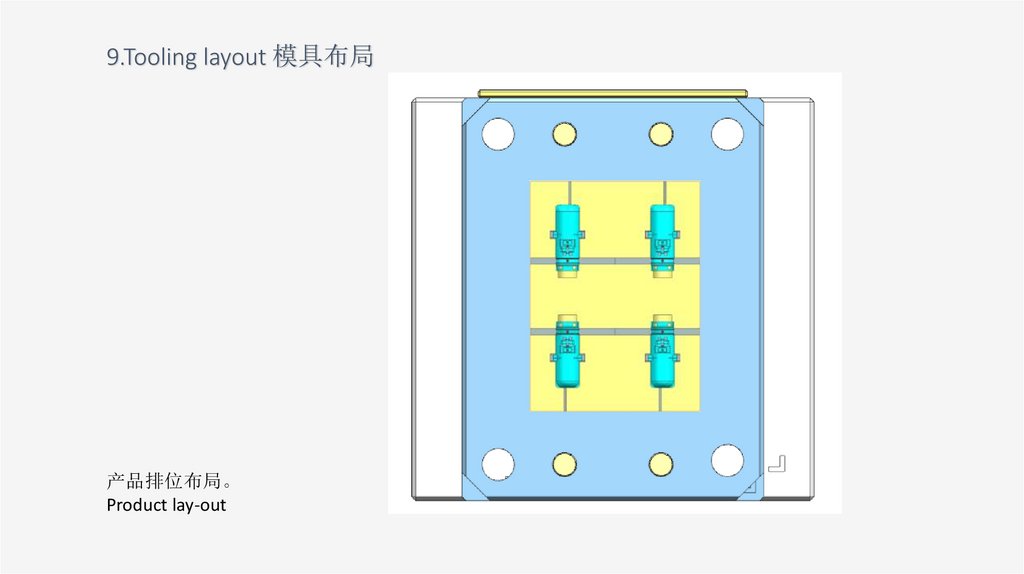
9.Tooling layout 模具布局产品排位布局。
Product lay-out
14.
10.Tooling EJ System 模具顶出系统Rectangular Pin 3*1
Round EJ pin ∅3*2
Round EJ pin ∅5*2
Lifter*2
Round EJ pin ∅2*8
顶针只做参考 模具设计时会根据需要进行调整。
The Pin layout is just for reference, will adjust base on actual requirement during design.
15.
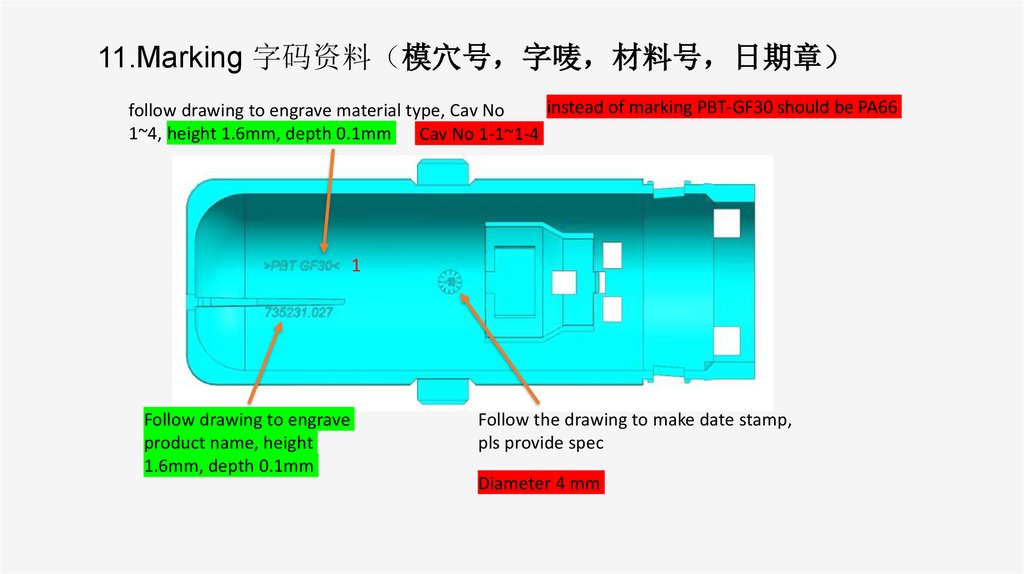
11.Marking 字码资料 模穴号 字唛 材料号 日期章instead of marking PBT-GF30 should be PA66
follow drawing to engrave material type, Cav No
1~4, height 1.6mm, depth 0.1mm Cav No 1-1~1-4
1
Follow drawing to engrave
product name, height
1.6mm, depth 0.1mm
Follow the drawing to make date stamp,
pls provide spec
Diameter 4 mm
16.
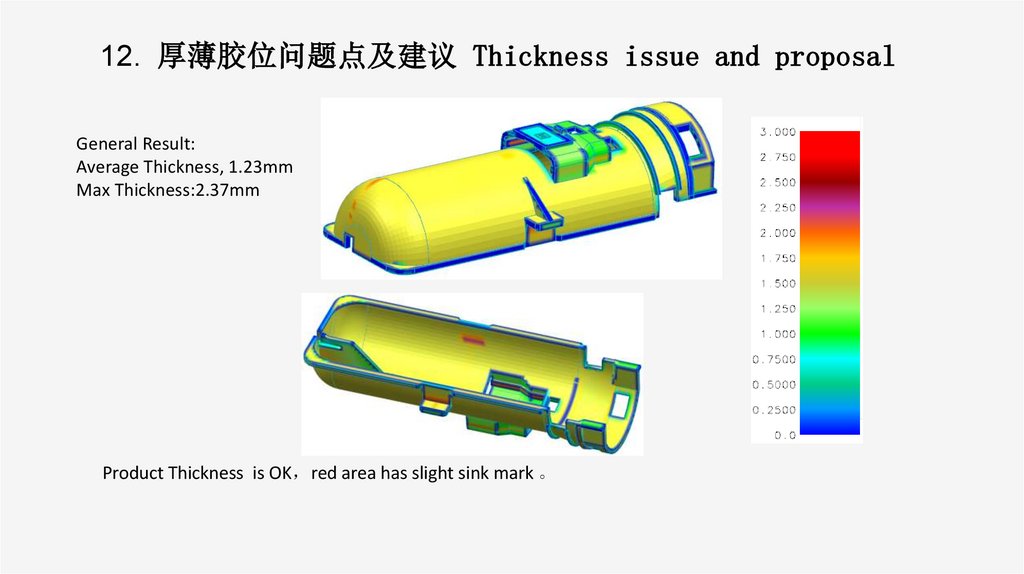
12. 厚薄胶位问题点及建议 Thickness issue and proposalGeneral Result:
Average Thickness, 1.23mm
Max Thickness:2.37mm
Product Thickness is OK red area has slight sink mark 。