



 Программирование
ПрограммированиеПохожие презентации:





")


")

Повышение стабильности технологического процесса изготовления детали «Крышка» на основе контрольных карт Шухарта
1.
Повышение стабильности технологическогопроцесса изготовления детали «Крышка» на
основе контрольных карт Шухарта
Выполнила: магистрант группы ЗМАТ 2021-3 Алексеева Н.Е.
Руководитель: к.т.н., доцент Кангин М.В.
2.
Цель: Оценить стабильность технологического процессаизготовления детали «Крышка»
Задачи:
• рассмотреть базовый вариант технологического процесса изготовления детали
«Крышка»;
• определить стабильность технологического процесса на основе контрольных карт
Шухарта;
• определить мероприятия по модернизации технологического процесса;
• определить стабильность модернизированного технологического
процесса
изготовления детали на основе контрольных карт Шухарта;
• разработать управляющие программы обработки детали «Крышка» с использованием
CAM-системы;
• разработать конструкцию станочного приспособления и выполнить ее анализ в
программе Ansys Mechanical.
• определить затраты на выполнение научно-исследовательской работы и выполнить
экономическую оценку эффективности разработанных решений.
2
3.
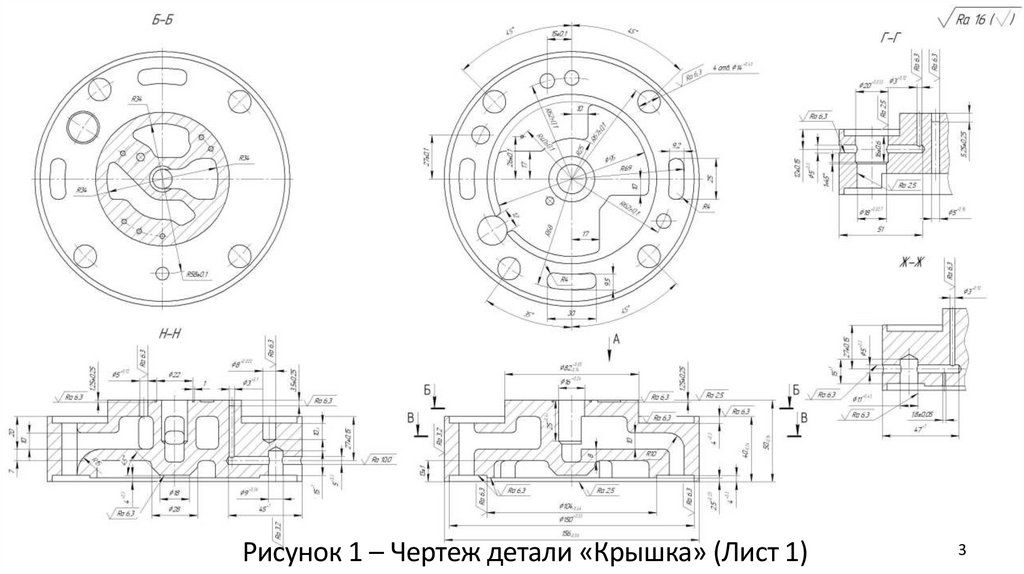
Рисунок 1 – Чертеж детали «Крышка» (Лист 1)3
4.
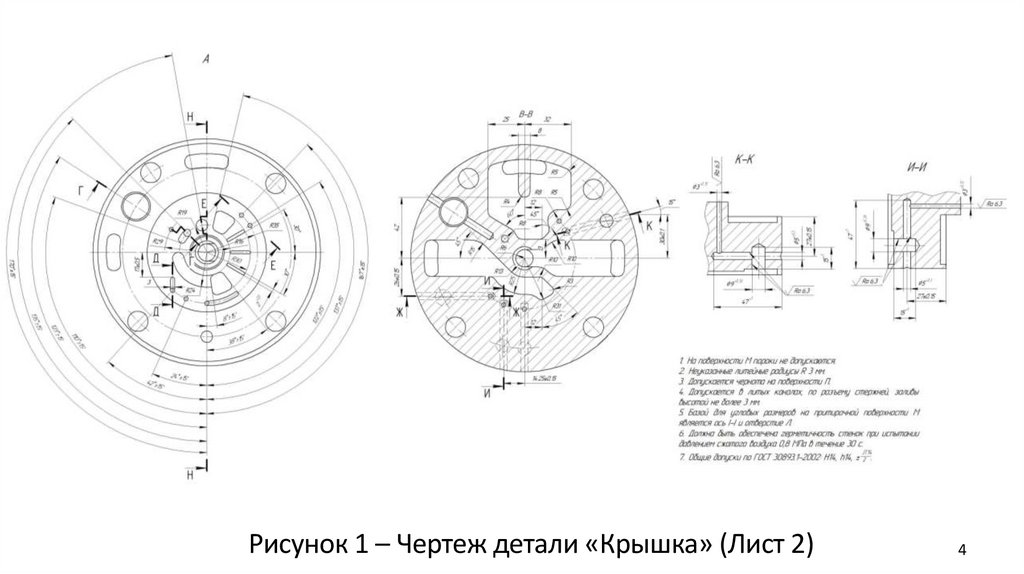
Рисунок 1 – Чертеж детали «Крышка» (Лист 2)4
5.
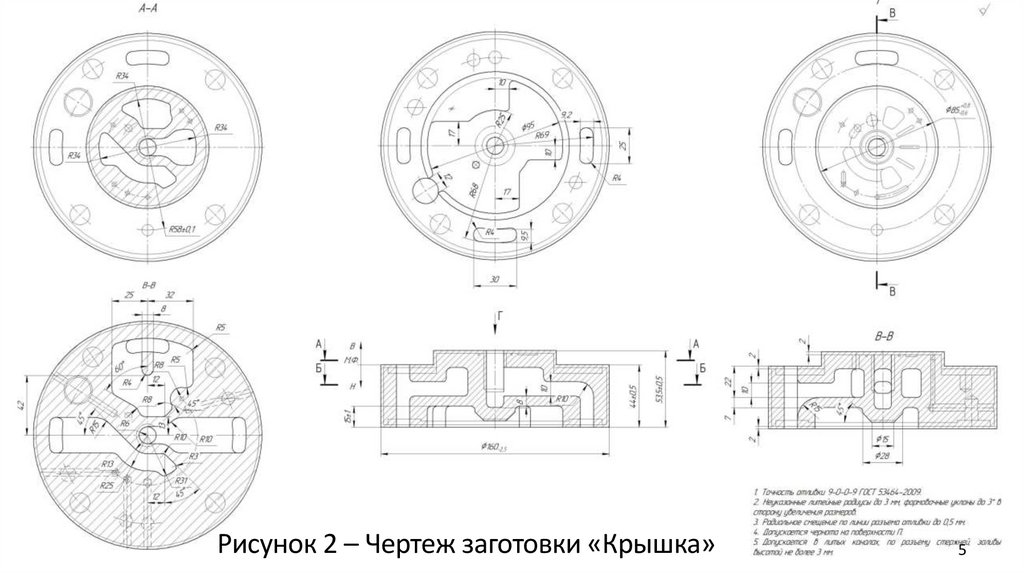
Рисунок 2 – Чертеж заготовки «Крышка»5
6.
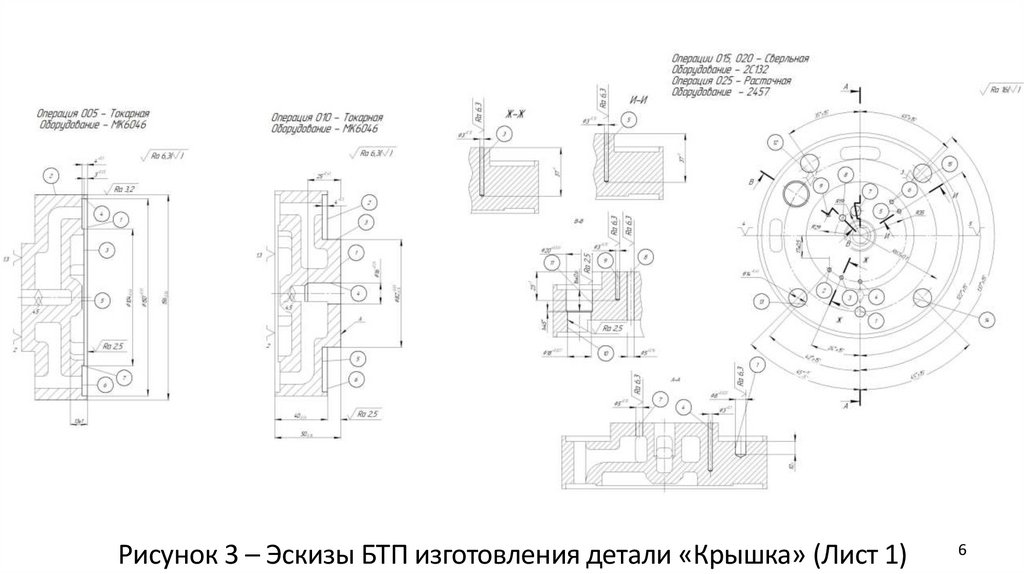
Рисунок 3 – Эскизы БТП изготовления детали «Крышка» (Лист 1)6
7.
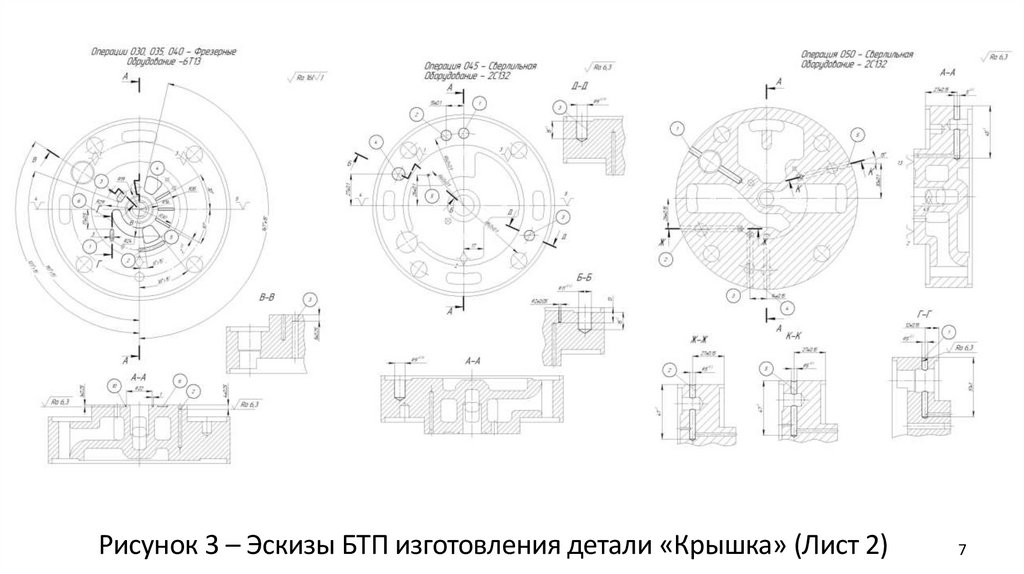
Рисунок 3 – Эскизы БТП изготовления детали «Крышка» (Лист 2)7
8.
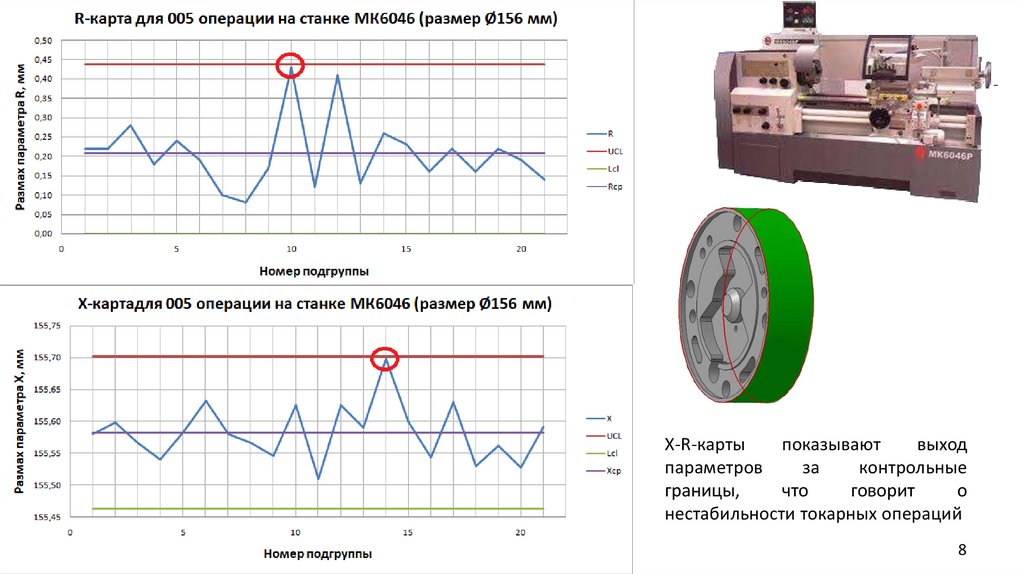
Х-R-картыпоказывают
выход
параметров
за
контрольные
границы,
что
говорит
о
нестабильности токарных операций
8
9.
На основе np-карты операции можно увидеть что 7 точек лежат ниже средней линии, что говорит онестабильности ТП на данной операции. Также имеется тренд на снижение из пяти точек, который
может служить сигналом нестабильности ТП.
9
10.
1011.
1112.
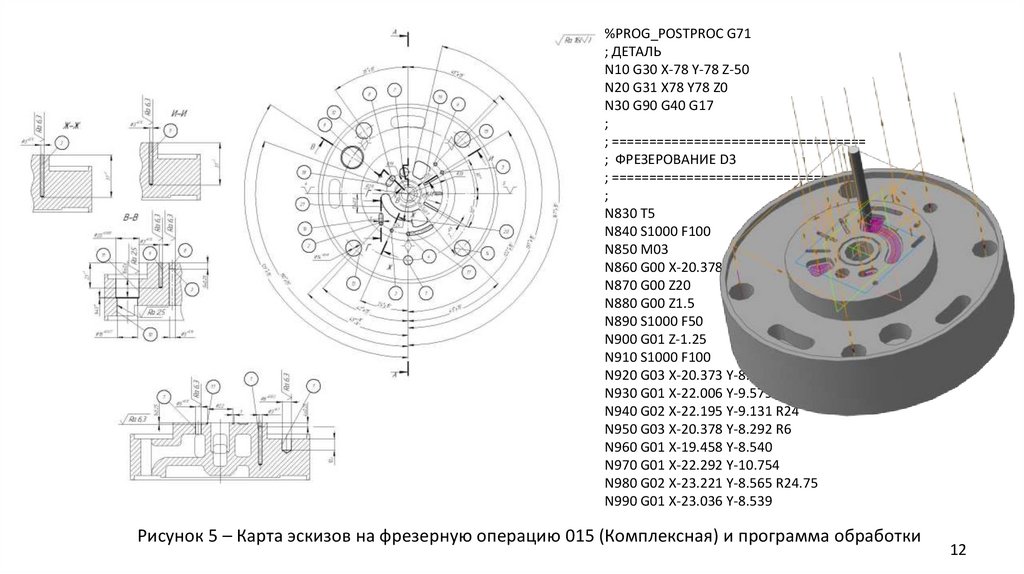
%PROG_POSTPROC G71; ДЕТАЛЬ
N10 G30 X-78 Y-78 Z-50
N20 G31 X78 Y78 Z0
N30 G90 G40 G17
;
; ==================================
; ФРЕЗЕРОВАНИЕ D3
; ==================================
;
N830 T5
N840 S1000 F100
N850 M03
N860 G00 X-20.378 Y-8.292
N870 G00 Z20
N880 G00 Z1.5
N890 S1000 F50
N900 G01 Z-1.25
N910 S1000 F100
N920 G03 X-20.373 Y-8.303 R22
N930 G01 X-22.006 Y-9.579
N940 G02 X-22.195 Y-9.131 R24
N950 G03 X-20.378 Y-8.292 R6
N960 G01 X-19.458 Y-8.540
N970 G01 X-22.292 Y-10.754
N980 G02 X-23.221 Y-8.565 R24.75
N990 G01 X-23.036 Y-8.539
Рисунок 5 – Карта эскизов на фрезерную операцию 015 (Комплексная) и программа обработки
12
13.
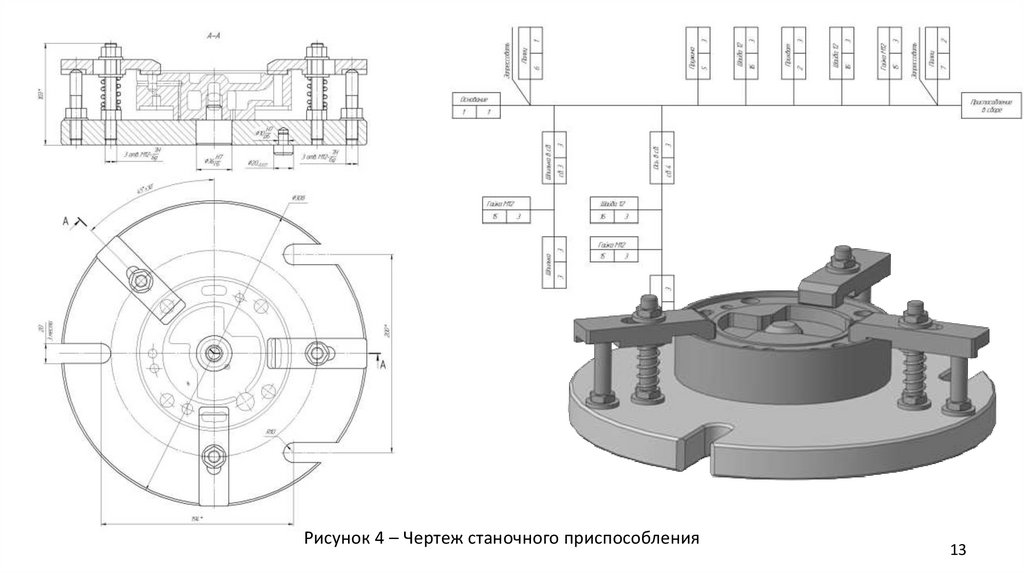
Рисунок 4 – Чертеж станочного приспособления13
14.
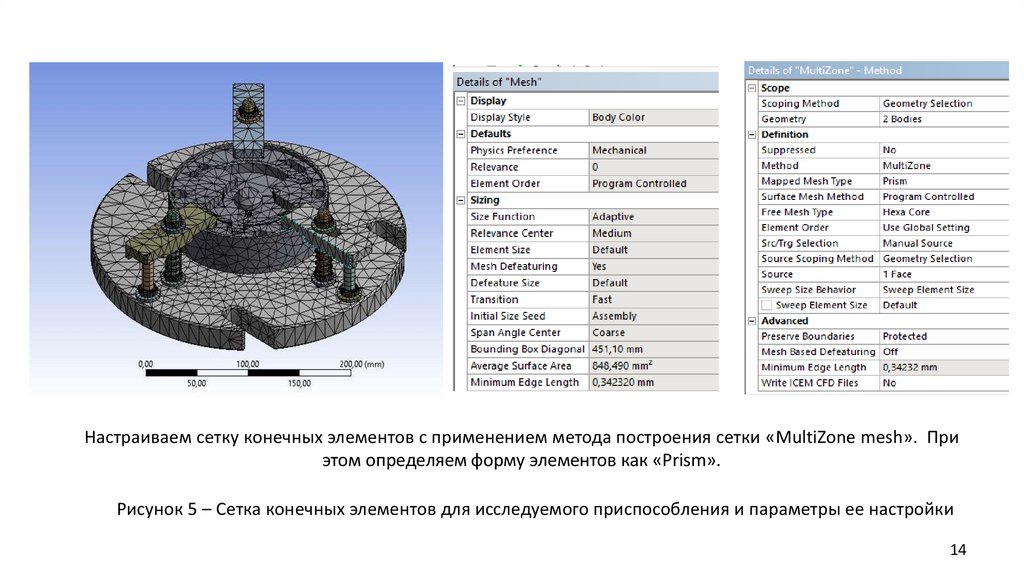
Настраиваем сетку конечных элементов с применением метода построения сетки «MultiZone mesh». Приэтом определяем форму элементов как «Prism».
Рисунок 5 – Сетка конечных элементов для исследуемого приспособления и параметры ее настройки
14
15.
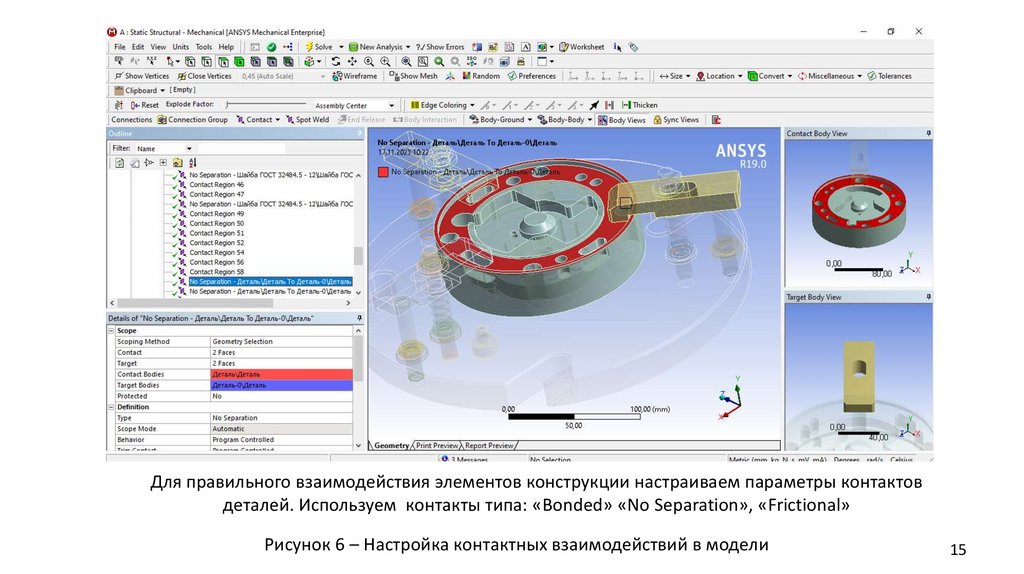
Для правильного взаимодействия элементов конструкции настраиваем параметры контактовдеталей. Используем контакты типа: «Bonded» «No Separation», «Frictional»
Рисунок 6 – Настройка контактных взаимодействий в модели
15
16.
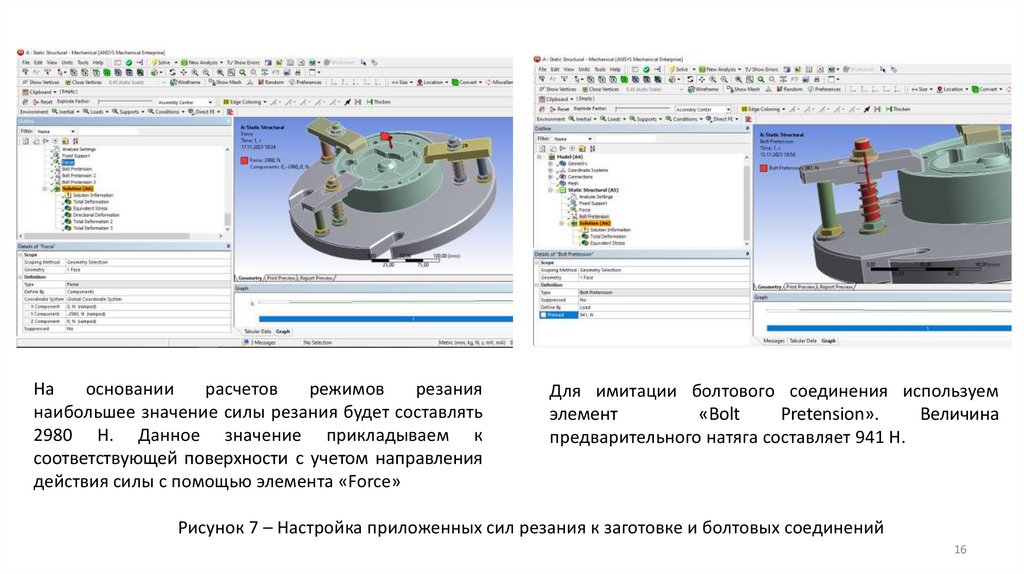
Наосновании
расчетов
режимов
резания
наибольшее значение силы резания будет составлять
2980 Н. Данное значение прикладываем к
соответствующей поверхности с учетом направления
действия силы с помощью элемента «Force»
Для имитации болтового соединения используем
элемент
«Bolt
Pretension».
Величина
предварительного натяга составляет 941 Н.
Рисунок 7 – Настройка приложенных сил резания к заготовке и болтовых соединений
16
17.
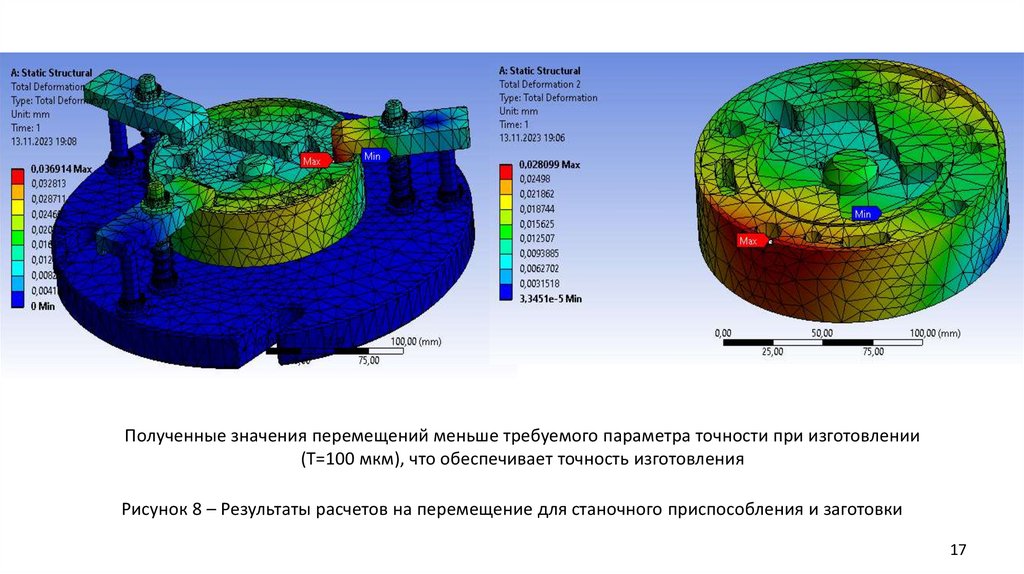
Полученные значения перемещений меньше требуемого параметра точности при изготовлении(Т=100 мкм), что обеспечивает точность изготовления
Рисунок 8 – Результаты расчетов на перемещение для станочного приспособления и заготовки
17
18.
Выводы- рассмотрен базовый вариант технологического процесса изготовления
детали «Крышка»;
- определены мероприятия по модернизации технологического процесса;
- для фрезерной операции 030 базового ТП и комплексной операции 015 на
основании np-карт была оценена стабильность операций;
- для токарной операции 005 базового и модернизированного ТП по
параметру Ø156 мм на основании X-R – карт была оценена стабильность
операций;
- разработаны управляющие программы обработки детали «Крышка» с
использованием CAM-системы;
- разработана конструкцию станочного приспособления и выполнен ее анализ
в программе Ansys Mechanical;
- определены затраты на выполнение научно-исследовательской работы и
выполнить экономическую оценку эффективности разработанных решений.
18
19.
Спасибо за внимание !19