






 Программирование
ПрограммированиеПохожие презентации:






")
")


Круговая интерполяция – G02 и G03
1.
Круговая интерполяция –G02 и G03
2.
Круговая интерполяцияДля задания круговой интерполяции в
кадре должны быть указаны следующие
данные :
1.Координаты начальной точки (x,y,z), указаны
в предыдущем кадре
2.Направление дуги (G02 или G03 ).
3.Координаты конечной точки (x,y,z)
4.Радиус дуги или координаты центра
окружности.
3.
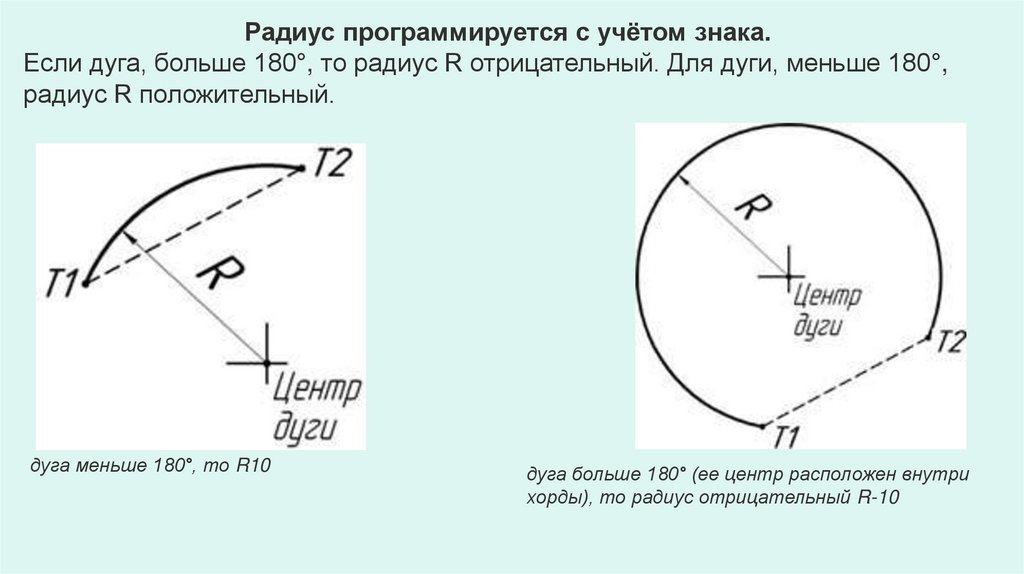
Радиус программируется с учётом знака.Если дуга, больше 180°, то радиус R отрицательный. Для дуги, меньше 180°,
радиус R положительный.
дуга меньше 180°, то R10
дуга больше 180° (ее центр расположен внутри
хорды), то радиус отрицательный R-10
4.
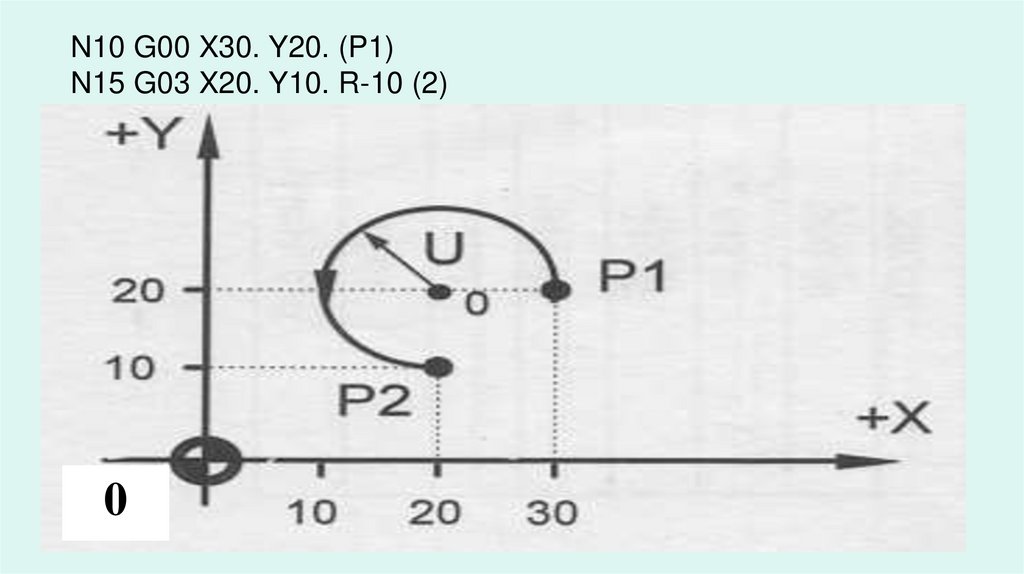
N10 G00 X30. Y20. (P1)N15 G03 X20. Y10. R-10 (2)
0
5.
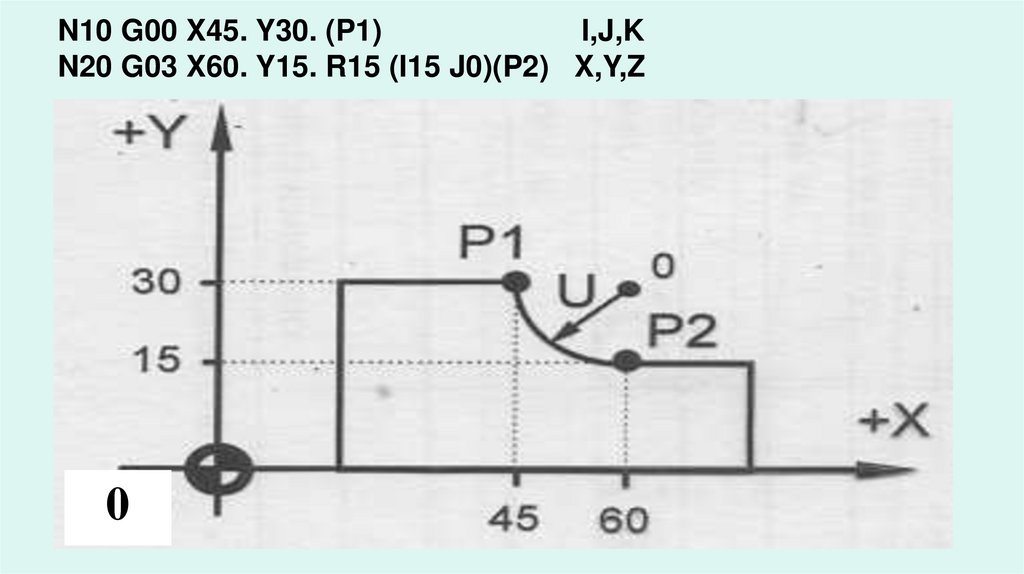
N10 G00 X45. Y30. (P1)I,J,K
N20 G03 X60. Y15. R15 (I15 J0)(P2) X,Y,Z
0
6.
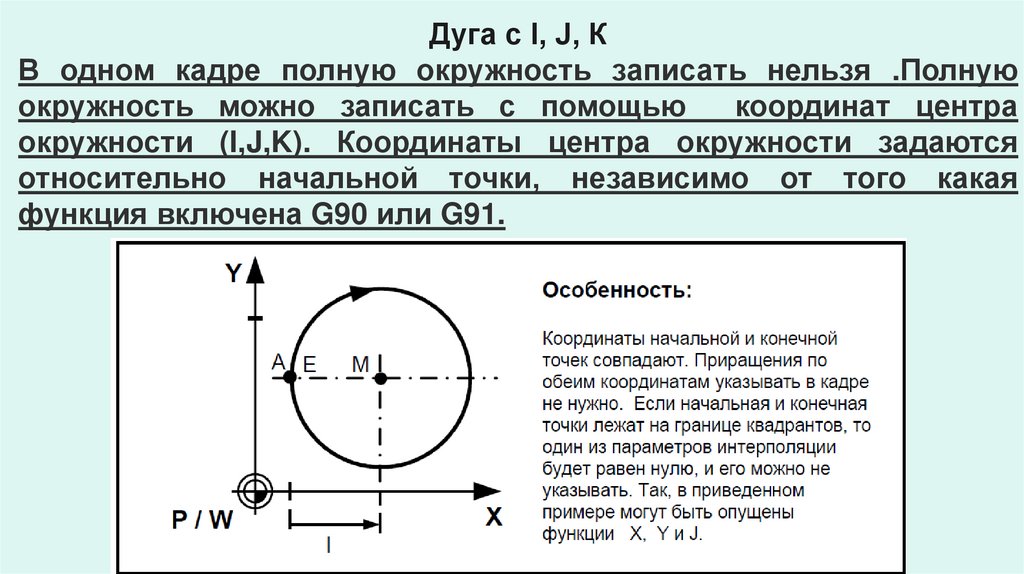
Дуга с I, J, КВ одном кадре полную окружность записать нельзя .Полную
окружность можно записать с помощью
координат центра
окружности (I,J,K). Координаты центра окружности задаются
относительно начальной точки, независимо от того какая
функция включена G90 или G91.
7.
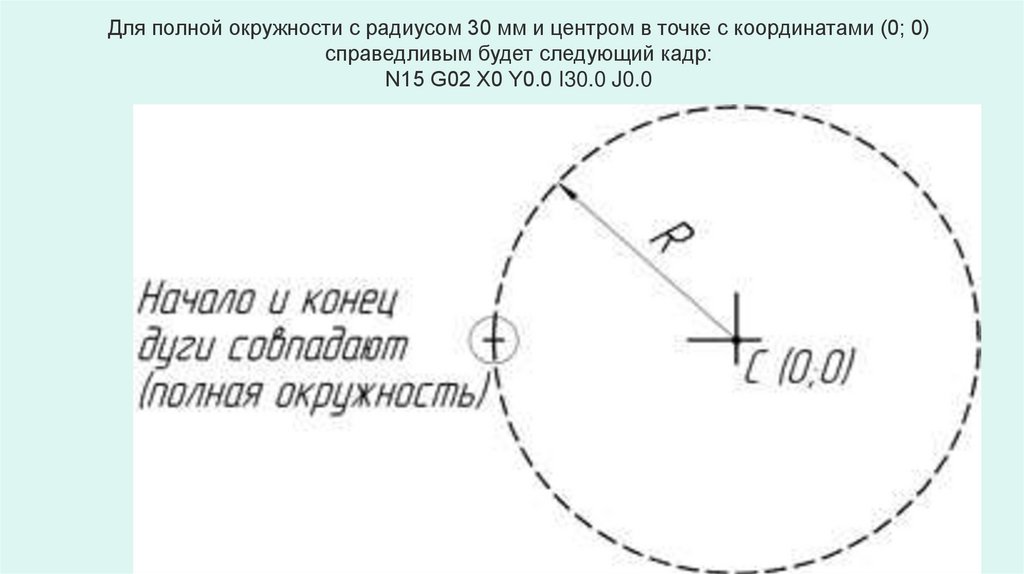
Для полной окружности с радиусом 30 мм и центром в точке с координатами (0; 0)справедливым будет следующий кадр:
N15 G02 Х0 Y0.0 I30.0 J0.0
8.
Пример кругового паза на фрезерном станке с ЧПУ0
9.
%(KRUGOVOY PAZ)
N5 T1 M06;
N10 S850 M03;
N15 G00 G90 G57 X10.0 Y25.0 Z1.0 ;
N20 G01 Z-5.0 F250(P1);
N25 G02 X10.0 Y25.0 I20 J0 F300 (P1);
N30 G01 Z5.0;
N35 G00 X70.0 Y50.0 Z150.0 M05;
N40 M30;
%
10.
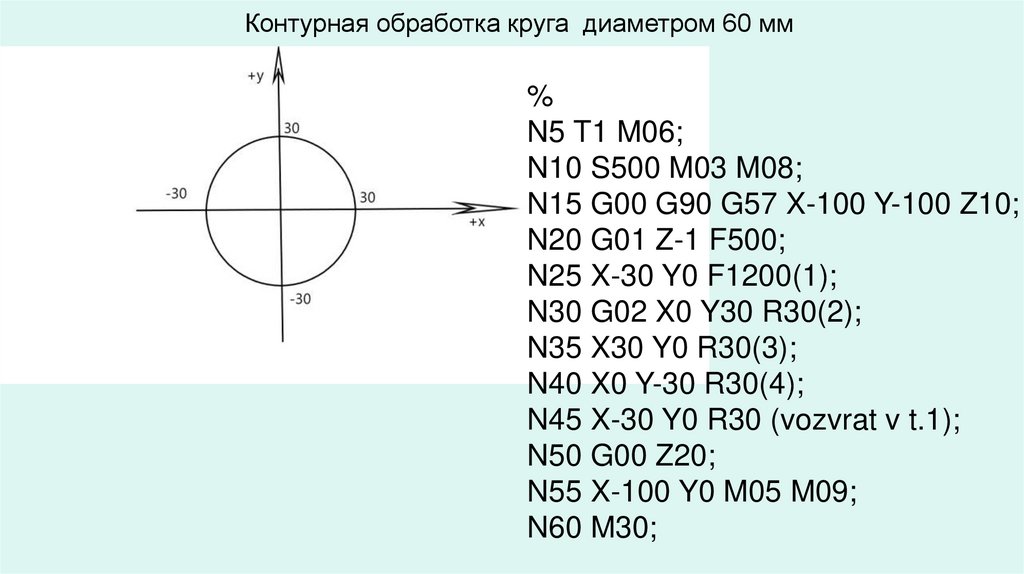
Контурная обработка круга диаметром 60 мм%
N5 T1 M06;
N10 S500 M03 M08;
N15 G00 G90 G57 X-100 Y-100 Z10;
N20 G01 Z-1 F500;
N25 X-30 Y0 F1200(1);
N30 G02 X0 Y30 R30(2);
N35 X30 Y0 R30(3);
N40 X0 Y-30 R30(4);
N45 X-30 Y0 R30 (vozvrat v t.1);
N50 G00 Z20;
N55 X-100 Y0 M05 M09;
N60 M30;
11.
Круговая интерполяция на токарном станке с ЧПУПрограммирование с помощью радиуса
G01 X8 Z-10 F0,2 (P1)
G02 X28 Z-20 R10(P2)
Программирование с помощью координат центра окружности
G01 X8 Z-10 F0,2 (P1)
G02 X28 Z-20 I10 K0 (P2)
12.
Пример полукругового паза с переменной глубиной13.
%N5 T1 M06;
N7 S850 M03;
N10 G00 G90 G57 X0.0 Y25.0 Z1.0;
N20 G01 Z-10.0 F250(P1);
N30 G02 X0.0 Y-25.0 Z-20.0 R25.0 F200(P2);
N40 G01 Z10.0;
N50 G00 X30.0 Y30.0 Z150.0 M05;
N60 M30;
%
14.
Создать УП для кругового кармана фрезой диаметром 10 мм. Глубина фрезерования – 5 мм.(KRUGOVOY KARMAN)
N10 G00 G17 G40 G49 G80 строка
безопасности);
N11 T1 M06;
N13 S1000 M03 M08;
N15 G00 G90 G54 X0. Y0. Z10. (1);
N20 G01 Z-5. F100;
N25 X5. F200 (2);
N30 G03 X-5. R5.;
N35 X5. R5.;
N40 G01 X10.(3);
N45 G03 X-10. R10.;
N50 X10. R10.;
N55 G01 X15. (4);
N60 G03 X-15. R15.;
N65 X15. R15.;
N70 G01 Z10 F300. (вывод фрезы);
N75 G00 Z100. M05 M09;
N80 M30;
%
15.
Контурная обработкаCоздать УП для чистовой обработки кармана без коррекции на радиус инструмента
фрезой диаметром 5 мм. Глубина фрезерования – 2 мм. Подвод к контуру по касательной.
16.
G00 G17 G40 G49 G80 G90(STROKA BEZOPASNOSTI)T1 M06 (FREZA D5)
G00 G90 G54 X-2.5 Y2.5 Z10 S1000 M03(1)
G01 Z-2 F100
Y-5(2)
G03 X0 Y-7.5 R2.5(3)
G01 X10(4)
G03 X17.5 Y0 R7.5 (5)
X10 Y7.5 R7.5(6)
G01 X-10 (7)
G03 X-17.5 Y0 R7.5 (8)
X-10 Y-7.5 R7.5 (9)
G01 X0 (3,10)
G03 X2.5 Y-5 R2.5(11)
G01 Y2.5(12)
Z8(VYVOD INSTR.)
G00 Z100 M05
M30