 Математика
МатематикаПохожие презентации:










Контрольно-измерительный инструмент. Тема 10
1.
Тема 10Контрольно-измерительный инструмент
Занятие №2
Учебные вопросы:1
1. Проверка контрольно-измерительного инструмента и
измерение им деталей.
2. Измерение размеров деталей, изготовление с различной
точностью, штангенциркулем, микрометром и индикатором.
3. Определение конусности и овальности цилиндров
двигателя и шеек коленчатого вала.
1
2.
• 1.1 Проверка контрольно-измерительногоинструмента.
• Обслуживание и проверка контрольноизмерительных инструментов и приборов
• Контрольно-измерительный инструмент перед работой
необходимо очищать бензином от смазки и протирать
насухо, а после окончания измерений очищать от пыли
и грязи. Рабочие поверхности нужно смазывать
техническим вазелином, а остальные поверхности —
тонким слоем машинного масла. Для хранения
контрольно-измерительный инструмент следует
укладывать в футляр.
2
3.
• Во время измерений запрещается воздействовать наконтрольно-измерительные инструменты и приборы
дополнительными физическими усилиями. Не допускаются
толчки, удары, нажимы на рабочие поверхности (губки),
постукивание по отсчетным устройствам. Запрещается
проводить измерения при воздействии на приборы
недопустимых значений вибрации, шума, температуры и
влажности окружающей среды.
• При длительном пользовании контрольнодиагностическими средствами мастер-диагност узнает их
особенности, а также возможные нормальные и аварийные
отклонения измеряемых величин. Это позволяет ему
контролировать правильность работы приборов и
определять источники возникновения неисправностей.
3
4.
• Длительная эксплуатация контрольноизмерительных инструментов и приборовприводит к снижению точности их показаний
(вследствие износа, воздействия окружающей
среды и других факторов). Чтобы обеспечить
необходимую точность измерений, поверяют
рабочие конрольно-измерительные инструменты
и приборы в сравнении с образцовыми
средствами измерений.
• Согласно правилам, манометры,
электроизмерительные приборы, индикаторы и
штангенинструменты проходят поверку один раз
в год, а приборы для измерения времени и
частоты вращения валов — один раз в два года.
4
5.
• Неисправные инструменты и приборынаправляют в ремонт, после чего повторно сдают
на поверку. Средства измерений, негодные к
дальнейшему применению, списывают и
обязательно разбивают, чтобы они случайно не
попали в эксплуатацию.
• Поверку проводят при прямом и обратном ходе
стрелки указателя прибора. Основную
приведенную погрешность подсчитывают для
каждого измерения.
• Прибор считается годным, если основная
приведенная погрешность не превышает
погрешности, соответствующей классу точности
данного прибора.
5
6.
• 2.1. Назначение и устройство штангенинструментов• Штангенинструменты – универсальные средства
измерения, предназначены для непосредственного
измерения линейных величин (валов, отверстий,
уступов, глубин), для проведений разметочных работ,
измерения межцентровых расстояний отверстий или
шпилек, имеющих ось симметрии.
• Отличительным признаком штангенинструментов
является наличие у них двух штриховых шкал –
основной и дополнительной. Основная шкала служит
непосредственно для измерения. С показаниями этой
шкалы сравнивается измеряемый размер.
Дополнительная шкала, называемая нониусом, служит
для повышения точности отсчета по основной шкале.
6
7.
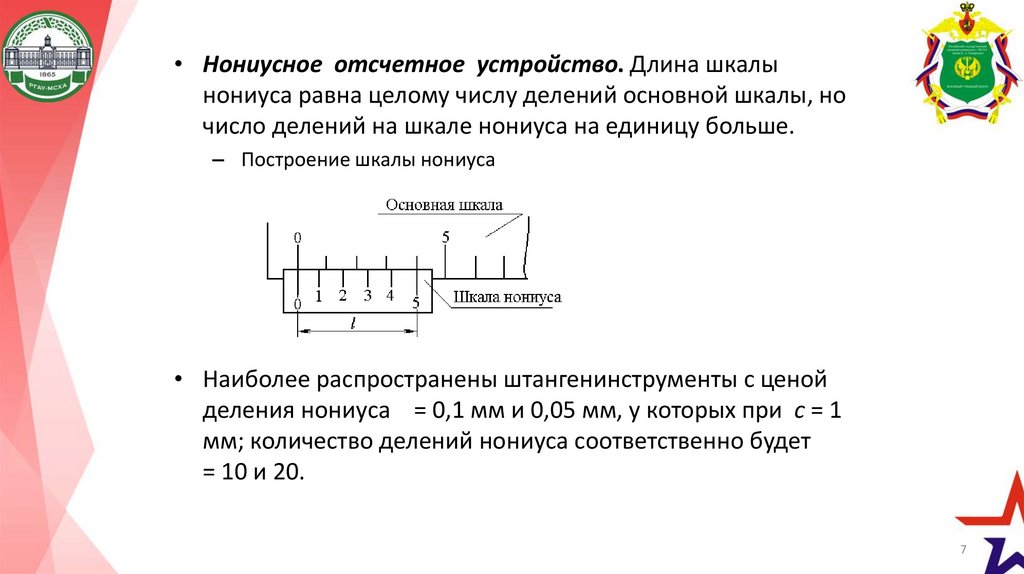
• Нониусное отсчетное устройство. Длина шкалынониуса равна целому числу делений основной шкалы, но
число делений на шкале нониуса на единицу больше.
– Построение шкалы нониуса
• Наиболее распространены штангенинструменты с ценой
деления нониуса = 0,1 мм и 0,05 мм, у которых при c = 1
мм; количество делений нониуса соответственно будет
= 10 и 20.
7
8.
• Отсчет по rониусному устройству при измерениисостоит в определении дробных долей
миллиметра от основной шкалы. Указателем
целого числа размера измеряемого параметра
служит нулевая отметка нониуса, а доли деления
определяют по совпадению одной из отметок
нониуса с отметкой основной шкалы.
• Если нулевая отметка нониуса совпадает с какойлибо отметкой основной шкалы на штанге, то эта
отметка и указывает размер детали в целых
миллиметрах. Если же нулевая отметка нониуса
не совпала с отметкой на основной шкале, то
ближайшая слева отметка на основной шкале
показывает целое число миллиметров.
8
9.
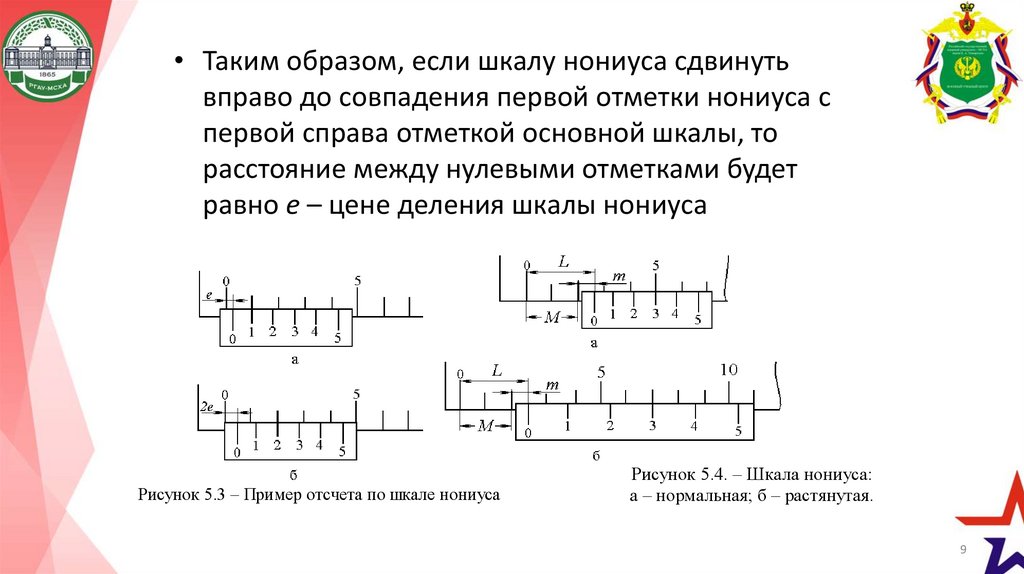
• Таким образом, если шкалу нониуса сдвинутьвправо до совпадения первой отметки нониуса с
первой справа отметкой основной шкалы, то
расстояние между нулевыми отметками будет
равно е – цене деления шкалы нониуса
Рисунок 5.3 – Пример отсчета по шкале нониуса
Рисунок 5.4. – Шкала нониуса:
а – нормальная; б – растянутая.
9
10.
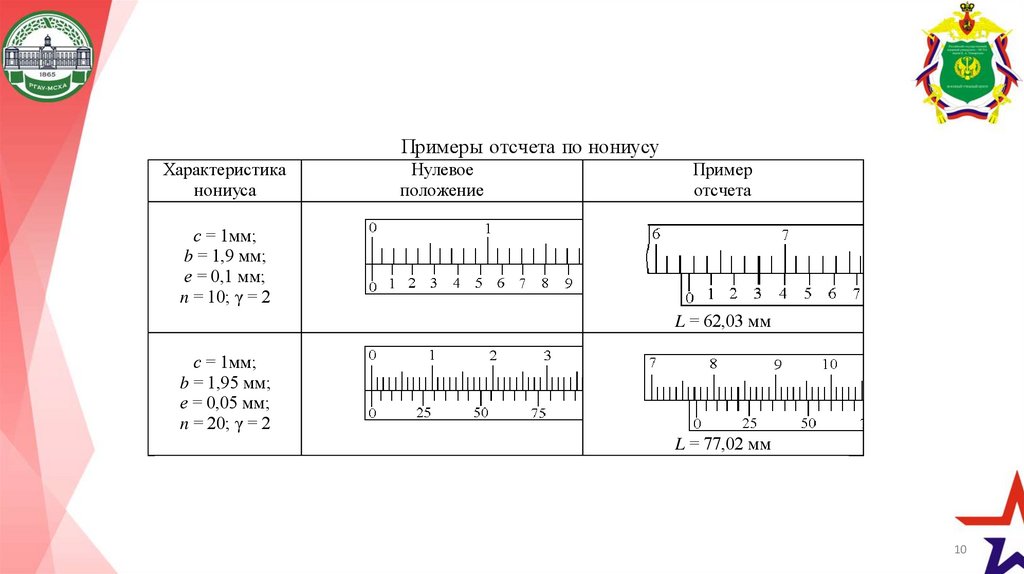
Примеры отсчета по нониусуХарактеристика
нониуса
Нулевое
положение
Пример
отсчета
с = 1мм;
b = 1,9 мм;
е = 0,1 мм;
n = 10; γ = 2
L = 62,03 мм
с = 1мм;
b = 1,95 мм;
е = 0,05 мм;
n = 20; γ = 2
L = 77,02 мм
10
11.
• Устройство и эксплуатацияштангенинструментов
• К штангенинструментам относятся
штангенциркули, штангенглубиномеры,
штангенрейсмассы, и др. Все эти
инструменты предназначены для
абсолютного метода измерений линейных
размеров, а также для воспроизведения
размеров при разметке деталей.
11
12.
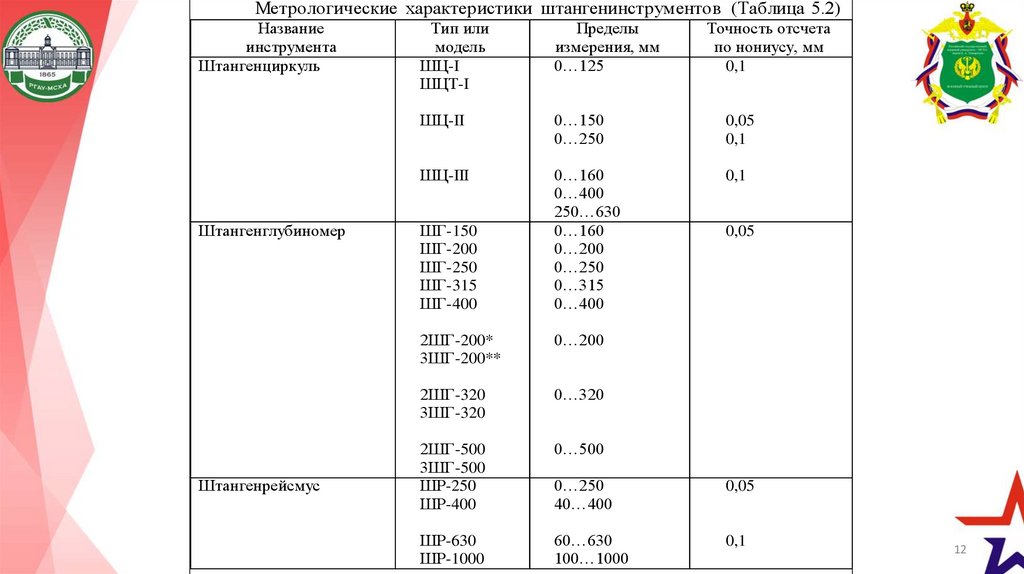
Метрологические характеристики штангенинструментов (Таблица 5.2)Название
инструмента
Штангенциркуль
Штангенглубиномер
Штангенрейсмус
Тип или
модель
ШЦ-I
ШЦТ-I
Пределы
измерения, мм
0…125
ШЦ-II
0…150
0…250
0,05
0,1
ШЦ-III
0…160
0…400
250…630
0…160
0…200
0…250
0…315
0…400
0,1
ШГ-150
ШГ-200
ШГ-250
ШГ-315
ШГ-400
Точность отсчета
по нониусу, мм
0,1
0,05
2ШГ-200*
3ШГ-200**
0…200
2ШГ-320
3ШГ-320
0…320
2ШГ-500
3ШГ-500
ШР-250
ШР-400
0…500
0…250
40…400
0,05
ШР-630
ШР-1000
60…630
100…1000
0,1
12
13.
• Наиболее распространенным штангенинструментомявляется штангенциркуль. Отечественная
промышленность выпускает несколько модификаций
этих инструментов. Конструкции их достаточно
разнообразны и зависят от области применения.
• Штангенциркуль ШЦ-I (рис. 5.5, а) предназначен для
измерения наружных и внутренних размеров, глубин
отверстий, впадин, высоты уступов и т. п.
• Он имеет двусторонне расположенные измерительные
губки для наружных и внутренних измерений, а также
линейку (5) для измерения глубин. Неподвижные
двусторонние губки с рабочими поверхностями
выполнены заодно со штангой (1), по которой
перемещается рамка (2) со второй парой губок. В требуемом положении на штанге рамка крепится стопорным
винтом (3). Отсчет размеров осуществляется по нониусу
(4) и линейке на штанге.
13
14.
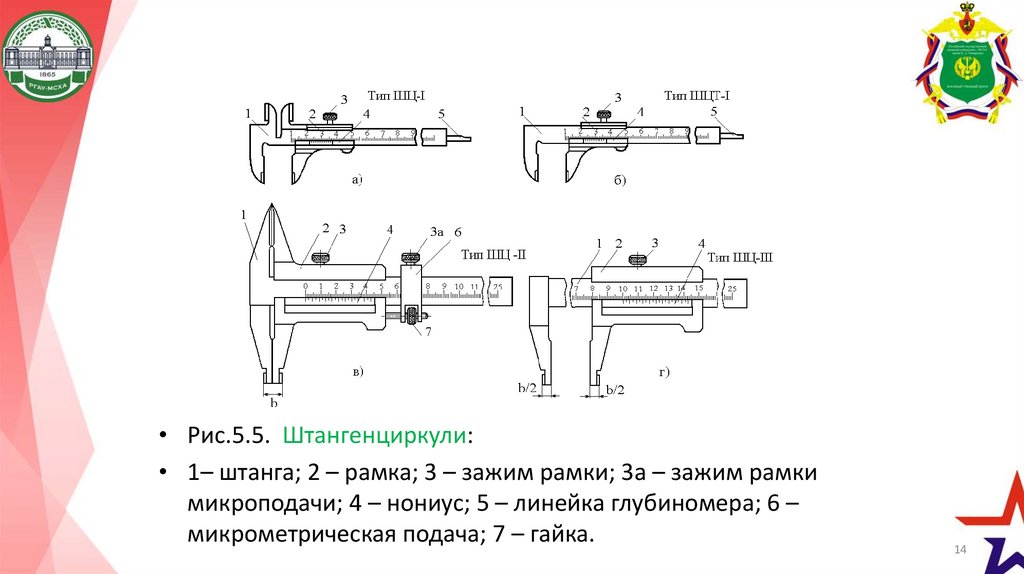
• Рис.5.5. Штангенциркули:• 1– штанга; 2 – рамка; 3 – зажим рамки; 3а – зажим рамки
микроподачи; 4 – нониус; 5 – линейка глубиномера; 6 –
микрометрическая подача; 7 – гайка.
14
15.
• Штангенциркуль ШЦ-П кроме измеренийнаружных и внутренних размеров широко
используют при разметочных работах.
Штангенциркуль ШЦ-П имеет двустороннее
расположение губок, но дополнительно оснащен
специальным устройством для точного
перемещения рамки (3) по штанге (2). Это
устройство значительно упрощает установку
размера при переносе его на заготовку в процессе
разметки. Кроме разметки, эти губки могут быть
использованы и для измерения наружных размеров
в труднодоступных местах. Рабочие поверхности
губок для измерения внутренних размеров имеют
цилиндрическую формую. В сведенном состоянии
губки, как правило, имеют размер b = 10 мм,
следовательно, при внутренних измерениях этот
размер следует прибавить к отсчету по шкале.
15
16.
• Штангенциркуль ШЦ-Ш в отличие от ШЦП не имеет верхних остроконечных губок иустройства для подачи рамки. Его применяют для внутренних измерений с
помощью таких же, как у ШЦ-П, нижних
губок.
• Штангенциркуль ШЦТ-I отличается от
предыдущего отсутствием губок для
измерения внутренних размеров. Этот
инструмент применяют для наружных измерений и контроля глубины.
Измерительные поверхности губок для
наружных измерений оснащены
пластинами из твердого сплава для
повышения износостойкости.
16
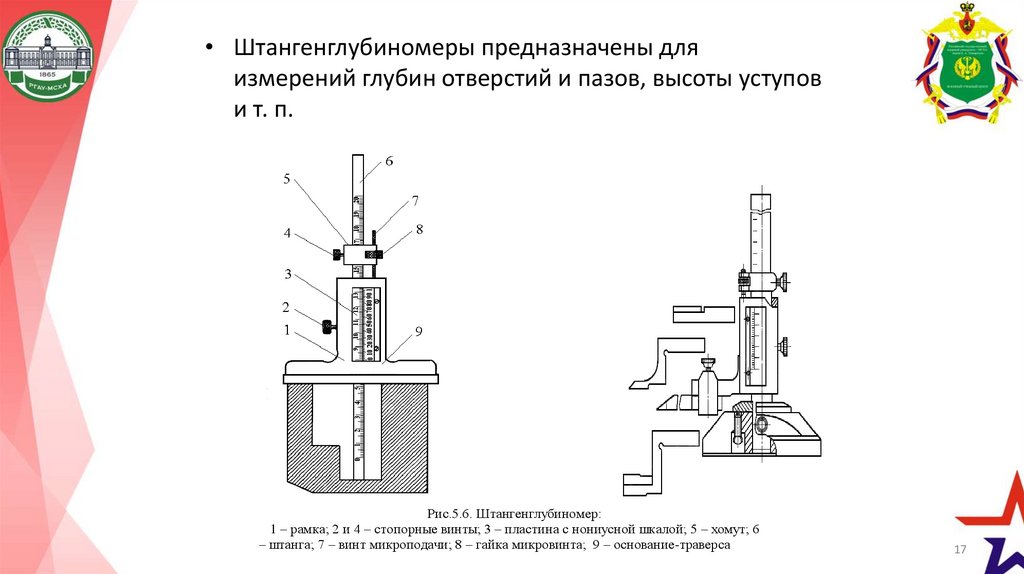
17.
• Штангенглубиномеры предназначены дляизмерений глубин отверстий и пазов, высоты уступов
и т. п.
Рис.5.6. Штангенглубиномер:
1 – рамка; 2 и 4 – стопорные винты; 3 – пластина с нониусной шкалой; 5 – хомут; 6
– штанга; 7 – винт микроподачи; 8 – гайка микровинта; 9 – основание-траверса
17
18.
• По конструкции штангенглубиномер отличаетсяот штангенциркуля отсутствием неподвижных
губок на штанге и наличием вместо них на рамке
(1) с нониусом (3) траверсы (9), которая является
опорой при измерении глубины.
• Штангенрейсмас (рис. 22) обычно применяют для
разметки, но он может быть использован и для
измерения высоты h деталей, установленных на
плите. Они оснащены массивным основанием 5
для установки на плите. Перпендикулярно
основанию расположена штанга 1 с
миллиметровой шкалой. Подвижная рамка 2 с
нониусом 3 имеет державку 4, с помощью
которой осуществляют установку специальной
ножки для измерения высоты, либо глубиномера
7, либо разметочной ножки 6.
18
19.
• Методика выполнения измерений• Перед началом измерений следует произвести
проверку штангенинструментов. В том случае, если
инструмент имеет перекошенные губки, люфт
рамки, забоины, царапины, следы коррозии на
рабочих поверхностях, стертые штрихи штанги и
нониуса, им пользоваться нельзя. После осмотра
прибор должен быть очищен от защитной смазки.
Для этого рекомендуется промыть его в бензине и
протереть насухо чистой хлопчатобумажной
тканью.
• Затем у штангенинструмента проверяют
нулевую установку:
• – измерительные губки штангенциркуля сдвигают
до соприкосновения без зазора и перекосов;
• – штангенглубиномер опорной плоскостью
основания устанавливают на поверочную плиту,
затем торец штанги доводят до соприкосновения с
плитой;
19
20.
• Измерение штангенинструментомпроводят в следующем порядке.
• При измерении наружных размеров изделие
помещают между губками штангенциркуля.
Неподвижную губку прижимают к поверхности
изделия, а подвижную губку приближают до
соприкосновения с поверхностью детали,
перемещая рамку рукой. При этой обе губки
должны плотно прилегать к измеряемому
изделию. При измерении необходимо следить
за правильной установкой губок
штангенциркуля (без перекосов). После чего
закрепляют винт рамки, снимают
штангенциркуль с изделия. Отсчет показаний
производят по основной шкале и нониусу.
20
21.
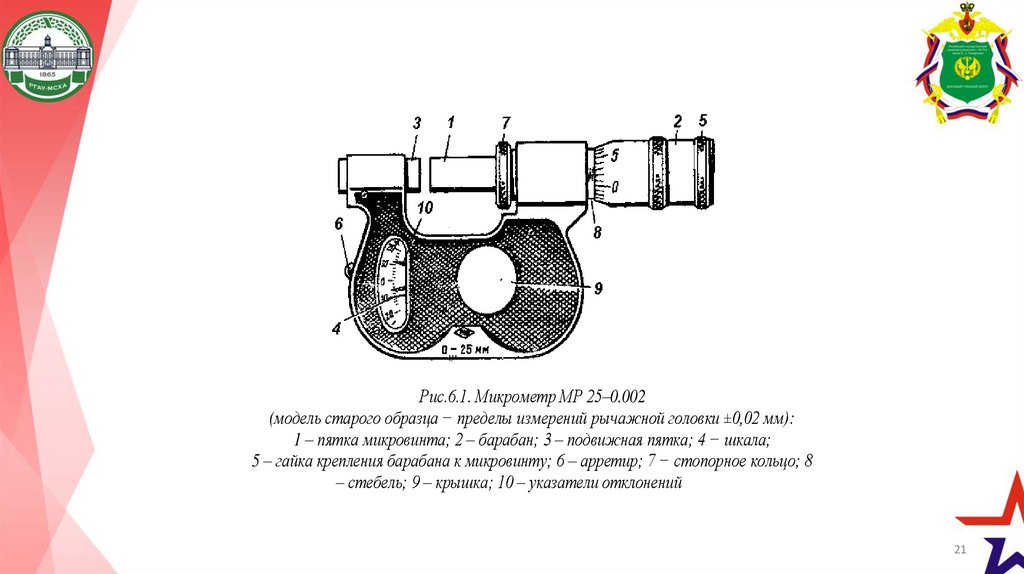
Рис.6.1. Микрометр МР 25–0.002(модель старого образца − пределы измерений рычажной головки ±0,02 мм):
1 – пятка микровинта; 2 – барабан; 3 – подвижная пятка; 4 − шкала;
5 – гайка крепления барабана к микровинту; 6 – арретир; 7 − стопорное кольцо; 8
– стебель; 9 – крышка; 10 – указатели отклонений
21
22.
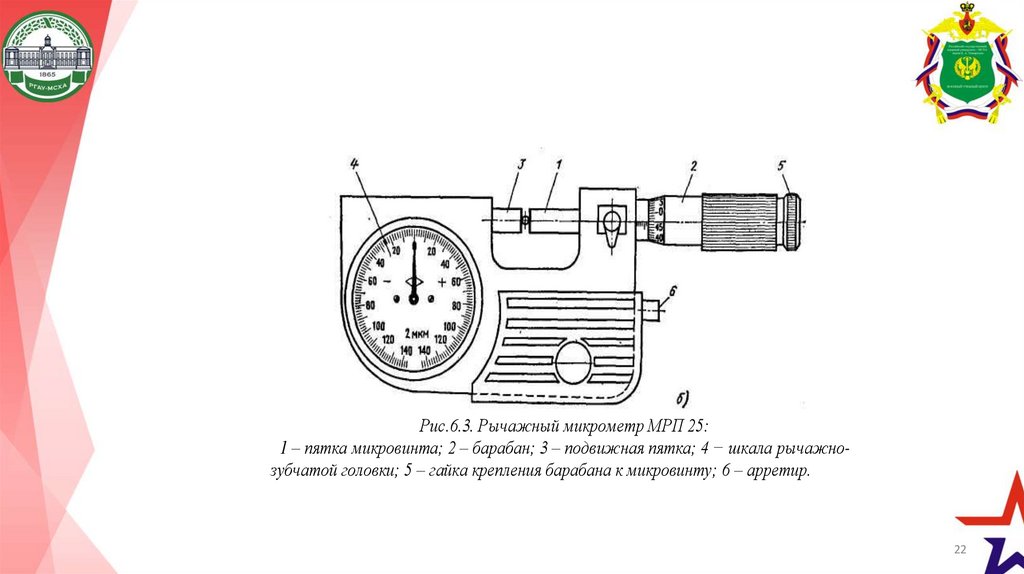
Рис.6.3. Рычажный микрометр МРП 25:1 – пятка микровинта; 2 – барабан; 3 – подвижная пятка; 4 − шкала рычажнозубчатой головки; 5 – гайка крепления барабана к микровинту; 6 – арретир.
22
23.
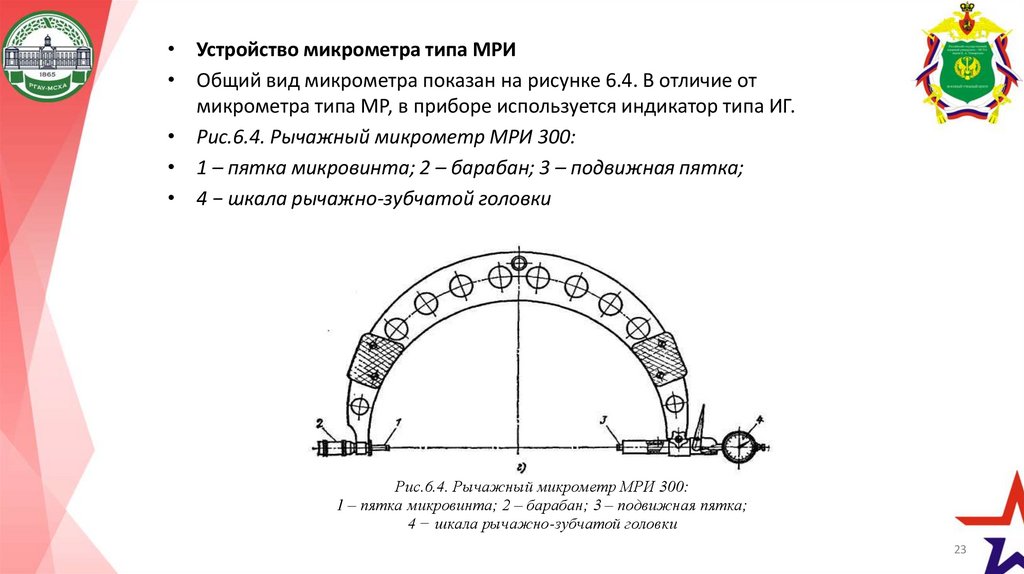
• Устройство микрометра типа МРИ• Общий вид микрометра показан на рисунке 6.4. В отличие от
микрометра типа МР, в приборе используется индикатор типа ИГ.
• Рис.6.4. Рычажный микрометр МРИ 300:
• 1 – пятка микровинта; 2 – барабан; 3 – подвижная пятка;
• 4 − шкала рычажно-зубчатой головки
Рис.6.4. Рычажный микрометр МРИ 300:
1 – пятка микровинта; 2 – барабан; 3 – подвижная пятка;
4 − шкала рычажно-зубчатой головки
23
24.
• Методика выполнения измерений• Подготовка прибора к работе
• Извлекают микрометр из футляра и проводят
внешний осмотр.
• Устанавливают рычажный микрометр на ноль.
Для этого помещают концевую меру длины
(применяют для микрометров с диапазоном
измерения выше 25 мм) между
измерительными поверхностями пяток 1 и 3,,
и вращают барабан 2 до тех пор, пока стрелка
отсчетного устройства 4 не совместится с
нулевым делением шкалы.
24
25.
• После этого микровинт нужно застопоритьстопорным кольцом (стопором) 7. Если
нулевой штрих на барабане 2 не совпадает
с продольной отметкой шкалы стебля 8 и
начальным делением отсчета (0; 25; 50 и
т.д.), то для установки у микрометра МР
ослабляют гайку 5, которая разъединяет
барабан с микровинтом и, поворачивая
барабан, совмещают его нулевой штрих с
продольной чертой стебля 8. В этом
положении подтягивают гайку 5, и,
отстопорив микровинт, закрепляют гайку
окончательно (придерживая барабан 2).
25
26.
Отличиенастройки
на
нуль
у
микрометра MРП заключается в том, что
для
проворачивания
барабана
необходимо специальным инструментом
ослабить гайку 5, рис. 6.3, и ослабить
гайку,
провернуть
барабан
2
до
совпадения с нулевой линией стебля и
закрепить гайку 5.
Ослабить стопор.
При настройке необходимо, чтобы
расстояние от начального штриха стебля
до края барабана не превышало 0,1 мм.
После настройки еще раз проверяют
совпадешь нулей.
26