





















 Промышленность
ПромышленностьПохожие презентации:










Современные технологии порошковой металлургии. Лекция 3
1.
Современные технологиипорошковой металлургии
Лекция_3
• Свойства металлических порошков
• Методы контроля
2. Свойства порошков
Химические:пирофорность,
токсичность,
состав примесей и
легирующих добавок
Физические:
форма, размер,
распределение по
размерам,
удельная поверхность,
плотность,
микротвердость
Технологические:
насыпная плотность,
плотность утряски;
уплотняемость
прессуемость,
формуемость
3. Химические свойства
• Зависят от- физической природы
металла,
- степени чистоты
исходных материалов,
- способа производства
• Основными примесями
являются газы
(кислород, азот,
водород и др.)
Растворенные газы
• повышают хрупкость
частиц,
• затрудняют его
формование
• Газосодержание
определяют
хим.анализом,
основанном на
нагревании и
плавлении проб в
вакууме.
4. Воспламеняемость
способность к
самовозгоранию при
соприкосновении с
окружающей средой.
• Зависит от
- дисперсности
- состояния
• насыпное, взвешенное
• Порошки в засыпке
(аэрогели)не взрываются.
• Во взвешенном состоянии
аэрозоля способность к
самовозгоранию возрастает
• При взаимодействии с
кислородом аэрозоли могут
взрываться
• Оценка
– определение Т воспламенения;
- нижний концентрационный
предел взрываемости (НКПВ)
●НКПВ- мах концентрация
порошка в газе, при которой
процесс горения в аэрозоле
самостоятельно еще не
распространяется.
5.
• Порошок титана10-40мкм в слое
имеет
Т воспл= 397°С,
Т самовоспл=510°С
• Порошок в виде
аэрозоля
Твоспл=330°С
• НКПВ> 25г/см3 может взорваться
6. Токсичность
7. Физические свойства
• Многие св-ва (однородность, плотность, прочность…)зависят от формы порошка
• Форма определяется способом про-ва:
- Сферическая/округлая –распыление расплава;
- Пористая, губчатая – восстановление окислов, солей;
- Дендритная –электролиз;
- Осколочная – измельчение в шаровых мельницах;
- Тарелочная – вихревые мельницы
8.
• Фактор неравноосности (Фн)Фн= Imax/Imin
Отношение max и min размера частиц по
взаимно перпендикулярным направлениям
▪ Фактор развития поверхности (Фп)
Фп= Р2/S
Отношение квадрата периметра Р частицы к
ее площадиS
9.
НанопорошкиМенее 0,1мкм
Ультрадисперсные
0,01-0,1мкм
Высокодисперсные
0,1-10мкм
Мелкие
10-40мкм
Средние
40-250мкм
Крупные
250-1000мкм
10. Гранулометрический состав
• совокупностьфракций порошка,
выраженная в
процентах от общей
массы.
• Методы анализа:
- ситовый;
- микроскопический;
- седиментационный;
- лазерный;
- рентгеновский
11.
СитовойБолее 40мкм
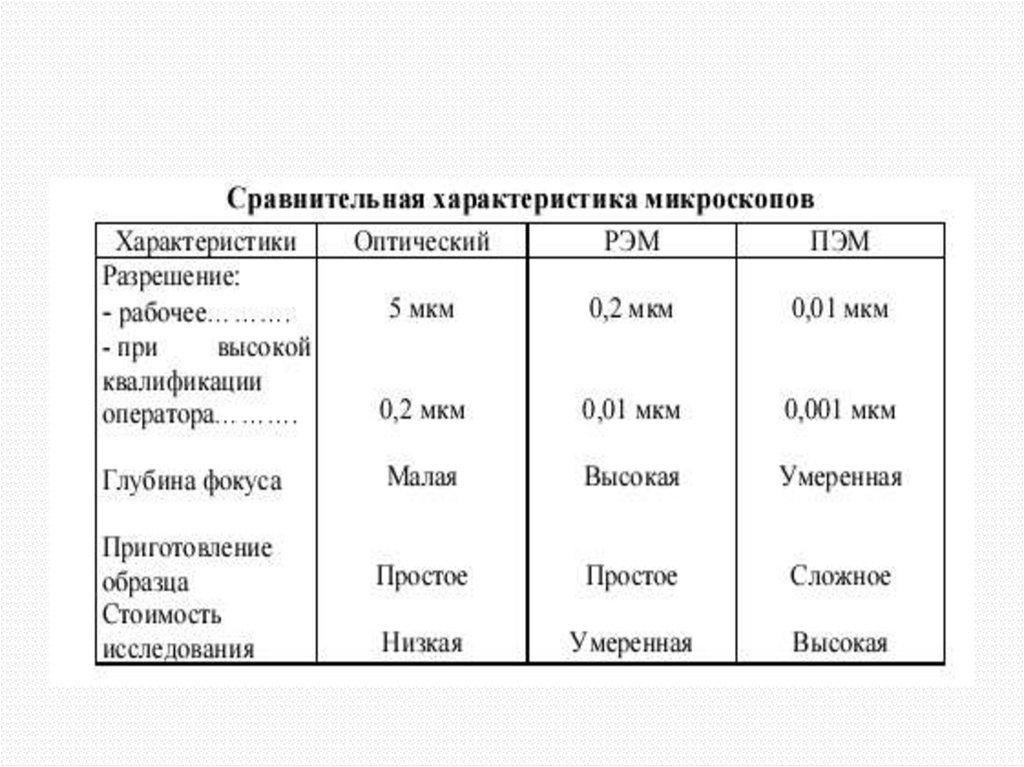
Оптический микроскоп 1-100мкм
Электронный микроскоп
0,001-10мкм
Седиментационный
0,5-40мкм
Лазерный метод
2-170мкм
Рентгеновский
2-100нм
12.
Ситовый метод определениягранулометрического состава > 40мкм
Ситовой анализатор
AS 200 «Retsch»
Cита с сетками фирмы «Retsch»
с размером ячеек 0,160; 0,100;
0,050 мм
Весы лабораторные
«ARA 2000»
Навеску (100г/50г) просеивают через набор сит.
Каждую фракцию высыпают и взвешивают.
Х- относ. содержание Ф%
Gф-массаФ;G-масса пробы
Х=(Gф/G)100
12
13.
Ситовый метод определениягранулометрического состава
N
Размер сита
Вес фракции г.
% весовой
1
0,160
16,18
16,18
2
0,100
77,71
77,71
3
0,050
4,17
4,17
4
*<0,050
1,10
1,10
Итого:
99,16
Должно быть не менее 98%
13
14.
15. Удельная поверхность
• Сумма наружныхповерхностей всех
частиц, составляющих
единицы массы
данного порошка
• 0.01 до 1м2/г
• От 20м2/г и более
Возрастает
• с уменьшением
размера частиц;
• Усложнением
формы;
• Увеличением
шероховатости
16. Методы измерения
• Газопроницаемость• Основаны на
фильтрации потока газа
через слой порошка с
известной
относительной
плотностью.
• Измерение
уд.поверхности
Газометр ГХ-1
17.
Технологические свойстваНасыпная плотность
Масса единицы
объема порошка при
свободной насыпке
г/см3
• Одна из важнейших
характеристик
порошка
• Определяет
габариты засыпной
полости
формующего
инструмента
(высоту прессформы)
18. Насыпная плотность
Зависит от• Природы порошка
• Угла естественного
откоса
• тем больше, чем выше
пикнометрическая
плотность и крупнее
частицы порошка,
• чем изометричнее их
форма
• Выступы и неровности
снижают насыпную
плотность
19.
• Угол естественного откоса дляметаллических порошков лежит в пределах
от 25 до 70° и зависит от плотности
укладки частиц при свободном заполнении
какого-то объема.
20. Истинная плотность/пикнометрическая
Высушенный пикнометр взвешивают (М)
Заполняют на 0.5-0.7 объема порошком
Взвешивают (М1)
Заливают пикнометрическую жидкость до 0,75-0.8
объема; смешивают и доливают до калибровачной
метки/керосин, спирт, ацетон и др.
• Взвешивают (М2)
21. Для порошковой металлургии важно
• Насыпная плотностьисходных порошков
существенно влияет на
прочность материала,
образованного при
уплотнении.
• Плотность зависит как
от размера, так и от
пористости частиц
микронного размера
• Даже при сферической
форме и одинаковом
размере частиц
реальная плотность 5560%теоретической
• Можно повысить ,
добавив наночастицы,
заполняющие часть
свободного объема
22. Плотность утряски
• Отношение массыпорошка к его
объему после
утряски по
определенной
программе.
23. Методы определения
• По ГОСТ 19440-94на волюмометре
• Канал
прямоугольного
сечения с
наклонными
перегородками
24. Текучесть порошка
Способность перемещаться
под действием силы тяжести
Определяют как время
истечения в секундах навески
порошка 50г через
калиброванное отверстие
2.5мм.(ГОСТ 20899-75 )
Учитывается при
определении автоматических
прессов (определяет время
заполнения формы)
• Ухудшается при
увлажнении порошка
• Увеличении удельной
поверхности и доли
мелких фракций
• Окисление поверхности
улучшает текучесть в связи
с уменьшением коэф
межчастичного трения.
25. Уплотняемость
• Способность к уменьшениюзанимаемого объема под
действием давления
• Оценивается по плотности
прессовок,
изготовленных при
давлении 200,400, 500 800
МПа в цилиндрической
пресс-форме
• Данные по уплотняемости
порошка заносят в таблицу
или графика зависимости
плотности прессовки от
давления прессования
26. Прессуемость
• Способность образовывать поддействием давления тел, имеющих
заданные размеры, форму и плотность
• Дает качественную оценку порошка
27. Формуемость
• способность порошкасохранить приданную
ему под воздействием
давления форму в
заданном интервале
значений пористости.
• Определяется путем
прессования навески и
последующего
установления
интервала пористости,
при которой
прессовки,
извлеченные из прессформы, не осыпаются
и не имеют расслоения
и трещин.
27