





















 Промышленность
ПромышленностьПохожие презентации:


")







Конвертерный цех № 1 ПАО «НЛМК»
1.
Конвертерный цех № 1 ПАО «НЛМК»2.
Основной целью производственно-хозяйственной деятельности КЦ-1 являетсяпроизводство стальных непрерывнолитых слябов, качество которых полностью
удовлетворяет ожиданиям и требованиям потребителей, по утверждённому
технологическому процессу при минимальных затратах материальных и
энергетических ресурсов, выполнение обязательств перед персоналом.
Конвертерный цех № 1 представляет собой комплекс технологически
связанных производственных участков с установленным в них технологическим,
подъемно-транспортным, вспомогательным и ремонтным оборудованием и
предназначен для производства стали следующих видов:
• углеродистые конструкционные;
• низкоуглеродистые автолистовые;
• особонизкоуглеродистые;
• низколегированные;
• электротехнические (изотропная и анизотропная).
Конвертерный цех №1 ОАО «НЛМК» был введен в работу 18 марта 1966 года.
В состав цеха входили: два миксера чугуна ёмкостью 1300тн, три конвертера ёмкостью
100тн с верхней продувкой кислородом, шесть установок непрерывной разливки стали
вертикального типа и склад слябов совмещённый со станом горячего проката.
Строительство кислородно-конвертерного цеха №1 выполнялось в две очереди. В
первую очередь, были построены конвертера №1, 2, 3 и установки непрерывной
разливки №4, 5, 6 (1966г.). Во вторую очередь, были пущены в эксплуатацию установки
непрерывной разливки стали №1, 2 и 3 (1967г.).
Впервые в мировой практике были связаны в единый технологический цикл
конвертера и непрерывная разливка.
3.
В дальнейшем поэтапно были построены и реконструированы ряд агрегатов:1972г.-1974г. Реконструкция МНЛЗ с установкой поворотных стендов.
1974г. Замена конвертеров на 160 тонные, переход на бесстопорную разливку стали.
1976г. Ввод в эксплуатацию комплекса внепечной обработки стали в составе: двух
дуговых электрошлакоплавильных печей, трёх установок по обработке жидкого
металла аргоном, оборудованных устройствами по вводу ферросплавов и алюминия.
1983г.-1985г. Замена импортных котлов-утилизаторов на отечественные ОКГ-180.
1987г. Ввод в эксплуатацию оборудования для комбинированной продувки металла в
конвертере и циркуляционного вакууматора (RH-OB).
1988г. Ввод в эксплуатацию 3-х печей для отжига слябов.
1989г. Ввод в эксплуатацию установки для скачивания шлака в миксерном отделении.
1991г. Ввод в эксплуатацию 3-х термических печей для отжига слябов.
1995г. Ввод в строй установки сушки сталеразливочных ковшей, футерованных
пекодоломитовыми огнеупорами (стенд обжига №1).
1998г. Ввод в эксплуатацию криволинейной МНЛЗ (УНРС-6) по проекту фирмы «ФАИ»
(Австрия) взамен одной из вертикальных и последующий вывод из эксплуатации ещё
двух вертикальных МНЛЗ.
1999г. Внедрение одного промежуточного ковша емкостью 23 тонны, вместо двух,
емкостью по 7 тонн каждый, на УНРС №2.
2001г. Пущена в работу УДМ-3Н.
2002г. Ввод в эксплуатацию криволинейной МНЛЗ(УНРС-4) по проекту фирмы «ФАИ»
(Австрия) взамен двух вертикальных. Пущены в работу УДМ №4 и 6.
4.
2004г. Проведена реконструкция циркуляционного вакууматора по проекту фирмы«VAI-Fucks»
2006г. Введены в строй 2 установки десульфурации чугуна (УДЧ) №1 и 2 проекта фирмы
«ESM» (США).
2009г. Проведена реконструкция газоотводящих трактов с заменой котлов
утилизаторов конвертеров №1 и 2 по проекту фирмы «Siemens-VAI».
2012г. Ввод в эксплуатацию двух агрегатов «печь-ковш».
2012г. Завершение реконструкции УНРС №3 вертикального типа.
2012г. Проведение реконструкции подъемно-поворотного стенда УНРС №6.
5.
Схема производства КЦ-1Шлаковый двор
Шихтовый двор
Жидкий чугун
Металлолом в т.ч. твердый чугун, скрап стальной, скрап чугунный
Миксер №1
Миксер №2
Конвертеры
Жидкий чугун
Шлакообразующие и
охладители
Флюидизированная
известь,
магний гранулированный
Ферросплавы,
порошковые
проволоки
раскислители,
шлакообразующие
Шлакообразующие и
охладители
Стальковш
Ферросплавы,
раскислители и ТШС
Стальковш
Ферросплавы,
раскислители и ТШС
Стальковш
Ферросплавы,
порошковые проволоки
УДМ №1
УПК
однопозиционные
Шлакообразующие и
охладители
УДЧ
Ферросплавы,
раскислители и ТШС
АЦВ
однопозиционный
№ 1, 2 ,3
УДМ №3
УДМ №2
Ферросплавы,
порошковые
проволоки
раскислители
Ферросплавы,
порошковые
проволоки
раскислители
УДМ №4
УНРС №2
Ферросплавы,
порошковые
проволоки
раскислители
УНРС №4
Ферросплавы,
порошковые
проволоки
раскислители
Крановые перемещения
УДМ №6
Перемещения сталевоза
УНРС №3
УНРС №6
Склад слябов
6.
7.
8.
Карта процесса производства в КЦ-1Для производства стали жидкий передельный
чугун в чугуновозных ковшах емкостью 100т
доставляют из доменных цехов, переливают в
миксер вместимостью 1300т, где происходит
усреднение по химсоставу и температуре. Чугун
сопровождается информацией по номеру ковша,
номеру выпуска, номеру доменной печи,
химическим составом и весом, хранящейся в
электронном виде и передающейся по внутренней
сети комбината. Далее чугун из миксера
выпускают в чугунозаливочный ковш.
Производится замер температуры и отбор пробы
на химический состав. Данные сохраняются в
электронном виде.
9.
Карта процесса производства в КЦ-1При производстве стали с ограничениями по массовой доле серы, а также при переработке чугуна с
повышенной массовой долей серы, чугун в чугунозаливочном ковше обрабатывают на установке
десульфурации чугуна (УДЧ). Операция десульфурации заключается в обработке чугуна десульфурирующими
реагентами (магнием гранулированным пассивированным и известью молотой флюидизированной), которые
вдуваются в него через погружную фурму в струе инертного газа (азота). При взаимодействии извести и магния
с серой образуются твердые нерастворимые соединения (CaS и MgS), которые переходят в шлак. По окончании
продувки производится скачивание шлака. По окончании обработки производится замер температуры и отбор
пробы на химический состав. Данные сохраняются в электронном виде.
10.
Карта процесса производства в КЦ-1Подготовленный металлический лом загружают в наклоненный
конвертер совками. После завалки лома конвертер
переводится в вертикальное положение и по тракту сыпучих
материалов в него подаются шлакообразующие материалы.
Информация по сортности металлолома, дате и времени
отгрузки передается в электронном виде по внутренней сети
комбината. Расход лома определяется условиями теплового
баланса плавки. Далее конвертер наклоняют и заливают
жидкий чугун. Основным идентификационным признаком
продукции является № плавки. Номер плавке, присваивается
диспетчером цеха после завалки металлошихты в конвертер.
Номер плавки состоит из 7 знаков.
– первый и второй знак – последние 2 цифры текущего года;
– третий-седьмой знаки – порядковый номер плавки, начиная
ежегодно с 00001 до 49999.
11.
Карта процесса производства в КЦ-1После заливки чугуна конвертер устанавливают в вертикальное положение, опускают в него кислородную
фурму, через которую вдувают технически чистый кислород. Для очистки образовавшихся во время продувки
конвертерных газов от пыли и утилизации их тепла конвертеры оборудованы газоотводящими трактами с
многоуровневыми системами обеспыливания и котлами-утилизаторами. После окончания продувки конвертер
наклоняют, отбирают пробу металла и шлака для определения химического состава, выполняют замер
температуры и/или окисленности (содержание растворенного кислорода). Если по результатам анализа и
замеров параметры расплава соответствуют заданным, плавку выпускают; в случае несоответствия – проводят
корректирующие операции. Данные сохраняются в электронном виде.
12.
Карта процесса производства в КЦ-1Твердые ферросплавы, присаживаемые в сталеразливочный ковш для предотвращения насыщения расплава
водородом, предварительно прокаливают в специализированных печах.
13.
Карта процесса производства в КЦ-1Выпуск плавки из конвертера производят через летку в предварительно нагретый сталеразливочный ковш,
очищенный от остатков металла и шлака. Во время выпуска металла в ковш присаживают раскислители,
ферросплавы и легирующие материалы, обеспечивающие получение расплава с химическим составом,
близким к среднему составу для данной марки стали. В конце выпуска плавки отсечку конвертерного шлака
производят с помощью систем отсечки шлака в КЦ-1 – конусом (дротиком) с применением системы Monocon.
14.
Карта процесса производства в КЦ-1Оставшийся в конвертере шлак сливают через горловину в шлаковые чаши, установленные под конвертером на
самоходных шлаковозах, наклоняя конвертер в противоположную от летки сторону. Такой слив исключает
размывание шлаком канала летки. После перемещения из- под конвертера шлаковые чаши краном
переставляются на шлаковозные лафеты для вывоза к шлаковым ямам.
15.
Карта процесса производства в КЦ-1Далее жидкая сталь подвергается внепечной обработке на специализированных агрегатах: установках доводки
металла (УДМ), агрегатах циркуляционного вакуумирования (АЦВ), агрегатах «печь-ковш» (АПК).
На УДМ производится продувка расплава аргоном в сталеразливочных ковшах для обеспечения равномерного
распределения элементов в объеме ковша, усреднение по температуре, корректировка химического состава
металла По ходу обработки производятся замеры температуры и отбор проб на химический состав. Данные
сохраняются в электронном виде.
16.
Карта процесса производства в КЦ-1Обработка металла на АЦВ производится с целью удаления газов из металла (дегазация раскисленного
металла) и обезуглероживания металла для производства стали с особо низким содержанием углерода
(дегазация нераскисленного металла). По ходу обработки производятся замеры температуры и отбор проб на
химический состав. Данные сохраняются в электронном виде.
17.
Карта процесса производства в КЦ-1Агрегат «печь-ковш» предназначен для подогрева металла, глубокого раскисления и десульфурации стали,
усреднения и корректировки по химическому составу и температуре. По ходу обработки производятся замеры
температуры и отбор проб на химический состав. Данные сохраняются в электронном виде.
18.
Карта процесса производства в КЦ-1После получения заданной температуры и результатов химического анализа металла, плавку передают на
установку непрерывной разливки стали (УНРС), где сталь разливается в металлические заготовки
прямоугольного сечения. В процессе разливки производится замер температуры и отбор пробы на химический
состав. Данные сохраняются в электронном виде.
19.
Карта процесса производства в КЦ-120.
Карта процесса производства в КЦ-1Затвердевшие непрерывнолитые заготовки на машинах газовой резки смесью природного газа и кислорода
разрезают специальными резаками на слябы заданной длины согласно заказам. Основным
идентификационным признаком продукции КЦ-1 является № плавки. Номер плавке, присваивается
диспетчером цеха после завалки металлошихты в конвертер ().
Номер плавки состоит из 7 знаков ().
– первый и второй знак – последние 2 цифры текущего года;
– третий-седьмой знаки – порядковый номер плавки, начиная ежегодно с 00001 до 49999.
Вспомогательным идентификационным признаком является номер единицы продукции, номер бригады, масса
и размеры продукции, номер заказа и другие признаки, который регистрируют в сопроводительном документе
(паспорте плавки, сертификате качества).
21.
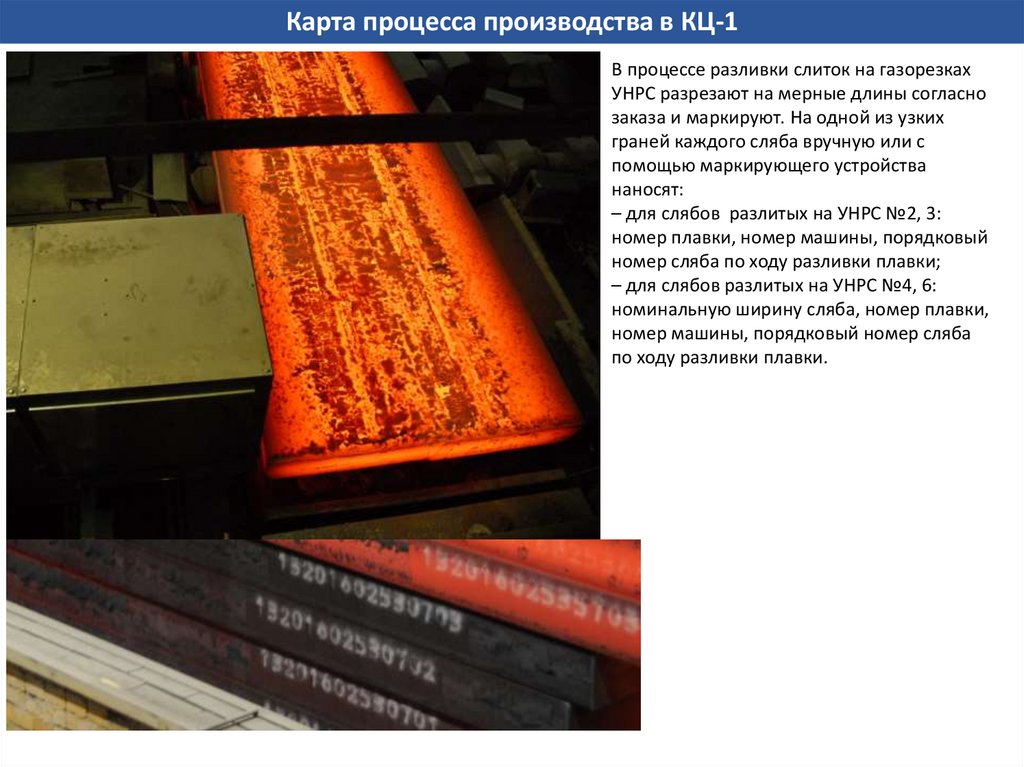
Карта процесса производства в КЦ-1В процессе разливки слиток на газорезках
УНРС разрезают на мерные длины согласно
заказа и маркируют. На одной из узких
граней каждого сляба вручную или с
помощью маркирующего устройства
наносят:
– для слябов разлитых на УНРС №2, 3:
номер плавки, номер машины, порядковый
номер сляба по ходу разливки плавки;
– для слябов разлитых на УНРС №4, 6:
номинальную ширину сляба, номер плавки,
номер машины, порядковый номер сляба
по ходу разливки плавки.
22.
Карта процесса производства в КЦ-1Замаркированные слябы по транспортной линии передают в отделение отделки слябов. Готовые слябы
отгружаются потребителям или передаются на стан горячей прокатки ПГП для дальнейшей обработки.
Сопроводительным документом позволяющим осуществить прослеживаемость продукции в КЦ-1 является
паспорт плавки. Паспорт плавки в электронном виде является документом, содержащим полный объём
информации по обработке единицы металлопродукции на отдельных технологических операциях (агрегатах), и
позволяющим осуществить прослеживаемость единицы металлопродукции при производстве.
На все отгружаемые слябы оформляются сертификаты качества.
23.
Карта процесса производства в КЦ-1В стратегии управления качеством одним из важнейших инструментов является метод статистического
управления процессами. Метод используют в производственных процессах для контроля за свойствами изделий,
а также параметров процессов, влияющих на эти свойства.
Основным понятием является изменчивость, вызванная рядом самых разнообразных причин, присутствующих в
процессе. Под воздействием этих причин отдельно оцениваемые показатели отличаются между собой, а их
совокупность образует разброс (распределение) процесса. Таким образом, обеспечение минимального разброса
и стабильности процесса, позволяет добиться стабильного качества выпускаемой продукции, стабилизации
технологии на всех этапах производства, стабилизации качества сырья и материалов. Основным инструментом
являются контрольные карты. На данный момент в КЦ-1 в анализе находится 141 карта и 196 находится в
визуализации.