
 Промышленность
ПромышленностьПохожие презентации:










Технология производства стали в конвертерном цехе №2 ПАО «НЛМК»
1.
Выпускная квалификационная работабакалавра
«Изучение технологии и оборудования
производства стали в КЦ-2 ПАО «НЛМК»
студент гр. ОЗ-ЧМ-21-1
Руководитель работы:
Климов Максим Александрович
Роготовский Александр Николаевич
2.
Стандартная конвертерная плавка1-я стадия – загрузка твердой шихты и заливка жидкого чугуна. Момент соприкосновения
железоуглеродистого расплава с твердым металлоломом соответствует началу двух процессов:
а) намораживание чугуна на холодный металлолом;
б) последующее расплавление лома.
При достижении теплового равновесия начинается плавление лома.
Плавление лома в течение большей части периода продувки происходит, как правило, в
диффузионном режиме. По данным промышленных исследований, при интенсивности продувки
2-4 м3/(т•мин) продолжительность диффузионного периода 10-15 мин, а скорость плавления лома
1-18 мм/мин. В случае продувки ванны снизу, а также при увеличении интенсивности продувки
скорость плавления заметно возрастает. При достижении расплавом температур ликвидуса
скорость плавления лома резко возрастает и практически не зависит от содержания углерода.
2-я стадия – «пусковой период», включающий процессы образования большой массы
жидкой фазы и перегрева ее над ликвидусом до уровня, обеспечивающего протекание реакции
окисления углерода. Момент начала этой реакции конвертерщики часто называют моментом
«зажигания» плавки.
3-я стадия – период интенсивного обезуглероживания в стационарном режиме – время от
момента «зажигания» плавки до заметного замедления реакции обезуглероживания.
4-я стадия – заключительная, включает процессы: прекращение продувки, подъем фурмы,
повалка конвертера и выпуск стали.
2
3.
Состав конвертерного цеха №2 ПАО «НЛМК»В
состав
цеха
входят
следующие
основные
производственные отделения и участки:
– миксерный участок (МУ);
– шихтовых участок (ШУ);
– участок десульфурации чугуна (УДЧ);
– шлаковый участок (ШУ);
– участок выплавки стали (УВС);
– участок внепечной обработки стали (УВОС);
– участок разливки стали (УРС);
– участок отделки слябов (УОС).
3
4.
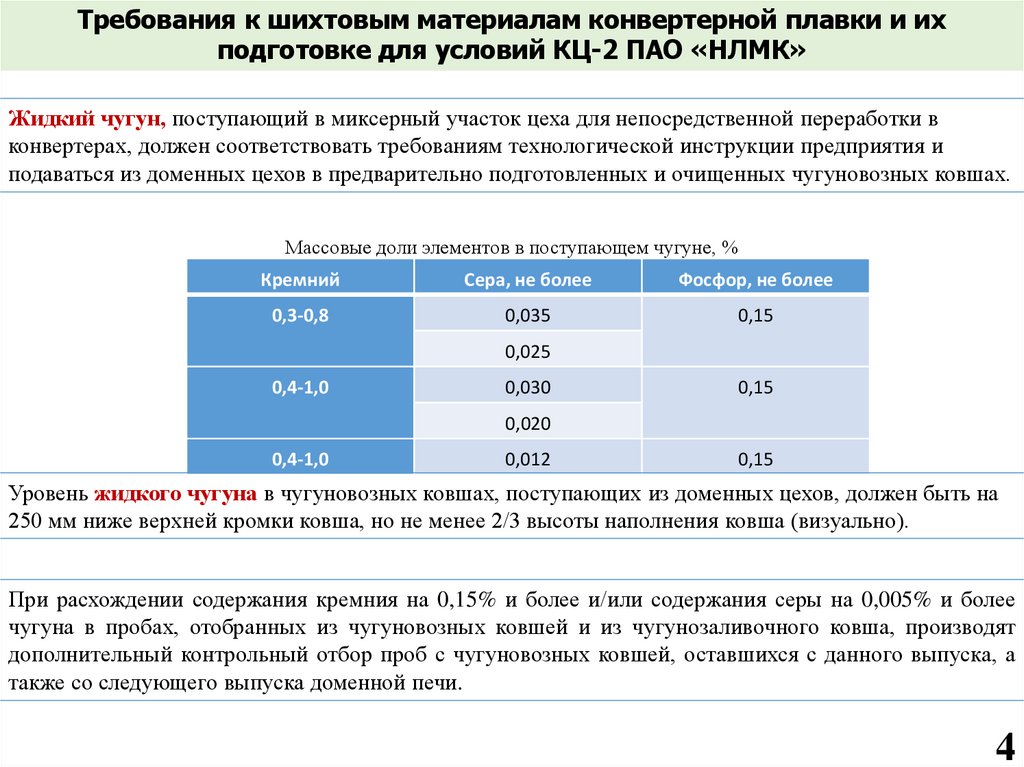
Требования к шихтовым материалам конвертерной плавки и ихподготовке для условий КЦ-2 ПАО «НЛМК»
Жидкий чугун, поступающий в миксерный участок цеха для непосредственной переработки в
конвертерах, должен соответствовать требованиям технологической инструкции предприятия и
подаваться из доменных цехов в предварительно подготовленных и очищенных чугуновозных ковшах.
Массовые доли элементов в поступающем чугуне, %
Кремний
Сера, не более
Фосфор, не более
0,3-0,8
0,035
0,15
0,025
0,4-1,0
0,030
0,15
0,020
0,4-1,0
0,012
0,15
Уровень жидкого чугуна в чугуновозных ковшах, поступающих из доменных цехов, должен быть на
250 мм ниже верхней кромки ковша, но не менее 2/3 высоты наполнения ковша (визуально).
При расхождении содержания кремния на 0,15% и более и/или содержания серы на 0,005% и более
чугуна в пробах, отобранных из чугуновозных ковшей и из чугунозаливочного ковша, производят
дополнительный контрольный отбор проб с чугуновозных ковшей, оставшихся с данного выпуска, а
также со следующего выпуска доменной печи.
4
5.
Требования к шихтовым материалам конвертерной плавки и ихподготовке для условий КЦ-2 ПАО «НЛМК»
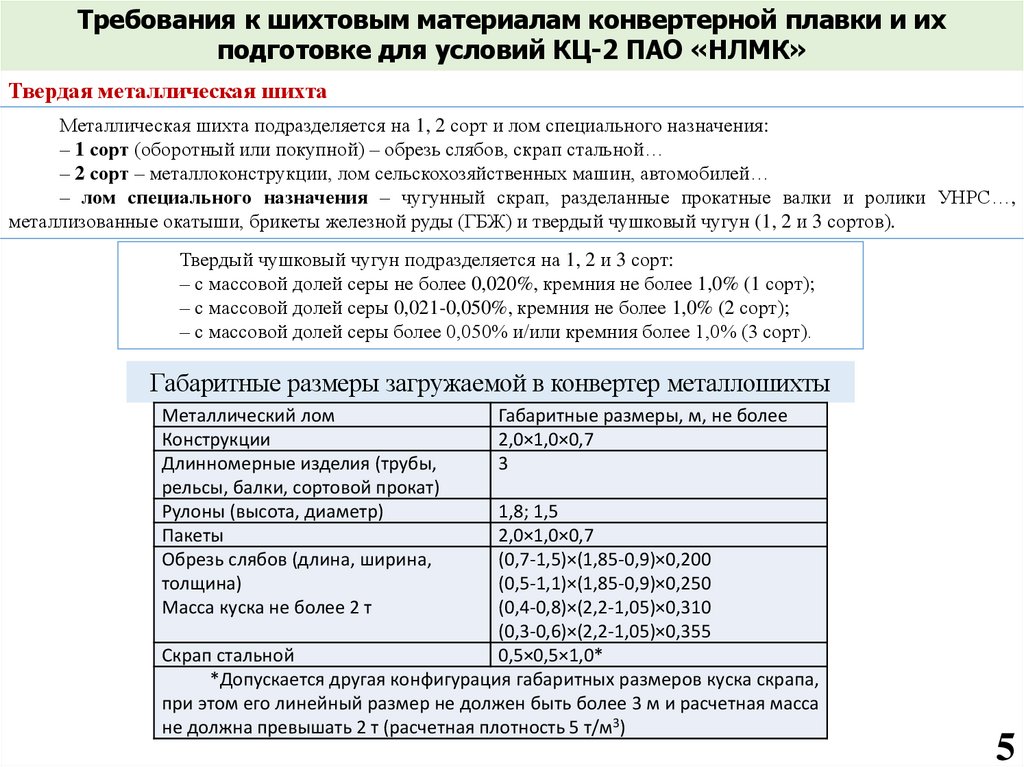
Твердая металлическая шихта
Металлическая шихта подразделяется на 1, 2 сорт и лом специального назначения:
– 1 сорт (оборотный или покупной) – обрезь слябов, скрап стальной…
– 2 сорт – металлоконструкции, лом сельскохозяйственных машин, автомобилей…
– лом специального назначения – чугунный скрап, разделанные прокатные валки и ролики УНРС…,
металлизованные окатыши, брикеты железной руды (ГБЖ) и твердый чушковый чугун (1, 2 и 3 сортов).
Твердый чушковый чугун подразделяется на 1, 2 и 3 сорт:
– с массовой долей серы не более 0,020%, кремния не более 1,0% (1 сорт);
– с массовой долей серы 0,021-0,050%, кремния не более 1,0% (2 сорт);
– с массовой долей серы более 0,050% и/или кремния более 1,0% (3 сорт).
Габаритные размеры загружаемой в конвертер металлошихты
Металлический лом
Конструкции
Длинномерные изделия (трубы,
рельсы, балки, сортовой прокат)
Рулоны (высота, диаметр)
Пакеты
Обрезь слябов (длина, ширина,
толщина)
Масса куска не более 2 т
Габаритные размеры, м, не более
2,0×1,0×0,7
3
1,8; 1,5
2,0×1,0×0,7
(0,7-1,5)×(1,85-0,9)×0,200
(0,5-1,1)×(1,85-0,9)×0,250
(0,4-0,8)×(2,2-1,05)×0,310
(0,3-0,6)×(2,2-1,05)×0,355
Скрап стальной
0,5×0,5×1,0*
*Допускается другая конфигурация габаритных размеров куска скрапа,
при этом его линейный размер не должен быть более 3 м и расчетная масса
не должна превышать 2 т (расчетная плотность 5 т/м3)
5
6.
Требования к охладителям, теплоносителям и шлакообразующимматериалам
Материал
Марка,
Сорт
Массовая доля, %
категория
CaO+MgO,
MgO,
не менее
не более
Потери при
прокаливании, не
более
Известь
ИС-1
ИС-2*
Доломит
1
92
6
5
2
90
6
7
1
88
CaO+MgO,
6
MgO,
8
не менее
не более
Металлургический
Потери при
прокаливании, не
более
90
Ошлакованный
CaO, не более
MgO,
30
5
SiO2, не более
Потери при
не более
прокаливании, не
более
65
30
6,5
3,5
* – используют при переработке повышенного количества чугуна в составе металлической шихты.
Охладители и шлакообразующие материалы должны быть воздушно сухими.
Размер кусков плавикового шпата (ГОСТ 29220-91) должен быть от 10 до 80 мм. Массовая доля
фракций с размером кусков менее 10 мм и более 80 мм должна составлять не более 10% каждой.
В качестве основных шлакообразующих материалов в конвертере применяют известь
металлургическую и доломит (металлургический или ошлакованный).
6
7.
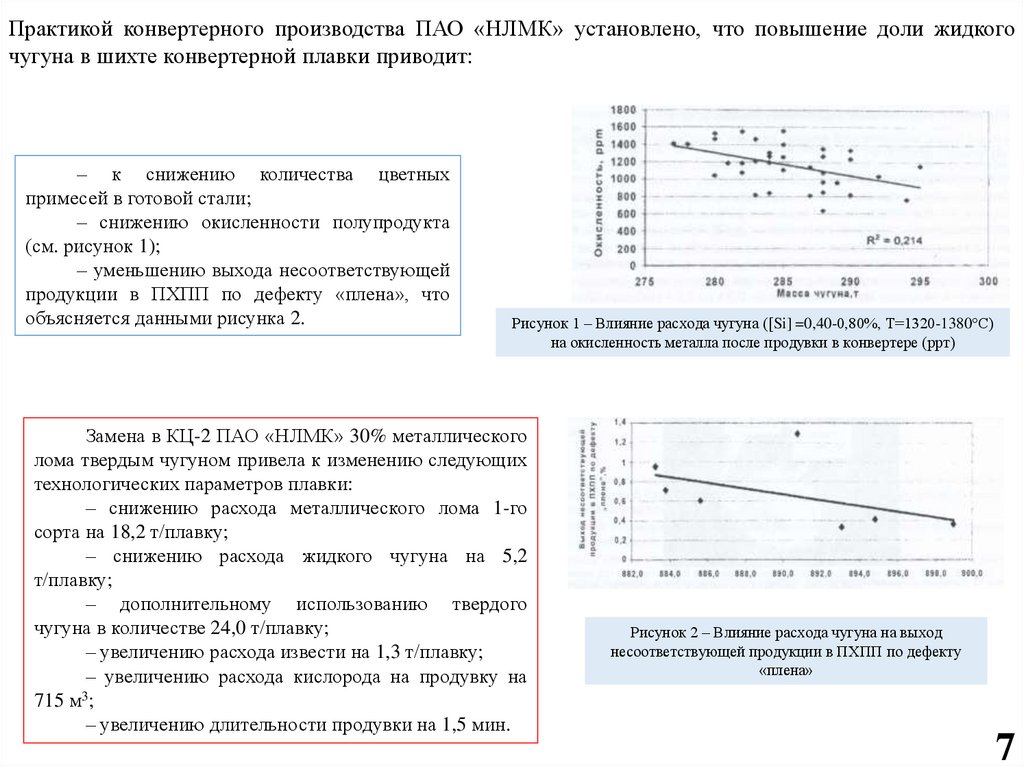
Практикой конвертерного производства ПАО «НЛМК» установлено, что повышение доли жидкогочугуна в шихте конвертерной плавки приводит:
– к снижению количества цветных
примесей в готовой стали;
– снижению окисленности полупродукта
(см. рисунок 1);
– уменьшению выхода несоответствующей
продукции в ПХПП по дефекту «плена», что
объясняется данными рисунка 2.
Рисунок 1 – Влияние расхода чугуна ([Si] =0,40-0,80%, Т=1320-1380°С)
на окисленность металла после продувки в конвертере (ррт)
Замена в КЦ-2 ПАО «НЛМК» 30% металлического
лома твердым чугуном привела к изменению следующих
технологических параметров плавки:
– снижению расхода металлического лома 1-го
сорта на 18,2 т/плавку;
– снижению расхода жидкого чугуна на 5,2
т/плавку;
– дополнительному использованию твердого
чугуна в количестве 24,0 т/плавку;
– увеличению расхода извести на 1,3 т/плавку;
– увеличению расхода кислорода на продувку на
3
715 м ;
– увеличению длительности продувки на 1,5 мин.
Рисунок 2 – Влияние расхода чугуна на выход
несоответствующей продукции в ПХПП по дефекту
«плена»
7
8.
Шихтовка плавки, порядок загрузки шихтовых материалов в конвертер иподготовка конвертера к продувке плавок
Садка конвертера состоит из чугуна и твёрдой металлической шихты,
при этом устанавливают:
– массу садки в количестве (360±3) т, в том числе массу жидкого чугуна
(Мчуг) в количестве 250-310 т; массу твёрдой металлической шихты в
количестве (Млом) 50-110 т для последующей обработки на УДМ;
– массу садки с дальнейшей обработкой на агрегатах печь-ковш и
циркуляционного
вакуумирования
выбирают
в
соответствии
с
технологической инструкцией КЦ-2 ПАО «НЛМК».
При этом массу садки допускается снижать на 4-10 т на последующей
плавке для обеспечения опорожнения от расплава конвертера.
Расчетная масса «полновесной» плавки жидкой стали в конвертере
составляет 0,91 от массы садки конвертера.
8
9.
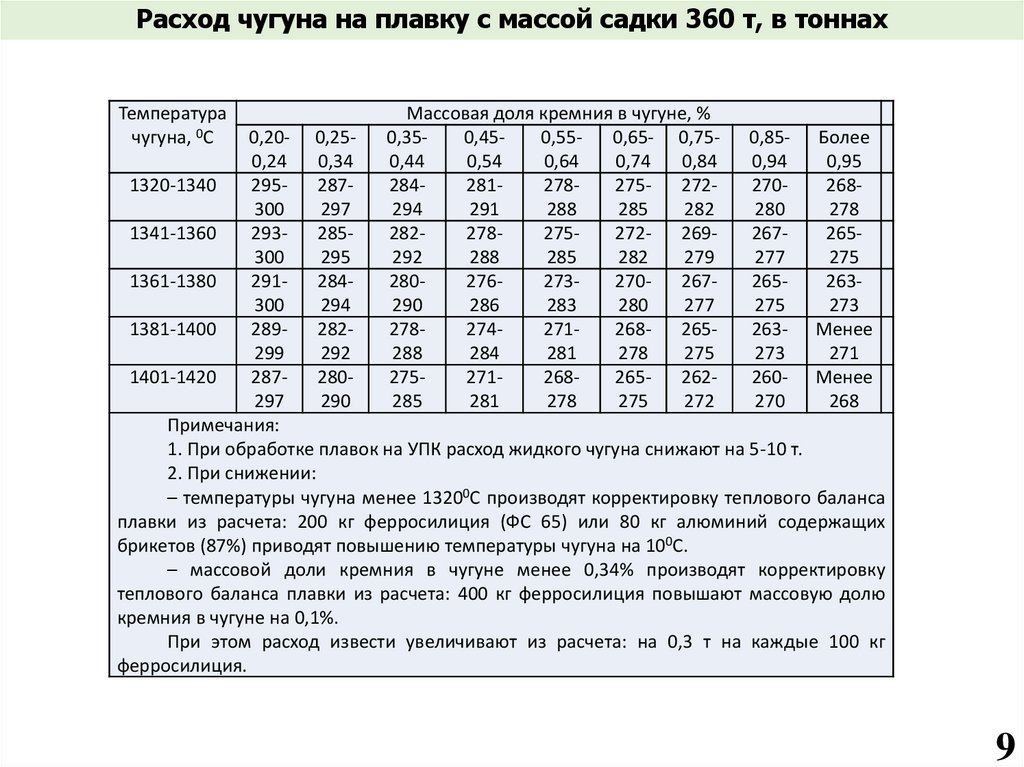
Расход чугуна на плавку с массой садки 360 т, в тоннахТемпература
чугуна, 0С
Массовая доля кремния в чугуне, %
0,350,450,550,65- 0,750,44
0,54
0,64
0,74
0,84
284281278275- 272294
291
288
285
282
282278275272- 269292
288
285
282
279
280276273270- 267290
286
283
280
277
278274271268- 265288
284
281
278
275
275271268265- 262285
281
278
275
272
0,20- 0,250,85- Более
0,24
0,34
0,94
0,95
1320-1340
295- 287270268300
297
280
278
1341-1360
293- 285267265300
295
277
275
1361-1380
291- 284265263300
294
275
273
1381-1400
289- 282263- Менее
299
292
273
271
1401-1420
287- 280260- Менее
297
290
270
268
Примечания:
1. При обработке плавок на УПК расход жидкого чугуна снижают на 5-10 т.
2. При снижении:
– температуры чугуна менее 13200С производят корректировку теплового баланса
плавки из расчета: 200 кг ферросилиция (ФС 65) или 80 кг алюминий содержащих
брикетов (87%) приводят повышению температуры чугуна на 100С.
– массовой доли кремния в чугуне менее 0,34% производят корректировку
теплового баланса плавки из расчета: 400 кг ферросилиция повышают массовую долю
кремния в чугуне на 0,1%.
При этом расход извести увеличивают из расчета: на 0,3 т на каждые 100 кг
ферросилиция.
9
10.
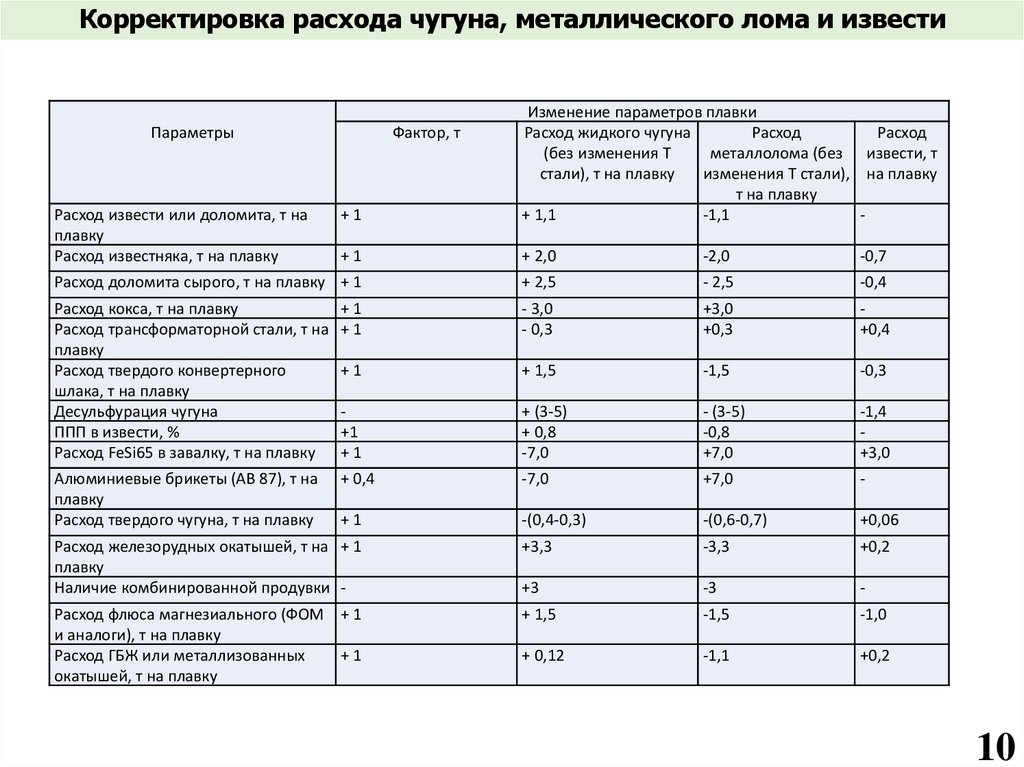
Корректировка расхода чугуна, металлического лома и извести+1
Изменение параметров плавки
Расход жидкого чугуна
Расход
Расход
(без изменения Т
металлолома (без извести, т
стали), т на плавку
изменения Т стали), на плавку
т на плавку
+ 1,1
-1,1
-
+1
+ 2,0
-2,0
-0,7
Расход доломита сырого, т на плавку + 1
+ 2,5
- 2,5
-0,4
Расход кокса, т на плавку
Расход трансформаторной стали, т на
плавку
Расход твердого конвертерного
шлака, т на плавку
Десульфурация чугуна
ППП в извести, %
Расход FeSi65 в завалку, т на плавку
+1
+1
- 3,0
- 0,3
+3,0
+0,3
+0,4
+1
+ 1,5
-1,5
-0,3
+1
+1
+ (3-5)
+ 0,8
-7,0
- (3-5)
-0,8
+7,0
-1,4
+3,0
Алюминиевые брикеты (АВ 87), т на
плавку
Расход твердого чугуна, т на плавку
+ 0,4
-7,0
+7,0
-
+1
-(0,4-0,3)
-(0,6-0,7)
+0,06
Расход железорудных окатышей, т на + 1
плавку
Наличие комбинированной продувки -
+3,3
-3,3
+0,2
+3
-3
-
Расход флюса магнезиального (ФОМ + 1
и аналоги), т на плавку
Расход ГБЖ или металлизованных
+1
окатышей, т на плавку
+ 1,5
-1,5
-1,0
+ 0,12
-1,1
+0,2
Параметры
Расход извести или доломита, т на
плавку
Расход известняка, т на плавку
Фактор, т
10
11.
Дутьевой режим плавки в конвертереВ КЦ-2 ПАО «НЛМК» используются 5-сопловые сварные фурмы с расходом кислорода
до 1000 м3/мин, углом наклона сопел 16°, которые не обеспечивают расчетный режим
истечения струй (h = 1,46-5,81), стойкость головок фурм пока 80-120 плавок.
Продувку металла в конвертере производят технологическим газом через головку фурмы
через пять или шесть технологических сопел (сопла типа «Лаваля» со сверхзвуковой скоростью
истечения). В качестве технологических газов используют: кислород (основной газ) или азот.
Кислород газообразный технологический подают с давлением в сети 15-16 кгс/см2 (1,5-1,6
МПа), объёмная доля кислорода (О2) должна быть не менее 99,5% (по расчету после определения
примесей), объёмная доля азота (N2) – не более 0,05%.
Азот газообразный подают с давлением в сети 16-23 кгс/см2 (1,6-2,3 МПа).
Продувку металла кислородом на конвертере №1 проводят по режиму с частичным
дожиганием – основной режим работы, а при нарушении работы механизма подъема «юбки» изза заметалливания его элементов производят в аварийном режиме работы.
Регламент работы в режиме с частичным дожиганием отходящих газов на конвертере №1 (осуществляют
по одной из стандартных технологических схем продувки, заложенных в систему управления конвертерной
плавкой) – основной режим работы:
– объёмный расход кислорода устанавливают в пределах 1000-1300 м3/мин, при этом в период
интенсивного обезуглероживания ванны допускается снижение объёмного расхода кислорода до 900 м3/мин, и
продувка производится с опущенной «юбкой»;
– нормальная продолжительность продувки в режиме с частичным дожиганием отходящих газов должна
быть в пределах 14-18 мин.
11
12.
Дутьевой режим плавки в конвертереПорядок действий в условиях нормальной эксплуатации оборудования:
– продувку начинают с зажигания плавки;
– в случае если плавка в течение 90 с после начала продувки не зажглась, поднимают фурму,
отключают подачу кислорода, качают конвертер и возобновляют продувку;
– подачу шлакообразующих материалов и охладителей начинают производить не ранее, чем
через 1 мин после зажигания плавки или возобновления продувки и заканчивают за 2 мин до её
окончания;
– подача сыпучих материалов в период интенсивного обезуглероживания допускается в
количествах не более 1 т,
– азота на уплотнение течек сыпучих ниже требуемых параметров, регламентируемых
инструкциями предприятия;
– подъем юбки в конце продувки производят за 1-2 мин до окончания продувки,
руководствуясь количеством израсходованного кислорода и при снижении объемной доли оксида
углерода менее 2%;
– окончание продувки производят при достижении оксида углерода и/или двуокиси углерода
в отходящих газах в соответствии технологической инструкцией цеха.
– додувку плавки производят при поднятой юбке.
12
13.
Удаление в процессе продувки примесей чугуна, шлакообразование вконвертере
На ПАО «НЛМК» разработана и внедрена технология производства низколегированной стали с массовой
долей серы 0,003-0,005% без использования агрегатов «ковш-печь». Для увеличения степени десульфурации
металла в конвертере и получения оптимального химического состава шлака и металла после продувки был
разработан регламент дутьевого и шлакового режима плавки с учетом:
– активности кислорода в металле и шлаке;
– основности шлака;
– массовой доли компонентов, увеличивающих сульфидную емкость шлака;
– массы образующего шлака.
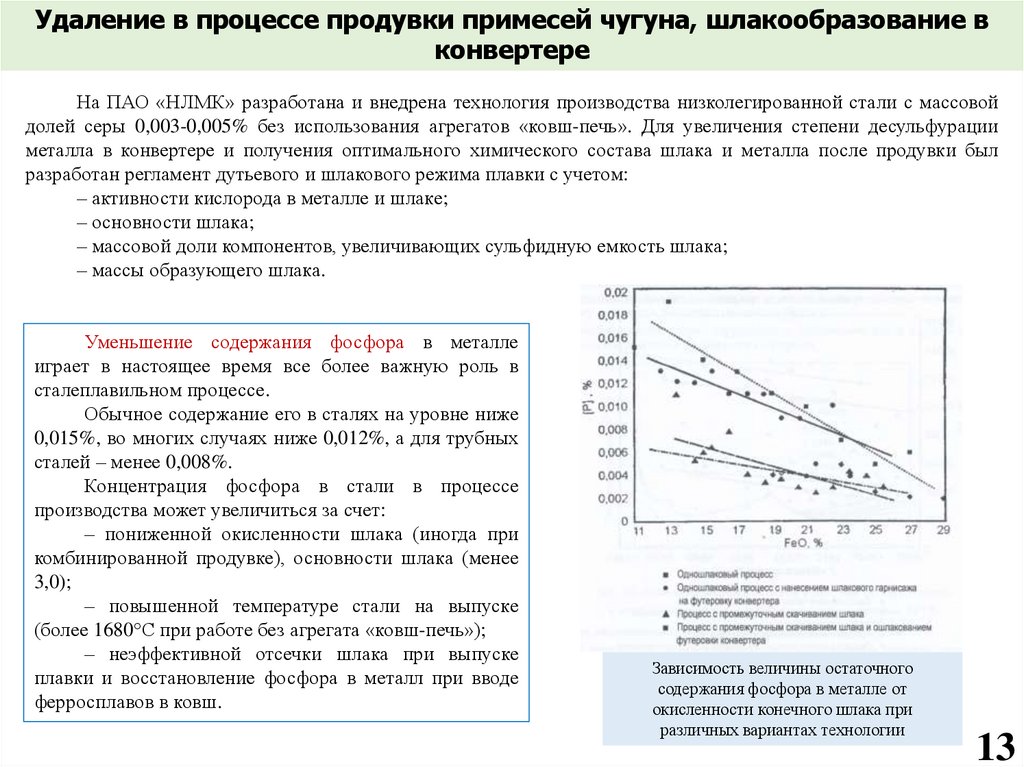
Уменьшение содержания фосфора в металле
играет в настоящее время все более важную роль в
сталеплавильном процессе.
Обычное содержание его в сталях на уровне ниже
0,015%, во многих случаях ниже 0,012%, а для трубных
сталей – менее 0,008%.
Концентрация фосфора в стали в процессе
производства может увеличиться за счет:
– пониженной окисленности шлака (иногда при
комбинированной продувке), основности шлака (менее
3,0);
– повышенной температуре стали на выпуске
(более 1680°С при работе без агрегата «ковш-печь»);
– неэффективной отсечки шлака при выпуске
плавки и восстановление фосфора в металл при вводе
ферросплавов в ковш.
Зависимость величины остаточного
содержания фосфора в металле от
окисленности конечного шлака при
различных вариантах технологии
13
14.
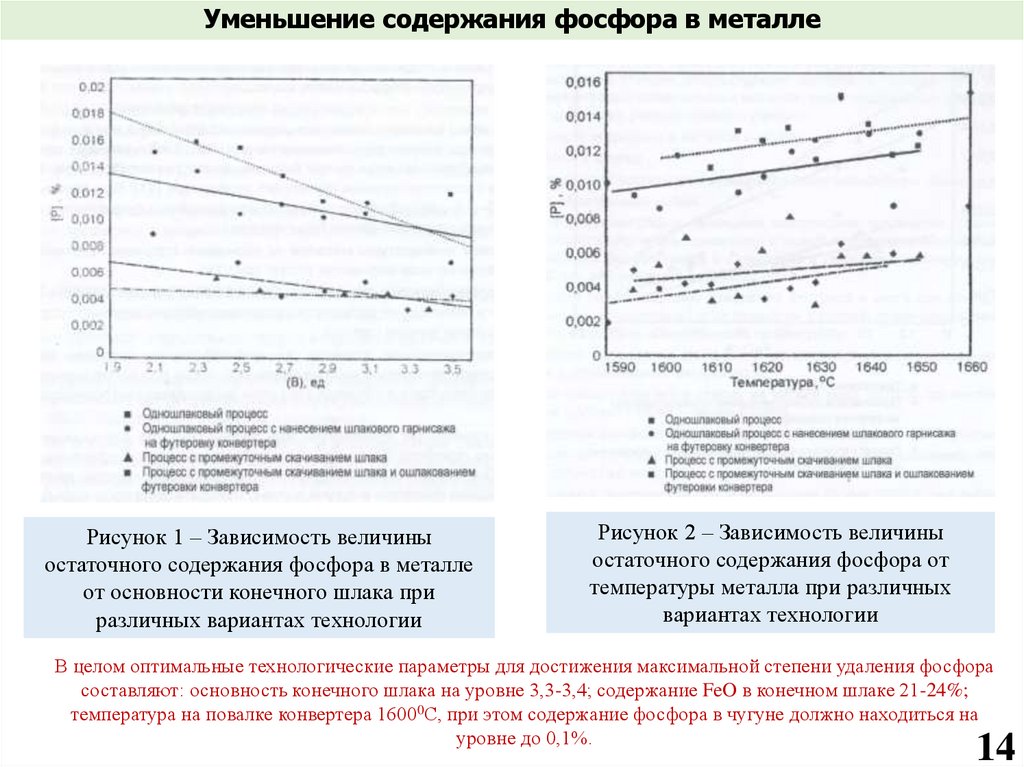
Уменьшение содержания фосфора в металлеРисунок 1 – Зависимость величины
остаточного содержания фосфора в металле
от основности конечного шлака при
различных вариантах технологии
Рисунок 2 – Зависимость величины
остаточного содержания фосфора от
температуры металла при различных
вариантах технологии
В целом оптимальные технологические параметры для достижения максимальной степени удаления фосфора
составляют: основность конечного шлака на уровне 3,3-3,4; содержание FeO в конечном шлаке 21-24%;
температура на повалке конвертера 16000С, при этом содержание фосфора в чугуне должно находиться на
уровне до 0,1%.
14
15.
Корректировка температуры и химического состава металла в конвертере, такжекорректировка физических параметров шлака (вязкости)
При получении массовой доли углерода выше требуемой производят скачивание шлака из конвертера.
Далее производят додувку металла из расчёта снижения массовой доли углерода на 0,02-0,04% в минуту.
При этом положение фурмы устанавливают на 0,1-0,3 м ниже требований инструкции.
При получении массовой доли фосфора или серы выше требуемой в конвертер присаживают известь
и плавиковый шпат в количестве 1-4 т и 0,2-1,0 т, соответственно. Далее производят додувку металла в
течение 0,5-3,0 мин, при этом положение фурмы устанавливают на 0,1-0,3 м выше требований инструкции.
При получении температуры металла ниже требуемой производят скачивание шлака, далее
производят додувку из расчёта: 1 минута продувки повышает температуру металла на 20-300С.
Для снижения температуры металла в конвертере:
– при получении температуры выше требуемой на 5-300С производят
продувку азотом через кислородную многосопловую фурму в течение 0,5-3,0
мин с расходом 500-800 м3/мин;
– при получении температуры выше требуемой на 31-500С производят
продувку азотом через кислородную фурму в течение 2,0-3,0 мин при этом
перед продувкой азотом присаживают известь или доломит (металлургический
или ошлакованный) в количестве 1-4 т на плавку, из расчета: 1 т на плавку
дополнительно снижают температуру металла на 50С.
После охлаждения плавки производят повалку конвертера и повторно
измеряют температуру металла, а после проведения додувки – измеряют
температуру и отбирают пробу металла и шлака.
15
16.
Заключение1. В работе изучены требования к шихтовым
материалам конвертерной плавки и их подготовке для
условий КЦ-2 ПАО «НЛМК».
2. Рассмотрены элементы современной технологии
выплавки стали в конверторах КЦ-2 ПАО «НЛМК», в том
числе шихтовку плавки; порядок загрузки шихтовых
материалов в конвертер и подготовка конвертера к
продувке плавок; дутьевой и шлаковый режимы плавки в
конвертере; корректировку температуры и химического
состава металла в конвертере, также корректировку
физических параметров шлака (вязкости).
3. Изучено основное технологическое оборудование
КЦ-2 ПАО «НЛМК».
16