








































 Промышленность
ПромышленностьПохожие презентации:










Литейное производство как один из технологических процессов получения металлических изделий
1. Литература
Литейное производство: учеб./ В.Д.Белов и др.; под общ. ред.В.Д.Белова - М.: Изд. Дом МИСиС, 2015. – 487 с.
Базлова Т.А., Лактионов С.В. Металлургические технологии.
Литейное производство. Лабораторный практикум. – М. МИСиС,
2011. № 1939.
Курдюмов А.В., Белов В.Д., Пикунов М.В. И др. Производство
отливок из сплавов цветных металлов. – М.: Изд. Дом МИСиС,2011
Курдюмов А.В., Пикунов М.В., Чурсин В.М. Литейное производство
цветных и редких металлов.- М.: Металлургия, 1982.-352 с.
Курдюмов А.В. и др. Лабораторные работы по технологии литейного
производства. М.: Машиностроение, 1990. – 272 с.
Для домашнего задания
Бауман Б.В., Балашова Н.П. Технологические основы литейного
производства. Учеб. пособие. -М.: МИСиС,2003.- 156с.
Цветное литье: Справочник./ Под общ. ред. Н.М.Галдина.-М.:
Машиностроение, 1989.-528 с.
1
2. Литейное производство как один из технологических процессов получения металлических изделий. История развития литейного производства
23. Способы получения металлических изделий
ЛитьеРезание
Электроискровая (эрозионная)
обработка
Обработка давлением
Порошковая металлургия
Гальванопластика
3
4.
Сущность технологии получения отливокзаключается в том, что расплавленный и
перегретый сплав заданного состава
заливается в литейную форму,
внутренняя полость которой с
максимальной степенью приближения
воспроизводит конфигурацию и размеры
будущего изделия. При охлаждении
металл затвердевает и в твердом
состоянии сохраняет очертания той
полости, в которую он был залит.
4
5. Литьё - это промышленные изделия
Автомобилестроение:блоки цилиндров и поршни,
корпуса редукторов и мостов,
коленчатые валы, диски колес
и др.
6.
Судостроение:гребной винт и якорь корабля,
механизмы управления
потоками жидкостей и газов
7.
Железнодорожный транспорт:рама тележки вагона,
детали автосцепки,
тюбинги для тоннелей
8.
Авиация и космонавтика:детали двигателей, корпусов …..
9. Литьё - это предметы быта
Посуда:сковороды и утятницы,
котелки и ковшики,
бытовая техника и
приспособления
10.
Камины и печи:дверцы и задвижки,
плиты и колосники,
порталы и духовки,
радиаторы отопления
11. Литьё - это художественные изделия
Скульптура:памятники, бюсты,
интерьерные композиции,
садовые фигуры
12.
Декор и дизайн:фонари и ограды,
опоры скамеек, вазы
13.
Мебель, лестницы14.
ювелирные изделия15.
Ритуальные предметы:церковная утварь, колокола,
надгробия и ограды,
подсвечники
16. Литьё - это современные информационные технологии
Компьютерное моделирование процессов литейного производства:результат применения накопленного потенциала математики, физики,
химии и достижений компьютерной техники
Современные технологии ускоренной подготовки литейного
производства
17.
Современные технологии ускореннойподготовки литейного производства
Лазерная
стериолитография
Оптическая
оцифровка
Трехмерная печать
18. Объем производства литья в мире в 2008г.
млн25
Ежегодно в мире производитсся
~76 млн.тонн литья.
24
20
15
14
10
6,7
6
5
5
4
3,5
2,5
2
2
1
Ин
ди
я
Ф
ра
нц
ия
Ит
ал
ия
Бр
аз
ил
Ю
ия
ж
на
я
Ко
ре
я
Ук
ра
ин
а
я
Яп
он
ия
Ге
рм
ан
ия
Ро
сс
и
А
СШ
Ки
та
й
0
18
19.
20.
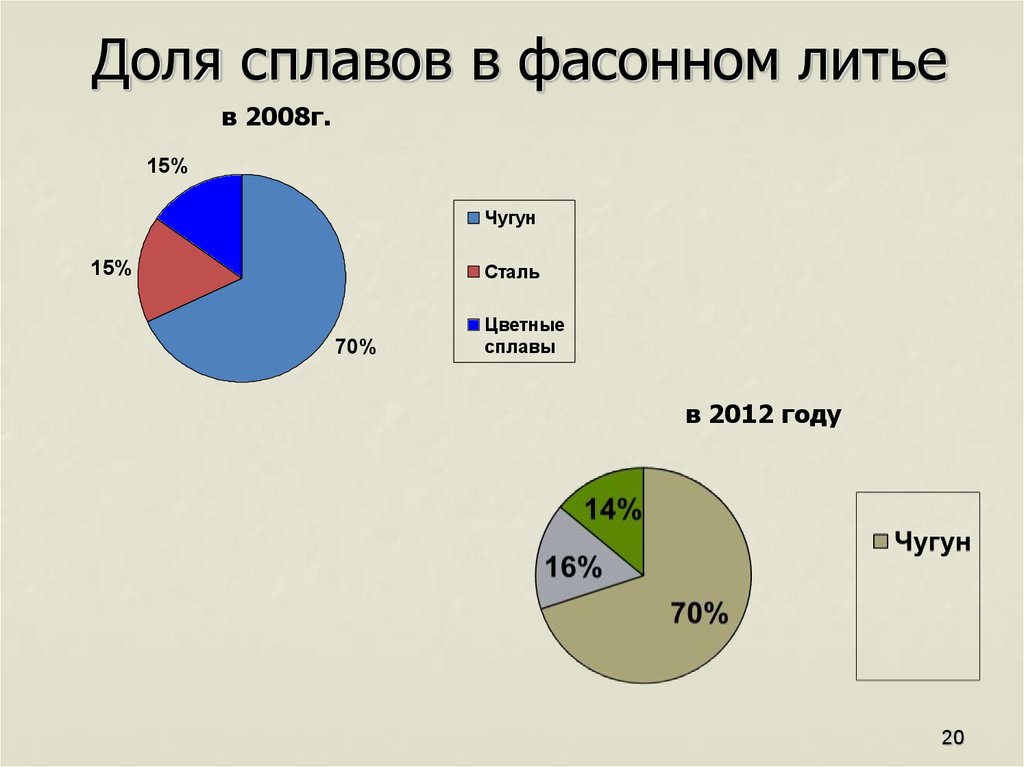
Доля сплавов в фасонном литьев 2008г.
15%
Чугун
15%
Сталь
70%
Цветные
сплавы
в 2012 году
20
21.
Распределение отливок по сплавам в2008г.:
Чугун (всего)
: 4.9 млн.т – 70%
Серый чугун
Высокопрочный чугун
Ковкий чугун
Спец. чугуны
: 3.10 млн.т
: 1.16 млн.т
: 0.12 млн.т
: 0.52 млн.т
Углеродистая сталь
Легированная сталь
: 0.6 млн.т
: 0.3 млн.т
Сталь (всего)
: 0.9 млн.т – 15%
Цветные сплавы (всего) : 0.9 млн.т – 15%
Алюминиевые
Магниевые
Медные
Цинковые
Прочие
:
:
:
:
:
0.60 млн.т
0.09 млн.т
0.15 млн.т
0.02 млн.т
0.04 млн.т
21
22.
Распределение литья по сплавамЧугун - 70%
Сталь – 15%
Цветные -15%
2008 г.
Углеродистая
СЧ
ВЧ
Ковкий
Легированная
Алюминиевые
Магниевые
Цинковые
Другие
Медные
Спец.
2012 г.
22
23.
Объемы производства отливокОбщее число литейных предприятий: 1250 – произвели в 2012 – 4,3
млн. тонн отливок, при этом экспорт составил около 3%
24.
Производство отливок из цветныхметаллов
25.
Производство отливок по областям в2012 году.
26. Получение простейших отливок литьем в открытые формы
Получение оттиска в почвеДревняя отливка. 2500 г. до н. э.
26
27. Каменные литейные формы
2728. Литейная мастерская в древнем Египте
Роспись из гробницы в Фивах. XVI – XIV вв. до н. э.28
29. Бронзовые изделия скифских литейщиков
2930. Литые чудеса света
Колосс РодосскийСтатуя Зевса в Олимпии
30
31. Царь- Колокол
ЦарьКолоколАвторы –
Иван и Михаил
Моторины
Год создания –
1733 – 1735
Вес – 201 т 924 кг
Высота колокола –
6 метров 14 см,
Диаметр – 6 м 60 см.
Сплав содержит 84,51 % меди, 13,21 % олова, 1,25 % серы.
В виде примесей в нем имеет ся около 72 кг золот а, 525 кг серебра.
31
32. Крупнейшие колокола мира
3233. Старинная пушка
3334. Царь-Пушка
Автор – Андрей ЧоховГод создания – 1596
Вес – 2400 пудов (40 тонн),
а каждого ядра – около 2 тонн
Общая длина ствола – 5 метров 34 сантиметра,
калибр у дульного среза – 890 миллиметров.
34
35. Царь-отливки
Царь-колоколЦарь-пушка
Царь-лев (Китай, 954 г., 100 тонн)
Царь-чайник (Япония, XIV в., 16 тонн)
Статуя Будды (Япония, 749 г., 250 тонн)
Статуя богини милосердия (Япония,
1987 г., высота 133 м)
Шабот молота (Россия, 1875 г., 650
тонн)
35
36. Царь-лев
3637. Статуя Будды
3738. Медный Всадник
Год создания – 1782Скульптор – Этьен Фальконе
На изгот овление памят ника израсходовано 21616 кг бронзы и 4000 кг железа.
Толщина ст енок от ливки: голова, руки, ноги и одежда всадника – 7,5 мм,
туловище – 40 мм; голова и передние ноги коня до груди – 7,5 мм;
толщина книзу пост епенно увеличивает ся и дост игает 30 мм.
Бронза, покрывающая сделанные из ст али бедра и задние ноги коня, имеют
толщину не более 7,5 мм.
Сост ав бронзы: 10% олова, 25% цинка, ост альное – медь.
38