













 Промышленность
ПромышленностьПохожие презентации:










Технология машиностроения. Практическое занятие. Процесс резания и металлорежущие станки
1. ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ ПРАКТИЧЕСКОЕ ЗАНЯТИЕ ПРОЦЕСС РЕЗАНИЯ И МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Российский государственный университет нефти и газа имени И.М.Губкина
Кафедра стандартизации, сертификации и управления качеством
производства нефтегазового оборудования
1
Авторский курс. Преподаватель Агеева В.Н., к.т.н., доцент
2.
РГУ нефти и газа (НИУ) имени И.М. ГубкинаКафедра стандартизации, сертификации и управления качеством производства нефтегазового оборудования
Авторский курс. Преподаватель Агеева В.Н., к.т.н., доцент
ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ
Технология машиностроения – это
наука об изготовлении машин
требуемого качества в
установленном количестве и в
заданные сроки при наименьшей
себестоимости
Технологический процесс – это часть
производственного процесса,
включающая в себя последовательное
изменение размеров, формы,
внешнего вида и внутренних свойств
предмета производства и их контроль
2
3.
РГУ нефти и газа (НИУ) имени И.М. ГубкинаКафедра стандартизации, сертификации и управления качеством производства нефтегазового оборудования
Авторский курс. Преподаватель Агеева В.Н., к.т.н., доцент
ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ
Технологическая система – это
автономная совокупность
оборудования, приспособления,
инструмента и средств управления,
предназначенная для придания
предмету труда заданных свойств
Главные элементы техсистемы:
1. станок
2. приспособление
3. инструмент
4. заготовка - деталь
3
4.
РГУ нефти и газа (НИУ) имени И.М. ГубкинаКафедра стандартизации, сертификации и управления качеством производства нефтегазового оборудования
Авторский курс. Преподаватель Агеева В.Н., к.т.н., доцент
ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ
Технологическая система – это
автономная совокупность
оборудования, приспособления,
инструмента и средств управления,
предназначенная для придания
предмету труда заданных свойств
Главные элементы технологической
системы:
1. станок
2. приспособление
3. инструмент
4
4. заготовка - деталь
5.
РГУ нефти и газа (НИУ) имени И.М. ГубкинаКафедра стандартизации, сертификации и управления качеством производства нефтегазового оборудования
Авторский курс. Преподаватель Агеева В.Н., к.т.н., доцент
ОБРАБОТКА МЕТАЛЛОВ РЕЗАНИЕМ
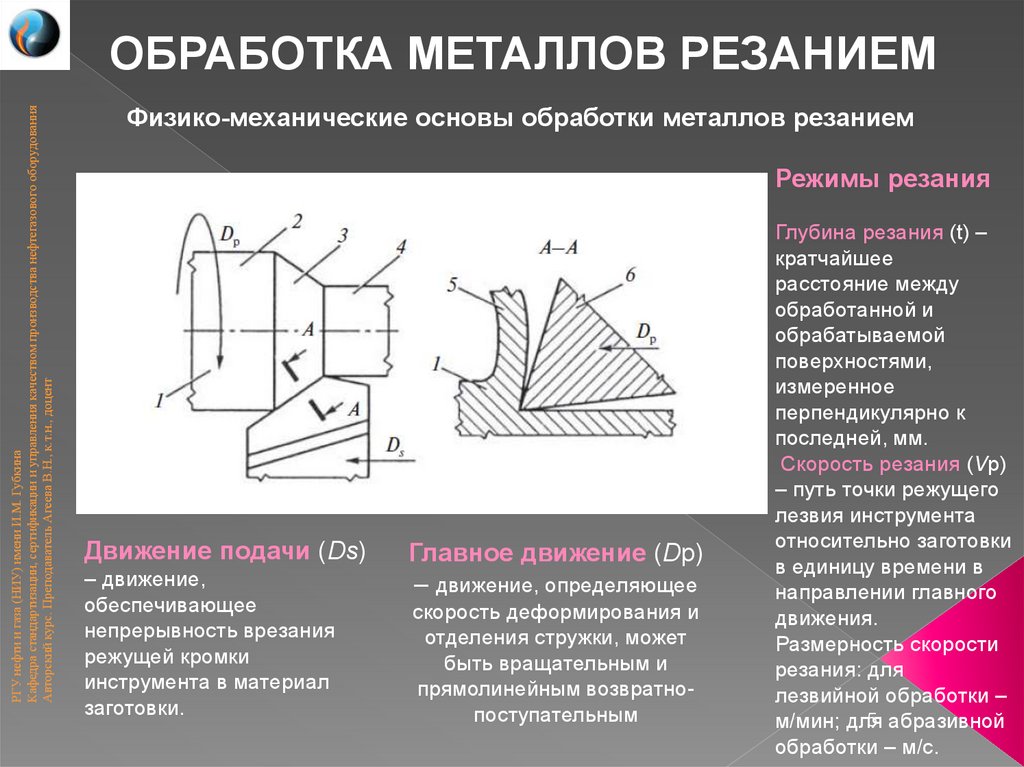
Физико-механические основы обработки металлов резанием
Режимы резания
Движение подачи (Ds)
– движение,
обеспечивающее
непрерывность врезания
режущей кромки
инструмента в материал
заготовки.
Главное движение (Dp)
– движение, определяющее
скорость деформирования и
отделения стружки, может
быть вращательным и
прямолинейным возвратнопоступательным
Глубина резания (t) –
кратчайшее
расстояние между
обработанной и
обрабатываемой
поверхностями,
измеренное
перпендикулярно к
последней, мм.
Скорость резания (Vр)
– путь точки режущего
лезвия инструмента
относительно заготовки
в единицу времени в
направлении главного
движения.
Размерность скорости
резания: для
лезвийной обработки –
5 абразивной
м/мин; для
обработки – м/с.
6.
РГУ нефти и газа (НИУ) имени И.М. ГубкинаКафедра стандартизации, сертификации и управления качеством производства нефтегазового оборудования
Авторский курс. Преподаватель Агеева В.Н., к.т.н., доцент
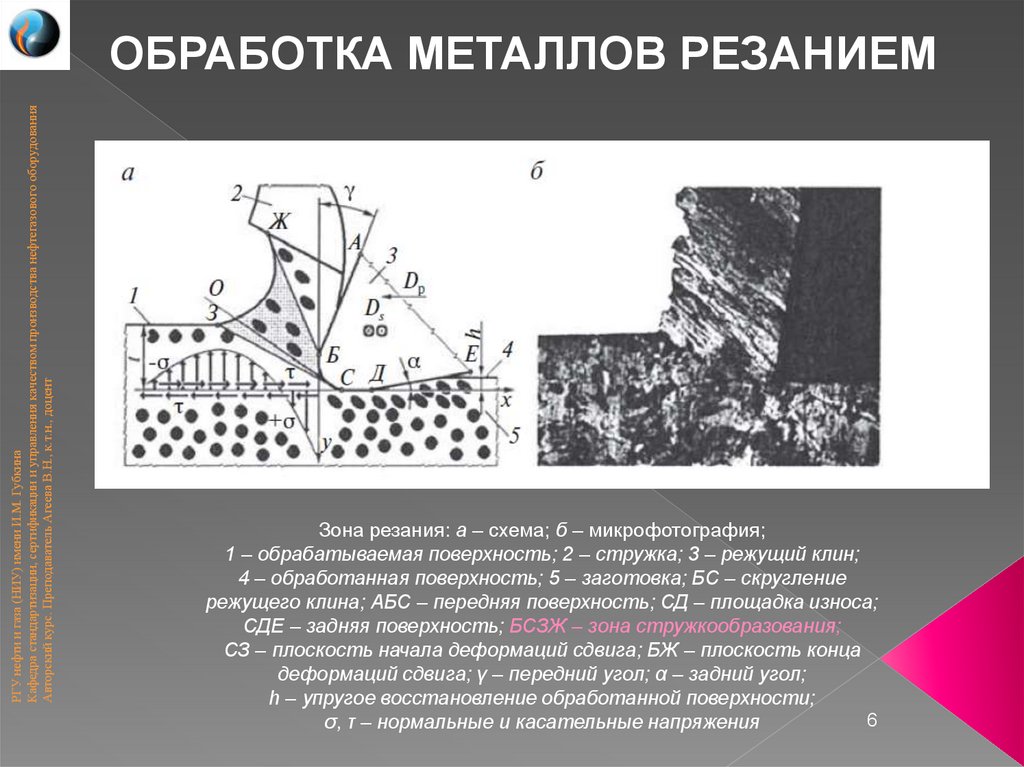
ОБРАБОТКА МЕТАЛЛОВ РЕЗАНИЕМ
Зона резания: а – схема; б – микрофотография;
1 – обрабатываемая поверхность; 2 – стружка; 3 – режущий клин;
4 – обработанная поверхность; 5 – заготовка; БС – скругление
режущего клина; АБС – передняя поверхность; СД – площадка износа;
СДЕ – задняя поверхность; БСЗЖ – зона стружкообразования;
СЗ – плоскость начала деформаций сдвига; БЖ – плоскость конца
деформаций сдвига; γ – передний угол; α – задний угол;
h – упругое восстановление обработанной поверхности;
6
σ, τ – нормальные и касательные напряжения
7.
РГУ нефти и газа (НИУ) имени И.М. ГубкинаКафедра стандартизации, сертификации и управления качеством производства нефтегазового оборудования
Авторский курс. Преподаватель Агеева В.Н., к.т.н., доцент
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
ТОЧЕНИЕ
Точение – лезвийная
обработка резанием
(ЛОР) цилиндрических
и торцевых
поверхностей;
главное движение –
вращательное –
придается заготовке
или режущему
инструменту;
движение подачи –
прямолинейное или
криволинейное –
придается режущему
инструменту вдоль,
перпендикулярно или
Основные технологические схемы точения:
а – продольное точение (обтачивание и растачивание);
под углом к оси
б – поперечное точение (обработка фасок и торцов); в – нарезание вращения
канавок и отрезание; г – нарезание резьбы;
д, е – обработка конических поверхностей; ж – обработка фасонных
поверхностей
7
8.
МЕТАЛЛОРЕЖУЩИЕ СТАНКИКафедра стандартизации, сертификации и управления качеством производства нефтегазового
оборудования
Авторский курс. Преподаватель Агеева В.Н., к.т.н., доцент
РГУ нефти и газа (НИУ) имени И.М. Губкина
ТОЧЕНИЕ
Токарные резцы:
а – проходные
прямые отогнутые;
б – проходные
упорные;
в – подрезные;
г – канавочные;
д – отрезные;
е – резьбовые;
ж – расточные;
з – для обработки
по копиру;
и – фасонные
призматические и
круглые
8
9.
МЕТАЛЛОРЕЖУЩИЕ СТАНКИКафедра стандартизации, сертификации и управления качеством производства нефтегазового
оборудования
Авторский курс. Преподаватель Агеева В.Н., к.т.н., доцент
РГУ нефти и газа (НИУ) имени И.М. Губкина
ТОЧЕНИЕ
Основные виды токарных работ и типы резцов (стрелками
показано движение подачи):
а – растачивание глухого отверстия расточным резцом; б –
вытачивание канавок и отрезание отрезным подрезным резцом; в –
продольное точение проходным резцом; г – вытачивание канавок
канавочным резцом; д – прорезание конических канавок; в –
чистовое точение закругленным резцом; ж – чистовое продольное
точение широким резцом; з – продольное точение отогнутым
резцом; и – нарезание резьбы резьбовым резцом; к – продольное
точение упорным резцом; л – фасонное точение призматическим
9
фасонным резцом
10.
РГУ нефти и газа (НИУ) имени И.М. ГубкинаКафедра стандартизации, сертификации и управления качеством производства нефтегазового оборудования
Авторский курс. Преподаватель Агеева В.Н., к.т.н., доцент
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
ТОЧЕНИЕ
Токарные патроны:
а – трехкулачковый; б – четырехкулачковый;
в – шестикулачковый
10
11.
РГУ нефти и газа (НИУ) имени И.М. ГубкинаКафедра стандартизации, сертификации и управления качеством производства нефтегазового оборудования
Авторский курс. Преподаватель Агеева В.Н., к.т.н., доцент
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
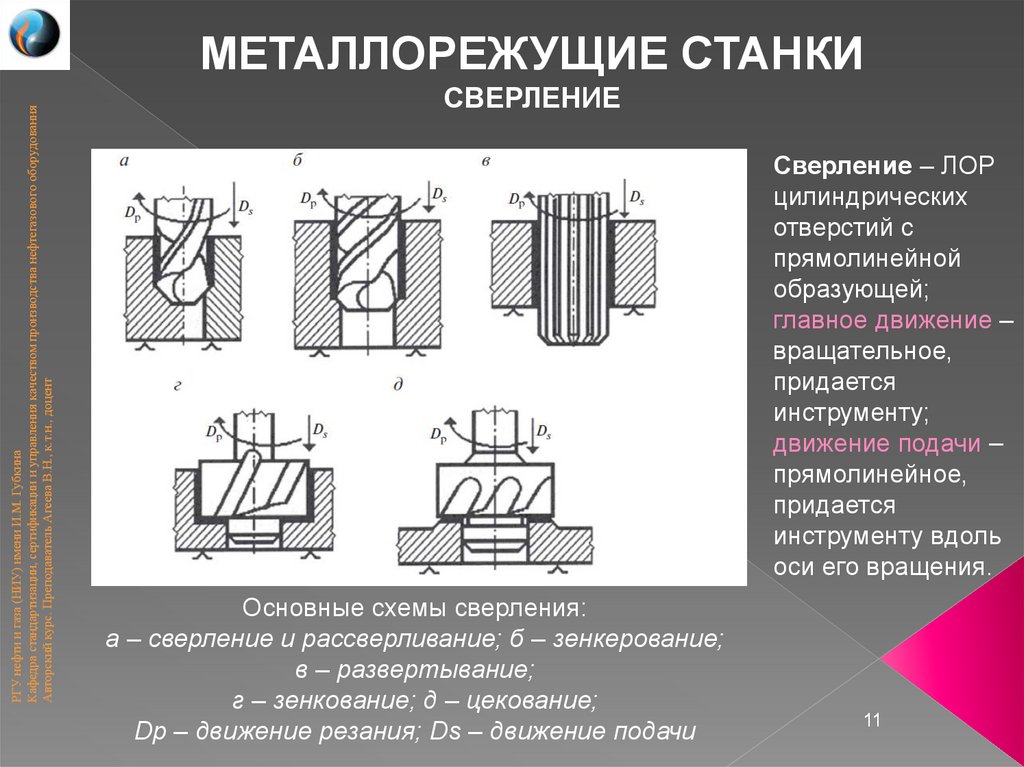
СВЕРЛЕНИЕ
Сверление – ЛОР
цилиндрических
отверстий с
прямолинейной
образующей;
главное движение –
вращательное,
придается
инструменту;
движение подачи –
прямолинейное,
придается
инструменту вдоль
оси его вращения.
Основные схемы сверления:
а – сверление и рассверливание; б – зенкерование;
в – развертывание;
г – зенкование; д – цекование;
Dр – движение резания; Ds – движение подачи
11
12.
РГУ нефти и газа (НИУ) имени И.М. ГубкинаКафедра стандартизации, сертификации и управления качеством производства нефтегазового оборудования
Авторский курс. Преподаватель Агеева В.Н., к.т.н., доцент
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
СВЕРЛЕНИЕ
Осевой режущий инструмент:
а – сверло спиральное; б – сверло центровочное; в – сверло перовое;
г – сверло кольцевое; д – сверло инжекторное; е – зенкер насадной;
ж – зенкер концевой; з – развертка машинная; и – комплект конических
разверток; к – зенковки цилиндрическая и коническая;
12
л – цековка насадная; м – цековка концевая
13.
РГУ нефти и газа (НИУ) имени И.М. ГубкинаКафедра стандартизации, сертификации и управления качеством производства нефтегазового оборудования
Авторский курс. Преподаватель Агеева В.Н., к.т.н., доцент
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
СВЕРЛЕНИЕ
13
14.
РГУ нефти и газа (НИУ) имени И.М. ГубкинаКафедра стандартизации, сертификации и управления качеством производства нефтегазового оборудования
Авторский курс. Преподаватель Агеева В.Н., к.т.н., доцент
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
ФРЕЗЕРОВАНИЕ
Основные схемы фрезерования:
а – на горизонтально-фрезерных станках;
б – на вертикально-фрезерных станках;
Dр – движение резания; Ds – движение подачи
Фрезерование – ЛОР
плоских и фасонных
поверхностей с
линейной образующей;
главное движение –
вращательное –
придается
инструменту;
движение подачи –
прямолинейное,
поступательное –
придается заготовке в
направлении как
вдоль, так и
перпендикулярно оси
вращения
инструмента.
14
15.
РГУ нефти и газа (НИУ) имени И.М. ГубкинаКафедра стандартизации, сертификации и управления качеством производства нефтегазового оборудования
Авторский курс. Преподаватель Агеева В.Н., к.т.н., доцент
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
ФРЕЗЕРОВАНИЕ
Фрезы:
а – цилиндрическая цельная; б – концевая; в – дисковая односторонняя;
г – отрезная; д – концевая с напаянными пластинами твердого
сплава; е – концевая с механическим креплением твердосплавных
пластин; ж – цилиндрическая сборная; з – одноугловая; и – двухугловая
несимметричная; к – фасонная; л – фасонная полукруглая выпуклая;
м – пазовая для Т-образных пазов; н – дисковая модульная;
о – червячная; п – резьбовая ниточная
15
16.
РГУ нефти и газа (НИУ) имени И.М. ГубкинаКафедра стандартизации, сертификации и управления качеством производства нефтегазового оборудования
Авторский курс. Преподаватель Агеева В.Н., к.т.н., доцент
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
ФРЕЗЕРОВАНИЕ
M642 и M632 – новые
дисковые фрезы для
фрезерования
коленчатых валов с
радиальным
расположением пластин
16
17.
РГУ нефти и газа (НИУ) имени И.М. ГубкинаКафедра стандартизации, сертификации и управления качеством производства нефтегазового оборудования
Авторский курс. Преподаватель Агеева В.Н., к.т.н., доцент
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
ФРЕЗЕРОВАНИЕ
Основные узлы и
детали
1.Электродвигатель привода шпинделя
• 2.Электродвигатель подачи фрезерной
головки
• 3.Фрезерная головка
• 4.Цифровой дисплей
• 5.Регулятор вертикальной подачи
• 6.Рабочее освещение
• 7.Рукоятка зажима пиноли
• 8.Штурвал пиноли шпинделя
• 9.Шпиндель
• 10.Переключатель продольной автоподачи
стола
• 11.Электрический блок управления
• 12.Штурвал ручной поперечной подачи стола
• 13.Рукоятка вертикального перемещения
шпиндельной головки
• 14.Переключатель поперечной автоподачи
стола
• 15.Переключатель скоростей
• 16.Стойка вертикальная
• 17.Направляющие вертикальной стойки
• 18.Электрошкаф
• 19.Маслёнка
• 20.Стол
• 21.Штурвал ручной продольной подачи стола
• 22.Основание станины
17
18.
РГУ нефти и газа (НИУ) имени И.М. ГубкинаКафедра стандартизации, сертификации и управления качеством производства нефтегазового оборудования
Авторский курс. Преподаватель Агеева В.Н., к.т.н., доцент
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
НАРЕЗАНИЕ РЕЗЬБЫ
Резьбонарезной инструмент:
а – расточной резьбовой резец; б – метчик;
в – плашка;
г – резьбовая фреза;
д – резьбонакатная головка
Нарезание
резьбы – одна
из распространенных операций
в машиностроении.
Наружные и
внутренние
резьбы наиболее
просто
выполнять на
токарновинторезном
станке
фасонными
(резьбовыми)
резцами.
18
19.
РГУ нефти и газа (НИУ) имени И.М. ГубкинаКафедра стандартизации, сертификации и управления качеством производства нефтегазового оборудования
Авторский курс. Преподаватель Агеева В.Н., к.т.н., доцент
Перечисленные пункты выполняются для
универсальных станков разных видов:
Виды станков:
1. наименование станка,
Токарно-винторезный станок,
2. назначение станка,
Токарно-револьверный станок,
3. схема общего вида станка,
Токарно-карусельный станок,
4. на схеме показать стрелками вид и
Вертикально-сверлильный
направление главного движения и
станок,
движения подачи,
Радиально-сверлильный станок,
5. на схеме показать основные узлы
Горизонтально-расточной станок,
станка,
6. на схеме показать места расположения Горизонтально-фрезерный
станок,
приспособлений, заготовки и режущего
Вертикально-фрезерный станок,
инструмента,
7. перечислить типовые приспособления Кругло-шлифовальный станок,
и режущие инструменты, применяемые на Внутри-шлифовальный станок,
Плоско-шлифовальный станок,
данном виде станка,
Отрезной станок,
8. изобразить принципиальные схемы
технологических переходов,
Поперечно-строгальный станок,
выполняемых на данном станке, с
Продольно-строгальный станок,
указанием точности и шероховатости
Долбежный станок.
19
обработки
20. Механизм формирования качества поверхностного слоя детали
Зависимость шероховатости и точности от метода обработкиРГУ нефти и газа (НИУ) имени И.М. Губкина
Кафедра стандартизации, сертификации и управления качеством производства нефтегазового
оборудования
Авторский курс. Преподаватель Агеева В.Н., к.т.н., доцент
21. БЛАГОДАРЮ ЗА ВНИМАНИЕ
РГУ нефти и газа (НИУ) имени И.М. ГубкинаКафедра стандартизации, сертификации и управления качеством производства нефтегазового оборудования
Авторский курс. Преподаватель Агеева В.Н., к.т.н., доцент
БЛАГОДАРЮ ЗА ВНИМАНИЕ
21