


 Промышленность
ПромышленностьПохожие презентации:



")






Дефекты сварных швов и методы их диагностики
1.
Дефекты сварных швов и методы их диагностики.Выполнил студент: Попов И.А
Группы: 3 СВ
Руководитель: Морозова Е.А
2.
Дефекты сварных швов.• Дефекты сварных швов - это
несовершенства, ошибки или
неправильности, которые могут
возникать при процессе сварки и в
результате могут повлиять на
качество и прочность сварного
соединения. Так же дефекты могут
быть видимыми или невидимыми.
3.
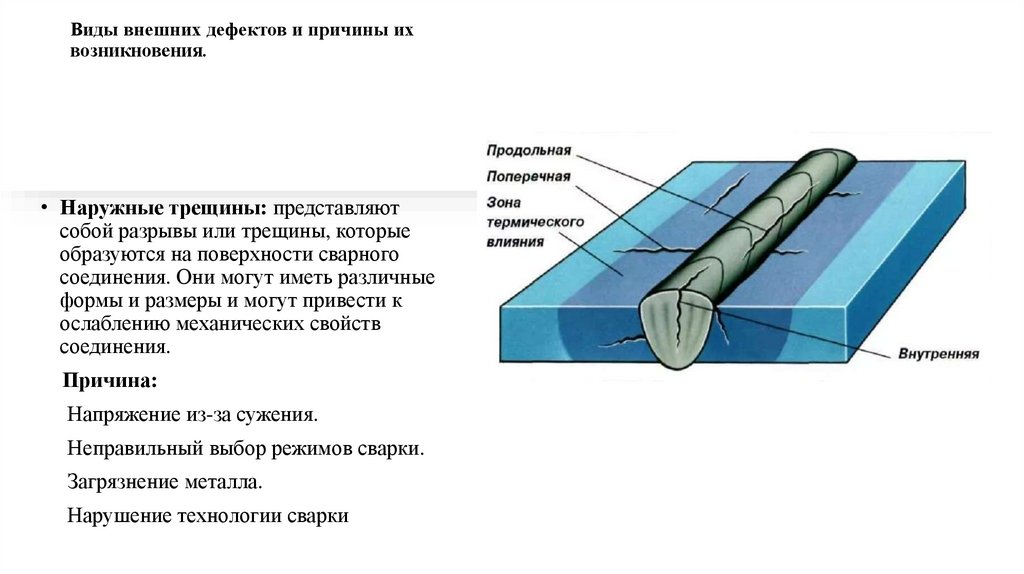
Виды внешних дефектов и причины ихвозникновения.
• Наружные трещины: представляют
собой разрывы или трещины, которые
образуются на поверхности сварного
соединения. Они могут иметь различные
формы и размеры и могут привести к
ослаблению механических свойств
соединения.
Причина:
Напряжение из-за сужения.
Неправильный выбор режимов сварки.
Загрязнение металла.
Нарушение технологии сварки
4.
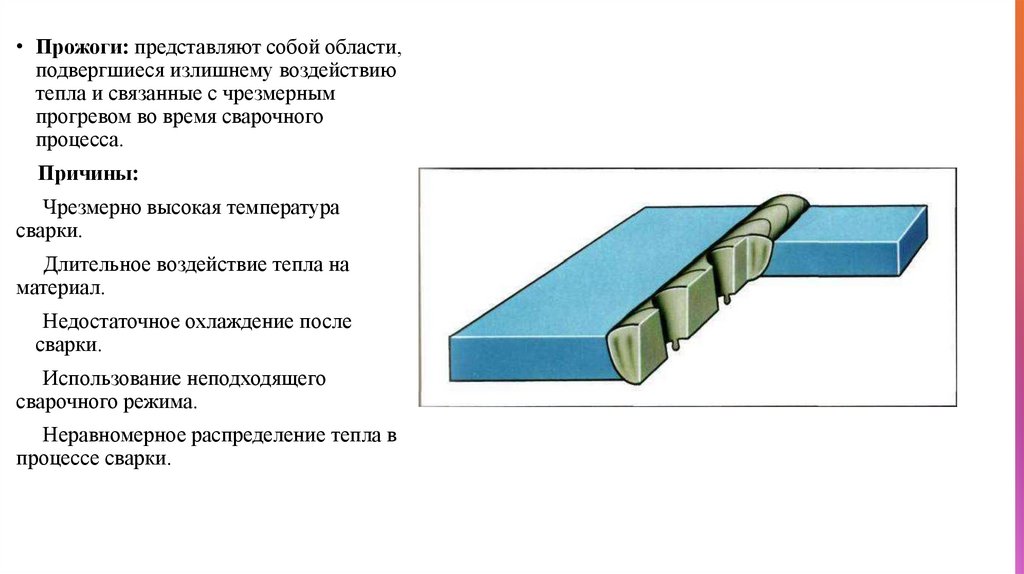
• Прожоги: представляют собой области,подвергшиеся излишнему воздействию
тепла и связанные с чрезмерным
прогревом во время сварочного
процесса.
Причины:
Чрезмерно высокая температура
сварки.
Длительное воздействие тепла на
материал.
Недостаточное охлаждение после
сварки.
Использование неподходящего
сварочного режима.
Неравномерное распределение тепла в
процессе сварки.
5.
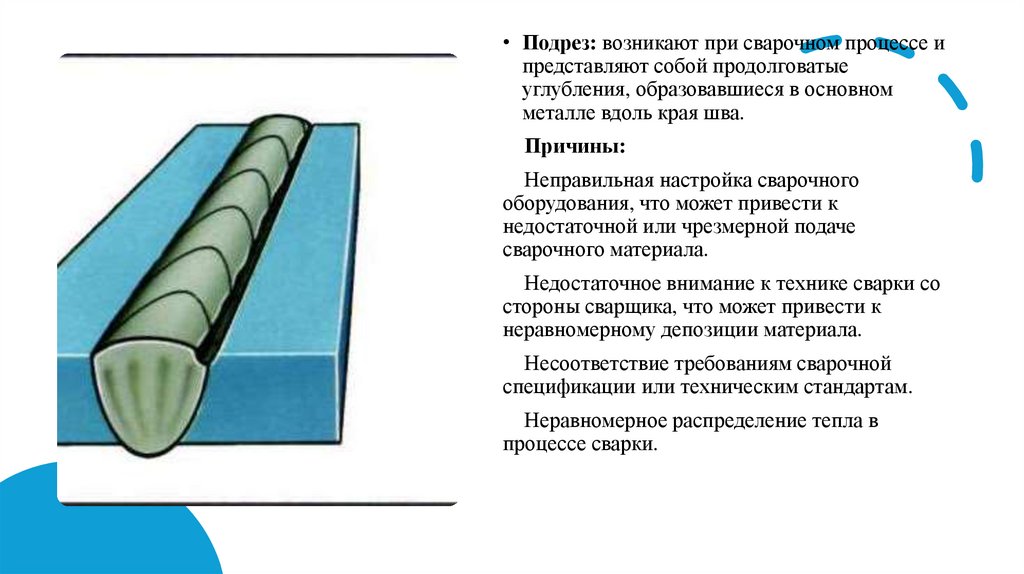
• Подрез: возникают при сварочном процессе ипредставляют собой продолговатые
углубления, образовавшиеся в основном
металле вдоль края шва.
Причины:
Неправильная настройка сварочного
оборудования, что может привести к
недостаточной или чрезмерной подаче
сварочного материала.
Недостаточное внимание к технике сварки со
стороны сварщика, что может привести к
неравномерному депозиции материала.
Несоответствие требованиям сварочной
спецификации или техническим стандартам.
Неравномерное распределение тепла в
процессе сварки.
6.
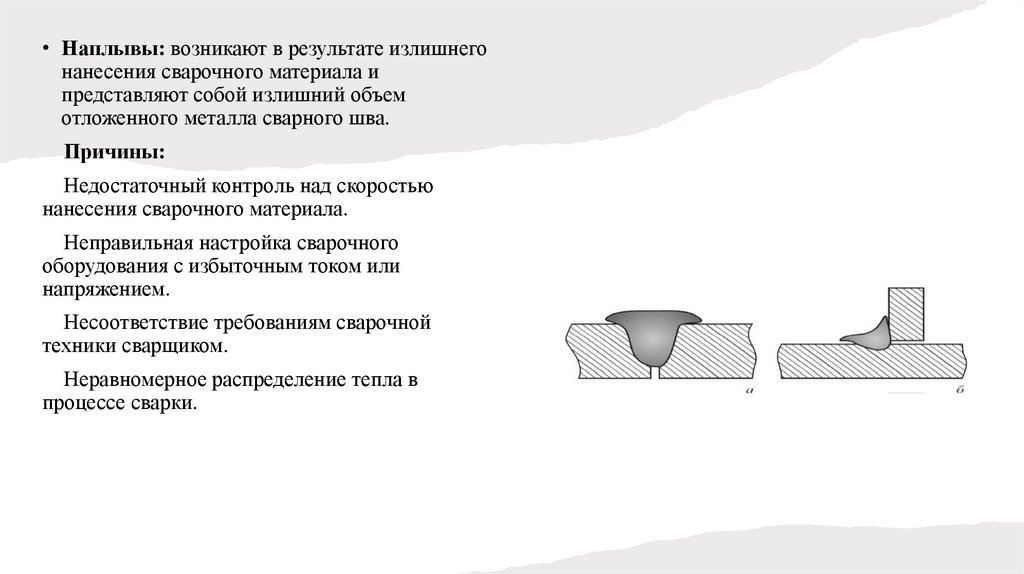
• Наплывы: возникают в результате излишнегонанесения сварочного материала и
представляют собой излишний объем
отложенного металла сварного шва.
Причины:
Недостаточный контроль над скоростью
нанесения сварочного материала.
Неправильная настройка сварочного
оборудования с избыточным током или
напряжением.
Несоответствие требованиям сварочной
техники сварщиком.
Неравномерное распределение тепла в
процессе сварки.
7.
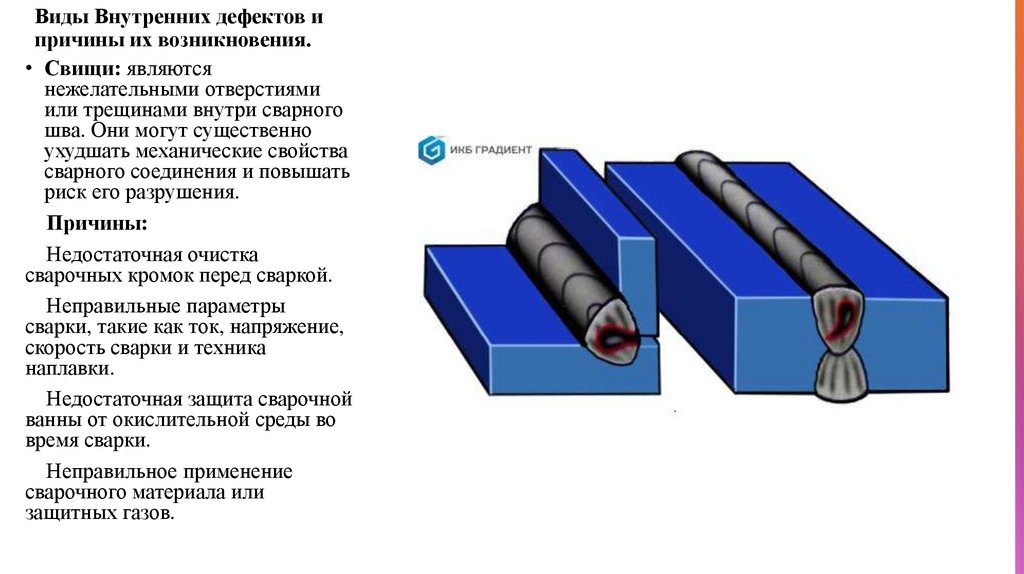
Виды Внутренних дефектов ипричины их возникновения.
• Свищи: являются
нежелательными отверстиями
или трещинами внутри сварного
шва. Они могут существенно
ухудшать механические свойства
сварного соединения и повышать
риск его разрушения.
Причины:
Недостаточная очистка
сварочных кромок перед сваркой.
Неправильные параметры
сварки, такие как ток, напряжение,
скорость сварки и техника
наплавки.
Недостаточная защита сварочной
ванны от окислительной среды во
время сварки.
Неправильное применение
сварочного материала или
защитных газов.
8.
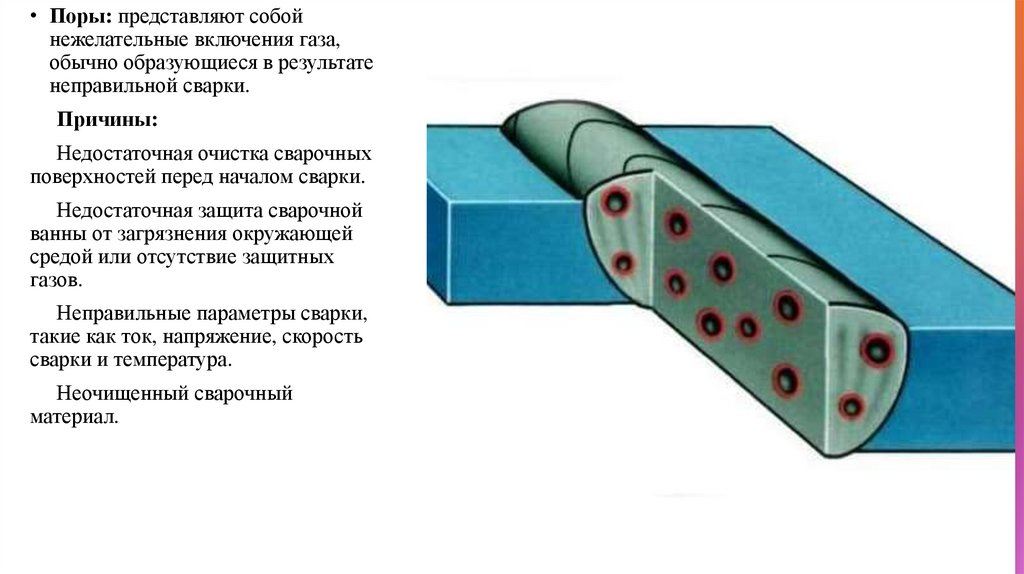
• Поры: представляют собойнежелательные включения газа,
обычно образующиеся в результате
неправильной сварки.
Причины:
Недостаточная очистка сварочных
поверхностей перед началом сварки.
Недостаточная защита сварочной
ванны от загрязнения окружающей
средой или отсутствие защитных
газов.
Неправильные параметры сварки,
такие как ток, напряжение, скорость
сварки и температура.
Неочищенный сварочный
материал.
9.
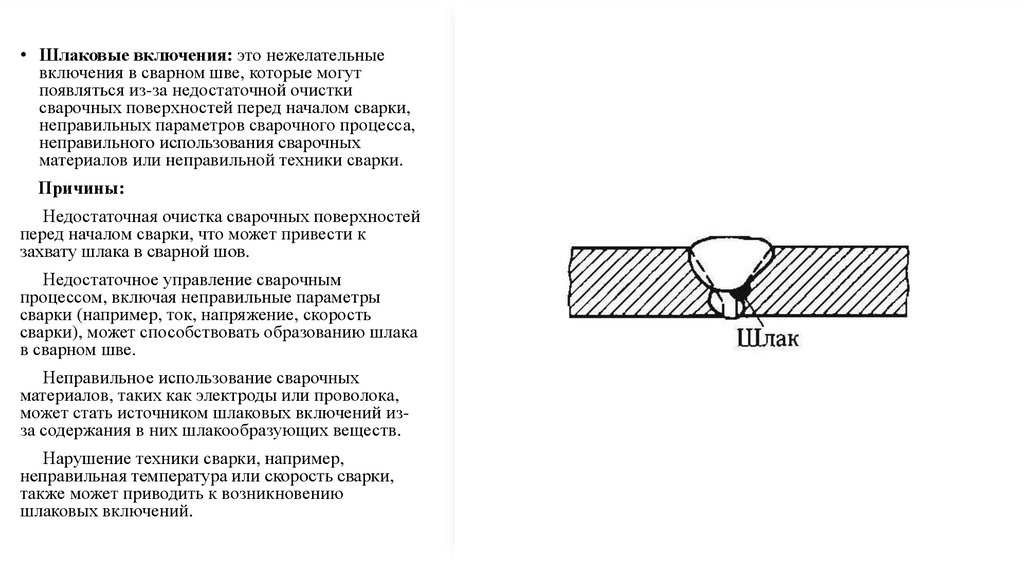
• Шлаковые включения: это нежелательныевключения в сварном шве, которые могут
появляться из-за недостаточной очистки
сварочных поверхностей перед началом сварки,
неправильных параметров сварочного процесса,
неправильного использования сварочных
материалов или неправильной техники сварки.
Причины:
Недостаточная очистка сварочных поверхностей
перед началом сварки, что может привести к
захвату шлака в сварной шов.
Недостаточное управление сварочным
процессом, включая неправильные параметры
сварки (например, ток, напряжение, скорость
сварки), может способствовать образованию шлака
в сварном шве.
Неправильное использование сварочных
материалов, таких как электроды или проволока,
может стать источником шлаковых включений изза содержания в них шлакообразующих веществ.
Нарушение техники сварки, например,
неправильная температура или скорость сварки,
также может приводить к возникновению
шлаковых включений.
10.
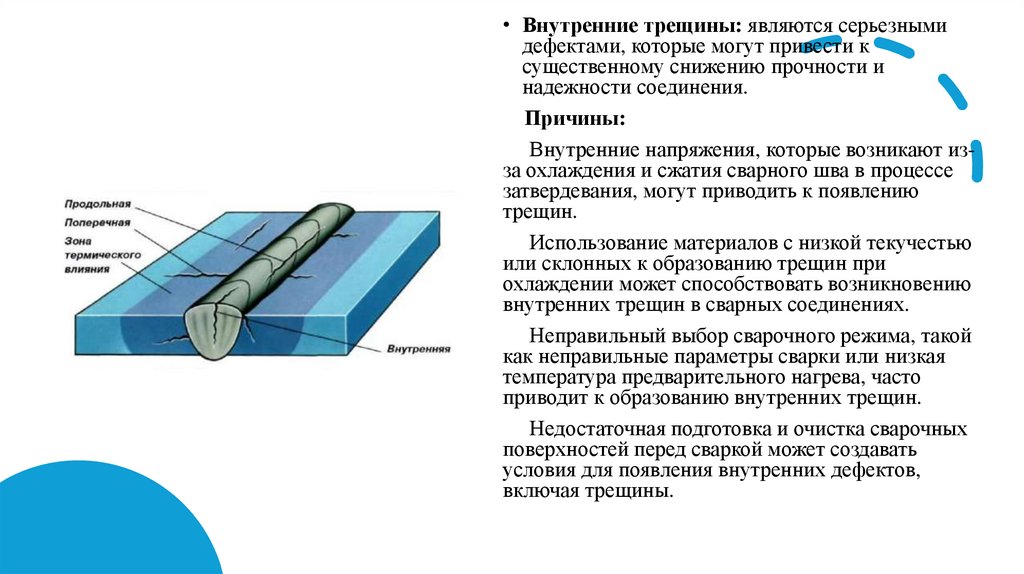
• Внутренние трещины: являются серьезнымидефектами, которые могут привести к
существенному снижению прочности и
надежности соединения.
Причины:
Внутренние напряжения, которые возникают изза охлаждения и сжатия сварного шва в процессе
затвердевания, могут приводить к появлению
трещин.
Использование материалов с низкой текучестью
или склонных к образованию трещин при
охлаждении может способствовать возникновению
внутренних трещин в сварных соединениях.
Неправильный выбор сварочного режима, такой
как неправильные параметры сварки или низкая
температура предварительного нагрева, часто
приводит к образованию внутренних трещин.
Недостаточная подготовка и очистка сварочных
поверхностей перед сваркой может создавать
условия для появления внутренних дефектов,
включая трещины.
11.
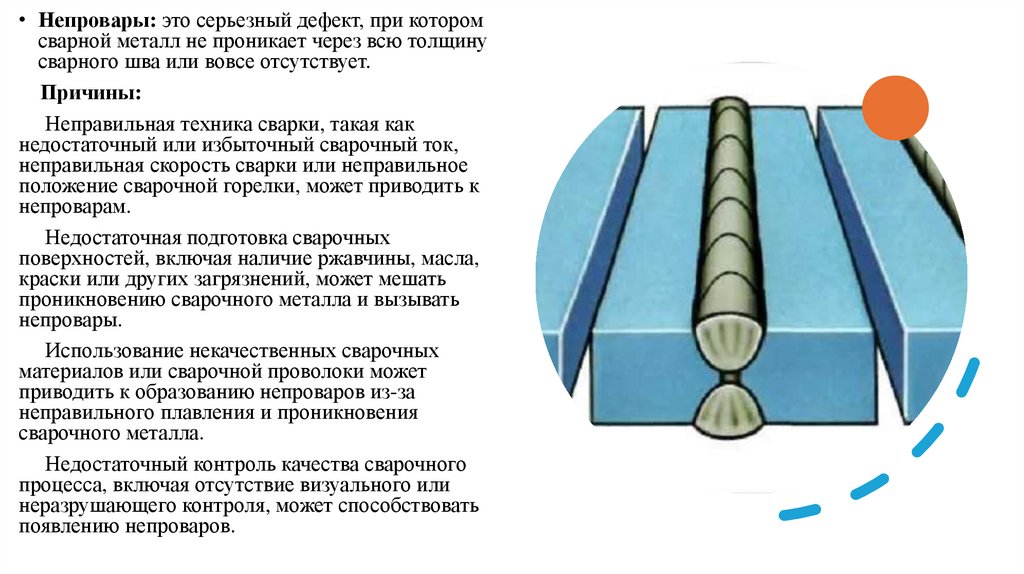
• Непровары: это серьезный дефект, при которомсварной металл не проникает через всю толщину
сварного шва или вовсе отсутствует.
Причины:
Неправильная техника сварки, такая как
недостаточный или избыточный сварочный ток,
неправильная скорость сварки или неправильное
положение сварочной горелки, может приводить к
непроварам.
Недостаточная подготовка сварочных
поверхностей, включая наличие ржавчины, масла,
краски или других загрязнений, может мешать
проникновению сварочного металла и вызывать
непровары.
Использование некачественных сварочных
материалов или сварочной проволоки может
приводить к образованию непроваров из-за
неправильного плавления и проникновения
сварочного металла.
Недостаточный контроль качества сварочного
процесса, включая отсутствие визуального или
неразрушающего контроля, может способствовать
появлению непроваров.
12.
Методы контролякачества сварных соединений.
• Визуальный контроль: является
одним из наиболее
распространенных и доступных
способов обнаружения дефектов
сварных швов. В его основе лежит
визуальное наблюдение и оценка
сварных соединений с помощью
невооруженного глаза или с
использованием оптических
устройств, таких как лупы,
микроскопы или видеокамеры.
13.
• Ультразвуковой контроль: основанна использовании ультразвуковых
волн для обнаружения и оценки
внутренних дефектов в сварных
соединениях. Это неразрушающий
метод, который позволяет проверять
материал на наличие трещин,
включений, несовершенств и других
дефектов, не повреждая сварной шов
и обрабатываемое изделие.
14.
• Магнитный контроль: являетсяодним из основных методов
неразрушающего контроля дефектов
в сварных швах. Он основан на
использовании магнитного поля и
эффектов магнитной индукции для
обнаружения дефектов, таких как
трещины, поры и неполные
проникновения внутри сварных
соединений.
15.
• Радиографическийконтроль: является одним из самых
эффективных и точных методов
неразрушающего контроля дефектов в
сварных швах. Он основан на
использовании рентгеновских или
гамма-лучей, которые проходят через
исследуемый материал и
регистрируются на фотопленке или с
помощью цифровых детекторов.