








 Механика
Механика Промышленность
ПромышленностьПохожие презентации:










Нарезание зубчатых колёс
1.
НАРЕЗАНИЕ ЗУБЧАТЫХКОЛЁС
2.
НАРЕЗАНИЕ ЗУБЧАТЫХКОЛЁС
01. Основные сведения о зубчатых передачах
02. Параметры зубчатых колёс
03. Степени точности и виды сопряжений
зубчатых колёс
04. Основные методы и способы зубонарезания
05. Инструменты для зубонарезания
06. Станки для зубонарезания
07. Схемы нарезания зубчатых колес
фрезерованием
08. Схемы нарезания зубчатых колес
долблением
09. Технологические параметры зубонарезания
10. Основные методы и способы отделки зубьев
зубчатых колёс
11. Инструменты для отделки зубьев зубчатых
3.
Классификация зубчатыхпередач
По расположению осей сопряженных колес :
- цилиндрические
- винтовые, гипоидные,
червячные
- конические
(оси пересекаются),
(оси параллельные),
(оси перекрещиваются).
По расположению
зубьев
:
-
прямозубые,
косозубые,
-шевронные,
с криволинейной
поверхностью.
По виду образующей
поверхности :
эвольвентные,
циклоидные.
4.
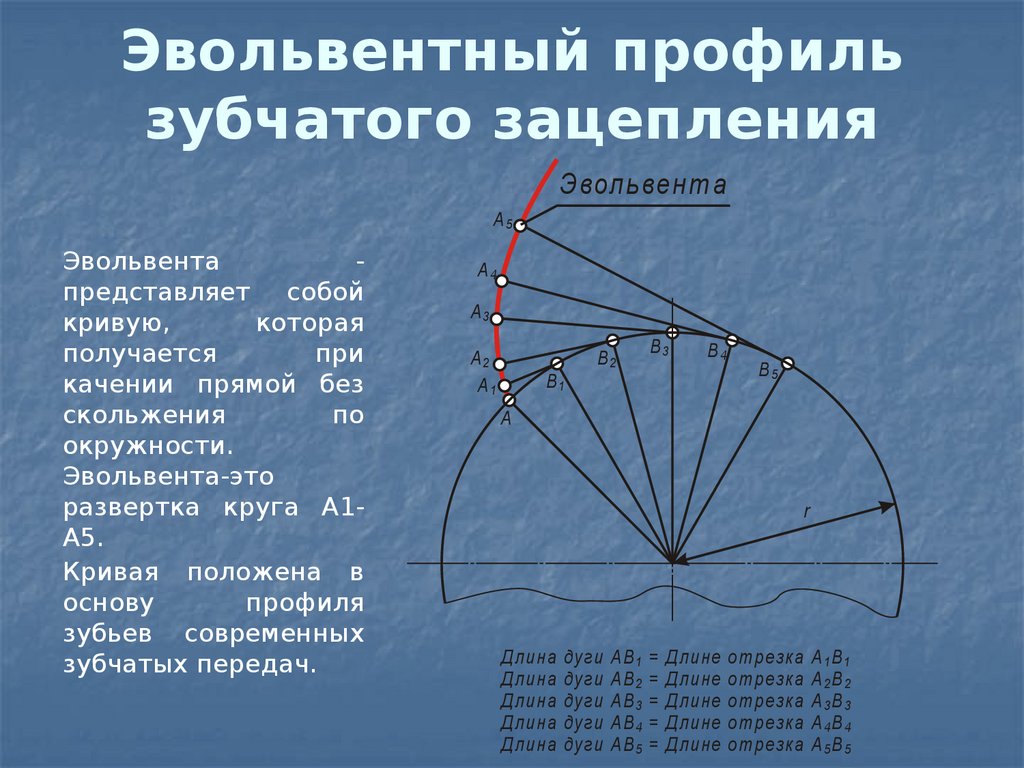
Эвольвентный профильзубчатого зацепления
Э вол ьвент а
A5
Эвольвента
представляет собой
кривую,
которая
получается
при
качении прямой без
скольжения
по
окружности.
Эвольвента-это
развертка круга А1А5.
Кривая положена в
основу
профиля
зубьев современных
зубчатых передач.
A4
A3
A2
A1
B1
B2
B3
B4
B5
A
r
Д лина дуги A B 1 = Д лине от резка A 1 B 1
Д лина дуги A B 2 = Д лине от резка A 2 B 2
Д лина дуги A B 3 = Д лине от резка A 3 B 3
Д лина дуги A B 4 = Д лине от резка A 4 B 4
Д лина дуги A B 5 = Д лине от резка A 5 B 5
5.
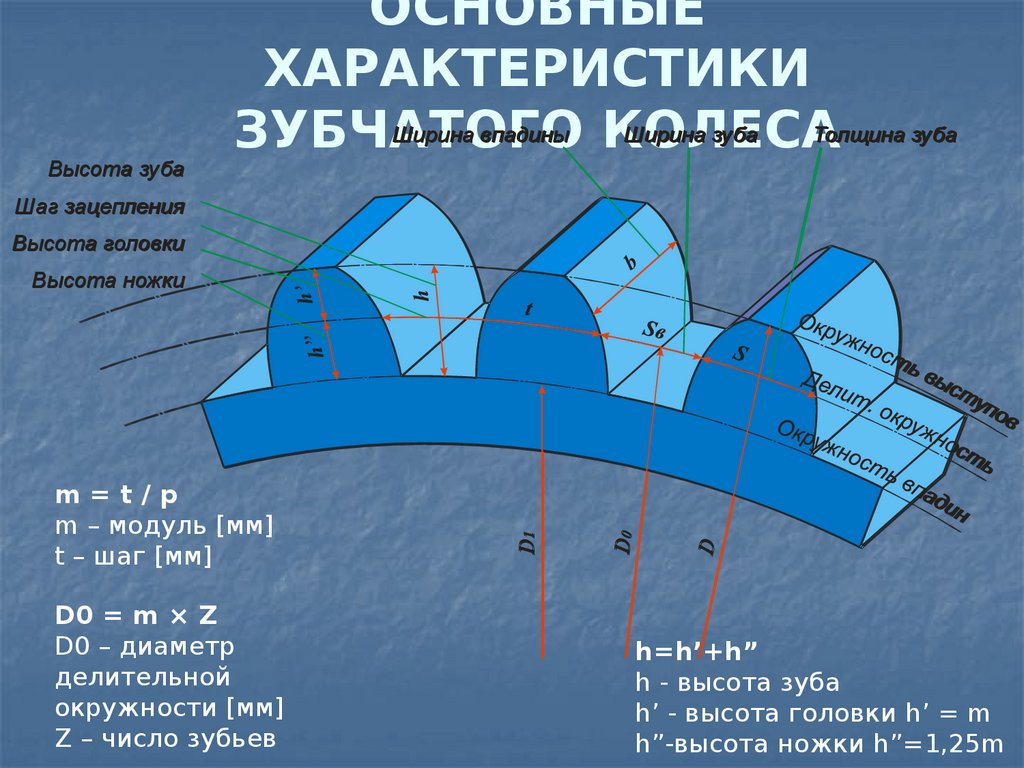
Высота зубаОСНОВНЫЕ
ХАРАКТЕРИСТИКИ
Ширина впадины КОЛЕСА
Ширина зуба
Толщина зуба
ЗУБЧАТОГО
Шаг зацепления
Высота головки
h
h’
b
D0 = m × Z
D0 – диаметр
делительной
окружности [мм]
Z – число зубьев
D
D0
m=t/p
m – модуль [мм]
t – шаг [мм]
D1
h”
Высота ножки
h=h’+h”
h - высота зуба
h’ - высота головки h’ = m
h”-высота ножки h”=1,25m
6.
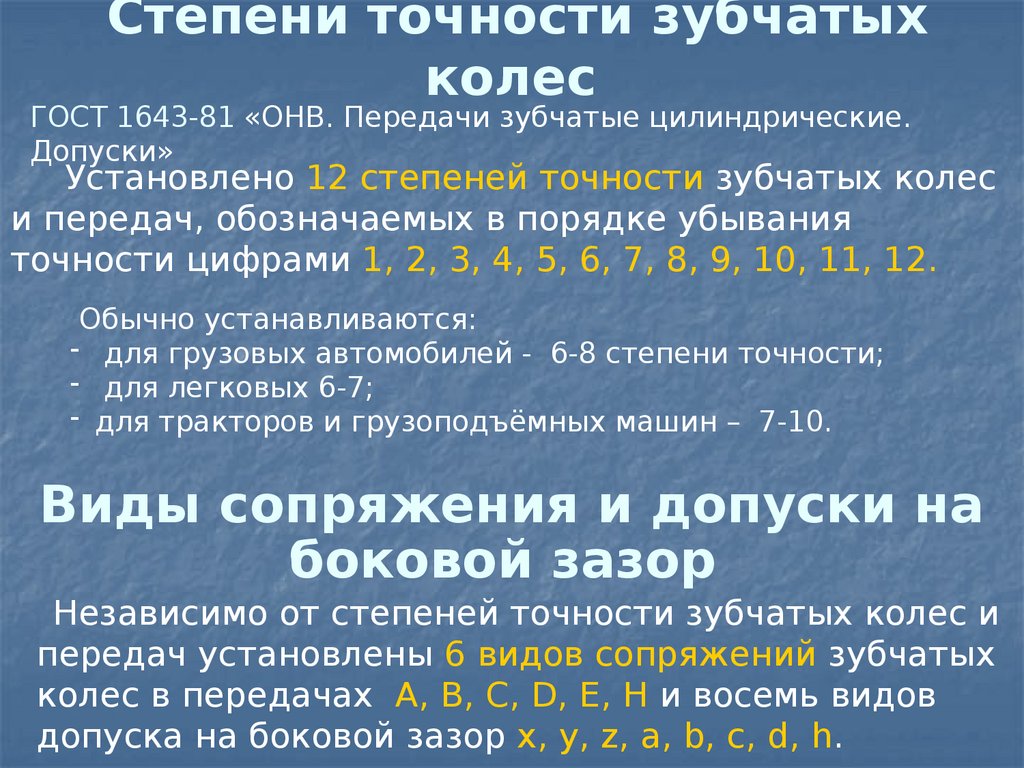
Степени точности зубчатыхколес
ГОСТ 1643-81 «ОНВ. Передачи зубчатые цилиндрические.
Допуски»
Установлено 12 степеней точности зубчатых колес
и передач, обозначаемых в порядке убывания
точности цифрами 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12.
Обычно устанавливаются:
- для грузовых автомобилей - 6-8 степени точности;
- для легковых 6-7;
- для тракторов и грузоподъёмных машин – 7-10.
Виды сопряжения и допуски на
боковой зазор
Независимо от степеней точности зубчатых колес и
передач установлены 6 видов сопряжений зубчатых
колес в передачах A, B, C, D, E, H и восемь видов
допуска на боковой зазор x, y, z, a, b, c, d, h.
7.
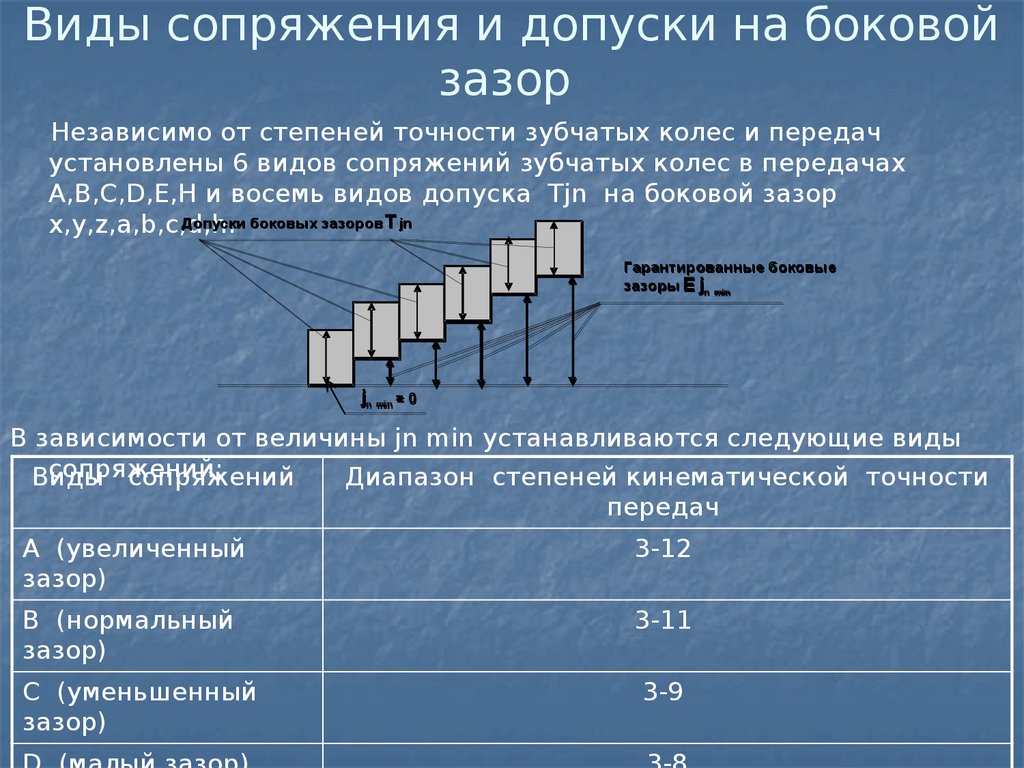
Виды сопряжения и допуски на боковойзазор
Независимо от степеней точности зубчатых колес и передач
установлены 6 видов сопряжений зубчатых колес в передачах
A,B,C,D,E,H и восемь видов допуска Tjn на боковой зазор
Д опуски боковых зазоров T jn
x,y,z,a,b,c,d,h.
Гарантированные боковые
зазоры E jnn min
min
jnn min
=0
min
В зависимости от величины jn min устанавливаются следующие виды
сопряжений:
Виды
сопряжений
Диапазон степеней кинематической точности
передач
А (увеличенный
зазор)
3-12
В (нормальный
зазор)
3-11
С (уменьшенный
зазор)
3-9
8.
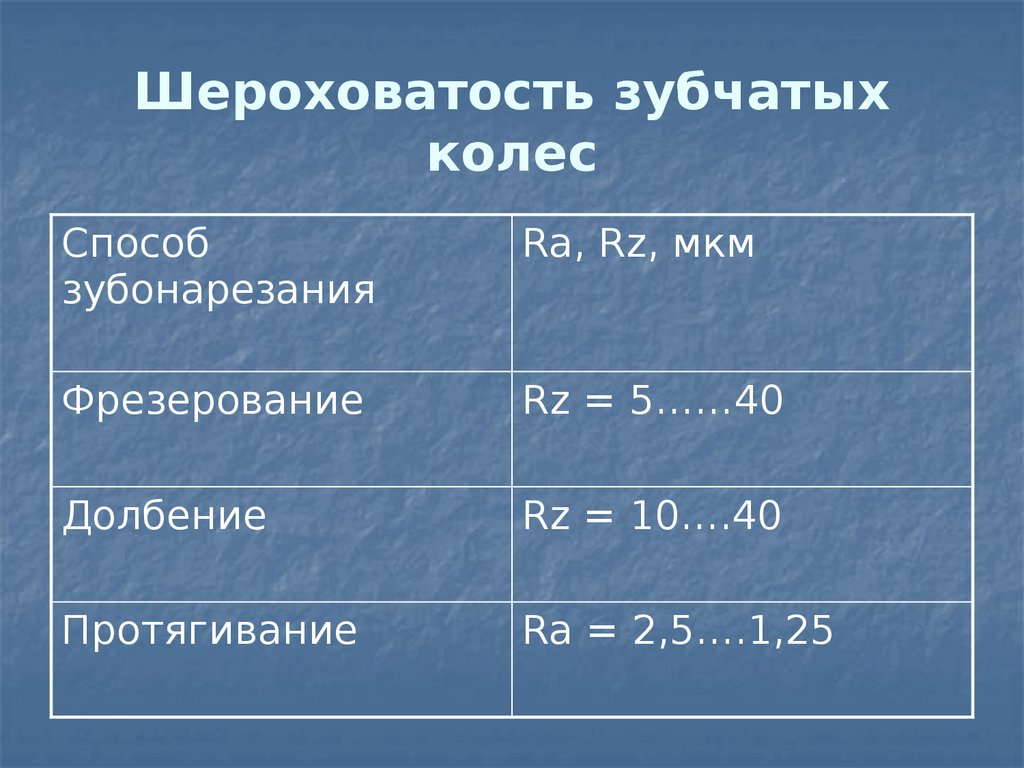
Шероховатость зубчатыхколес
Способ
зубонарезания
Ra, Rz, мкм
Фрезерование
Rz = 5……40
Долбение
Rz = 10….40
Протягивание
Ra = 2,5….1,25
9.
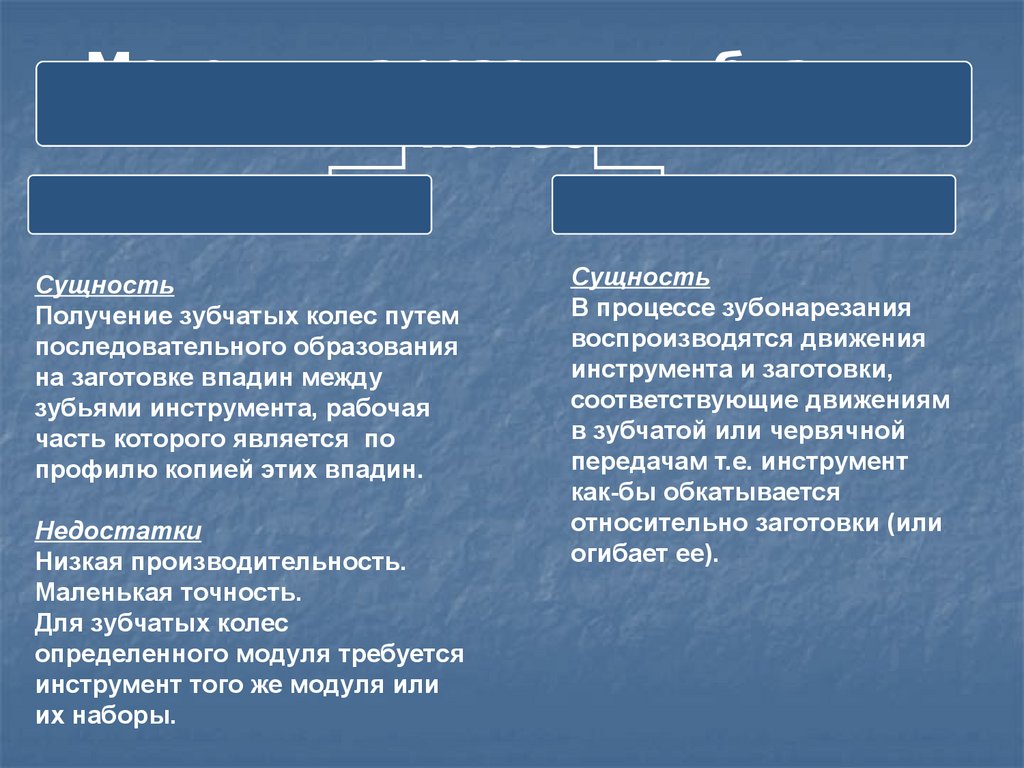
Методы нарезания зубчатыхколес
Сущность
Получение зубчатых колес путем
последовательного образования
на заготовке впадин между
зубьями инструмента, рабочая
часть которого является по
профилю копией этих впадин.
Недостатки
Низкая производительность.
Маленькая точность.
Для зубчатых колес
определенного модуля требуется
инструмент того же модуля или
их наборы.
Сущность
В процессе зубонарезания
воспроизводятся движения
инструмента и заготовки,
соответствующие движениям
в зубчатой или червячной
передачам т.е. инструмент
как-бы обкатывается
относительно заготовки (или
огибает ее).
10.
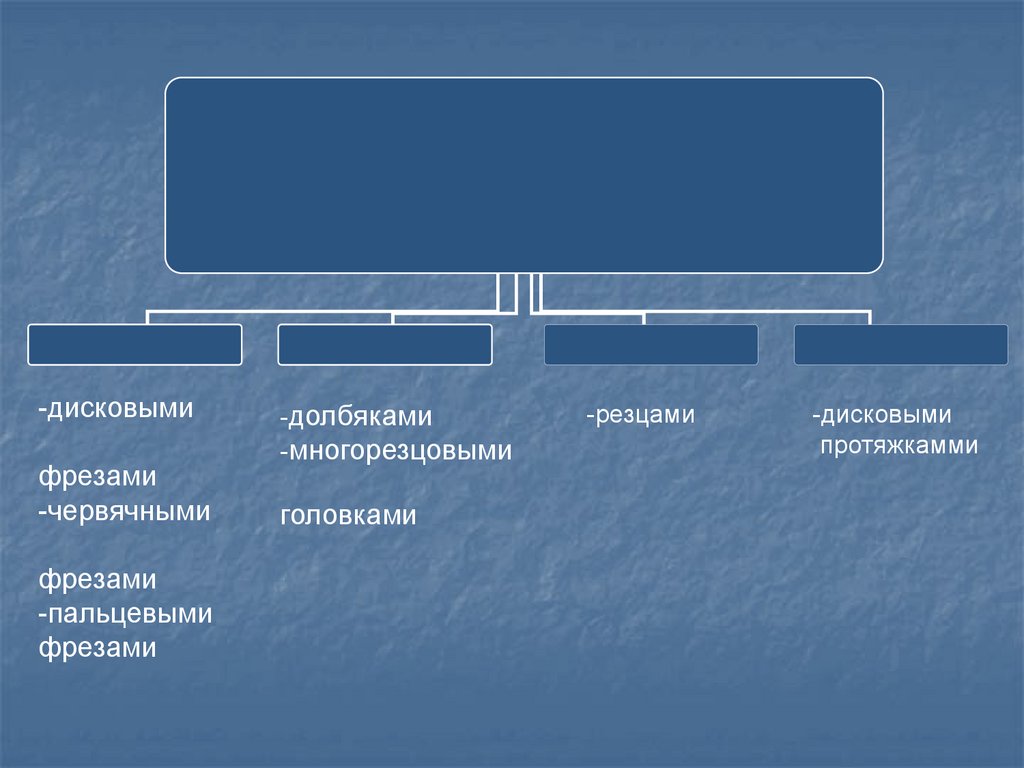
Основные способызубонарезания
-дисковыми
фрезами
-червячными
фрезами
-пальцевыми
фрезами
-долбяками
-многорезцовыми
головками
-резцами
-дисковыми
протяжкамми
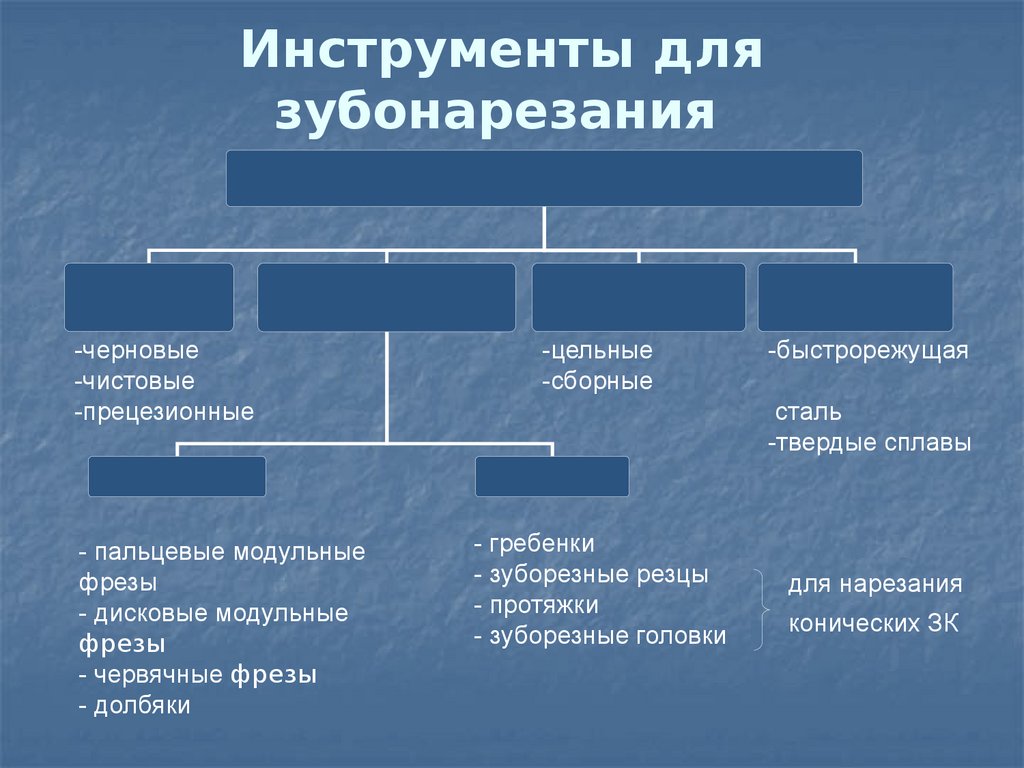
11.
Инструменты длязубонарезания
-черновые
-чистовые
-прецезионные
- пальцевые модульные
фрезы
- дисковые модульные
фрезы
- червячные фрезы
- долбяки
-цельные
-сборные
- гребенки
- зуборезные резцы
- протяжки
- зуборезные головки
-быстрорежущая
сталь
-твердые сплавы
для нарезания
конических ЗК
12.
13.
Зубо- и резьбообрабатывающиестанки
50
Резьбонарезные
51
52
Зубодолбежные для
нарезания целиндрических
колес
Резьбофрезерные
Зубофрезерные
55
ЗУБО- И
РЕЗЬБООБРАБАТЫВАЮЩИЕ
СТАНКИ
Для нарезания
Комбинированные
червячных колес
56
Зуборезные для
конических колес
5
группа
4
54
53
57
Зубоотделочные
и проверочные
58
Зубо- и
резьбошлифовальные
Для обработки
торцов зубьев
59
Разные зубо- и
резьбообрабатывающие
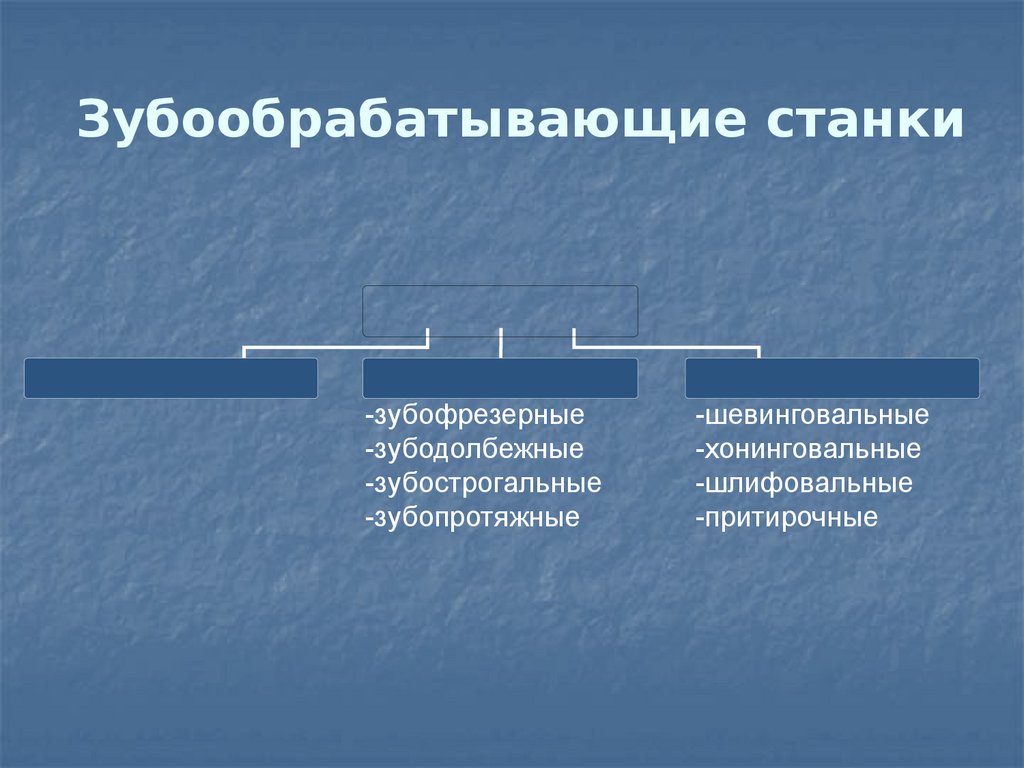
14.
Зубообрабатывающие станки-зубофрезерные
-зубодолбежные
-зубострогальные
-зубопротяжные
-шевинговальные
-хонинговальные
-шлифовальные
-притирочные
15.
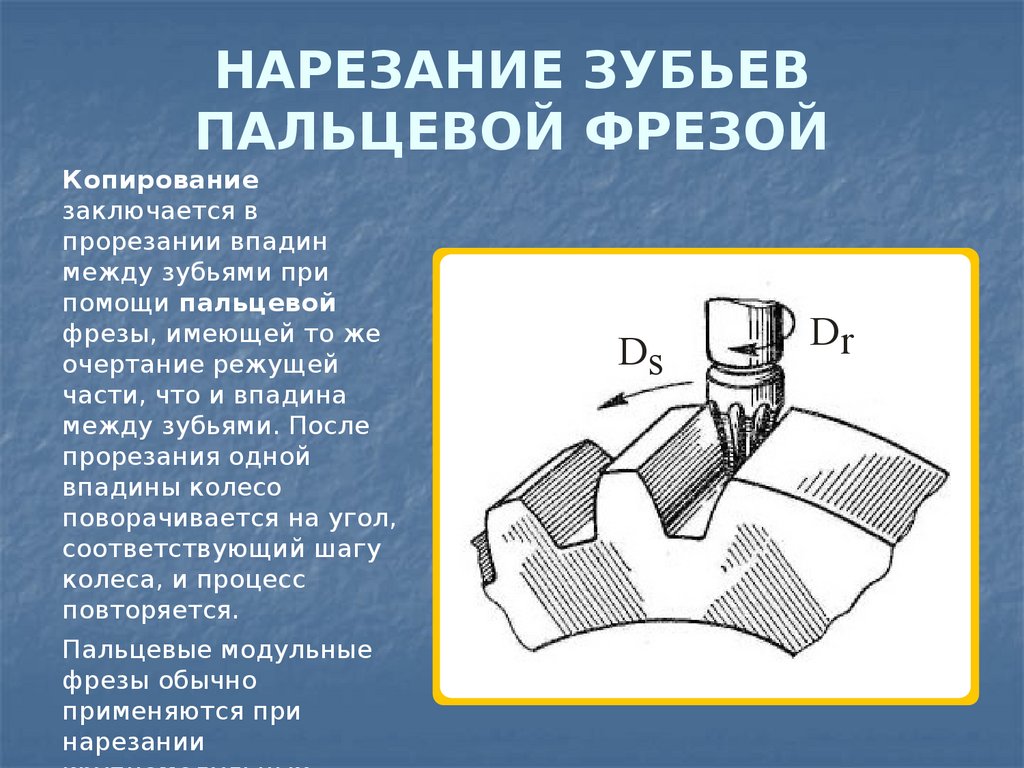
НАРЕЗАНИЕ ЗУБЬЕВПАЛЬЦЕВОЙ ФРЕЗОЙ
Копирование
заключается в
прорезании впадин
между зубьями при
помощи пальцевой
фрезы, имеющей то же
очертание режущей
части, что и впадина
между зубьями. После
прорезания одной
впадины колесо
поворачивается на угол,
соответствующий шагу
колеса, и процесс
повторяется.
Пальцевые модульные
фрезы обычно
применяются при
нарезании
Ds
Dr
16.
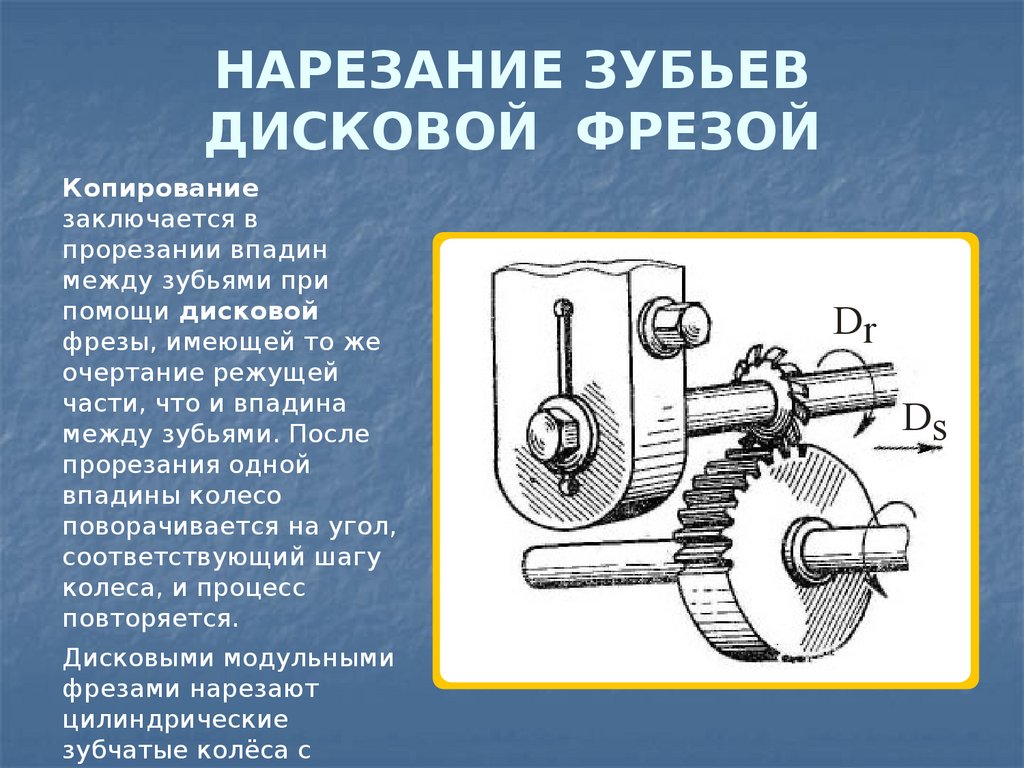
НАРЕЗАНИЕ ЗУБЬЕВДИСКОВОЙ ФРЕЗОЙ
Копирование
заключается в
прорезании впадин
между зубьями при
помощи дисковой
фрезы, имеющей то же
очертание режущей
части, что и впадина
между зубьями. После
прорезания одной
впадины колесо
поворачивается на угол,
соответствующий шагу
колеса, и процесс
повторяется.
Дисковыми модульными
фрезами нарезают
цилиндрические
зубчатые колёса с
Dr
Ds
17.
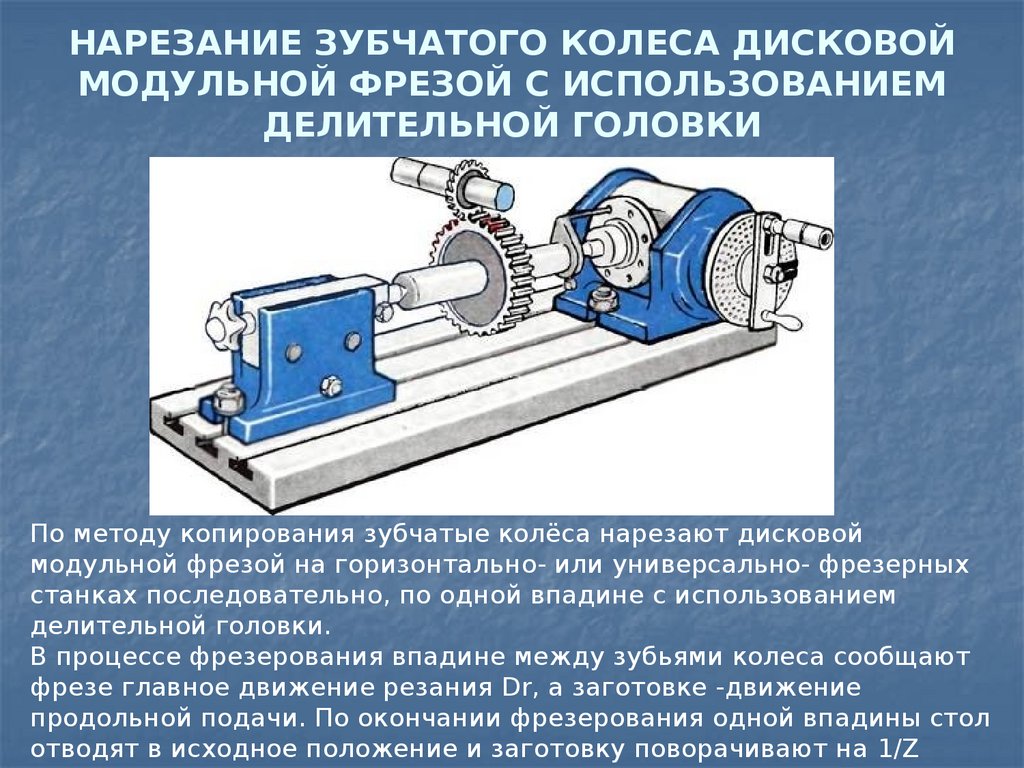
НАРЕЗАНИЕ ЗУБЧАТОГО КОЛЕСА ДИСКОВОЙМОДУЛЬНОЙ ФРЕЗОЙ С ИСПОЛЬЗОВАНИЕМ
ДЕЛИТЕЛЬНОЙ ГОЛОВКИ
По методу копирования зубчатые колёса нарезают дисковой
модульной фрезой на горизонтально- или универсально- фрезерных
станках последовательно, по одной впадине с использованием
делительной головки.
В процессе фрезерования впадине между зубьями колеса сообщают
фрезе главное движение резания Dr, а заготовке -движение
продольной подачи. По окончании фрезерования одной впадины стол
отводят в исходное положение и заготовку поворачивают на 1/Z
18.
НАРЕЗАНИЕ ЗУБЬЕВДОЛБЯКОМ
Обкатка производится
режущим инструментом
— долбяком.
Dr
Ds
Долбяку и нарезаемой
заготовке сообщают
такое относительное
Ds
движение (вращение),
Ds
как если бы они были
парными зубчатыми
Ds
колесами. Кроме
вращения долбяк
совершает возвратнопоступательное
движение вдоль своей
оси и режущими
кромками зубьев
При нарезании
цилиндрических
колёс с прямыми зубьями
вырезает
впадины
на
используют прямозубые долбяки. Главное движение резания –
заготовке.
возвратно-поступательное движение долбяка; движение долбяка
вниз – рабочий ход Drс, движение его вверх – вспомогательный
ход Drв, оба движения – рабочее и вспомогательное – составляют
двойной ход долбяка.
19.
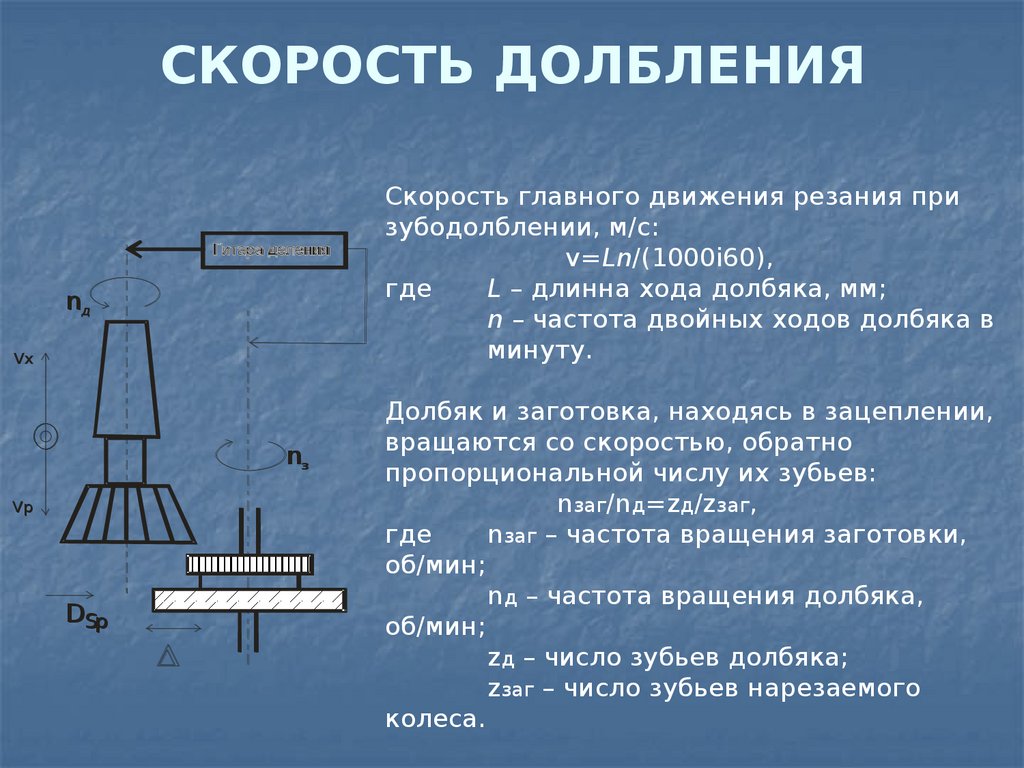
СКОРОСТЬ ДОЛБЛЕНИЯСкорость главного движения резания при
зубодолблении, м/с:
v=Ln/(1000i60),
где
L – длинна хода долбяка, мм;
n – частота двойных ходов долбяка в
минуту.
nд
Vx
nзз
Vp
DSp
Долбяк и заготовка, находясь в зацеплении,
вращаются со скоростью, обратно
пропорциональной числу их зубьев:
nзаг/nд=zд/zзаг,
где
nзаг – частота вращения заготовки,
об/мин;
nд – частота вращения долбяка,
об/мин;
zд – число зубьев долбяка;
zзаг – число зубьев нарезаемого
колеса.
20.
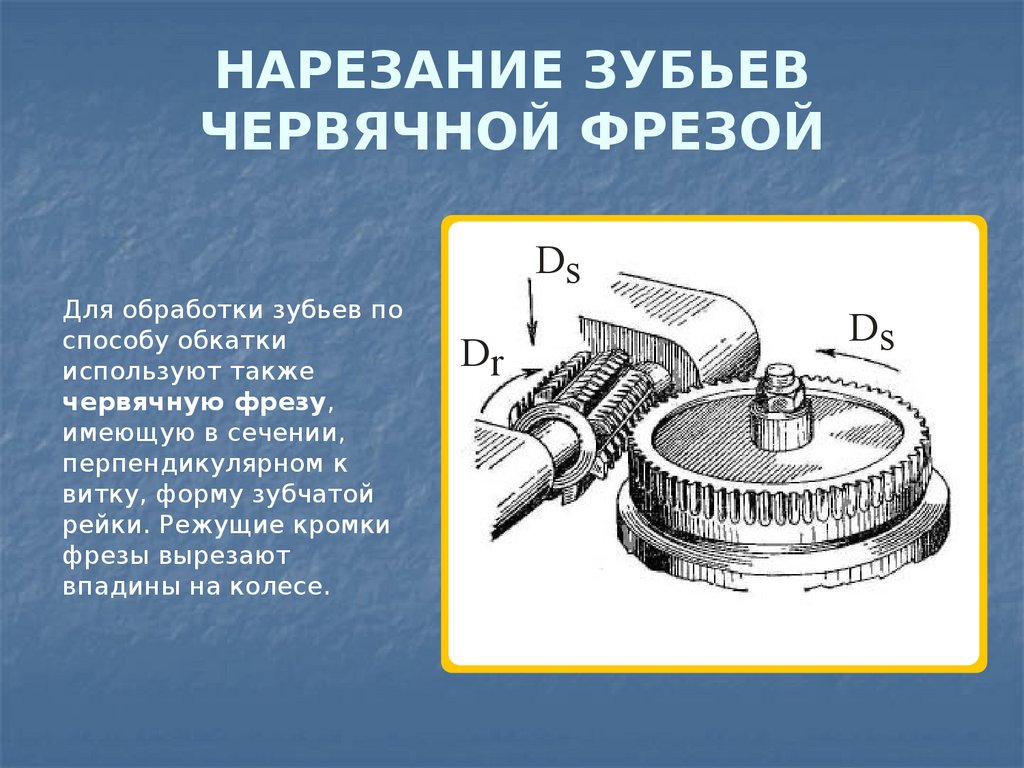
НАРЕЗАНИЕ ЗУБЬЕВЧЕРВЯЧНОЙ ФРЕЗОЙ
Для обработки зубьев по
способу обкатки
используют также
червячную фрезу,
имеющую в сечении,
перпендикулярном к
витку, форму зубчатой
рейки. Режущие кромки
фрезы вырезают
впадины на колесе.
Ds
Dr
Ds
21.
НАРЕЗАНИЕ ЧЕРВЯЧНЫХ ЗУБЧАТЫХКОЛЁС НА ЗУБОФРЕЗЕРНЫХ
СТАНКАХ
Для нарезания червячных колёс необходимы три движения:
главное вращательное движение резания червячной фрезы,
движения круговой подачи заготовки и движение радиальной
подачи заготовки. Первые два движения осуществляют настройкой
тех же кинематических цепей, что и при нарезании колёс с
прямыми и косыми зубьями. Для нарезания зуба заготовке
сообщают движение радиальной подачи, настраивая
кинематическую цепь горизонтальной подачи. Цепь
22.
НАРЕЗАНИЕ ШЛИЦОВ МЕТОДОМОБКАТКИ ШЛИЦЕВОЙ ЧЕРВЯЧНОЙ
ФРЕЗОЙ
Червячная шлицевая
фреза применяется для
нарезания шлицов на
валах и других не
эвольвентных профилей
на специальных станках
методом обкатки.
Нарезаемый вал
(заготовка) расположен
горизонтально, а не
вертикально, а поэтому
движение подачи
осуществляется
горизонтально.
23.
ЧЕРВЯЧНАЯ ФРЕЗАДля червячных модульных
фрез период стойкости T при
m=4…8 мм:
- при обработке сталей – 240
мин;
Дляобработке
червячныхчугуна
фрез – 480
- при
установлены классы точности
мин
ААА, АА, А, В и С. Класс ААА высший.
Вид обработки
Черновая обработка
Чистовая обработка
Класс точности фрезы
Под зубодолбление
С
Под шлифование
B
Под шевингование
A
ААА
АА
А
В
24.
СХЕМА НАРЕЗАНИЯЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ
КОЛЁС
ор
т
о
М
Ds
кр
Q
Заготовка
Коробка скоростей
за
фре
я
а
н
яч
Черв
Dr
Гитара
деления
Суммирующий
механизм
Коробка подач
Гитара
дифференциала
Ds
25.
26.
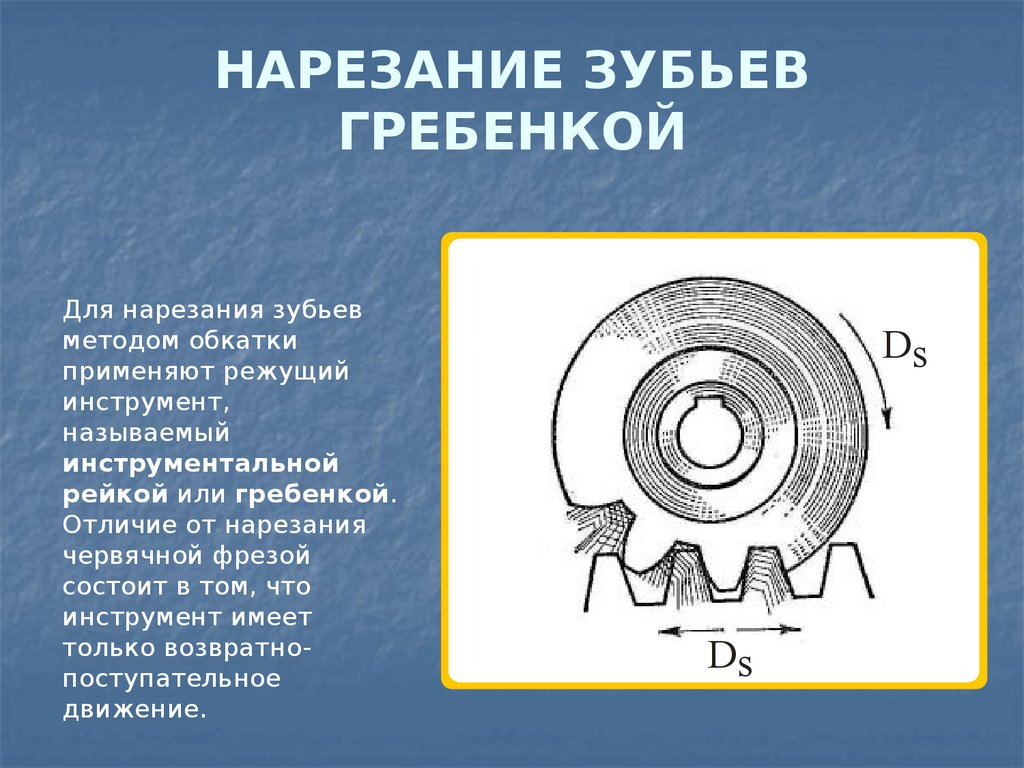
НАРЕЗАНИЕ ЗУБЬЕВГРЕБЕНКОЙ
Для нарезания зубьев
методом обкатки
применяют режущий
инструмент,
называемый
инструментальной
рейкой или гребенкой.
Отличие от нарезания
червячной фрезой
состоит в том, что
инструмент имеет
только возвратнопоступательное
движение.
Ds
Ds
27.
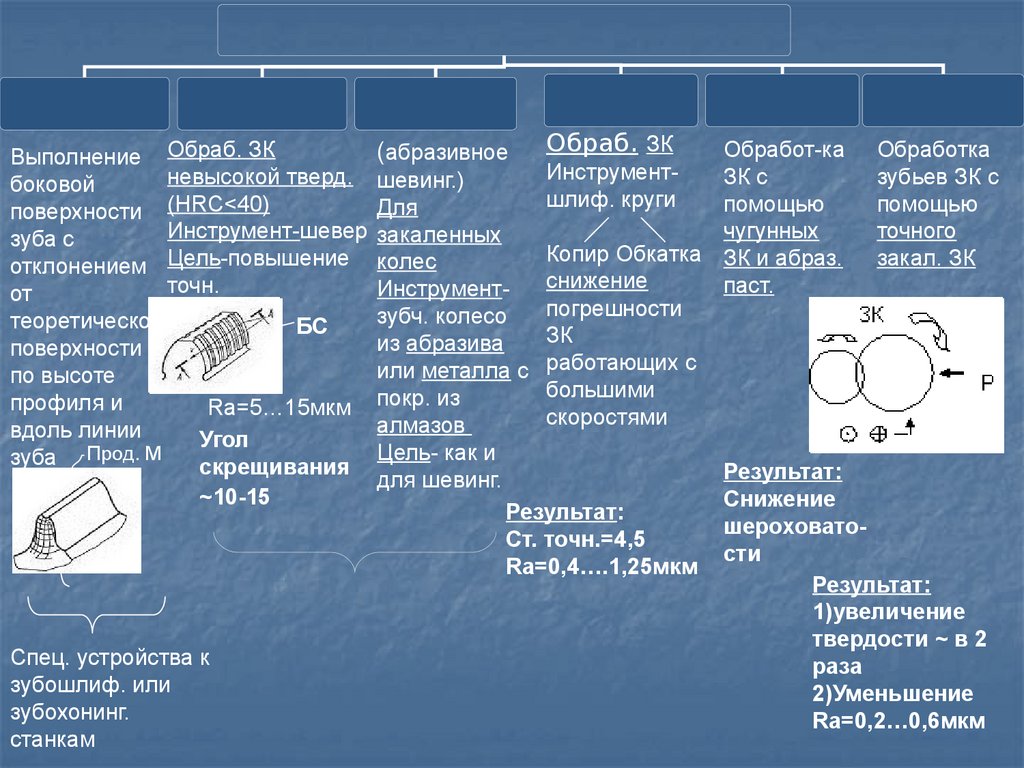
(абразивное Обраб. ЗКВыполнение Обраб. ЗК
Инструментневысокой тверд. шевинг.)
боковой
шлиф. круги
Для
поверхности (HRC<40)
Инструмент-шевер закаленных
зуба с
Копир Обкатка
отклонением Цель-повышение колес
снижение
точн.
Инструментот
погрешности
зубч. колесо
теоретической
БС
ЗК
из абразива
поверхности
или металла с работающих с
по высоте
большими
профиля и
Rа=5…15мкм покр. из
скоростями
алмазов
вдоль линии
Угол
Цель- как и
зуба Прод. М
скрещивания
для шевинг.
~10-15
Результат:
Ст. точн.=4,5
Ra=0,4….1,25мкм
Спец. устройства к
зубошлиф. или
зубохонинг.
станкам
Обработ-ка
ЗК с
помощью
чугунных
ЗК и абраз.
паст.
Обработка
зубьев ЗК с
помощью
точного
закал. ЗК
Результат:
Снижение
шероховатости
Результат:
1)увеличение
твердости ~ в 2
раза
2)Уменьшение
Ra=0,2…0,6мкм
28.
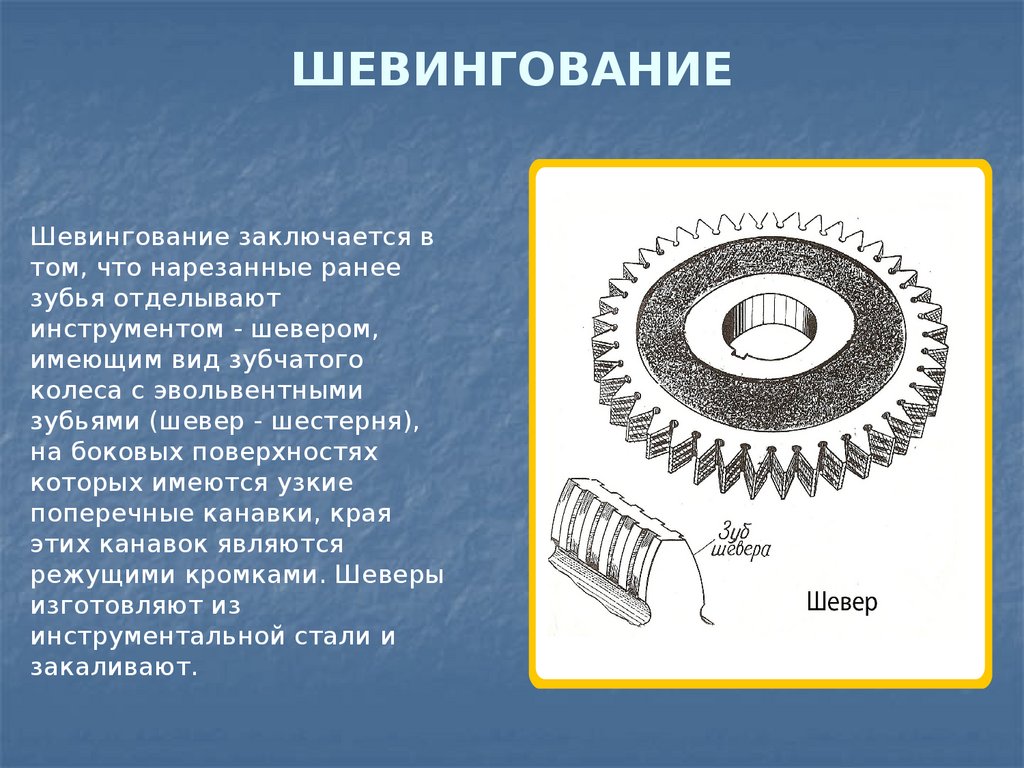
ШЕВИНГОВАНИЕШевингование заключается в
том, что нарезанные ранее
зубья отделывают
инструментом - шевером,
имеющим вид зубчатого
колеса с эвольвентными
зубьями (шевер - шестерня),
на боковых поверхностях
которых имеются узкие
поперечные канавки, края
этих канавок являются
режущими кромками. Шеверы
изготовляют из
инструментальной стали и
закаливают.
29.
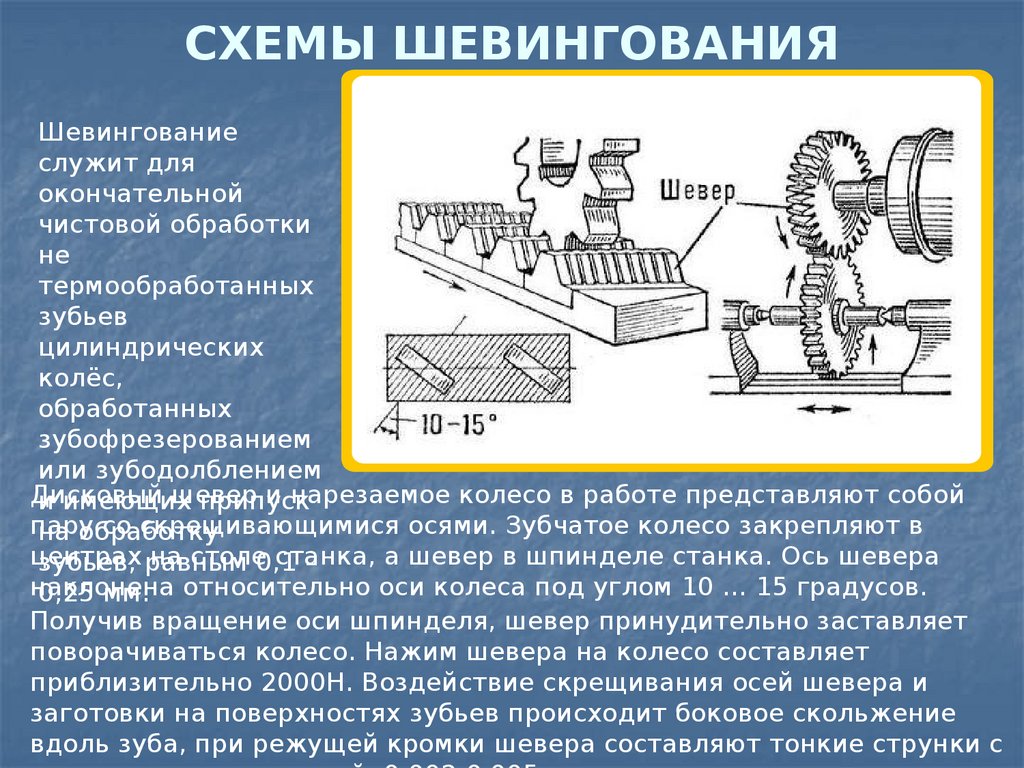
СХЕМЫ ШЕВИНГОВАНИЯШевингование
служит для
окончательной
чистовой обработки
не
термообработанных
зубьев
цилиндрических
колёс,
обработанных
зубофрезерованием
или зубодолблением
Дисковый
шевер
и нарезаемое колесо в работе представляют собой
и имеющих
припуск
пару
со скрещивающимися осями. Зубчатое колесо закрепляют в
на обработку
центрах
на столе0,1
станка,
а шевер в шпинделе станка. Ось шевера
зубьев, равным
–
наклонена
0,25 мм. относительно оси колеса под углом 10 … 15 градусов.
Получив вращение оси шпинделя, шевер принудительно заставляет
поворачиваться колесо. Нажим шевера на колесо составляет
приблизительно 2000H. Воздействие скрещивания осей шевера и
заготовки на поверхностях зубьев происходит боковое скольжение
вдоль зуба, при режущей кромки шевера составляют тонкие струнки с
30.
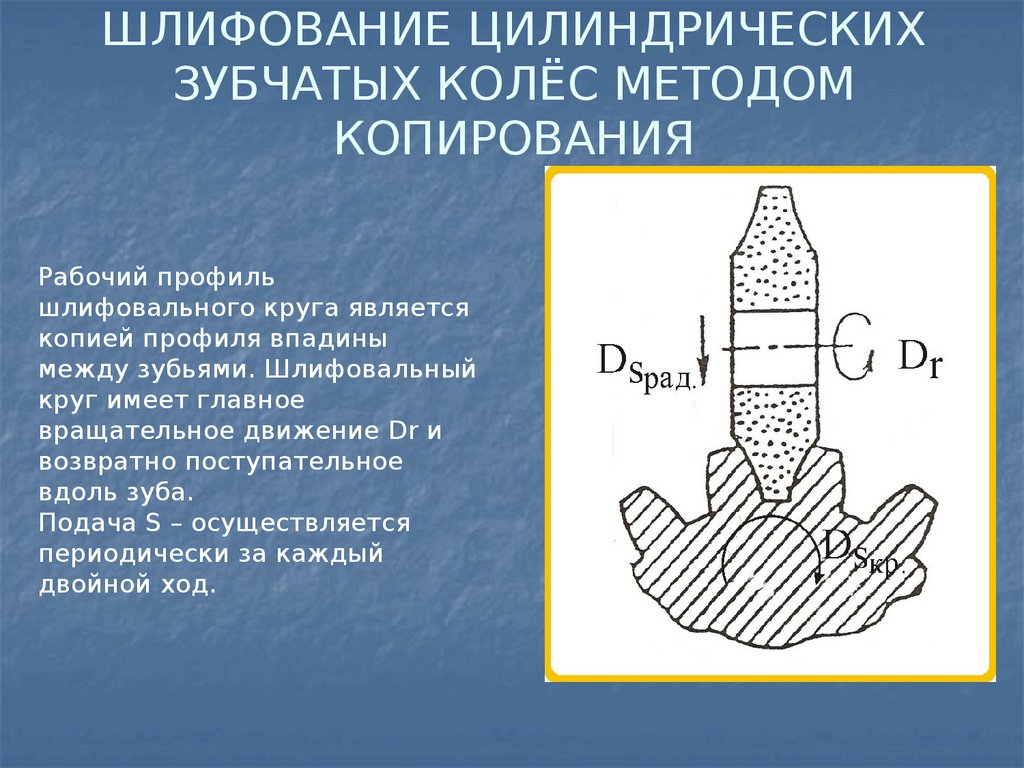
ШЛИФОВАНИЕ ЦИЛИНДРИЧЕСКИХЗУБЧАТЫХ КОЛЁС МЕТОДОМ
КОПИРОВАНИЯ
Рабочий профиль
шлифовального круга является
копией профиля впадины
между зубьями. Шлифовальный
круг имеет главное
вращательное движение Dr и
возвратно поступательное
вдоль зуба.
Подача S – осуществляется
периодически за каждый
двойной ход.
31.
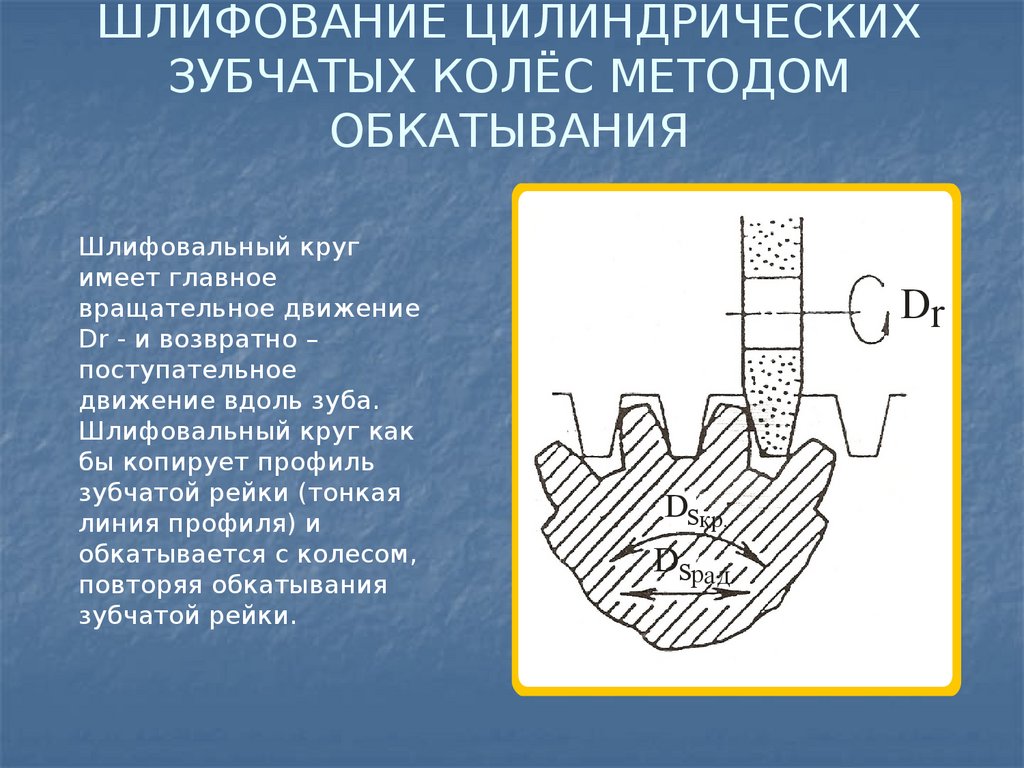
ШЛИФОВАНИЕ ЦИЛИНДРИЧЕСКИХЗУБЧАТЫХ КОЛЁС МЕТОДОМ
ОБКАТЫВАНИЯ
Шлифовальный круг
имеет главное
вращательное движение
Dr - и возвратно –
поступательное
движение вдоль зуба.
Шлифовальный круг как
бы копирует профиль
зубчатой рейки (тонкая
линия профиля) и
обкатывается с колесом,
повторяя обкатывания
зубчатой рейки.
Dr
Dsкр.
Dsрад.
32.
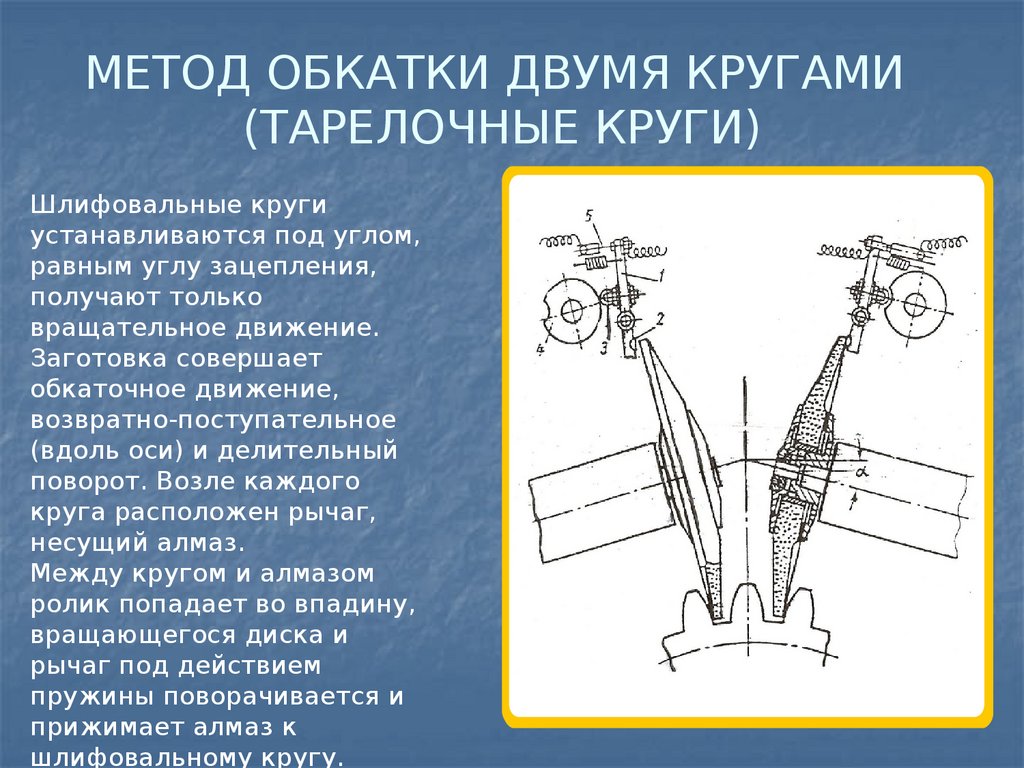
МЕТОД ОБКАТКИ ДВУМЯ КРУГАМИ(ТАРЕЛОЧНЫЕ КРУГИ)
Шлифовальные круги
устанавливаются под углом,
равным углу зацепления,
получают только
вращательное движение.
Заготовка совершает
обкаточное движение,
возвратно-поступательное
(вдоль оси) и делительный
поворот. Возле каждого
круга расположен рычаг,
несущий алмаз.
Между кругом и алмазом
ролик попадает во впадину,
вращающегося диска и
рычаг под действием
пружины поворачивается и
прижимает алмаз к
шлифовальному кругу.
33.
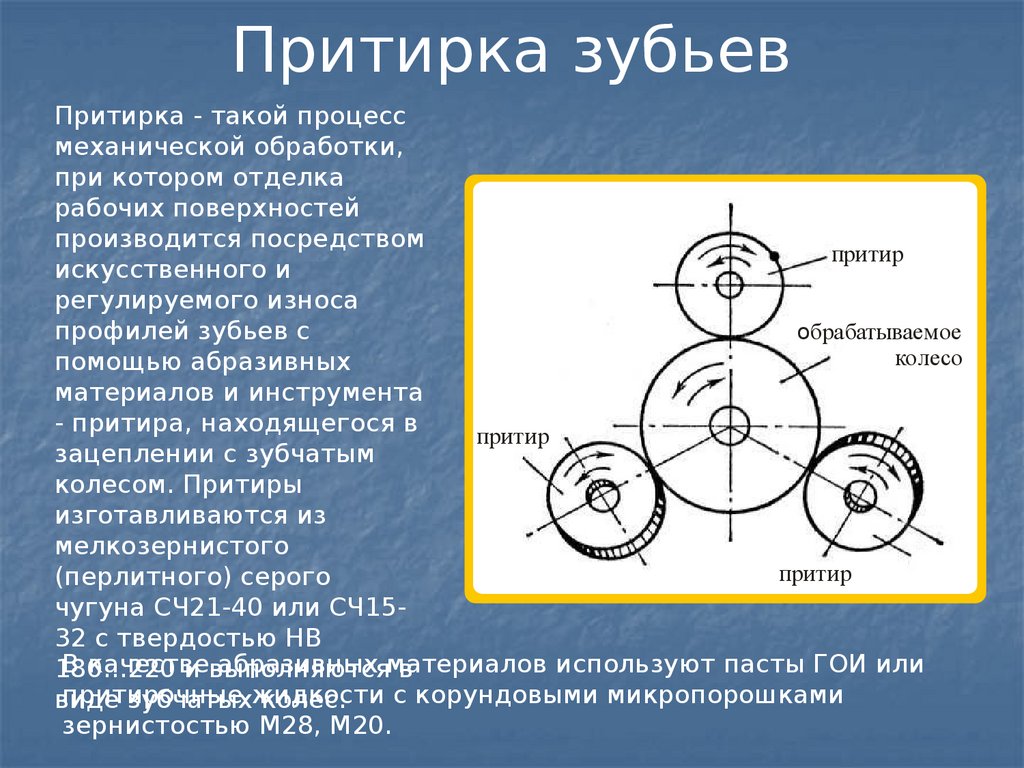
Притирка зубьевПритирка - такой процесс
механической обработки,
при котором отделка
рабочих поверхностей
производится посредством
притир
искусственного и
регулируемого износа
профилей зубьев с
обрабатываемое
колесо
помощью абразивных
материалов и инструмента
- притира, находящегося в
притир
зацеплении с зубчатым
колесом. Притиры
изготавливаются из
мелкозернистого
притир
(перлитного) серого
чугуна СЧ21-40 или СЧ1532 с твердостью НВ
В качестве
абразивных материалов
используют пасты ГОИ или
180...220
и выполняются
в
притирочные
с корундовыми микропорошками
виде
зубчатыхжидкости
колес.
зернистостью М28, М20.