






 Промышленность
ПромышленностьПохожие презентации:










Проект участка механического цеха для изготовления детали «Червяк»
1.
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ ПЕРМСКОГО КРАЯГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
«ПЕРМСКИЙ ТЕХНИКУМ ПРОМЫШЛЕННЫХ И ИНФОРМАЦИОННЫХ ТЕХНОЛОГИЙ
им. Б.Г. ИЗГАГИНА»
Дипломная работа на тему
Проект участка механического цеха для
изготовления детали «Червяк»
2024 г
Ковалев Никита Вячеславович
Специальность 15.02.08
Технология машиностроения
Группа 20СТМ-1
Руководитель:
Смолин Петр Олегович
2.
ЗАДАЧИ ПРОЕКТА:спроектировать технологическое оснащение для
изготовления детали «Червяк»
рассмотреть организацию участка механического цеха
экономически обосновать разработанный
технологический процесс изготовления детали
«Червяк»
3.
ДЕТАЛЬ «ЧЕРВЯК»группа – тела вращения
материал – конструкционная
легированная сталь 40Х (ГОСТ 4543-88)
предназначен для поддержания сидящих
на нем деталей и передачи вращающего
момента. Вал червячный применяется в
червячной передаче, зубчато-винтовой
передаче - принцип винтовой пары
4.
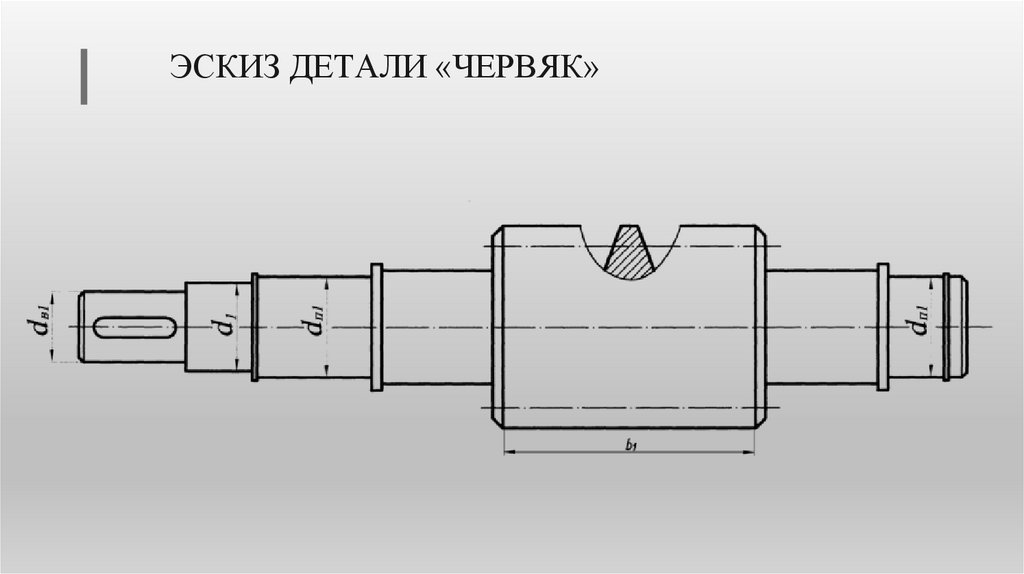
ЭСКИЗ ДЕТАЛИ «ЧЕРВЯК»5.
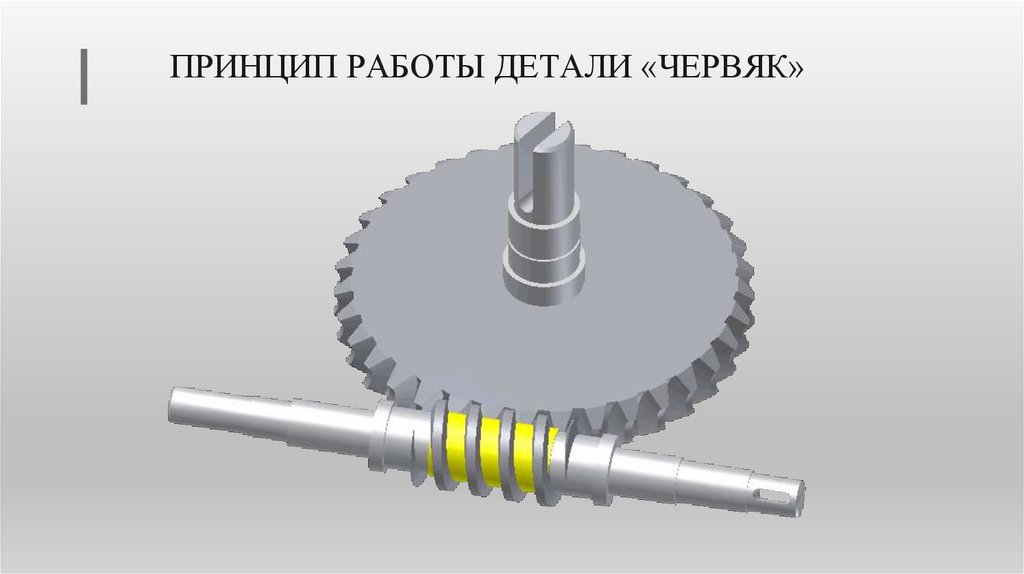
ПРИНЦИП РАБОТЫ ДЕТАЛИ «ЧЕРВЯК»6.
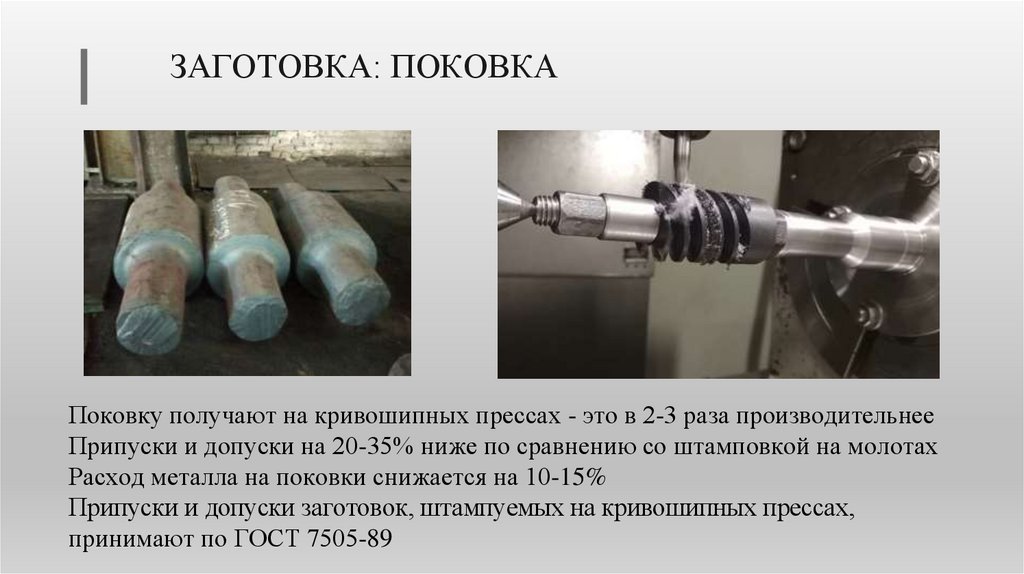
ЗАГОТОВКА: ПОКОВКАПоковку получают на кривошипных прессах - это в 2-3 раза производительнее
Припуски и допуски на 20-35% ниже по сравнению со штамповкой на молотах
Расход металла на поковки снижается на 10-15%
Припуски и допуски заготовок, штампуемых на кривошипных прессах,
принимают по ГОСТ 7505-89
7.
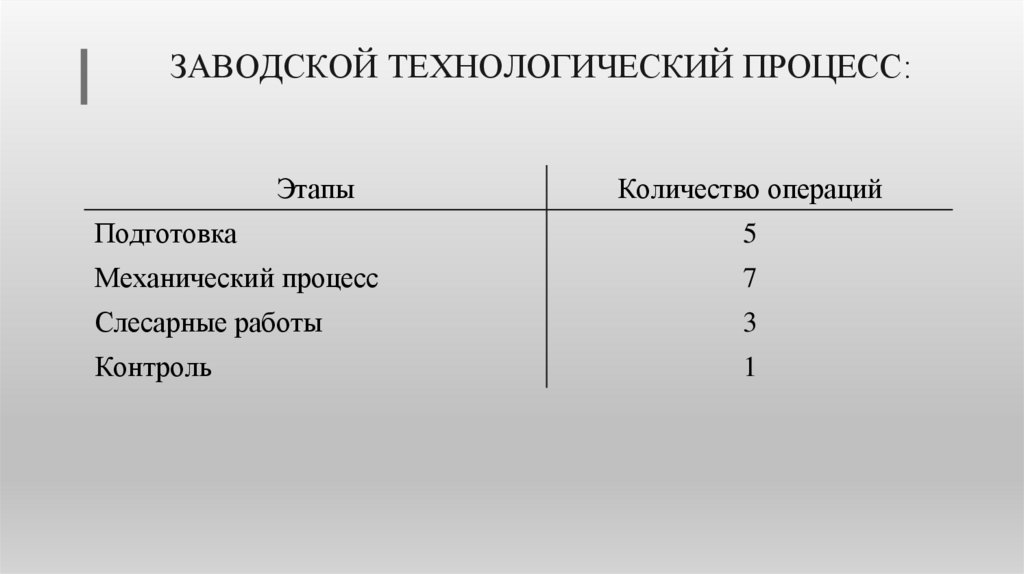
ЗАВОДСКОЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС:Этапы
Количество операций
Подготовка
5
Механический процесс
7
Слесарные работы
3
Контроль
1
8.
НЕДОСТАТКИ ТЕХ ПРОЦЕССАДорогие материалы
Устаревшее оборудование
Напайной режущий инструмент
Ручное выполнение множества операций
9.
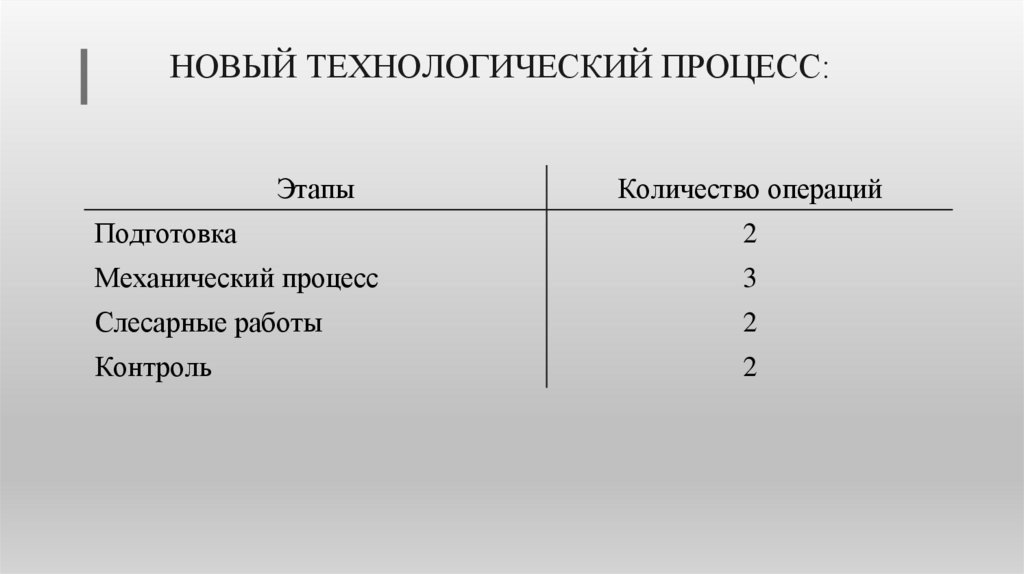
НОВЫЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС:Этапы
Количество операций
Подготовка
2
Механический процесс
3
Слесарные работы
2
Контроль
2
10.
ВНЕДРЕНИЕ В ТЕХ ПРОЦЕСССОВРЕМЕННОГО ОБОРУДОВАНИЯ С ЧПУ
11.
ИСПОЛЬЗОВАНИЕ СБОРНОГО МОНОЛИТНОГОИНСТРУМЕНТА
12.
ГОДОВАЯ ЭКОНОМИЯПРИ ПРОЕКТИРУЕМОМ ТЕХ ПРОЦЕССЕ
13.
ГОДОВАЯ ЭКОНОМИЯПРИ ПРОЕКТИРУЕМОМ ТЕХ ПРОЦЕССЕ
по материалу
по заработной плате
по затратам на оборудование
на силовую электроэнергию
на использованные приспособления
на инструмент
на текущий ремонт оборудования
14.
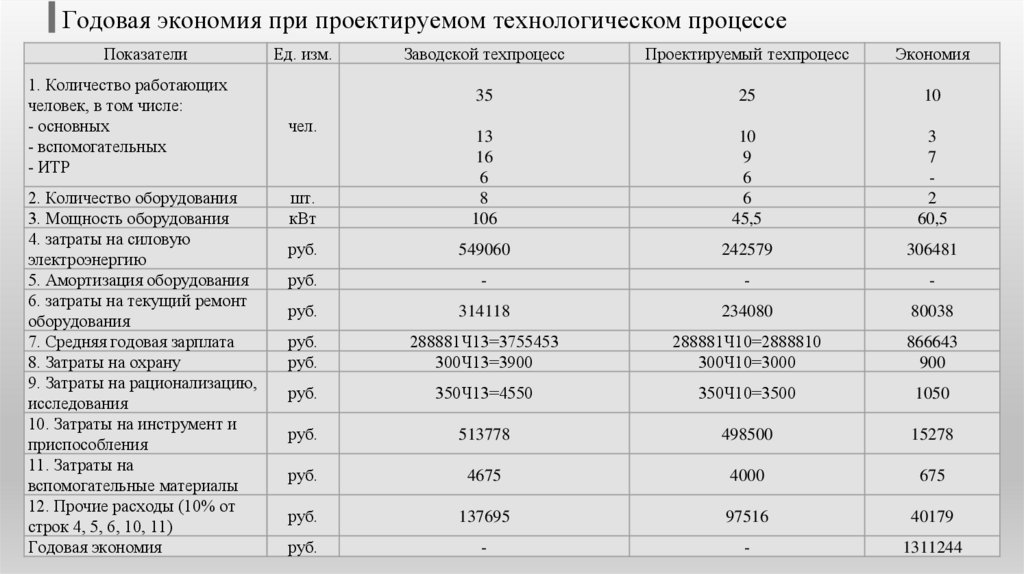
Годовая экономия при проектируемом технологическом процессеПоказатели
1. Количество работающих
человек, в том числе:
- основных
- вспомогательных
- ИТР
2. Количество оборудования
3. Мощность оборудования
4. затраты на силовую
электроэнергию
5. Амортизация оборудования
6. затраты на текущий ремонт
оборудования
7. Средняя годовая зарплата
8. Затраты на охрану
9. Затраты на рационализацию,
исследования
10. Затраты на инструмент и
приспособления
11. Затраты на
вспомогательные материалы
12. Прочие расходы (10% от
строк 4, 5, 6, 10, 11)
Годовая экономия
Ед. изм.
Заводской техпроцесс
Проектируемый техпроцесс
Экономия
35
25
10
шт.
кВт
13
16
6
8
106
10
9
6
6
45,5
3
7
2
60,5
руб.
549060
242579
306481
руб.
-
-
-
руб.
314118
234080
80038
руб.
руб.
288881Ч13=3755453
300Ч13=3900
288881Ч10=2888810
300Ч10=3000
866643
900
руб.
350Ч13=4550
350Ч10=3500
1050
руб.
513778
498500
15278
руб.
4675
4000
675
руб.
137695
97516
40179
руб.
-
-
1311244
чел.
15.
ПОДВОДЯ ИТОГИ:Экономический эффект достигается благодаря следующим показателям:
более дешевый материал, похожий по свойствам
метод получения заготовки поковкой - экономия денежных средств на
количестве материала
многостаночное обслуживание - сокращение количества основных
рабочих
современное оборудование - увеличение скорости производства,
сокращение расходов на потребление э/э
Результат: увеличение роста объемов производства, повышение качества
изготовляемых деталей, уменьшения себестоимости продукции