












 Промышленность
ПромышленностьПохожие презентации:










Обработка металлов резанием
1.
6.1 Обработка металлов резанием• Обработка металлов резанием – процесс
срезания режущим инструментом с поверхности
заготовки слоя металла в виде стружки для
получения необходимой геометрической формы,
взаиморасположения и шероховатости
поверхности детали.
• Движения рабочих органов станков
подразделяют на движения резания,
установочные и вспомогательные.
• Движения, которые обеспечивают срезания с
заготовки слоя металла или вызывают
изменение состояния обработанной поверхности
заготовки, называют движением резания.
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
1
2.
• Движения резания делятся на главное движениеи движение подачи.
• Главным движением называется движение,
определяющее скорость деформирования и
отделения стружки.
• Движение подачи –это движение,
обеспечивающее врезания режущей кромки
инструмента в материал заготовки.
• Эти движения могут быть вращательными,
поступательными, возвратно- поступательными,
непрерывными или прерывистыми.
• Движение подачи может быть продольное,
поперечное, вертикальное, круговое, окружное,
тангенциальное.
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
2
3.
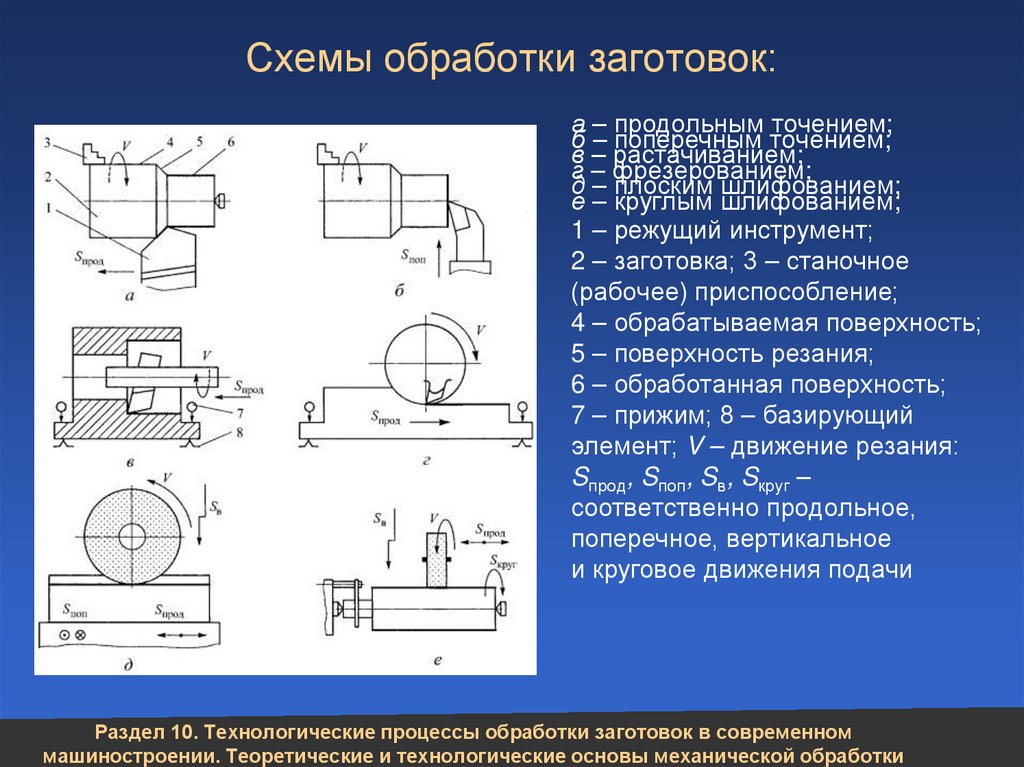
Схемы обработки заготовок:а – продольным точением;
б – поперечным точением;
в – растачиванием;
г – фрезерованием;
д – плоским шлифованием;
е – круглым шлифованием;
1 – режущий инструмент;
2 – заготовка; 3 – станочное
(рабочее) приспособление;
4 – обрабатываемая поверхность;
5 – поверхность резания;
6 – обработанная поверхность;
7 – прижим; 8 – базирующий
элемент; V – движение резания:
Sпрод, Sпоп, Sв, Sкруг –
соответственно продольное,
поперечное, вертикальное
и круговое движения подачи
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
4.
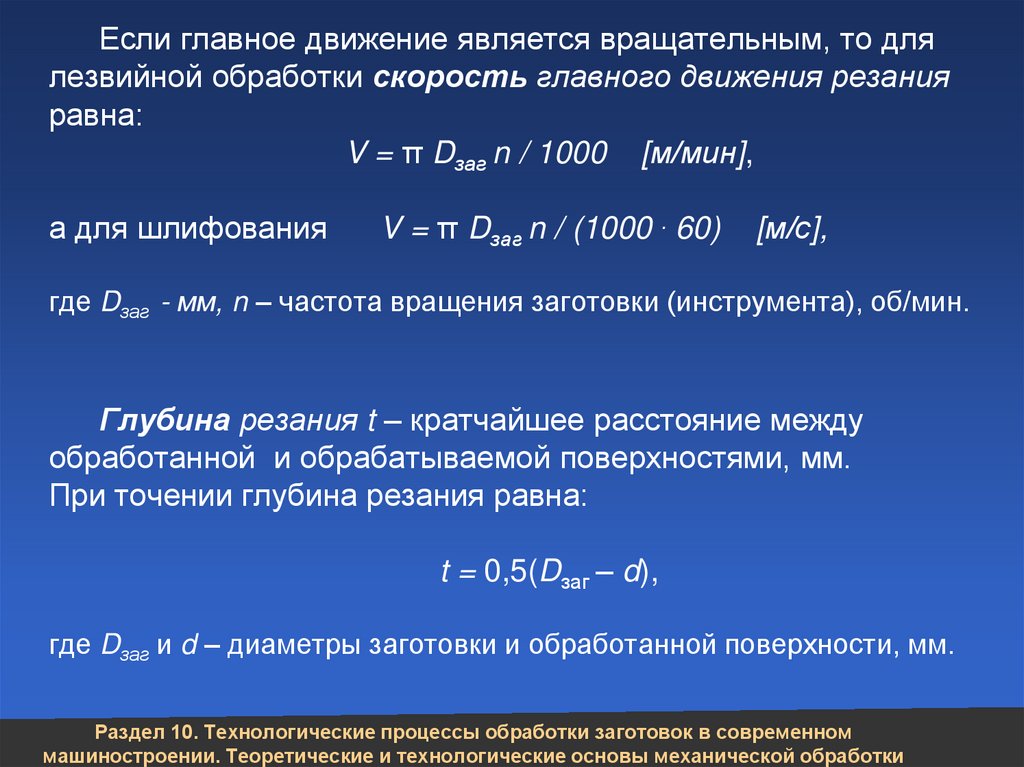
Если главное движение является вращательным, то длялезвийной обработки скорость главного движения резания
равна:
V = π Dзаг n / 1000 [м/мин],
а для шлифования
V = π Dзаг n / (1000 . 60)
[м/с],
где Dзаг - мм, n – частота вращения заготовки (инструмента), об/мин.
Глубина резания t – кратчайшее расстояние между
обработанной и обрабатываемой поверхностями, мм.
При точении глубина резания равна:
t = 0,5(Dзаг – d),
где Dзаг и d – диаметры заготовки и обработанной поверхности, мм.
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
5.
Скорость движения подачи (подача) S – путь точкирежущего лезвия инструмента относительно заготовки в
единицу времени в направлении движения подачи. Различают:
• подачу в минуту (минутную) Sm – мм/мин;
• подачу на оборот So – перемещение режущего инструмента
за один оборот заготовки или инструмента, мм/об;
• для многозубых инструментов – подачу на зуб Sz –
перемещение режущего инструмента за время поворота на
угол, равный угловому шагу зубьев, мм/зуб;
• подачу на двойной ход S2x – перемещение режущего
инструмента за один двойной ход, мм/2х.
Sm = Son = Sznz = S2x ,
где z – число зубьев инструмента.
Параметры глубину резания t, подачy S и скорость резания V
называют режимами резания.
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
6.
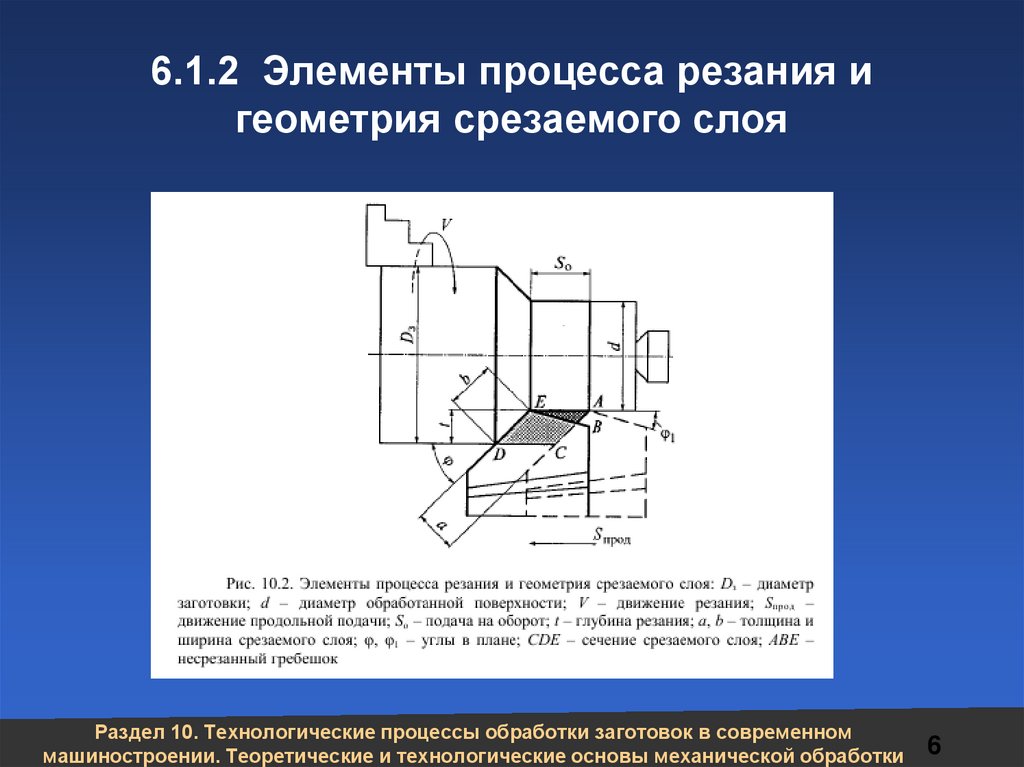
6.1.2 Элементы процесса резания игеометрия срезаемого слоя
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
6
7.
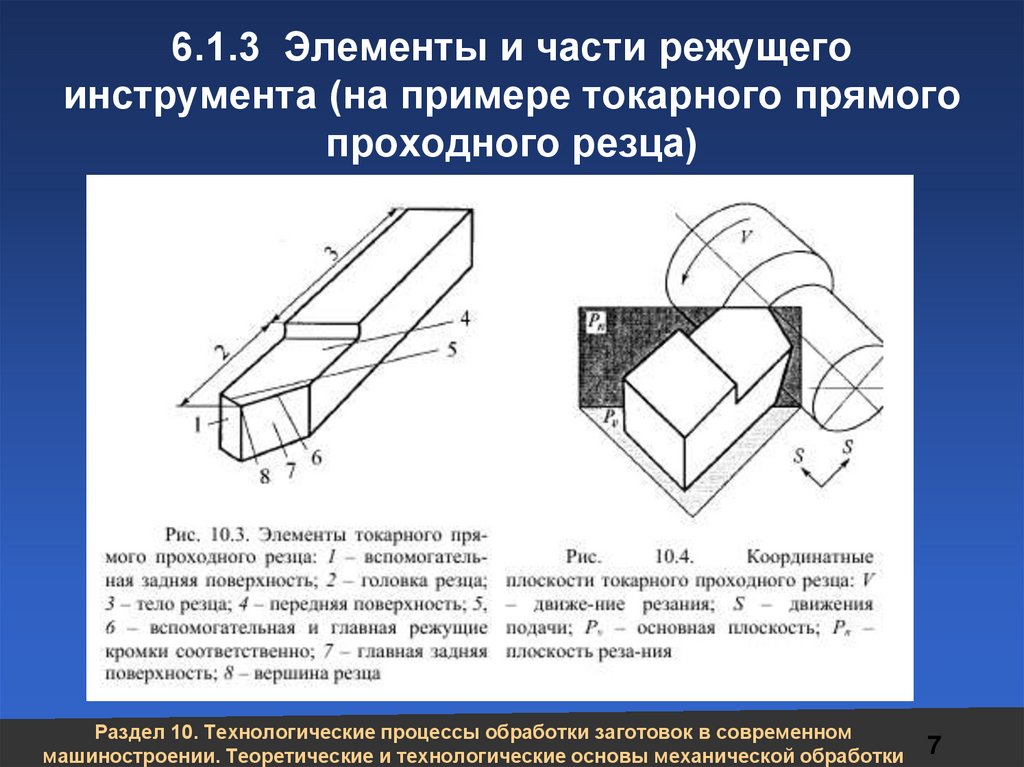
6.1.3 Элементы и части режущегоинструмента (на примере токарного прямого
проходного резца)
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
7
8.
Элементы рабочей части режущегоинструмента
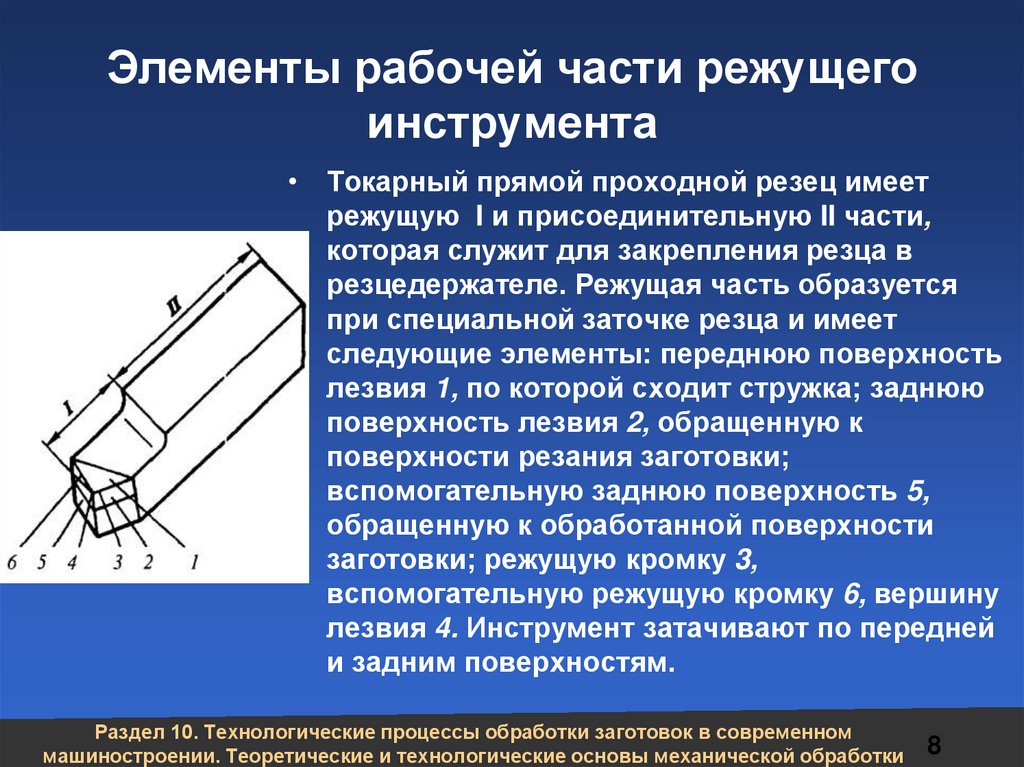
• Токарный прямой проходной резец имеет
режущую I и присоединительную II части,
которая служит для закрепления резца в
резцедержателе. Режущая часть образуется
при специальной заточке резца и имеет
следующие элементы: переднюю поверхность
лезвия 1, по которой сходит стружка; заднюю
поверхность лезвия 2, обращенную к
поверхности резания заготовки;
вспомогательную заднюю поверхность 5,
обращенную к обработанной поверхности
заготовки; режущую кромку 3,
вспомогательную режущую кромку 6, вершину
лезвия 4. Инструмент затачивают по передней
и задним поверхностям.
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
8
9.
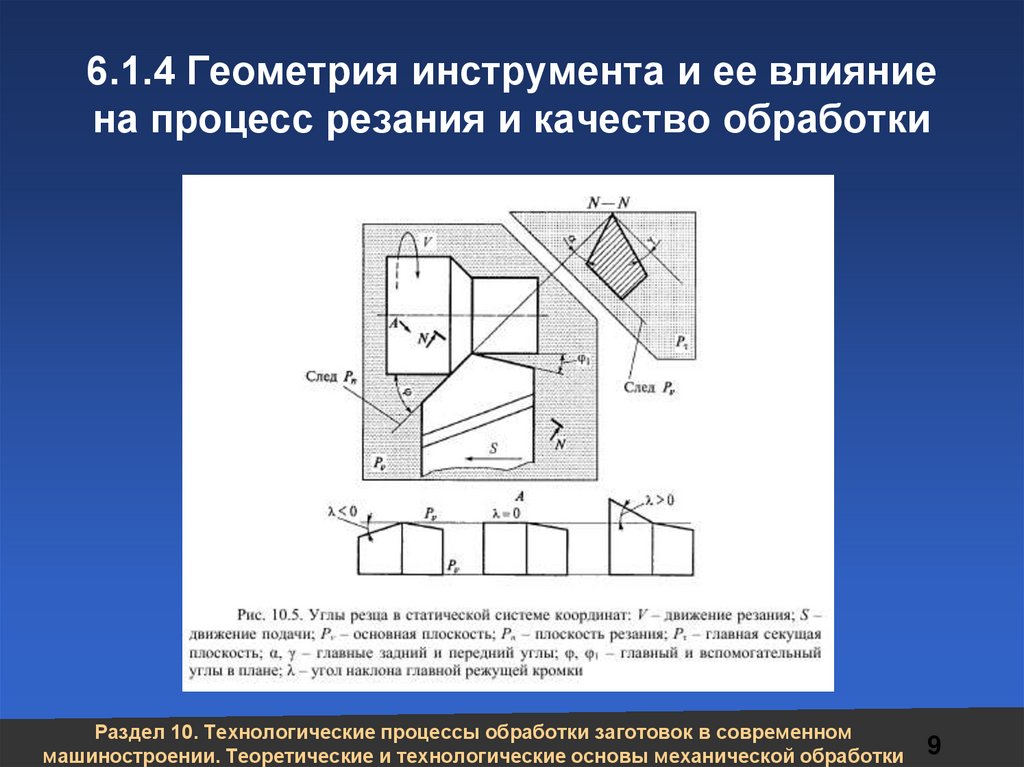
6.1.4 Геометрия инструмента и ее влияниена процесс резания и качество обработки
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
9
10.
• Задний угол α – угол между касательной к задней поверхностив рассматриваемой точке главной режущей кромки и
плоскостью резания.
Величина угла α= 5…10° и выбирается в зависимости от упругих
свойств обрабатываемого материала.
• Передний угол γ – угол между основной плоскостью и
передней поверхностью.
Величина переднего угла оказывает большое влияние на процесс
резания. С увеличением угла уменьшаются деформации срезаемого
слоя, улучшаются условия схода стружки, уменьшаются силы
резания, повышается качество обработки. Однако чрезмерное
увеличение угла приводит к уменьшению прочности режущего лезвия,
увеличению износа режущего лезвия вследствие выкрашивания, к
ухудшению теплоотвода от инструмента. При обработке
низкоуглеродистых и низколегированных сталей быстрорежущим
инструментом угол γ выбирают в пределах 12– 18°.
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
10
11.
• Главный угол в плане φ – угол между проекцией главнойрежущей кромки на основную плоскость и направлением
движения подачи. Влияет на шероховатость обработанной
поверхности.
• Вспомогательный угол в плане φ1 – угол между проекцией
вспомогательной режущей кромки на основную плоскость и
направлением движения подачи. С уменьшением угла
понижается шероховатость обработанной поверхности,
одновременно увеличиваются прочность режущего лезвия и
его стойкость.
• Угол наклона главной режущей кромки λ – это угол между
главной режущей кромкой и основной плоскостью,
проведенной через вершину резца.
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
11
12.
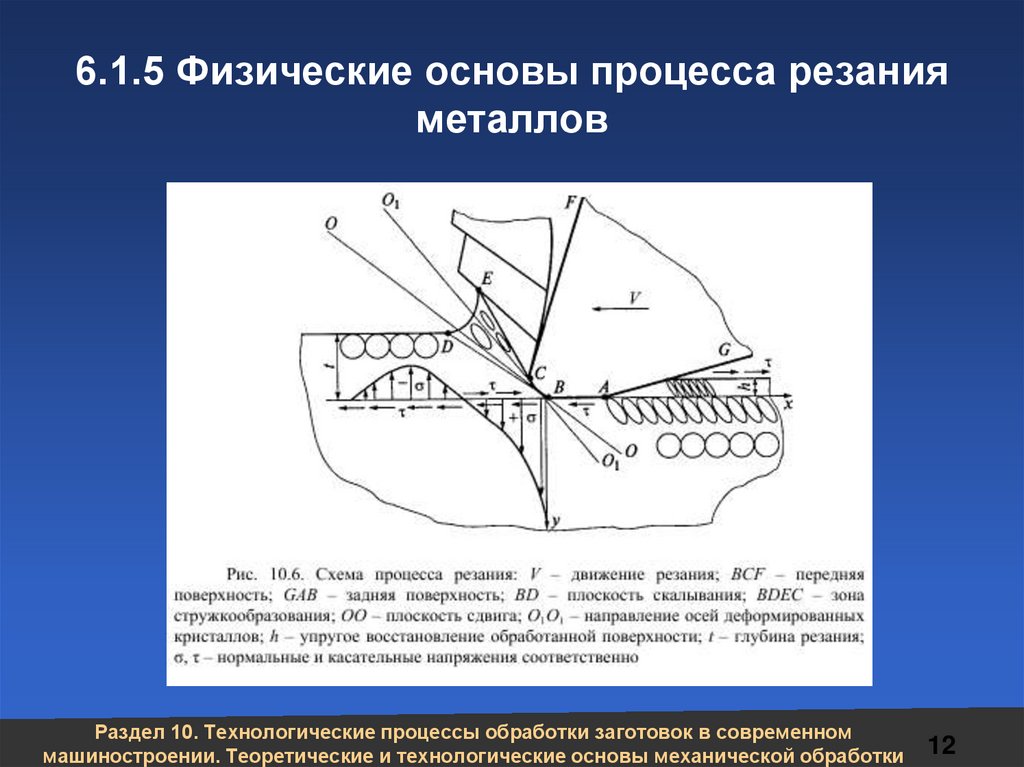
6.1.5 Физические основы процесса резанияметаллов
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
12
13.
Виды стружек• При резании с малыми скоростями и большими
величинами подачи и глубины резания стружка имеет
ярко выраженные плоскости сдвига и сегменты (стружка
скалывания или элементная стружка).
• При резании с большими скоростями и малыми
величинами подачи и глубины резания стружка имеет вид
сплошной ленты: прирезцовая сторона гладкая, на
внешней стороне видны небольшие пилообразные
зазубрины (сливная стружка).
Такая стружка может травмировать оператора (токаря), ее сложно
убирать со станка, сложно транспортировать, поэтому
необходимо применять специальные устройства для ее
дробления.
• При обработке хрупких материалов пластическая
деформация практически отсутствует; стружка имеет
вид отдельных, не связанных друг с другом сегментов
(стружка надлома или элементная).
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
13
14.
Наклеп в поверхностном слое• По мере прохождения режущего инструмента
обработанная поверхность, вследствие воздействий
упругих и пластических деформаций, упруго
восстанавливается на величину h. Твердость
поверхностного слоя будет выше твердости сердцевины,
образуется так называемый наклепанный слой, наклеп.
Твердость поверхностного слоя, глубина расположения
наклепа и эпюры напряжений зависят от физикомеханических свойств обрабатываемого металла,
геометрии режущего инструмента, условий обработки,
режимов резания. Чем выше упругопластические
свойства обрабатываемого материала, чем больше
применяемые глубина резания и подача и чем меньше
скорость резания, тем больше величина упругого
восстановления обработанной поверхности, твердость
поверхностного слоя и тем глубже распространен наклеп.
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
14
15.
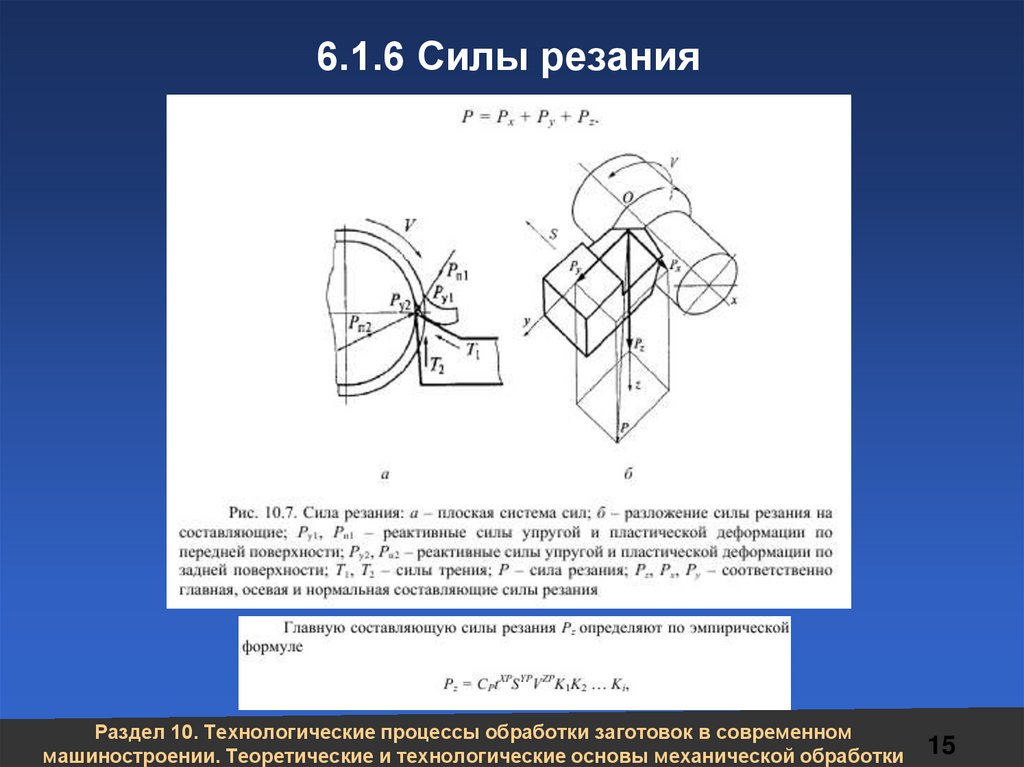
6.1.6 Силы резанияРаздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
15
16.
• Силой резания называют силу сопротивления перемещениюрежущего инструмента относительно обрабатываемой
заготовки. Работа силы резания затрачивается на упругое и
пластическое деформирование металла, на его разрушение, на
трение задней поверхности инструмента об обработанную
поверхность и передней поверхности о сходящую по ней
стружку. Сила резания не постоянна и её делят на три
составляющие:
• Р z – тангенциальная, главная составляющая силы резания;
• Р х –осевая составляющая силы резания;
• Р у – нормальная (радиальная) составляющая силы резания.
По силе Р z рассчитывают параметры механизма главного движения
станка, по силе Р х − параметры механизма подачи станка, по силе
Р у определяют точность обработки.
Соотношение составляющих силы резания для различных схем
обработки и различных пар «материал заготовки – материал режущей
части инструмента» стабильны. Например, для наружного точения
низколегированных сталей быстрорежущим инструментом
соотношение P z : Р у : Р х = 1 : (0,4–0,6) : (0,2–0,4).
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
16
17.
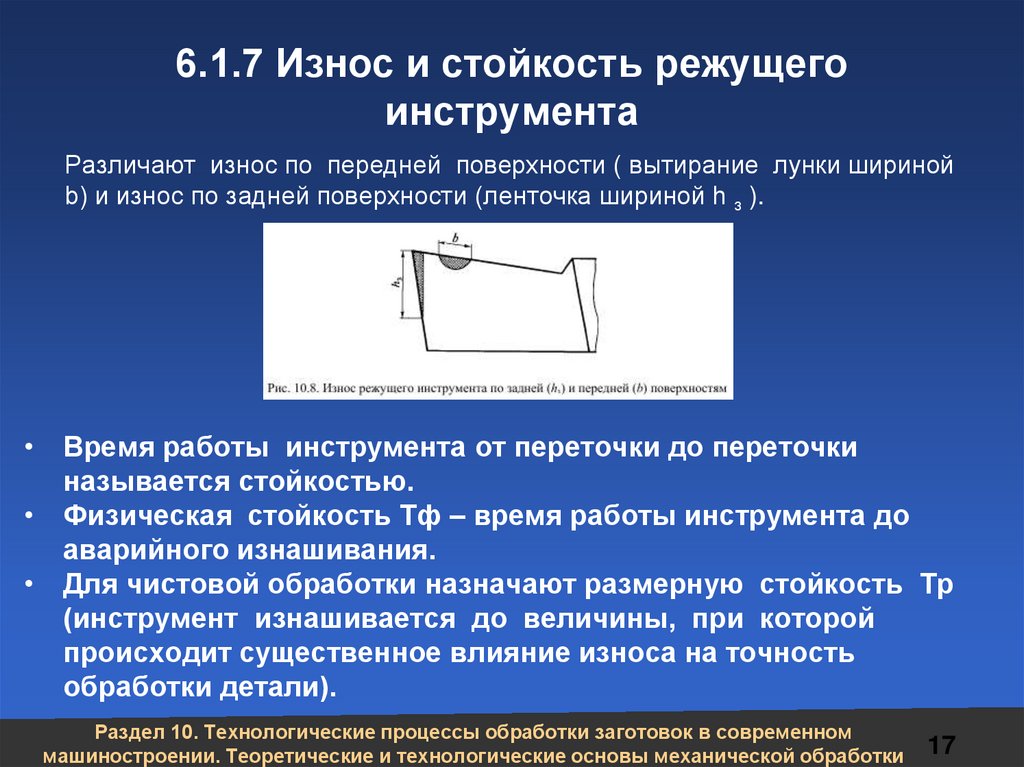
6.1.7 Износ и стойкость режущегоинструмента
Различают износ по передней поверхности ( вытирание лунки шириной
b) и износ по задней поверхности (ленточка шириной h з ).
• Время работы инструмента от переточки до переточки
называется стойкостью.
• Физическая стойкость Tф – время работы инструмента до
аварийного изнашивания.
• Для чистовой обработки назначают размерную стойкость Тр
(инструмент изнашивается до величины, при которой
происходит существенное влияние износа на точность
обработки детали).
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
17
18.
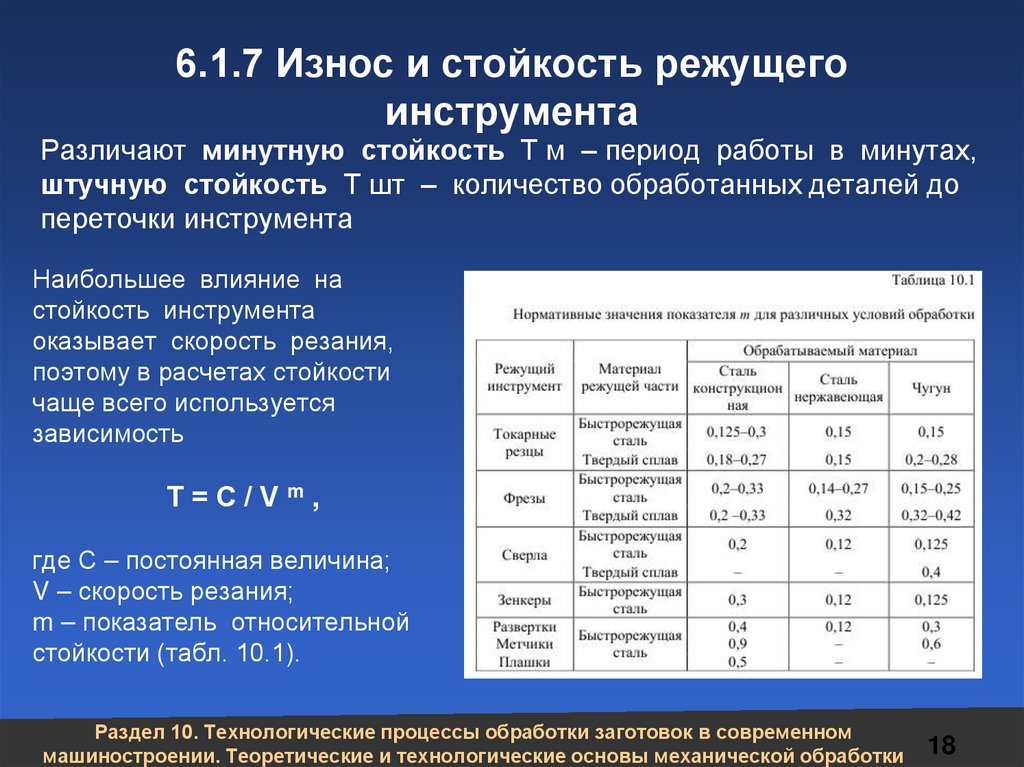
6.1.7 Износ и стойкость режущегоинструмента
Различают минутную стойкость Т м – период работы в минутах,
штучную стойкость Т шт – количество обработанных деталей до
переточки инструмента
Наибольшее влияние на
стойкость инструмента
оказывает скорость резания,
поэтому в расчетах стойкости
чаще всего используется
зависимость
Т=C/Vm,
где С – постоянная величина;
V – скорость резания;
m – показатель относительной
стойкости (табл. 10.1).
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
18
19.
6.1.8 Смазывающе-охлаждающиетехнологические среды
• Смазывающе-охлаждающие технологические среды (СОТС)
– это сложные многокомпонентные соединения продуктов
нефтяного и химического производства используемые для
повышение стойкости инструмента, уменьшение силы
резания, улучшение качества обработанной поверхности,
удаление стружки из зоны резания. СОТС обладают
смазочным, охлаждающим и моющим эффектами. СОТС
применяют в виде жидкости, газа, порошка.
• Неправильное применение СОТС может привести к
негативным последствиям (особенно при низких скоростях
резания) из-за химического и электрохимического
взаимодействия СОТС с поверхностями инструмента,
уменьшения защитного действия нароста при черновых
операциях.
Примеры СОТС: масляные (сульфафрезолы, МР-1, ОСМ-3);
водорастворимые эмульсолы (Э-1, Э-2, Э3, ЭТ-2, Укринол-1, Р3-СОЖ8)
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
19
20.
6.2 Общие сведения о металлорежущихстанках
6.2.1 Классификация металлорежущих станков
Все многообразие станков может быть разделено на следующие группы
(предложено ЭНИМС).
1-я группа (около 30%) токарные – включает станки, использующие в качестве
основного технологического метода точение.
2-я группа (свыше 20%) объединяет сверлильные и расточные станки, т.е.
оборудование для обработки отверстий.
3-я группа (более 20%) – шлифовальные станки различного назначения.
4-я группа объединяет комбинированные станки разного назначения.
5-я группа – зубообрабатывающие, позволяют обрабатывать зубья
цилиндрических и конических колес (около 6%).
6-я группа – фрезерные станки (для обработки плоскостей, канавок и т.п.),
составляющие почти 15%, станочного парка.
7-я группа включает протяжные, строгальные и долбежные станки с
прямолинейным главным рабочим движением (4% станочного парка).
8-я группа объединяет станки для резания проката и других материалов.
9-я группа охватывает станки для осуществления различных процессов:
балансировки, правки и т.д.
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
20
21.
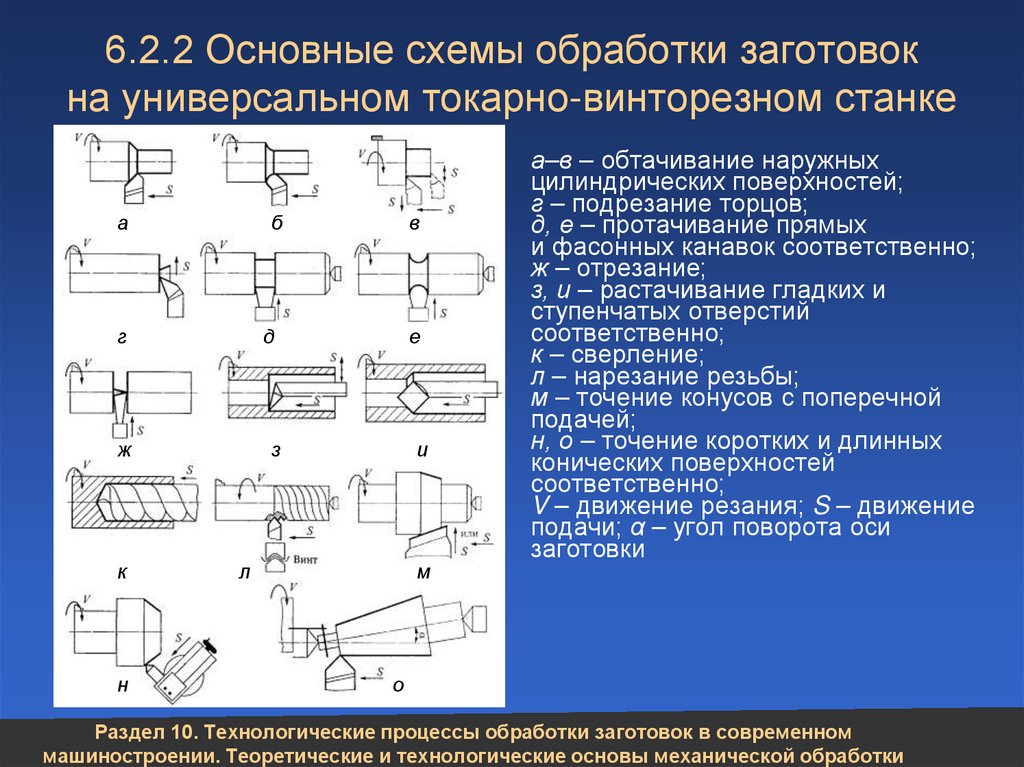
6.2.2 Основные схемы обработки заготовокна универсальном токарно-винторезном станке
а
б
в
г
д
е
ж
з
и
к
н
л
м
а–в – обтачивание наружных
цилиндрических поверхностей;
г – подрезание торцов;
д, е – протачивание прямых
и фасонных канавок соответственно;
ж – отрезание;
з, и – растачивание гладких и
ступенчатых отверстий
соответственно;
к – сверление;
л – нарезание резьбы;
м – точение конусов с поперечной
подачей;
н, о – точение коротких и длинных
конических поверхностей
соответственно;
V – движение резания; S – движение
подачи; α – угол поворота оси
заготовки
о
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
22.
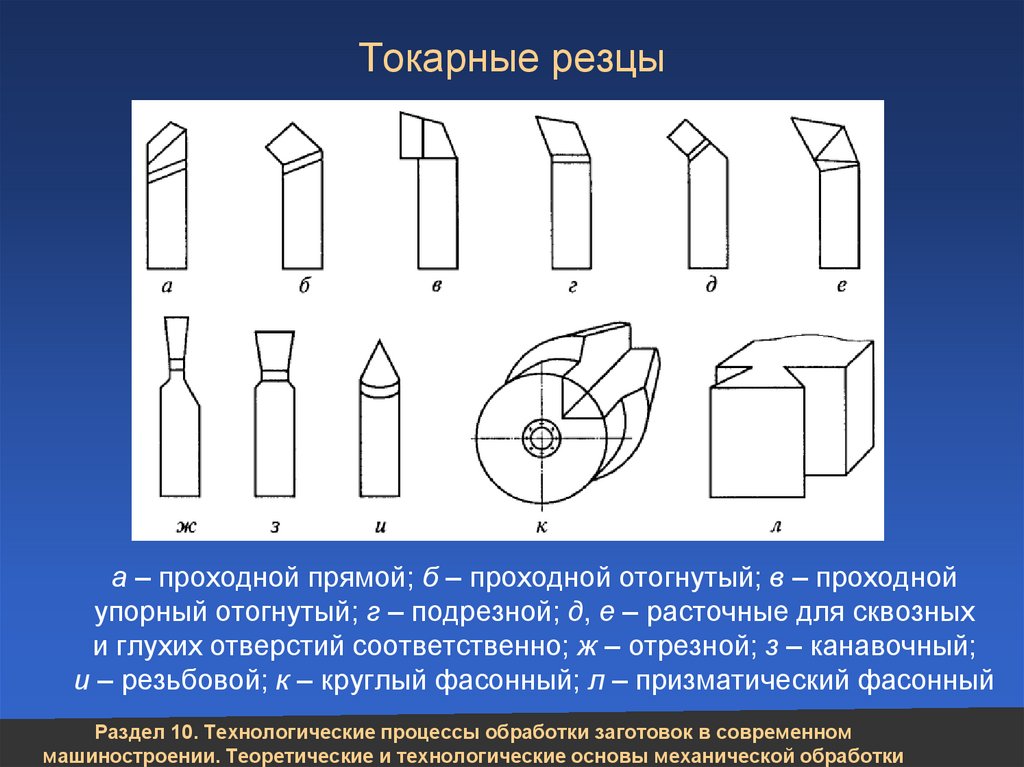
Токарные резцыа – проходной прямой; б – проходной отогнутый; в – проходной
упорный отогнутый; г – подрезной; д, е – расточные для сквозных
и глухих отверстий соответственно; ж – отрезной; з – канавочный;
и – резьбовой; к – круглый фасонный; л – призматический фасонный
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
23.
Приспособления для токарных станковНа токарных
станках применяют
следующие
приспособления:
а – трехкулачковый
самоцентрирующий
патрон; б –
неподвижный центр;
в – срезанный центр;
г – шариковый
центр; д - обратный
центр; е – хомутик; ж
– подвижный люнет;
з – цанговый патрон;
1 – корпус; 2 –
заготовка; 3 –
кулачки; 4 - конус
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
24.
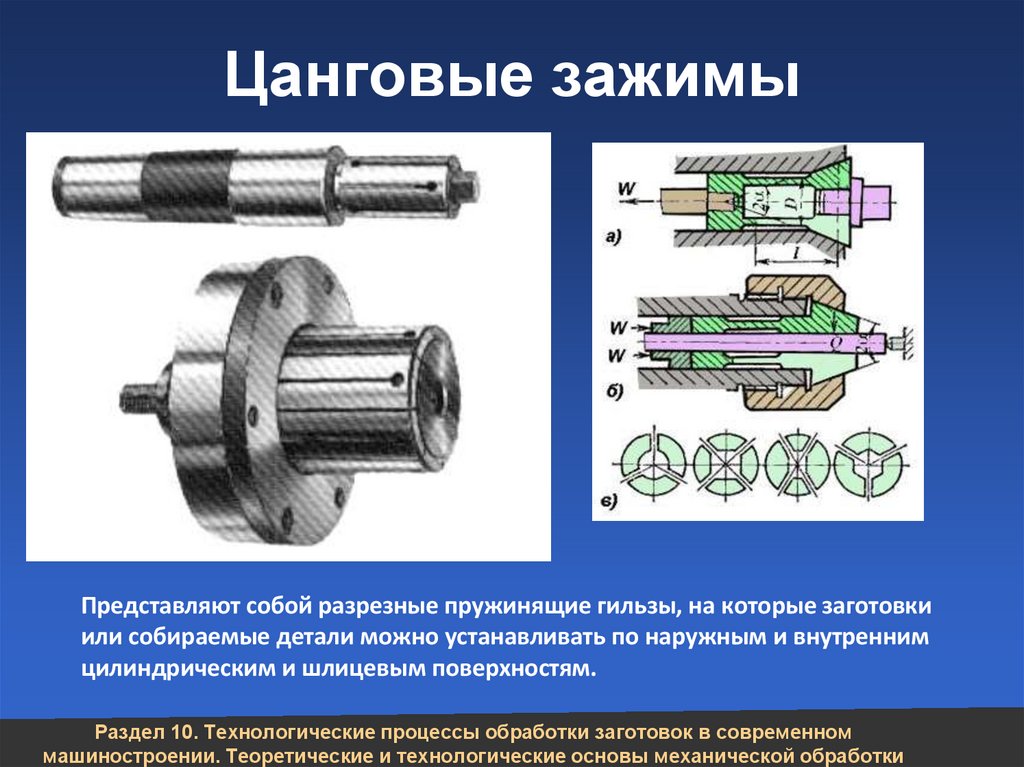
Цанговые зажимыПредставляют собой разрезные пружинящие гильзы, на которые заготовки
или собираемые детали можно устанавливать по наружным и внутренним
цилиндрическим и шлицевым поверхностям.
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
25.
Мембранные патроныиспользуют для точной центровки заготовки 4 по наружной или внутренней
цилиндрической поверхности (точность центрирования составляет 0,003...0,005
мм). Состоят из круглой, прикрепленной к планшайбе станка пластины-мембраны
1 с симметрично расположенными кулачками 2. Шток 3 пневмоцилиндра,
двигаясь вперед, прогибает пластину, раздвигая кулачки. При отходе штока назад
пластина, стремясь в первоначальное положение, сжимает своими кулачками
заготовку. Материал пластины – сталь 65Г, 30ХГС или У7А с твердостью HRCэ 41…46.
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
26.
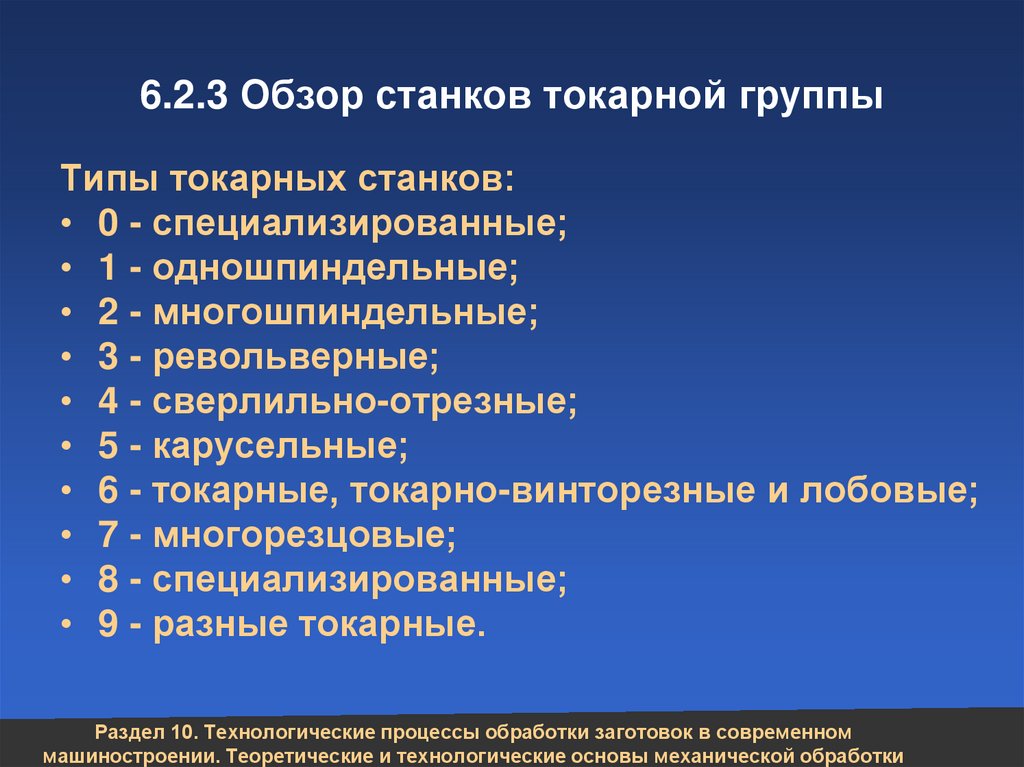
6.2.3 Обзор станков токарной группыТипы токарных станков:
• 0 - специализированные;
• 1 - одношпиндельные;
• 2 - многошпиндельные;
• 3 - револьверные;
• 4 - сверлильно-отрезные;
• 5 - карусельные;
• 6 - токарные, токарно-винторезные и лобовые;
• 7 - многорезцовые;
• 8 - специализированные;
• 9 - разные токарные.
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
27.
Универсальный токарно-винторезный станок1 – передняя бабка; 2 – шпиндель; 3 – трехкулачковый патрон;
4 – поворотные салазки; 5 – резцедержатель; 6 – поперечные салазки;
7 – пиноль; 8 – задняя бабка; 9 – рейка; 10 – ходовой вал;
11 – ходовой винт; 12 – задняя тумба; 13 – поддон; 14 – продольные салазки;
15 – фартук; 16 – передняя тумба; 17 – гитара подач; 18 – станина
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
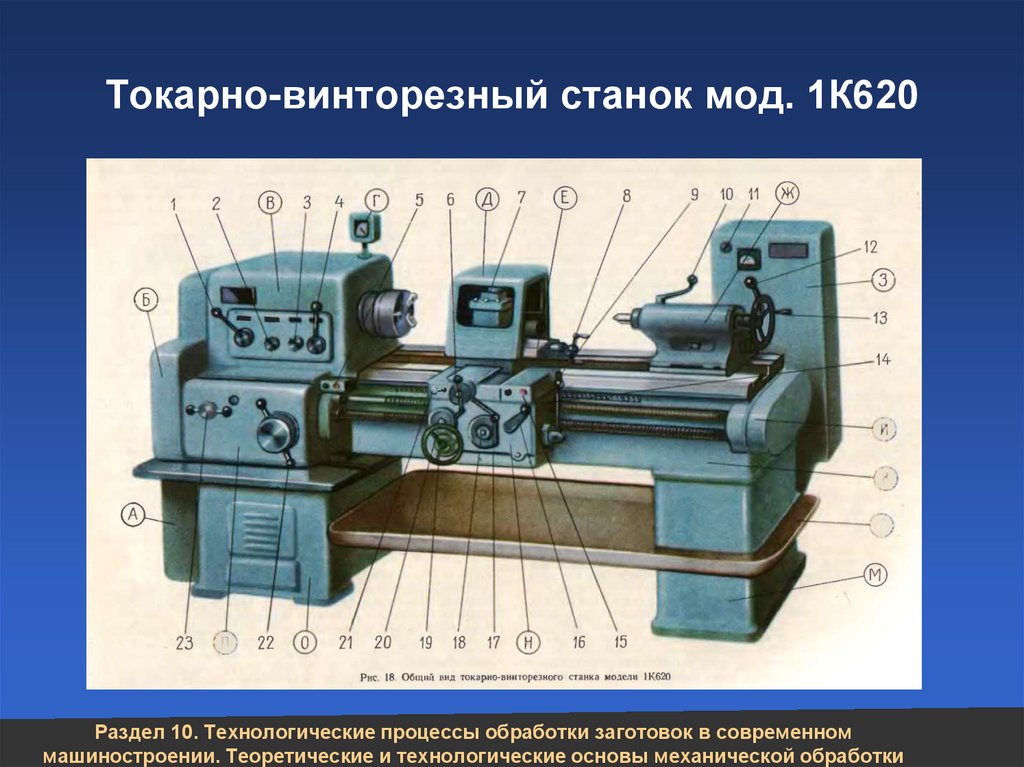
28.
Токарно-винторезный станок мод. 1К620Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
29.
Токарно-револьверный станокВ прутковых револьверных станках заготовку зажимают в пустотелом цанговом патроне. В патронных револьверных станках обрабатывают штучные заготовки в трех кулачковом патроне
ступенчатый валик,
фланец,
кольцо
1 - станина, 2 - коробка подач,
3 - коробка скоростей,
4 - передняя бабка,
5 - поперечный суппорт,
6 - револьверная головка,
7 - револьверный суппорт,
8 - барабан задних упоров,
9 - барабан передних упоров
Схемы обработки
поверхностей на токарноревольверном станке
1 — подача прутка до
упора; 2 — подрезание
правого торца; 3 —
обтачивание двух
цилиндрических
поверхностей, снятие
фаски и сверление
отверстия; 4 —
зенкерование отверстия
и протачивание
кольцевой канавки; 5 —
зенкование; 6 —
нарезание резьбы; 7 —
отрезание детали
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
29
30.
Токарно-револьверный станок мод. 1П326Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
31.
Токарно-револьверный автомат мод. 1А136Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
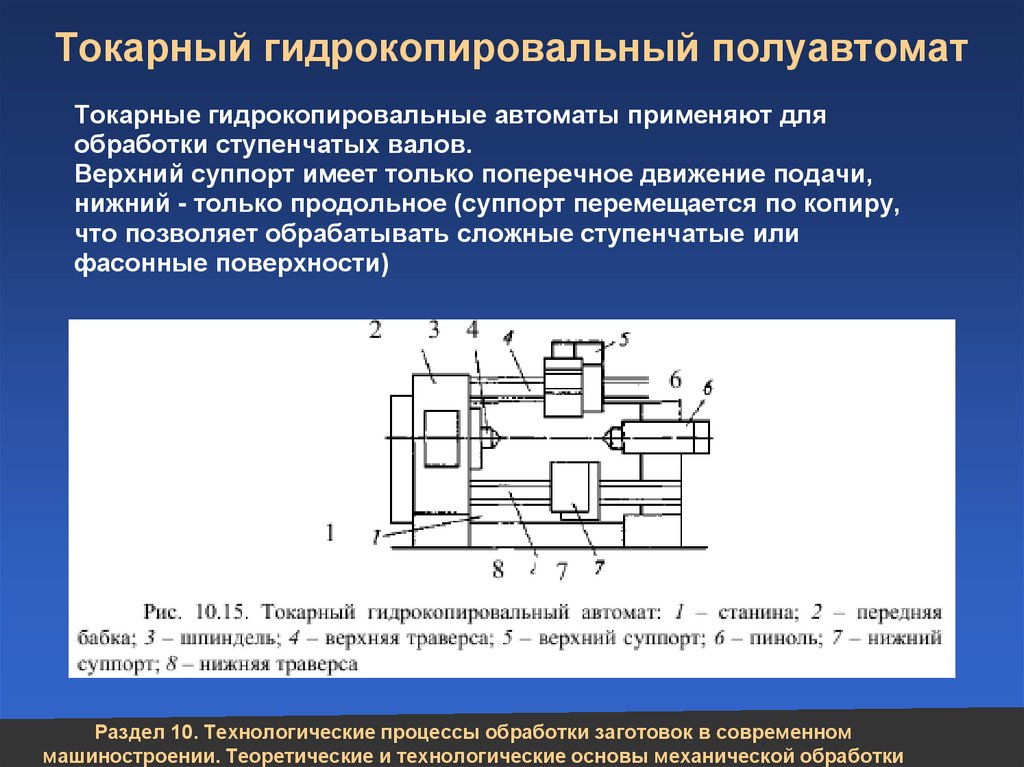
32.
Токарный гидрокопировальный полуавтоматТокарные гидрокопировальные автоматы применяют для
обработки ступенчатых валов.
Верхний суппорт имеет только поперечное движение подачи,
нижний - только продольное (суппорт перемещается по копиру,
что позволяет обрабатывать сложные ступенчатые или
фасонные поверхности)
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
33.
Токарный гидрокопировальный полуавтомат мод. 1722Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
34.
Токарно-карусельный станокПредназначен для обработки массивных цилиндрических заготовок с
отношением длины к диаметру 0,3 - 0,4.
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
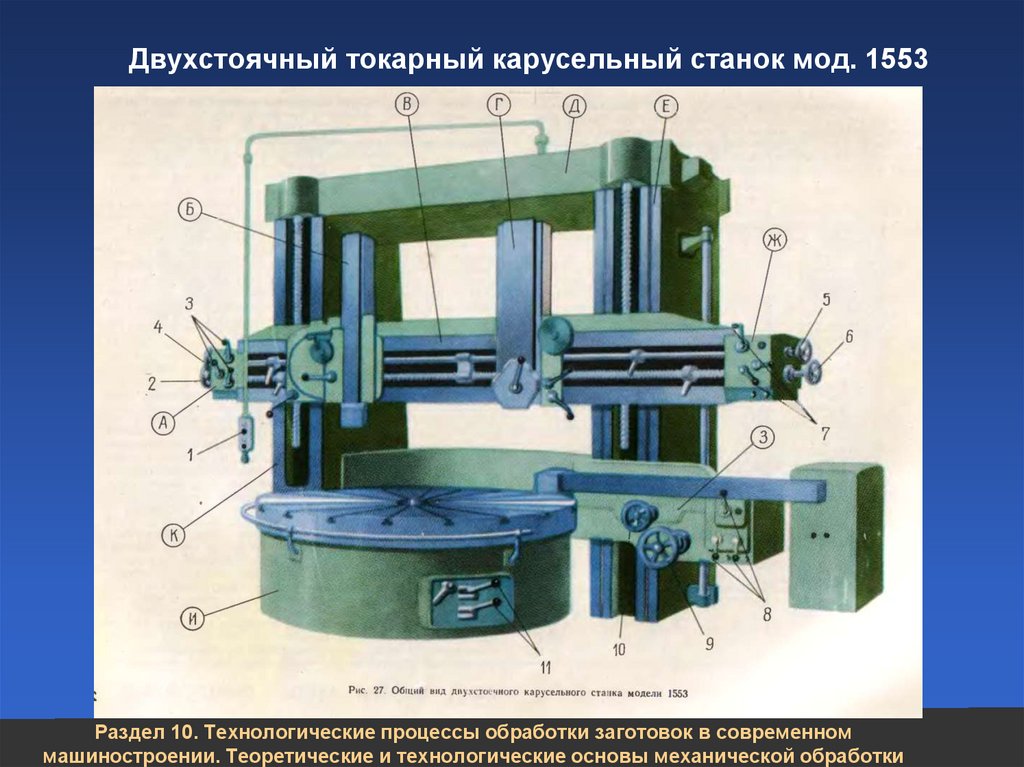
35.
Двухстоячный токарный карусельный станок мод. 1553Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
36.
Многошпиндельные токарные автоматыРаздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
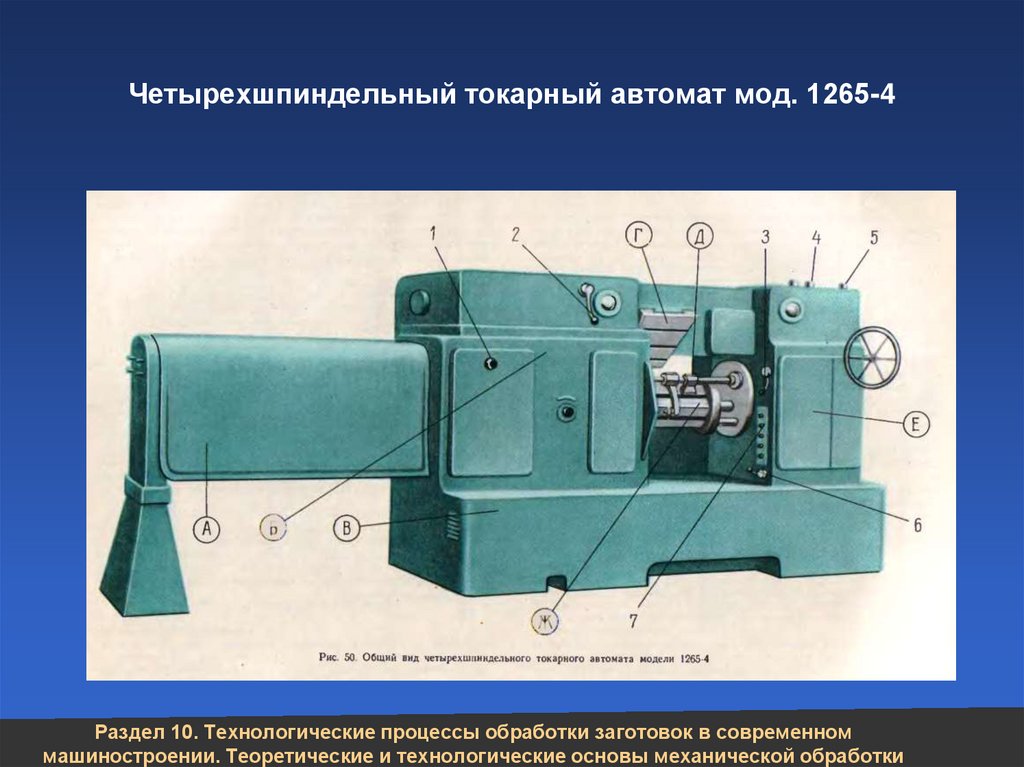
37.
Четырехшпиндельный токарный автомат мод. 1265-4Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
38.
Вертикальные многошпиндельные токарныеполуавтоматы
На каруселе с двойной индексацией ведется полная обработка заготовок с двух сторон.
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
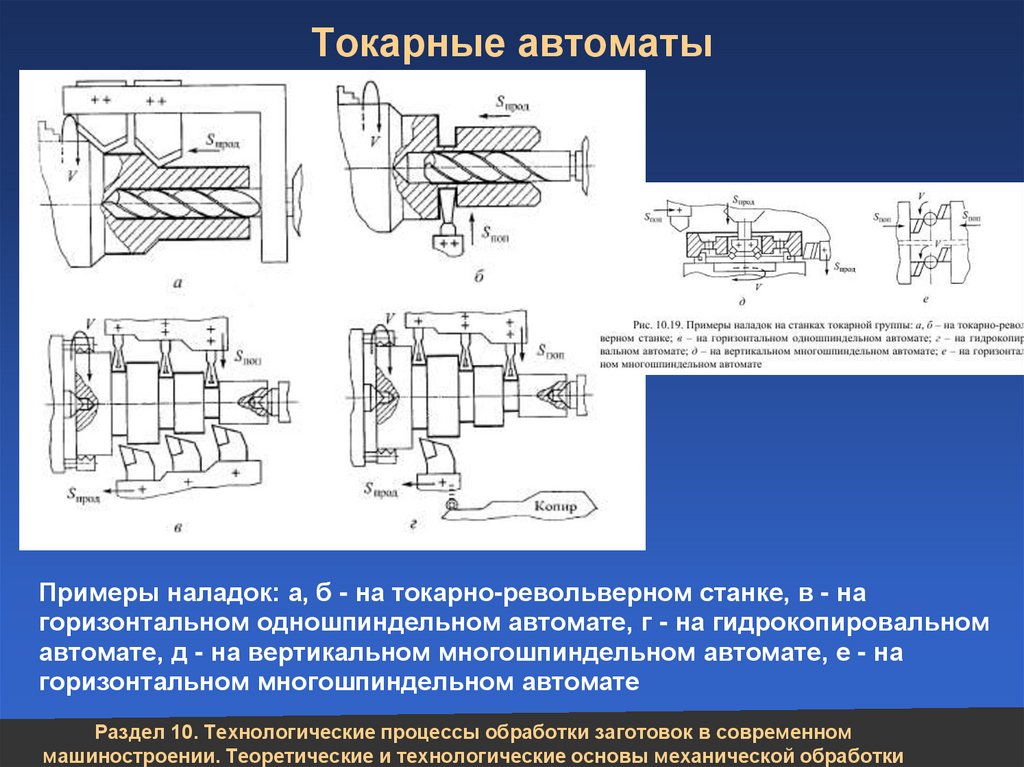
39.
Токарные автоматыПримеры наладок: а, б - на токарно-револьверном станке, в - на
горизонтальном одношпиндельном автомате, г - на гидрокопировальном
автомате, д - на вертикальном многошпиндельном автомате, е - на
горизонтальном многошпиндельном автомате
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
40.
Отработка деталей на технологичностьРаздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
41.
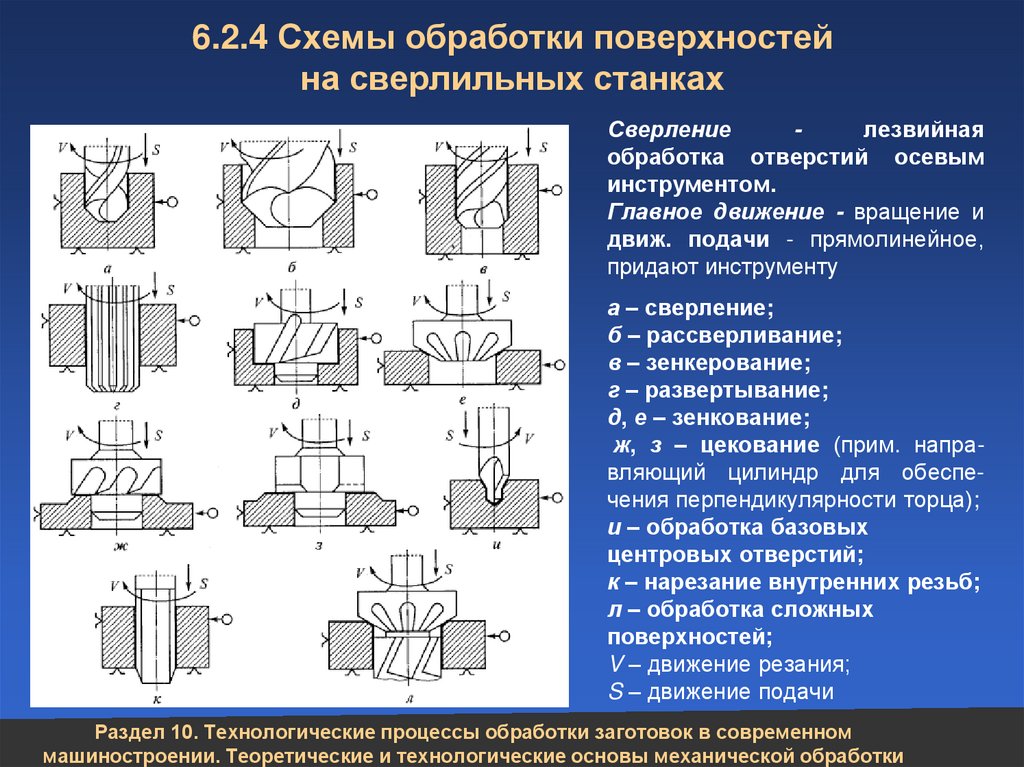
6.2.4 Схемы обработки поверхностейна сверлильных станках
Сверление
лезвийная
обработка отверстий осевым
инструментом.
Главное движение - вращение и
движ. подачи - прямолинейное,
придают инструменту
а – сверление;
б – рассверливание;
в – зенкерование;
г – развертывание;
д, е – зенкование;
ж, з – цекование (прим. направляющий цилиндр для обеспечения перпендикулярности торца);
и – обработка базовых
центровых отверстий;
к – нарезание внутренних резьб;
л – обработка сложных
поверхностей;
V – движение резания;
S – движение подачи
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
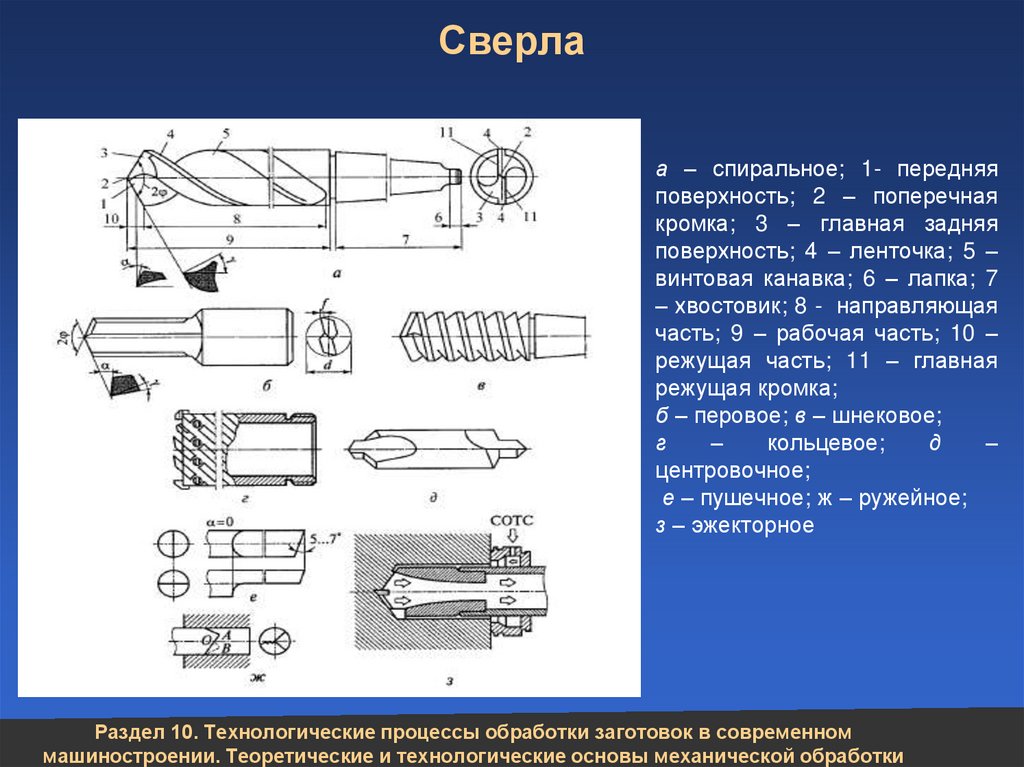
42.
Сверлаа – спиральное; 1- передняя
поверхность; 2 – поперечная
кромка; 3 – главная задняя
поверхность; 4 – ленточка; 5 –
винтовая канавка; 6 – лапка; 7
– хвостовик; 8 - направляющая
часть; 9 – рабочая часть; 10 –
режущая часть; 11 – главная
режущая кромка;
б – перовое; в – шнековое;
г
–
кольцевое;
д
–
центровочное;
е – пушечное; ж – ружейное;
з – эжекторное
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
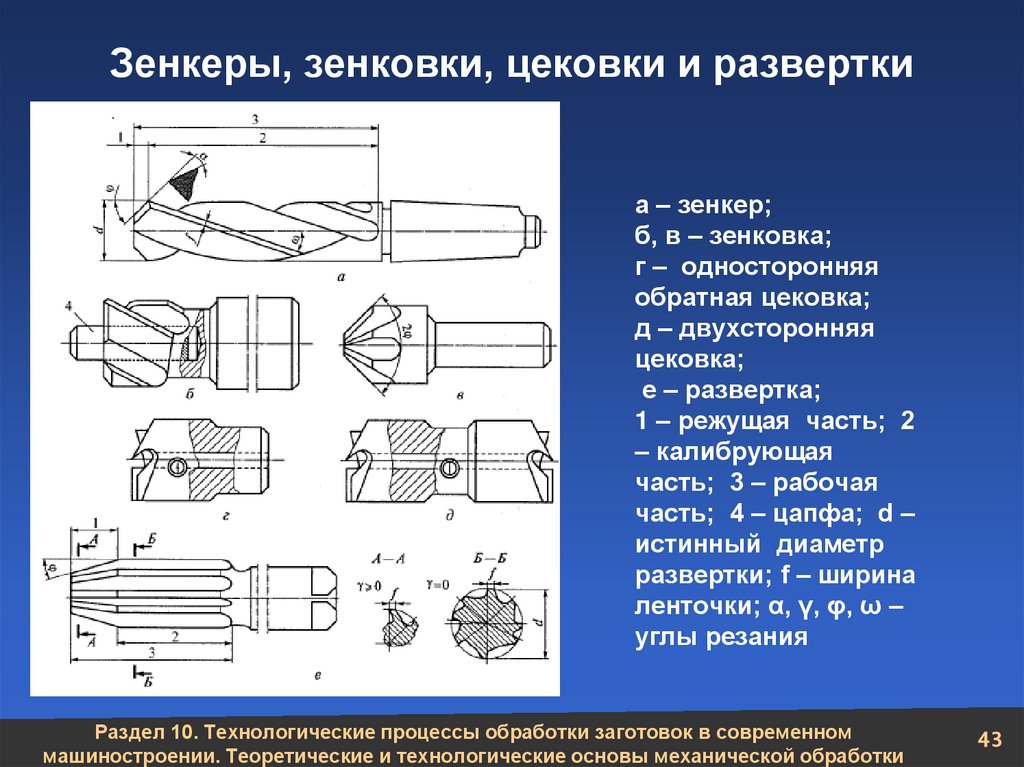
43.
Зенкеры, зенковки, цековки и разверткиа – зенкер;
б, в – зенковка;
г – односторонняя
обратная цековка;
д – двухсторонняя
цековка;
е – развертка;
1 – режущая часть; 2
– калибрующая
часть; 3 – рабочая
часть; 4 – цапфа; d –
истинный диаметр
развертки; f – ширина
ленточки; α, γ, φ, ω –
углы резания
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
43
44.
Станки сверлильной группыТипы станков второй группы - для обработки
отверстий
• 1 - вертикально-сверлильные;
• 2 - одношпиндельные полуавтоматы;
• 3 - многошпиндельные полуавтоматы;
• 4 - координатно расточные;
• 5 - радиально-сверлильные;
• 6 - горизонтально-расточные;
• 7 - алмазно-расточные;
• 8 - горизонтально-сверлильные;
• 9 - разные сверлильные
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
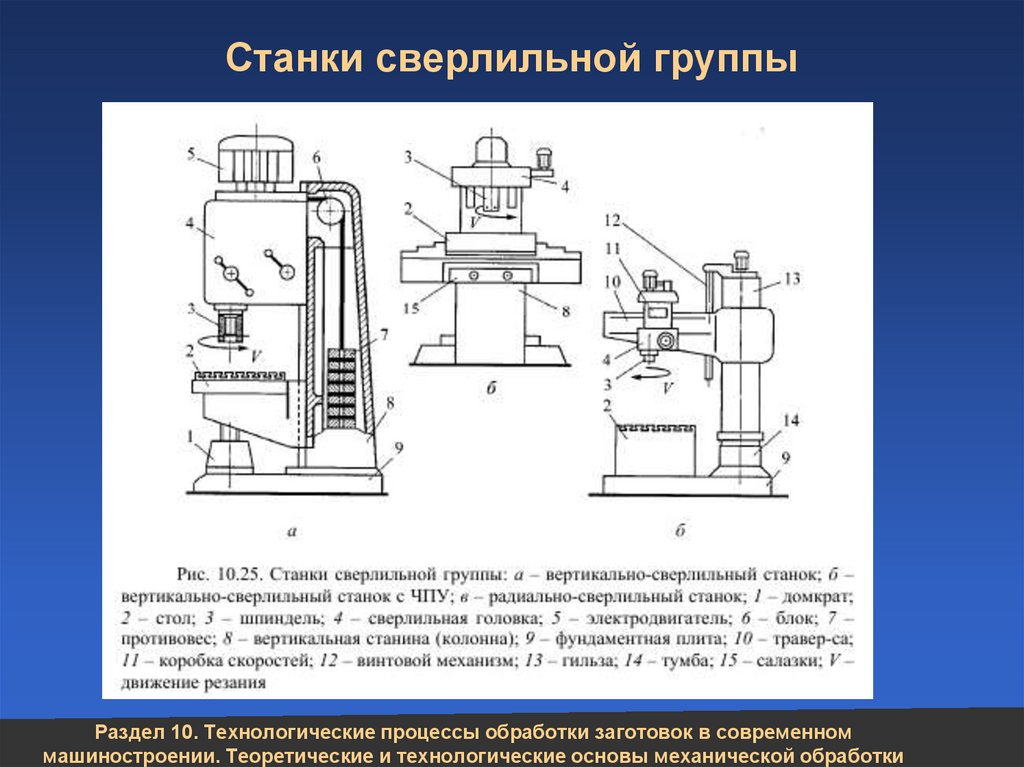
45.
Станки сверлильной группыРаздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
46.
• Радиальносверлильныйстанок мод. 2В56
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки
47.
Радиальносверлильныйстанок мод.
257
Раздел 10. Технологические процессы обработки заготовок в современном
машиностроении. Теоретические и технологические основы механической обработки