






































 Промышленность
ПромышленностьПохожие презентации:









")
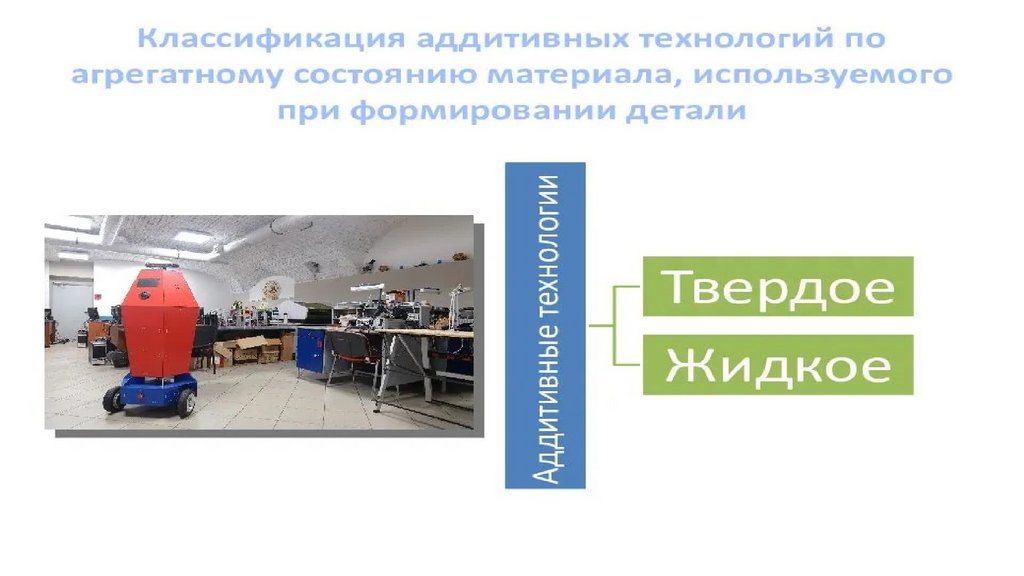
Вводный курс по технологиям аддитивного производства
1.
Вводный курс по технологиямаддитивного производства
2.
“”
09/26/2024
2
3.
“”
09/26/2024
3
4.
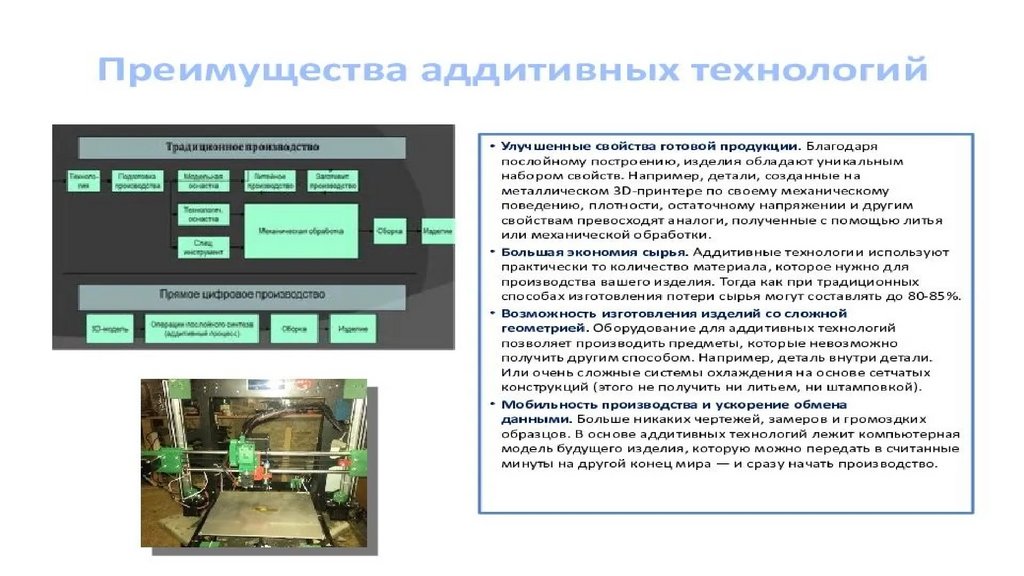
Аддитивные технологии (англ. Additive Manufacturing) – это послойноенаращивание и синтез объекта с помощью 3D-технологий.
Аддитивные технологии работают по принципу добавления материала к
изготавливаемой детали, в отличии от традиционных технологий, где
материал удаляется.
4
5.
“”
09/26/2024
5
6.
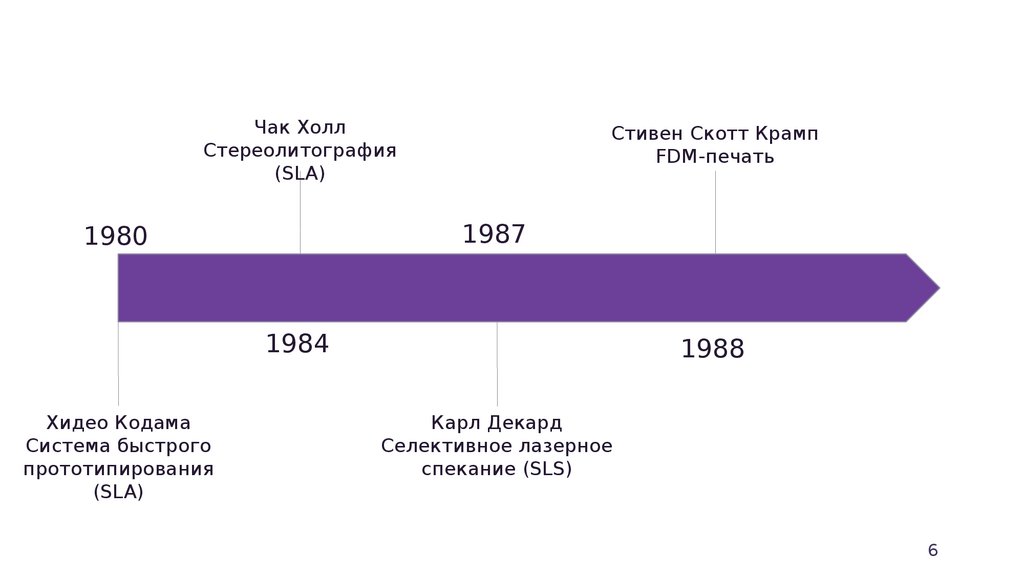
Чак ХоллСтереолитография
(SLA)
Стивен Скотт Крамп
FDM-печать
1987
1980
1984
Хидео Кодама
Система быстрого
прототипирования
(SLA)
1988
Карл Декард
Селективное лазерное
спекание (SLS)
6
7.
“”
09/26/2024
7
8.
89.
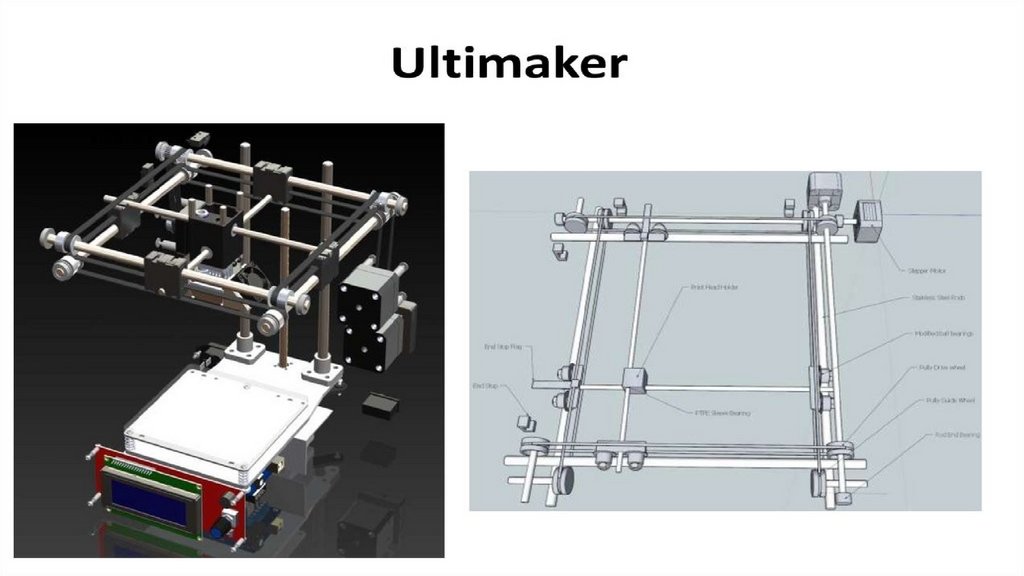
FFF/FDM(Fused DepositionModeling)
9
10.
https://www.youtube.com/watch?v=9cLFAI1_fmU10
11.
https://www.youtube.com/watch?v=v5HEZHQ91nk11
12.
1213.
SLA(Stereolithography)/DLP/LCD
13
14.
https://www.youtube.com/watch?v=n_muoXfXlEg14
15.
https://www.youtube.com/watch?v=kmGWHuUlS8M15
16.
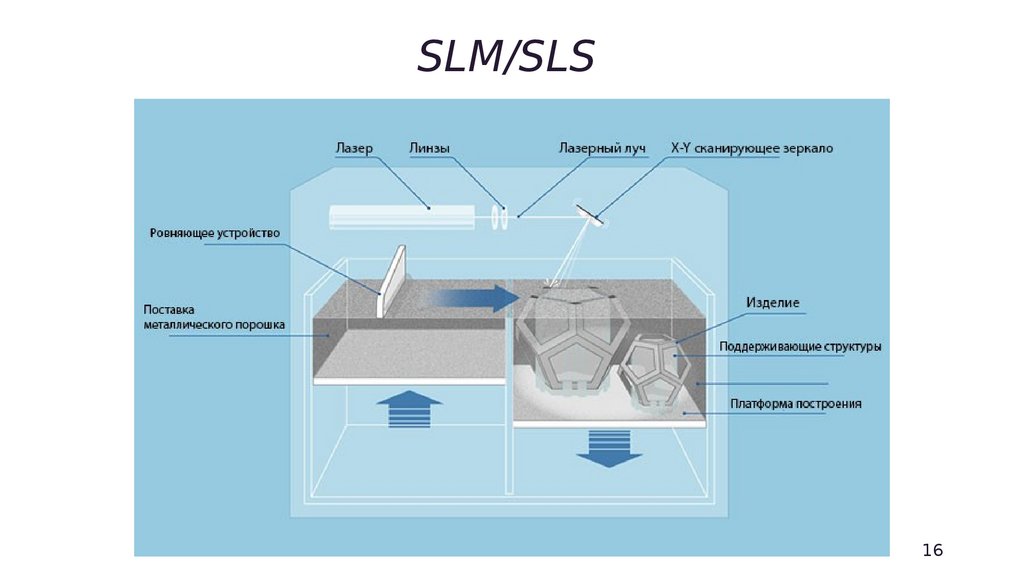
SLM/SLS16
17.
https://www.youtube.com/watch?v=v7Zy5juMJ-M17
18.
https://www.youtube.com/watch?v=aS3Ntt9LmKQ18
19.
https://www.youtube.com/shorts/HgNBV2HiovI19
20.
BJ/SJP20
21.
https://www.youtube.com/watch?v=jLTQz_T-L5421
22.
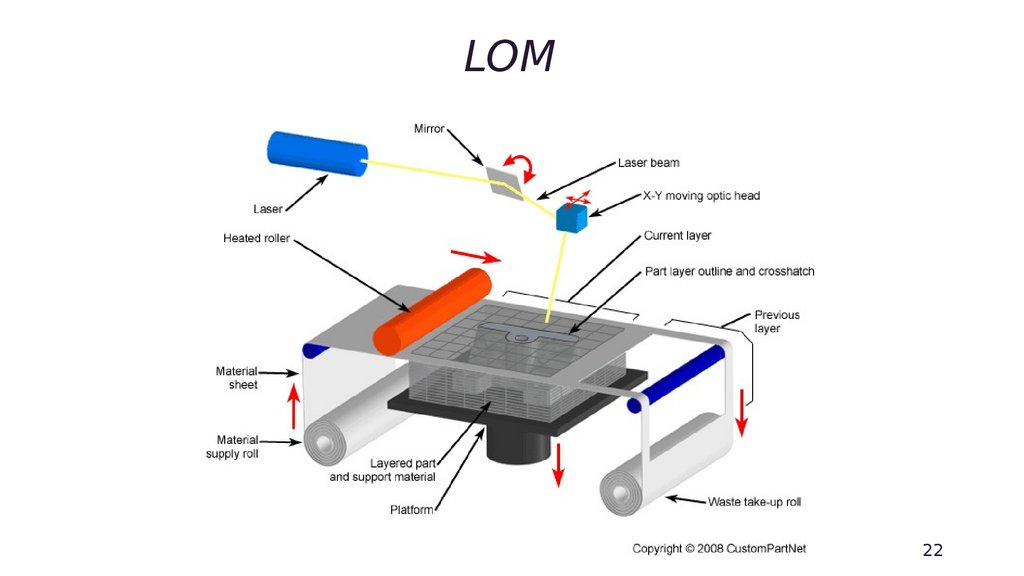
LOM22
23.
https://www.youtube.com/watch?v=GjJKuteh4xM23
24.
2425.
2526.
2627.
2728.
2829.
2930.
3031.
3132.
3233.
3334.
3435.
3536.
3637.
3738.
3839.
Фотополимерная 3D-печать40.
Y O U RI M A G I N A T I O N
–
O U R
M A T E R I A L S
3D-печать
как процесс
Slide / 40
Harzlabs.ru
41.
12
3
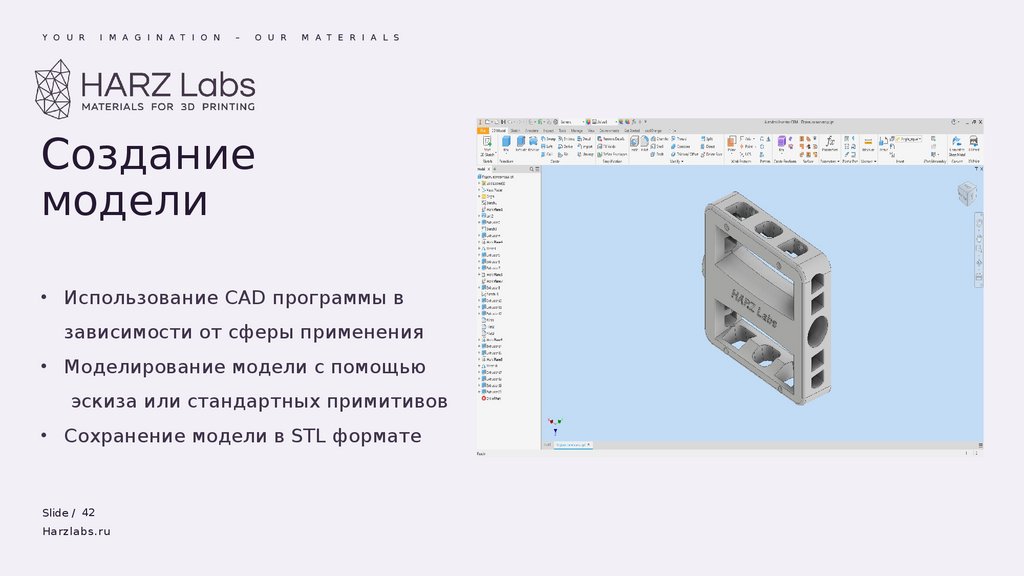
Создание модели
Подготовка к печати
Печать модели
Моделирование в CAD
программах
Моделирование в CAM
программах
Подготовка принтера к
печати и запуск печати
4
Постобработка
Проведение полной
постобработки изделия
по рекомендуемым
режимам
42.
Y O U RI M A G I N A T I O N
–
O U R
M A T E R I A L S
Создание
модели
• Использование CAD программы в
зависимости от сферы применения
• Моделирование модели с помощью
эскиза или стандартных примитивов
• Сохранение модели в STL формате
Slide / 42
Harzlabs.ru
43.
Y O U RI M A G I N A T I O N
–
O U R
M A T E R I A L S
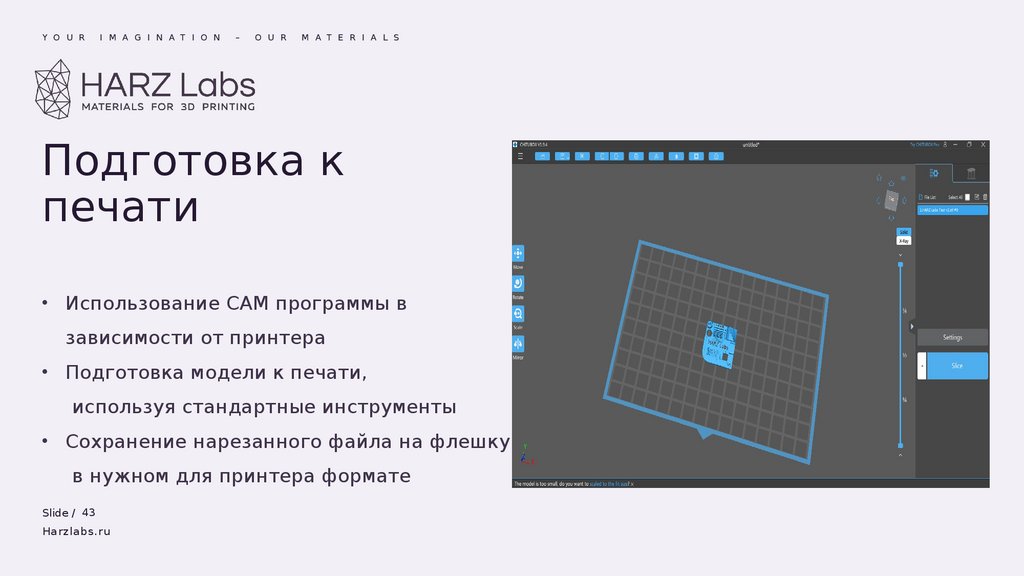
Подготовка к
печати
• Использование CAM программы в
зависимости от принтера
• Подготовка модели к печати,
используя стандартные инструменты
• Сохранение нарезанного файла на флешку
в нужном для принтера формате
Slide / 43
Harzlabs.ru
44.
Y O U RI M A G I N A T I O N
–
O U R
M A T E R I A L S
Печать модели
• Проверка столика, ванночки и принтера
на работоспособность
• Калибровка столика принтера по оси Z
• Заливка полимера в ванночку и запуск
файла с флешки на печать
Slide / 44
Harzlabs.ru
45.
Y O U RI M A G I N A T I O N
–
O U R
M A T E R I A L S
Постобработка
• Промывка в спирте
• Прогрев в сухожаровом шкафу
• Дозасветка в УФ камере
Slide / 45
Harzlabs.ru
1
2
3
46.
Y O U RI M A G I N A T I O N
–
O U R
M A T E R I A L S
Технология
3D-печати
Slide / 46
Harzlabs.ru
47.
Y O U RI M A G I N A T I O N
–
O U R
M A T E R I A L S
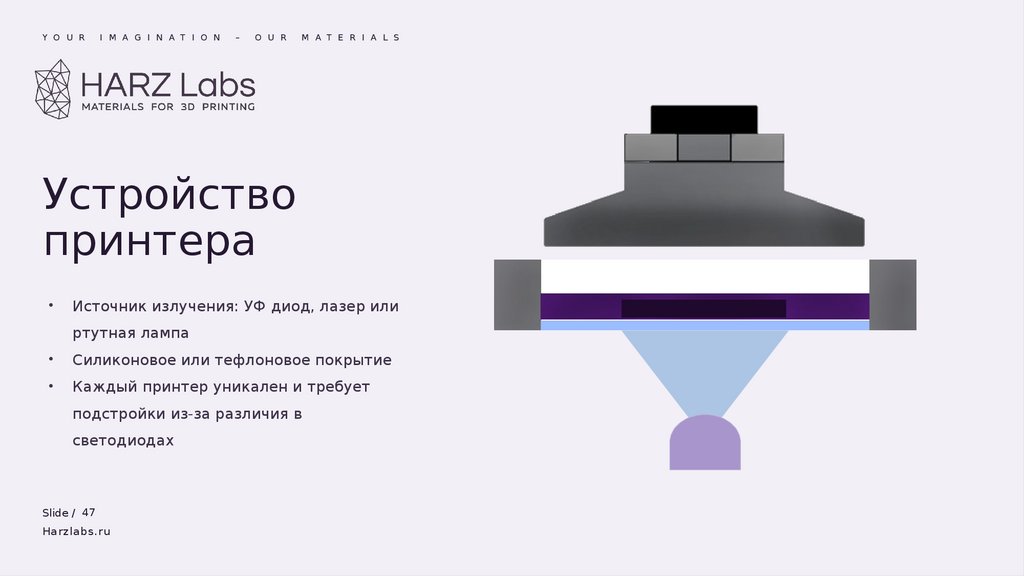
Устройство
принтера
Источник излучения: УФ диод, лазер или
ртутная лампа
Силиконовое или тефлоновое покрытие
Каждый принтер уникален и требует
подстройки из-за различия в
светодиодах
Slide / 47
Harzlabs.ru
48.
Y O U RI M A G I N A T I O N
–
O U R
M A T E R I A L S
Механика
3D-принтера
Slide / 48
Harzlabs.ru
49.
Y O U RI M A G I N A T I O N
–
O U R
M A T E R I A L S
Как это
работает?
Шарико-винтовая
пара
Slide / 49
Harzlabs.ru
Трапецеидальный
винт-гайка
50.
Y O U RI M A G I N A T I O N
–
O U R
M A T E R I A L S
Как это
работает?
Рельсовые
направляющие
Slide / 50
Harzlabs.ru
51.
Y O U RI M A G I N A T I O N
–
O U R
M A T E R I A L S
Источники
ультрафиолетового
излучения
Slide / 51
Harzlabs.ru
52.
ЛазерРтутная лампа
Диод
53.
Y O U RI M A G I N A T I O N
–
O U R
M A T E R I A L S
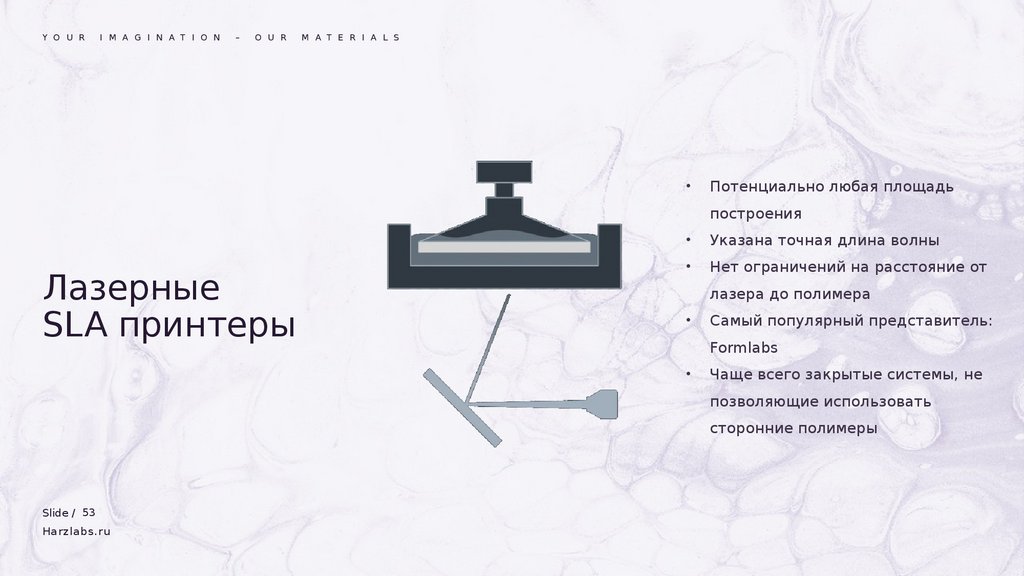
Потенциально любая площадь
построения
Лазерные
SLA принтеры
Указана точная длина волны
Нет ограничений на расстояние от
лазера до полимера
Самый популярный представитель:
Formlabs
Чаще всего закрытые системы, не
позволяющие использовать
сторонние полимеры
Slide / 53
Harzlabs.ru
54.
Y O U RI M A G I N A T I O N
–
O U R
M A T E R I A L S
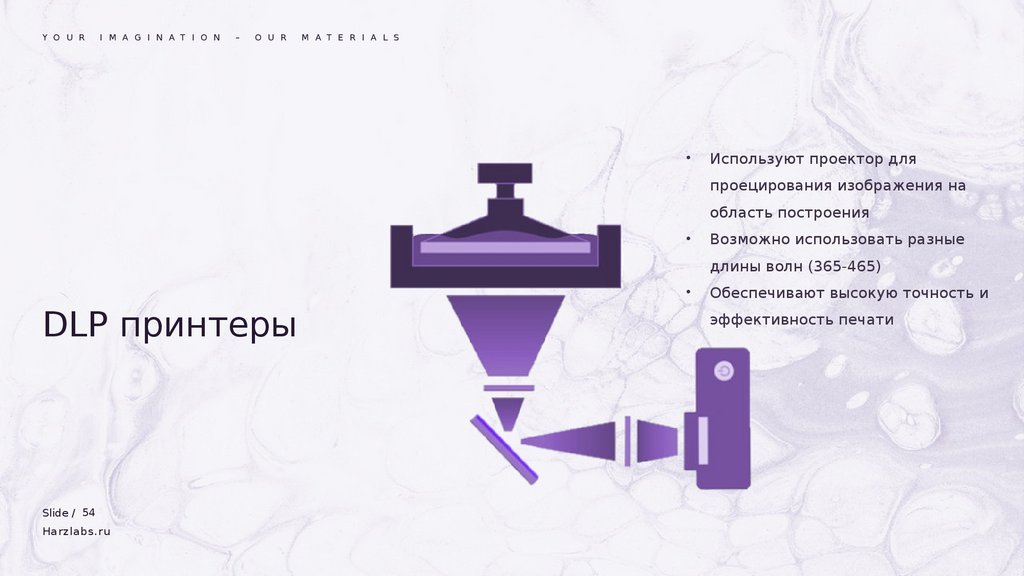
Используют проектор для
проецирования изображения на
область построения
Возможно использовать разные
длины волн (365-465)
DLP принтеры
Slide / 54
Harzlabs.ru
Обеспечивают высокую точность и
эффективность печати
55.
Y O U RI M A G I N A T I O N
–
O U R
M A T E R I A L S
Самый доступный из
фотополимерных принтеров
Критично расстояние от экрана до
фотополимера
LCD принтеры
ParaLED
Slide / 55
Harzlabs.ru
Возможно использовать длины
волн от 400нм
Самые популярные представители:
Phrozen, Anycubic, Creality
56.
Y O U RI M A G I N A T I O N
–
O U R
M A T E R I A L S
Самый доступный из
фотополимерных принтеров
Критично расстояние от экрана до
фотополимера
LCD принтеры
ILS
Slide / 56
Harzlabs.ru
Возможно использовать длины
волн от 400нм
Самые популярные представители:
Creality, Phrozen
57.
Y O U RI M A G I N A T I O N
–
O U R
M A T E R I A L S
Типы
материалов
Slide / 57
Harzlabs.ru
58.
Материал с белым пигментомМатериал с черным пигментом
Прозрачные
Материалы с белым
Материалы с черным
материалы
пигментом могут давать
пигментом поглощают
точны по XY но имеют
паразитную засветку по
УФ и печатают
паразитку по Z
XY
максимально точно
Прозрачный материал
59.
Y O U RI M A G I N A T I O N
–
O U R
M A T E R I A L S
Подготовка
к печати
Slide / 59
Harzlabs.ru
60.
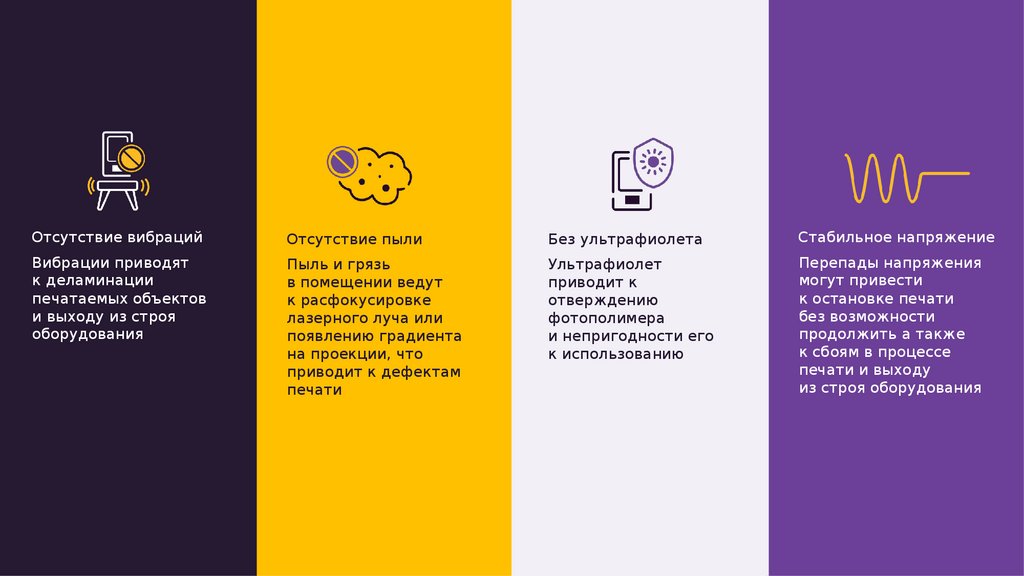
Отсутствие вибрацийОтсутствие пыли
Без ультрафиолета
Стабильное напряжение
Вибрации приводят
к деламинации
печатаемых объектов
и выходу из строя
оборудования
Пыль и грязь
в помещении ведут
к расфокусировке
лазерного луча или
появлению градиента
на проекции, что
приводит к дефектам
печати
Ультрафиолет
приводит к
отверждению
фотополимера
и непригодности его
к использованию
Перепады напряжения
могут привести
к остановке печати
без возможности
продолжить а также
к сбоям в процессе
печати и выходу
из строя оборудования
61.
1Важную роль играет
температура в
3
помещении,
Не допускайте
охлаждения полимера
ниже 5°
печатать
рекомендуется при
Что нужно
сделать перед
началом печати?
комнатной
температуре
23-25°
2
Полимер
необходимо
4
тщательно
взболтать
Перед тем, как
залить его
В ванночку
Slide / 61
Harzlabs.ru
Не допускайте смешения
разных полимеров
(исключением можно
считать Industrial FLEX)
62.
51
Важную роль играет
температура в
3
помещении,
печатать
Что нужно
сделать перед
началом печати?
рекомендуется при
Не допускайте
охлаждения полимера
ниже 5°
комнатной
температуре
23-25°
Проверьте состояние пленки в кювете, в
случае обнаружения дефектов или ее
2 большого износа – замените
4 пленку на новую
Полимер
необходимо
тщательно
взболтать
Перед тем, как
залить его
В ванночку
Slide / 62
Harzlabs.ru
Не допускайте смешения
разных полимеров
(исключением можно
считать Industrial FLEX)
63.
61
Важную роль играет
температура в
3
помещении,
Проверьте состояние поверхности
столика.
Не допускайте
печатать
охлаждения полимера
Новые
принтерыпри
могут иметь
слишком
рекомендуется
ниже 5°
Что нужно
сделать перед
началом печати?
комнатной
гладкую
поверхность, за которую полимер не
температуре
может зацепиться.
23-25°
7
2
Полимер
необходимо
4
тщательно
Не допускайте смешения
взболтатьпроведите калибровку столика.
Тщательно
разных полимеров
Перед тем, как
(исключением можно
Он должен располагаться строго
над экраном.
считать Industrial FLEX)
залить его
В ванночку
Slide / 63
Harzlabs.ru
64.
Y O U RI M A G I N A T I O N
–
O U R
M A T E R I A L S
Настройка
принтера
Slide / 64
Harzlabs.ru
65.
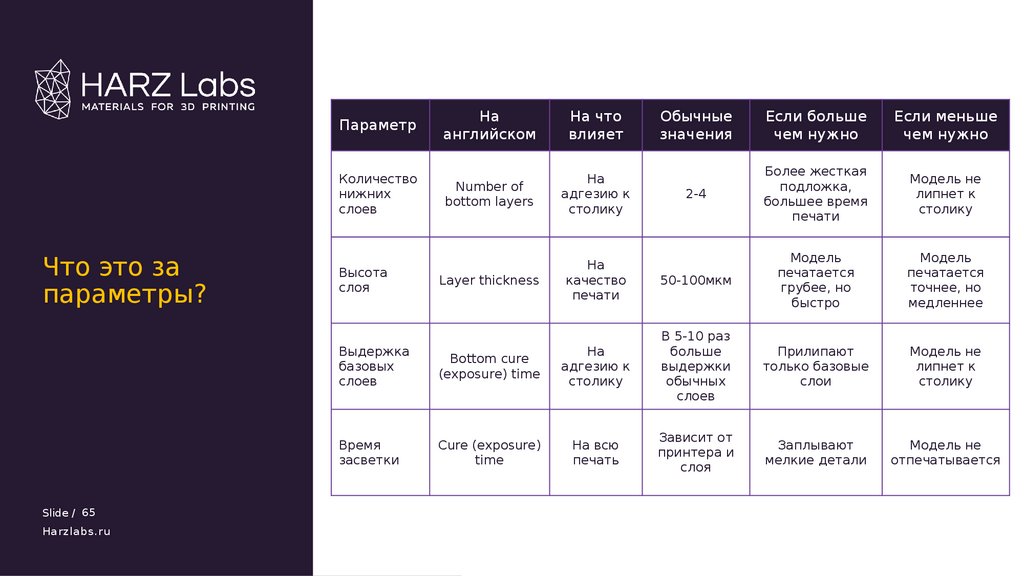
Что это запараметры?
Slide / 65
Harzlabs.ru
Параметр
На
английском
На что
влияет
Количество
нижних
слоев
Number of
bottom layers
На
адгезию к
столику
Layer thickness
Высота
слоя
Обычные
значения
Если больше
чем нужно
Если меньше
чем нужно
2-4
Более жесткая
подложка,
большее время
печати
Модель не
липнет к
столику
На
качество
печати
50-100мкм
Модель
печатается
грубее, но
быстро
Модель
печатается
точнее, но
медленнее
Прилипают
только базовые
слои
Модель не
липнет к
столику
Заплывают
мелкие детали
Модель не
отпечатывается
Выдержка
базовых
слоев
Bottom cure
(exposure) time
На
адгезию к
столику
В 5-10 раз
больше
выдержки
обычных
слоев
Время
засветки
Cure (exposure)
time
На всю
печать
Зависит от
принтера и
слоя
66.
Наанглийском
На что
влияет
Задержка
перед
печатью
Задержка
после
печати
Параметр
Что это за
параметры?
Подъем
платформы
Скорость
подъема/оп
ускания
Slide / 66
Harzlabs.ru
Обычные
значения
Если больше
чем нужно
Если меньше
чем нужно
Wait before
На
качество
боковых
поверхнос
тей
1-5с
Может
улучшаться
качество граней,
растет время
печати
Расслаивается
модель
Wait after print
В нашем
случае ни
на что
0с
Увеличивает
время печати
Невозможно
Lift after print
На отрыв
модели от
тефлона
или
силикона
4-10мм
Увеличивает
время печати
Модель
отслаивается
Lift/Retract
speed
На
качество
печати
50-300мм/
мин
Отрывает
модель с
поддержек
Увеличивает
время печати,
но улучшает
качество и
стабильность
67.
Y O U RI M A G I N A T I O N
–
O U R
M A T E R I A L S
Как
руководствоваться
тестом
Slide / 67
Harzlabs.ru
68.
21
1. Поддержки должны быть
отпечатаны целиком
Изучаем
калибровочный
тест
2. Стенки должны быть
отпечатаны целиком и не
3
изгибаться
3. Сеточка должна быть
пропечатанной и не заплывшей
4
Slide / 68
Harzlabs.ru
4. Мостик не должен
провисать или утолщаться
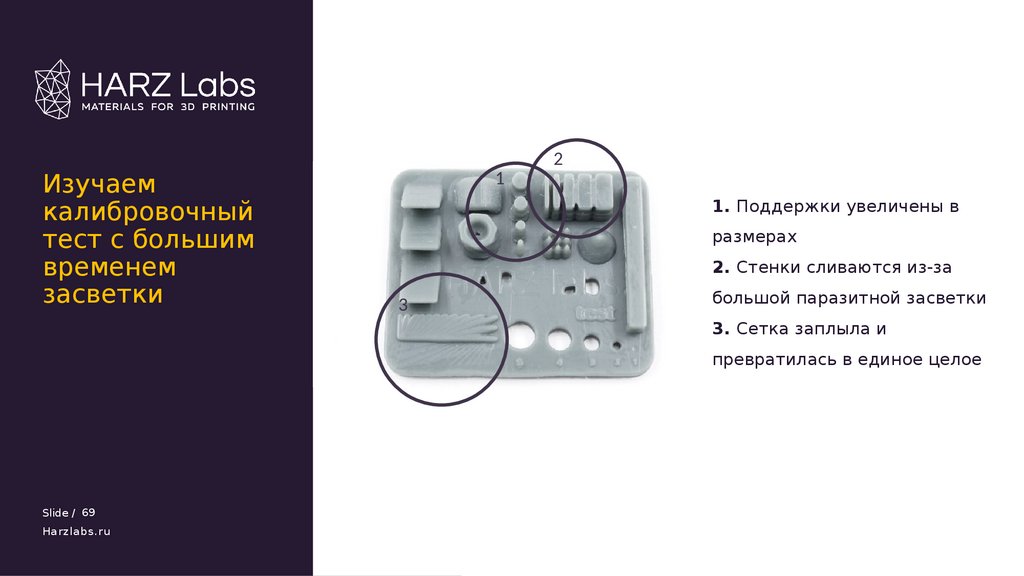
69.
Изучаемкалибровочный
тест с большим
временем
засветки
1
2
1. Поддержки увеличены в
размерах
2. Стенки сливаются из-за
3
большой паразитной засветки
3. Сетка заплыла и
превратилась в единое целое
Slide / 69
Harzlabs.ru
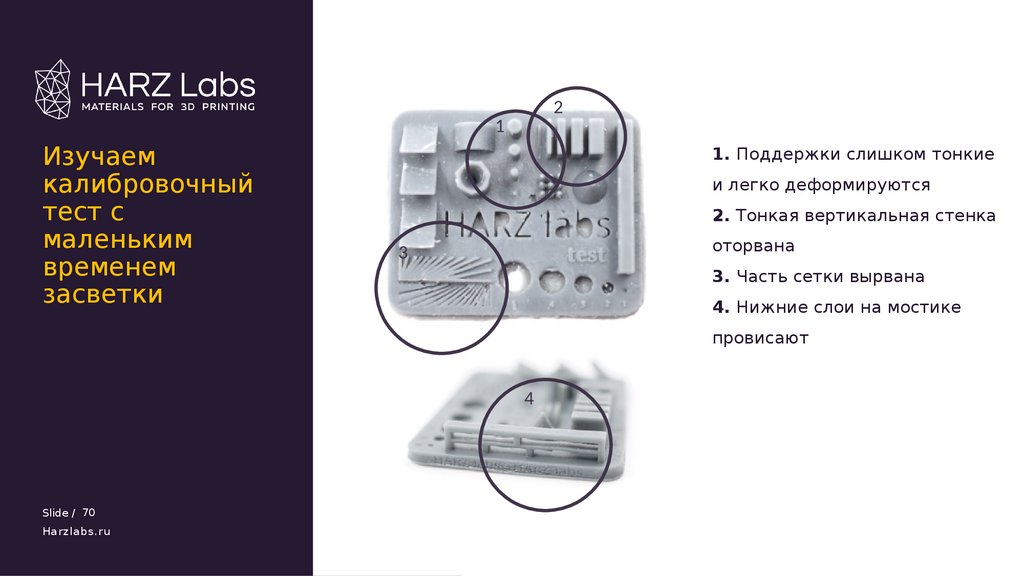
70.
21
Изучаем
калибровочный
тест с
маленьким
временем
засветки
1. Поддержки слишком тонкие
и легко деформируются
2. Тонкая вертикальная стенка
оторвана
3
3. Часть сетки вырвана
4. Нижние слои на мостике
провисают
4
Slide / 70
Harzlabs.ru
71.
Изучаемкалибровочный
тест с
маленькой
паузой перед
засветкой
1. Боковая поверхность
теста имеет плохое
качество поверхности, из
нее торчат пленки.
Частично
1
полимеризованный
материал перетекает на
боковую поверхность.
Slide / 71
Harzlabs.ru
72.
Примерхорошего
калибровочного
теста
Slide / 72
Harzlabs.ru
73.
Y O U RI M A G I N A T I O N
–
O U R
M A T E R I A L S
Постобработка
напечатанных
изделий
Slide / 73
Harzlabs.ru
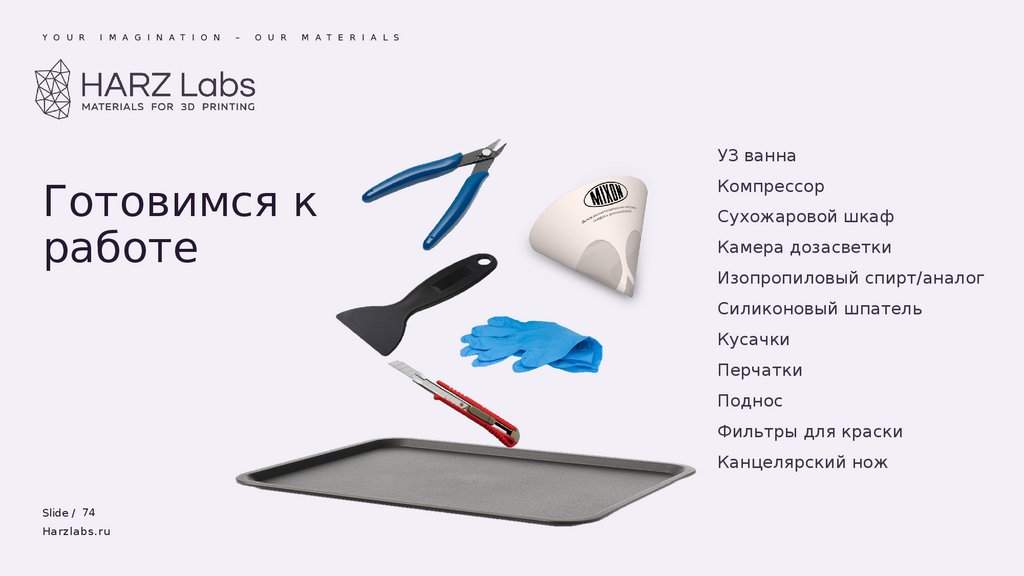
74.
Y O U RI M A G I N A T I O N
–
O U R
M A T E R I A L S
УЗ ванна
Готовимся к
работе
Компрессор
Сухожаровой шкаф
Камера дозасветки
Изопропиловый спирт/аналог
Силиконовый шпатель
Кусачки
Перчатки
Поднос
Фильтры для краски
Канцелярский нож
Slide / 74
Harzlabs.ru
75.
Промывка в спиртеОсновная задача на этом этапе:
удалить жидкий фотополимер с
поверхности модели.
2 раза по 3 минуты в УЗ
ванне
76.
Промывка в спиртеМожно использовать
автоматические станции
промывки, но не рекомендуется
использовать для промывки
изделий, содержащих
микрокерамику
2 раза по 3 минуты в УЗ
ванне
77.
Основная задача на этом этапе:Разогрев модели
разогреть модель в объеме,
чтобы уменьшить внутренние
напряжения
Ставим на 70°С на 15 минут
78.
Дозасветка вУФ лампе
Основная задача на этом этапе:
досушить изделие, чтобы на/в
нем не осталось жидкого
фотополимера (липкого слоя).
При этом модель набирает свои
механические свойства
На 30 минут в 200Вт лампу
При дозасветке проявляется
остаточная усадка модели
79.
Y O U RI M A G I N A T I O N
Slide / 79
Harzlabs.ru
–
O U R
M A T E R I A L S
Расположение
моделей и
расстановка
поддержек
80.
Y O U RI M A G I N A T I O N
–
O U R
M A T E R I A L S
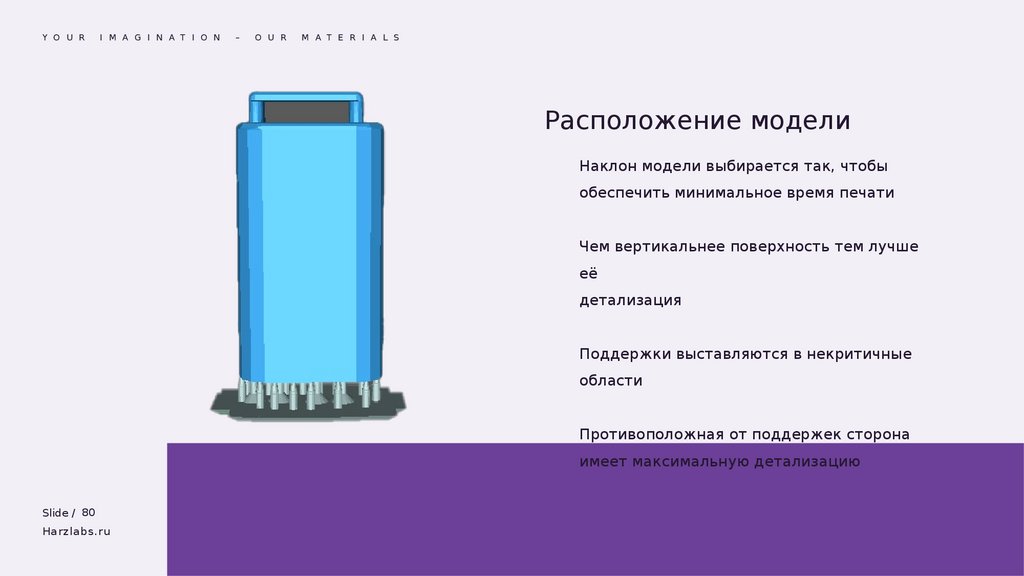
Расположение модели
Наклон модели выбирается так, чтобы
обеспечить минимальное время печати
Чем вертикальнее поверхность тем лучше
её
детализация
Поддержки выставляются в некритичные
области
Противоположная от поддержек сторона
имеет максимальную детализацию
Slide / 80
Harzlabs.ru
81.
Y O U RI M A G I N A T I O N
–
O U R
M A T E R I A L S
Как правильно
расположить модели?
Модели могут печататься как от стола,
так и на
поддержках
При печати от стола должны иметь
отверстия
внизу
Наиболее ответственная поверхность
должна
быть направлена в сторону экрана
принтера
Slide / 81
Harzlabs.ru
82.
Y O U RI M A G I N A T I O N
–
O U R
В какие
точки
установить
поддержки?
Slide / 82
Harzlabs.ru
M A T E R I A L S