













 Промышленность
ПромышленностьПохожие презентации:










Equipment Used
1.
Equipment Used2.
Unconventional EquipmentTop Drive
Lifting Frame
Pulleys anchored to the Lifting Frame
Pressure Control Equipment
XO
Coatings
Logging/Snubbing adapter
Rotating Head
Roll forming train
3.
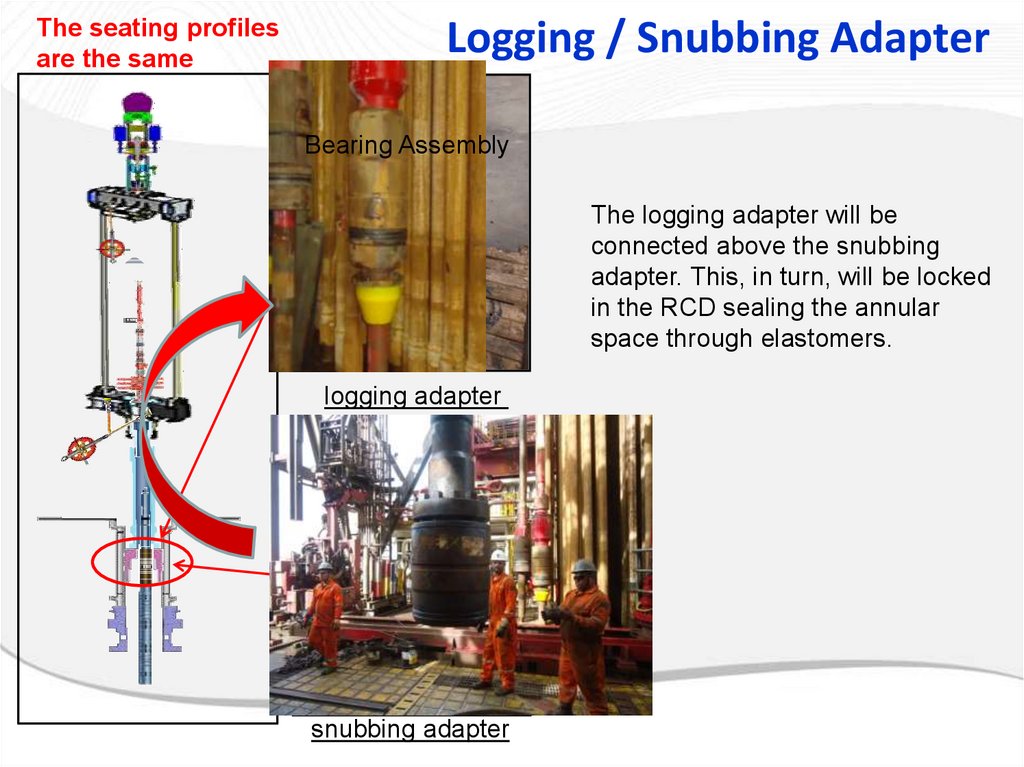
The seating profilesare the same
Logging / Snubbing Adapter
Bearing Assembly
The logging adapter will be
connected above the snubbing
adapter. This, in turn, will be locked
in the RCD sealing the annular
space through elastomers.
logging adapter
snubbing adapter
4.
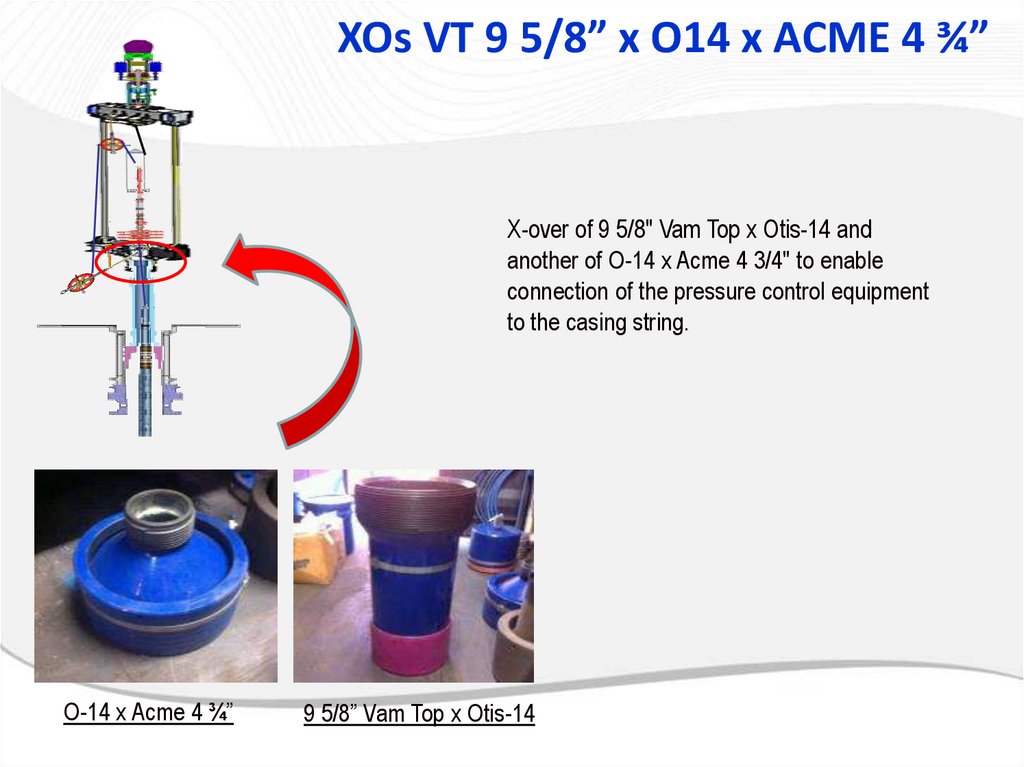
XOs VT 9 5/8” x O14 x ACME 4 ¾”X-over of 9 5/8" Vam Top x Otis-14 and
another of O-14 x Acme 4 3/4" to enable
connection of the pressure control equipment
to the casing string.
O-14 x Acme 4 ¾”
9 5/8” Vam Top x Otis-14
5.
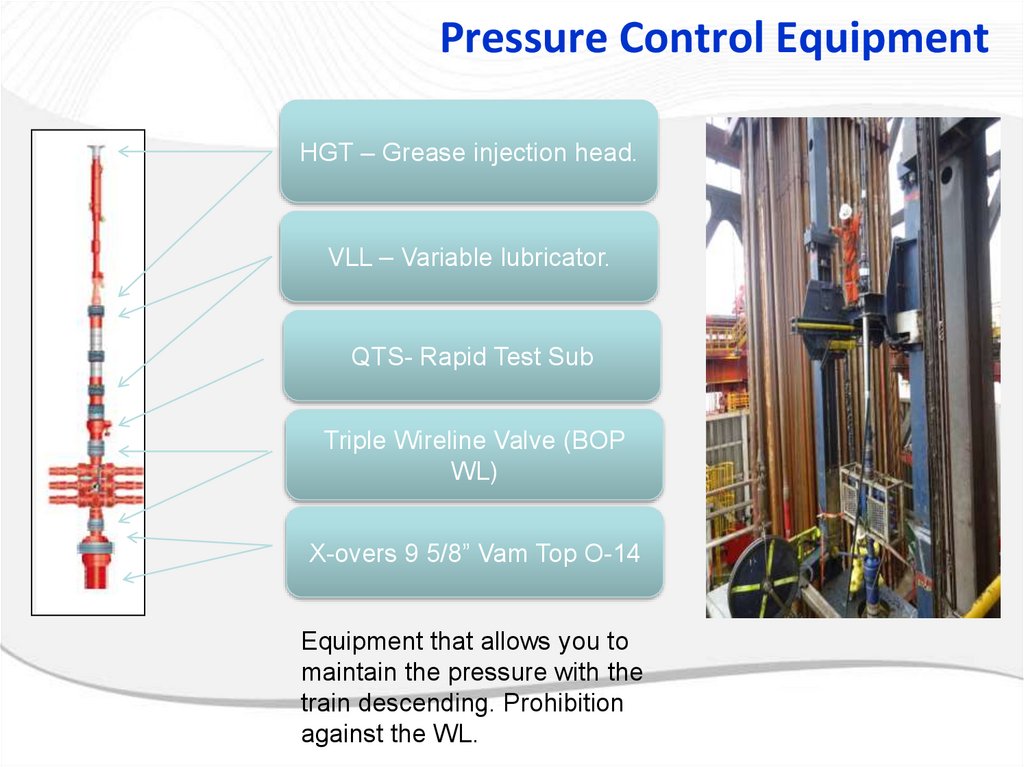
Pressure Control EquipmentHGT – Grease injection head.
VLL – Variable lubricator.
QTS- Rapid Test Sub
Triple Wireline Valve (BOP
WL)
X-overs 9 5/8” Vam Top O-14
Equipment that allows you to
maintain the pressure with the
train descending. Prohibition
against the WL.
6.
LubricatorIn this equipment, the seal is made through the
injection of high viscosity grease, through a
system of flow tubes, at a pressure at least
20% higher than the head pressure.
The injected grease penetrates between the
cable armatures providing seal even with the
cable in motion.
7.
Lifting FrameIt has a winch for train assembly and
eyelets to fix pulleys.
Equipment with "table / elevator" to wedge
/ suspend the coating and that allows the
assembly of the roll forming train, using Cplate. It has a working platform.
8.
Proposed Sequence9.
Proposed SequenceThe assembly of surface equipment
for MPD logging can be done in two
ways: In the first, the assembly is
done with the snubbing adapter
unseated and with the train on the
wedged coating, not allowing the
compensation of the set. In the
second, the roll forming train is
mounted with the snubbing adapter
already positioned and locked in the
RCD and, therefore, compensating.
For this first operation, it was decided
to do both methods. In the following
slides, the sequence of operations in
the order that was performed will be
shown.
10.
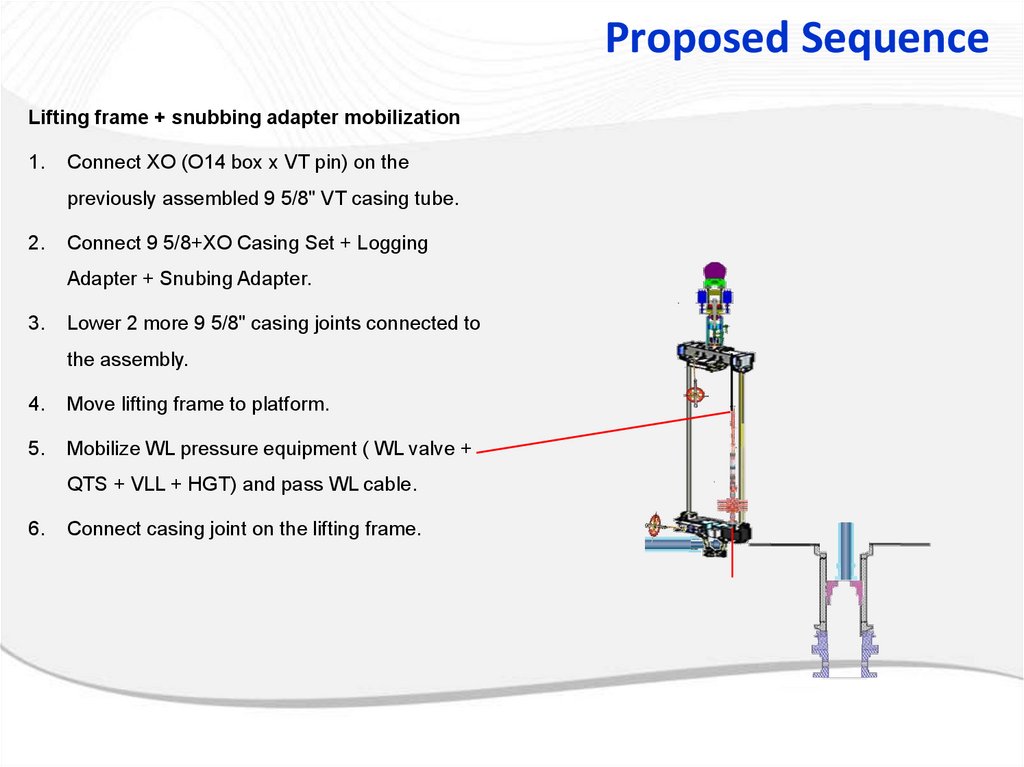
Proposed SequenceLifting frame + snubbing adapter mobilization
1.
Connect XO (O14 box x VT pin) on the
previously assembled 9 5/8" VT casing tube.
2.
Connect 9 5/8+XO Casing Set + Logging
Adapter + Snubing Adapter.
3.
Lower 2 more 9 5/8" casing joints connected to
the assembly.
4.
Move lifting frame to platform.
5.
Mobilize WL pressure equipment ( WL valve +
QTS + VLL + HGT) and pass WL cable.
6.
Connect casing joint on the lifting frame.
11.
Proposed SequenceMobilization of the Lifting frame + snubbing
adapter
1.
Connect XO (O14 box x VT pin) on the 9 5/8"
VT casing tube. Connect 9 5/8+XO Casing
Set + Logging Adapter + Snubing Adapter.
2.
Lower 2 more 9 5/8" casing joints connected
to the assembly.
3.
Move lifting frame to platform. Mobilize WL
pressure equipment ( WL valve + QTS + VLL +
HGT) and pass WL cable.
4.
Connect casing joint on the lifting frame.
5.
Move lifting frame + pressure to the side
using top drive tilt.
12.
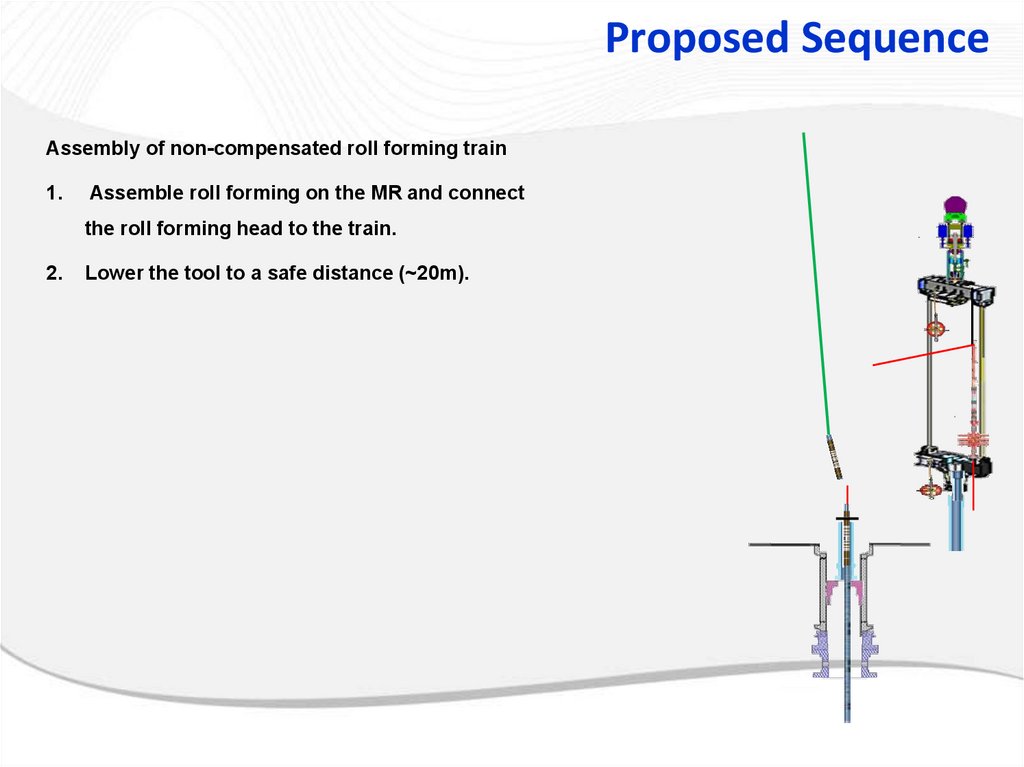
Proposed SequenceAssembly of non-compensated roll forming train
1.
Assemble roll forming on the MR and connect
the roll forming head to the train.
2.
Lower the tool to a safe distance (~20m).
13.
Proposed SequenceAssembly of non-compensated roll forming train
1.
Assemble roll forming on the MR and connect the
roll forming head to the train.
2.
Lower the tool to a safe distance (~20m).
3.
Connect the last casing joint;
4.
With the use of man riding connect the pressure
equipment to the casing joints;
5.
Open the compensator and connect the snubbing
adapter to the RCD.
14.
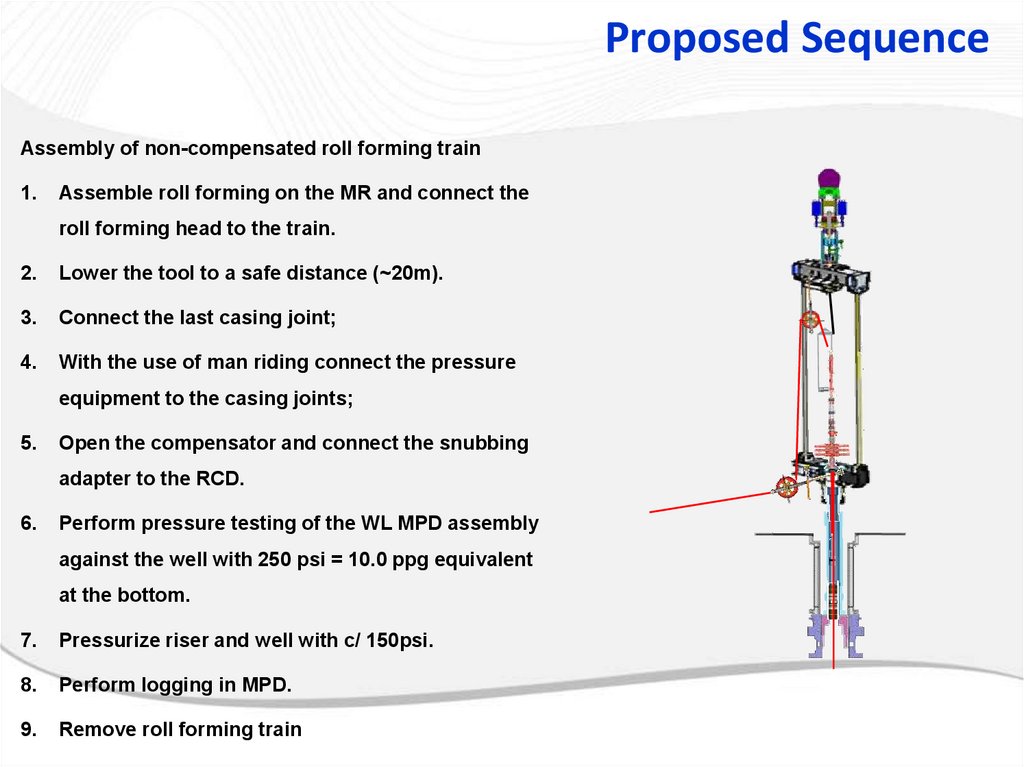
Proposed SequenceAssembly of non-compensated roll forming train
1.
Assemble roll forming on the MR and connect the
roll forming head to the train.
2.
Lower the tool to a safe distance (~20m).
3.
Connect the last casing joint;
4.
With the use of man riding connect the pressure
equipment to the casing joints;
5.
Open the compensator and connect the snubbing
adapter to the RCD.
6.
Perform pressure testing of the WL MPD assembly
against the well with 250 psi = 10.0 ppg equivalent
at the bottom.
7.
Pressurize riser and well with c/ 150psi.
8.
Perform logging in MPD.
9.
Remove roll forming train
15.
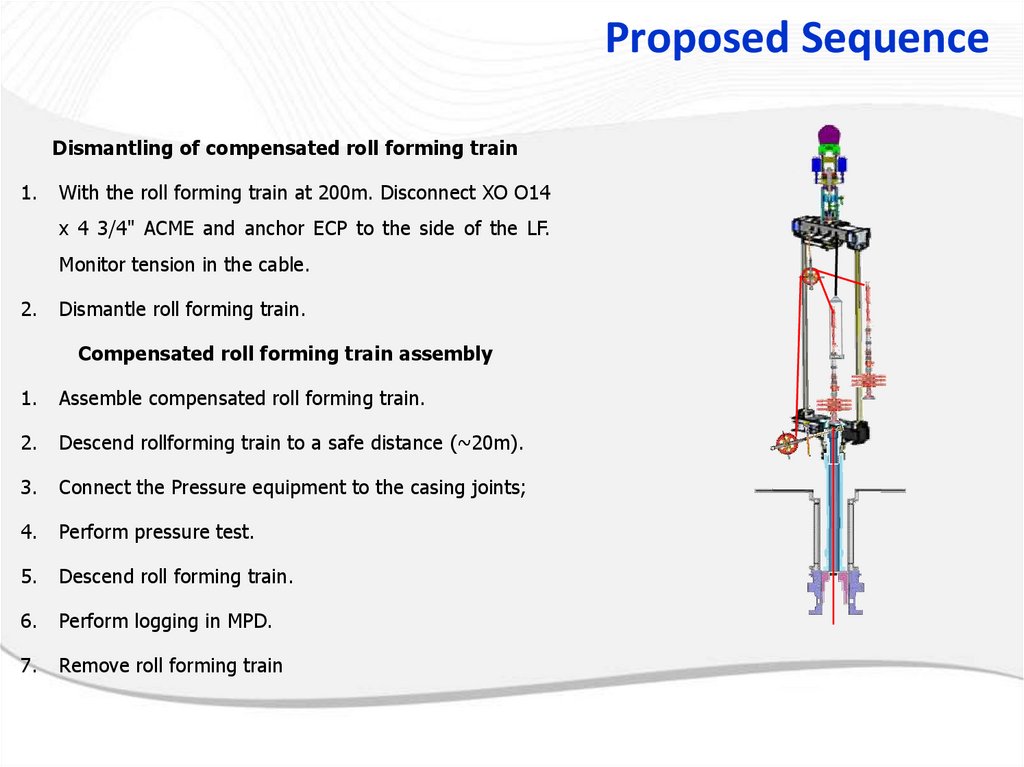
Proposed SequenceDismantling of compensated roll forming train
1.
With the roll forming train at 200m. Disconnect XO O14
x 4 3/4" ACME and anchor ECP to the side of the LF.
Monitor tension in the cable.
2.
Dismantle roll forming train.
Compensated roll forming train assembly
1.
Assemble compensated roll forming train.
2.
Descend rollforming train to a safe distance (~20m).
16.
Proposed SequenceDismantling of compensated roll forming train
1.
With the roll forming train at 200m. Disconnect XO O14
x 4 3/4" ACME and anchor ECP to the side of the LF.
Monitor tension in the cable.
2.
Dismantle roll forming train.
Compensated roll forming train assembly
1.
Assemble compensated roll forming train.
2.
Descend rollforming train to a safe distance (~20m).
3.
Connect the Pressure equipment to the casing joints;
4.
Perform pressure test.
5.
Descend roll forming train.
6.
Perform logging in MPD.
7.
Remove roll forming train
17.
Proposed SequenceDismantling of uncompensated roll forming train
1.
Disconnect the snubbing adapter from the RCD.
2.
Remove coating up to the height of the connection. Wedge
coating + LF on MR.
3.
Break top liner joint 9 5/8".
4.
Disconnect roll forming train from the electrical cable.
5.
Move lift frame + pressure to the side using the tilt
movement of the top drive.
6.
Disconnect roll forming train.
Demobilization of the lifting frame
1.
Demobilize WL pressure equipment.
2.
Lay Lifting Frame + Joint Set 9 5/8" on the Deck.
3.
Remove 9 5/8" joints per section.
4.
Demobilize snubbing adapter + gaskets 9 5/8.
18.
Operation Performed19.
Sequence performedLifting Frame (LF) Mobilization + Snubbing
Adapter
1.
Connected XO(O14 box x VT pin) in the 9 5/8" VT
casing pipe and 9 5/8+XO casing set + logging
adapter + snubing adapter in parallel to the
preparation of the first logging run.
2.
Platform prepared for logging with MPD.
3.
Descended casing set 9 5/8+XO + logging
adapter + snubing adapter and connected two
joints 9 5/8" above this.
4.
Mobilized hydraulic unit to the platform and
connected another 9 5/8" joint to the assembly on
the MR while positioning the HPU.
5.
Moved LF to platform. Operation made difficult by
the size and weight of the equipment.
20.
Sequence performedLifting Frame Mobilization
Due to the weight, it had to be moved with a
crane, using a block.
It was not possible to lay it on the TFM due to its
dimensions (2.5 m wide), and it was necessary to
hold it with the crane throughout the operation.
Even though it was secured by the crane, the LF
was still subject to the vessel's movements, with
the risk of crashing into the facilities.
It was not possible to take the lift sub with lift at
first, because the crane was unable to take (with
the help of TFM) the LF to it.
It was necessary to hold the upper eye with
catline and stabilize the LF with catline to hoist it.
21.
Sequence performedLF Positioning with 9 5/8" + XO Joint
1.
Positioned LF with 6 5/8" lift and 2 catlines assist
to stabilize it. The upper pulley was fixed before
the ascent.
2.
Rest the LF on the floor to extend, move the
injector table and position the lower table
vertically.
3.
Wedged Joins 9 5/8" + XO on LF Table Bushing.
4.
Raised and turned the LF 180º.
22.
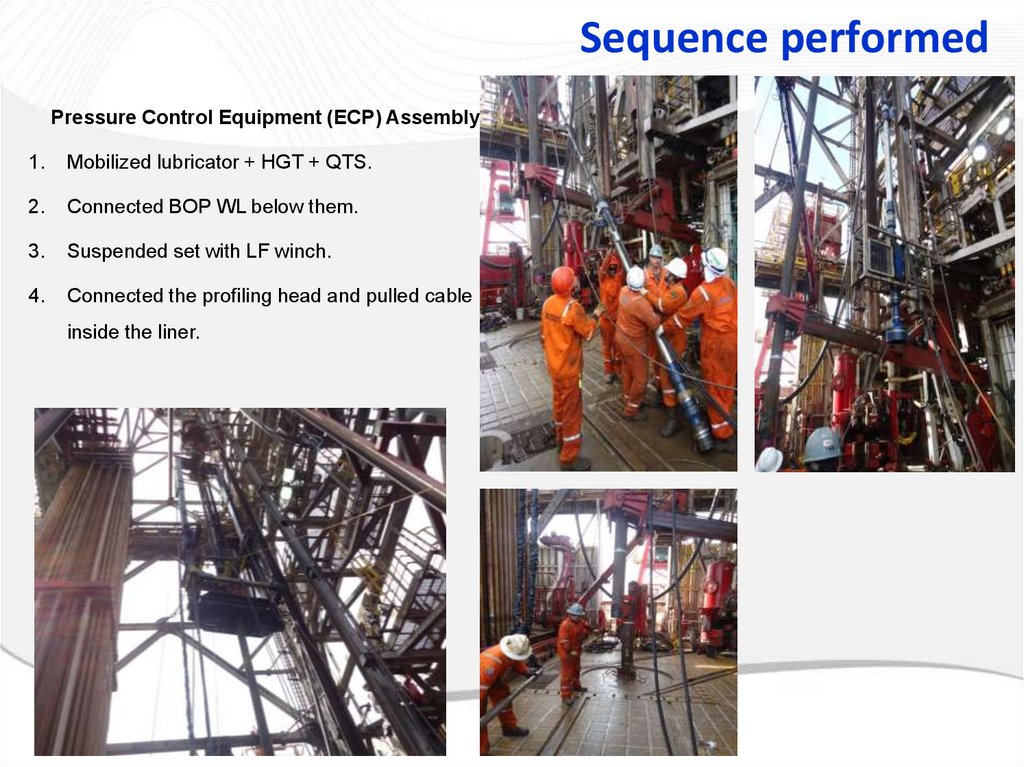
Sequence performedPressure Control Equipment (ECP) Assembly
1.
Mobilized lubricator + HGT + QTS.
2.
Connected BOP WL below them.
3.
Suspended set with LF winch.
4.
Connected the profiling head and pulled cable
inside the liner.
23.
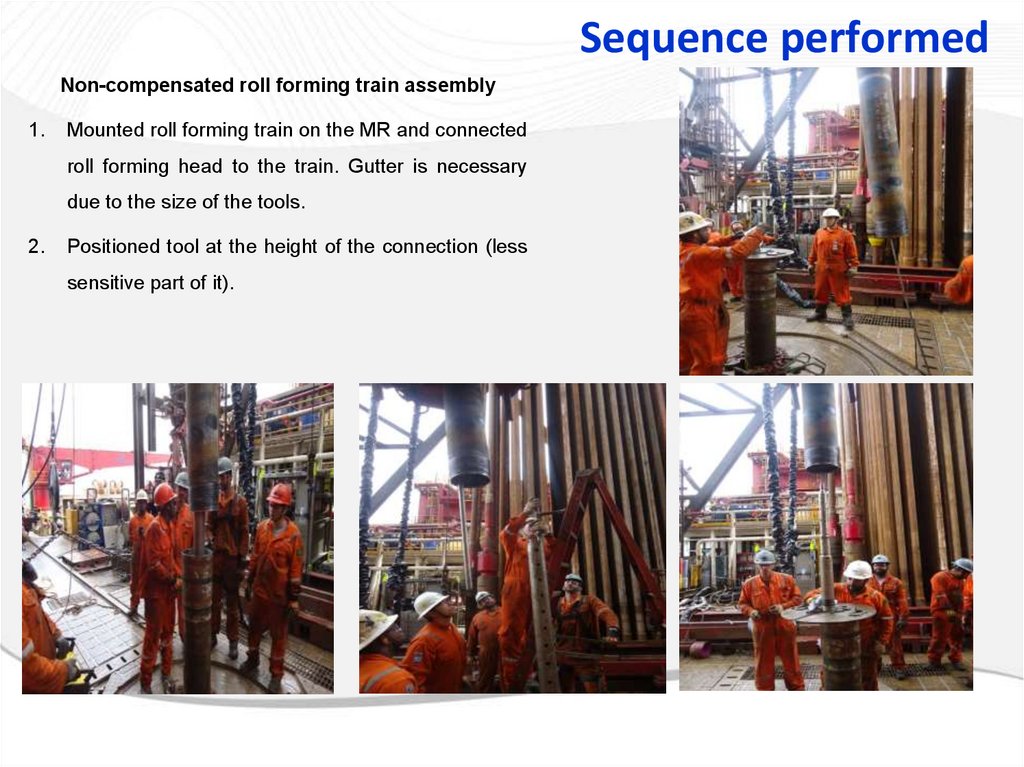
Sequence performedNon-compensated roll forming train assembly
1.
Mounted roll forming train on the MR and connected
roll forming head to the train. Gutter is necessary
due to the size of the tools.
2.
Positioned tool at the height of the connection (less
sensitive part of it).
24.
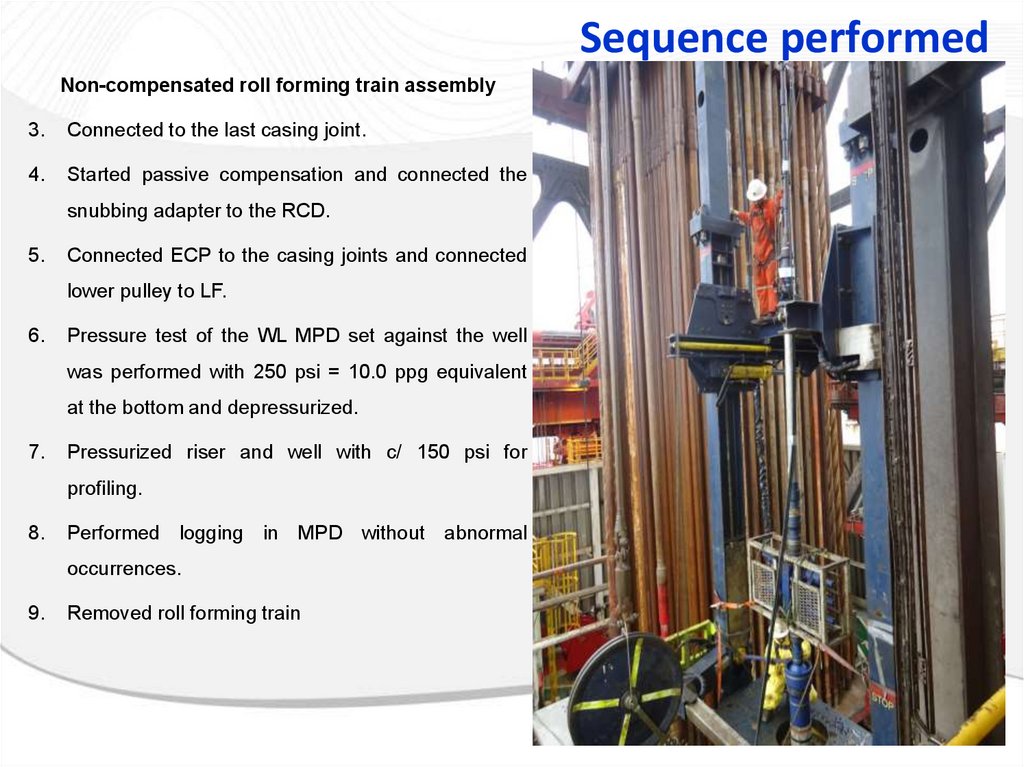
Sequence performedNon-compensated roll forming train assembly
3.
Connected to the last casing joint.
4.
Started passive compensation and connected the
snubbing adapter to the RCD.
5.
Connected ECP to the casing joints and connected
lower pulley to LF.
6.
Pressure test of the WL MPD set against the well
was performed with 250 psi = 10.0 ppg equivalent
at the bottom and depressurized.
7.
Pressurized riser and well with c/ 150 psi for
profiling.
8.
Performed logging in MPD without abnormal
occurrences.
9.
Removed roll forming train
25.
Sequence performedDismantling of compensated roll forming train
1.
With the roll forming train at 500m. Unplugged XO O14
x 4 3/4" ACME.
2.
Dismantled roll forming train, after suspending ECP
with manual hoist.
Compensated roll forming train assembly
1.
Mounted rollforming train on the LF table.
2.
Lowered roll forming train to a safe distance (20m).
3.
Pressure equipment is connected to the casing joints;
4.
Pressure
test
performed
with
250
psi
against
formation.
5.
Performed MPD profiling with 150 psi with no abnormal
occurrences.
6.
Removed roll forming train