







 Лингвистика
ЛингвистикаПохожие презентации:










慧翰股份企业介绍
1.
慧翰股份企业介绍慧 翰 微 电 子 股 份 有 限 公 司
Flaircomm
Microelectronics,Inc .
2.
KM工厂3.
制造工厂#1简介公司名字 starline
成立日期 1988年
税务登记号 INN 7802728654
地址 9, Komissara Smirnova Street, Saint Petersburg, Russia
企业背景 通信类及汽车类相关产品的技术服务 包括SMT
俄罗斯电子元件制造商协会 АРПЭ 会员
ISO认证 9001 。 IPC认证 IPC 610、IPC 7711、IPC 7721
公司共有员工735人 不含莫斯科和喀山的分支机构
公司总面积 自有+租赁 14321平方米
生产区域面积 11319平方米 全部为自有产权
办公区域面积 3002平方米 全部为自有产权
网址 https://www.alarmstarline.com/
4.
车间介绍 4楼贴片线5.
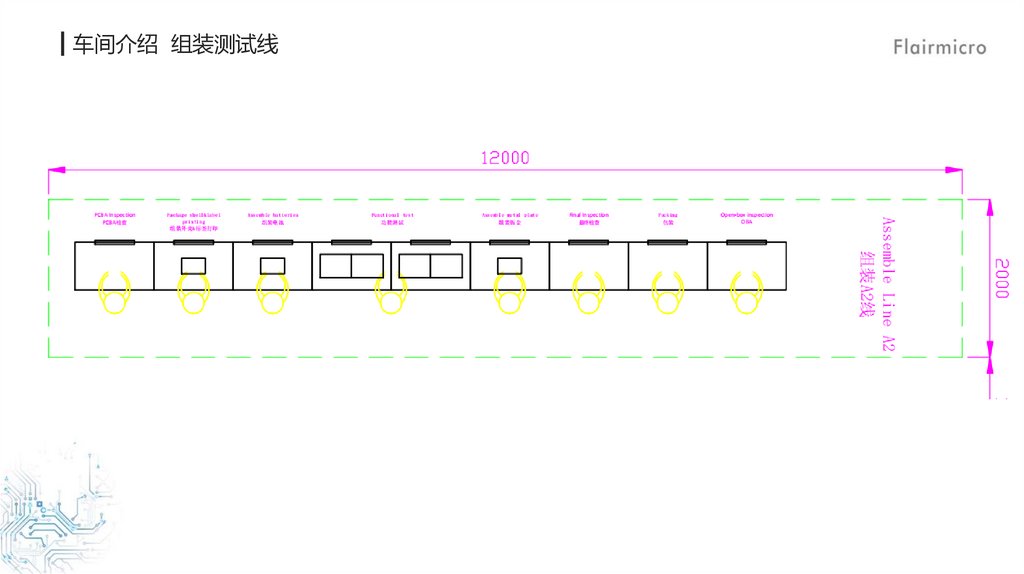
车间介绍 组装测试线6.
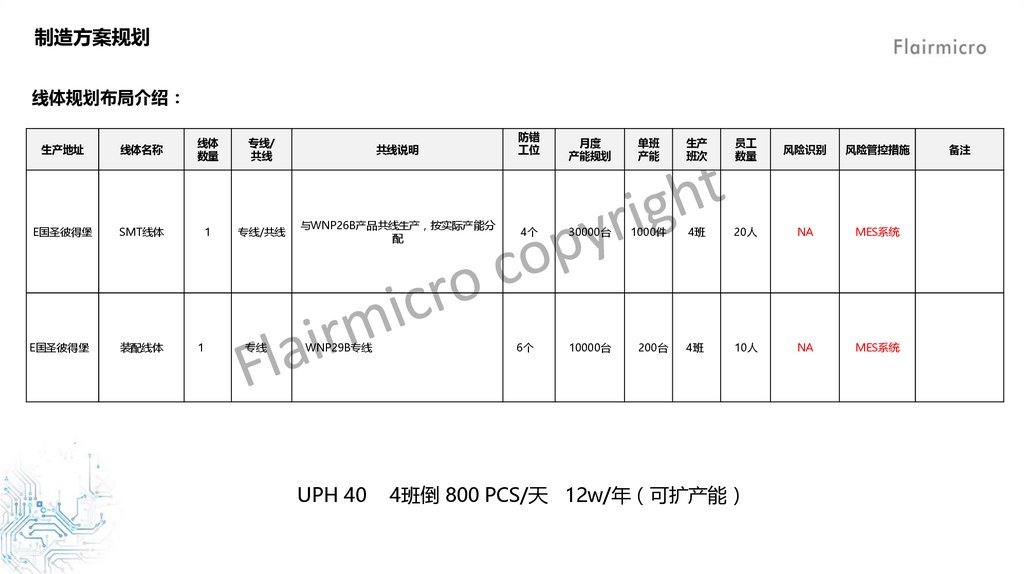
制造方案规划线体规划布局介绍
生产地址
线体名称
线体
数量
专线/
共线
共线说明
E国圣彼得堡
SMT线体
1
专线/共线
与WNP26B产品共线生产 按实际产能分
配
E国圣彼得堡
装配线体
专线
WNP29B专线
1
UPH 40
防错
工位
月度
产能规划
单班
产能
生产
班次
员工
数量
风险识别
风险管控措施
4个
30000台
1000件
4班
20人
NA
MES系统
6个
10000台
200台
4班
10人
NA
MES系统
4班倒 800 PCS/天 12w/年 可扩产能
备注
7.
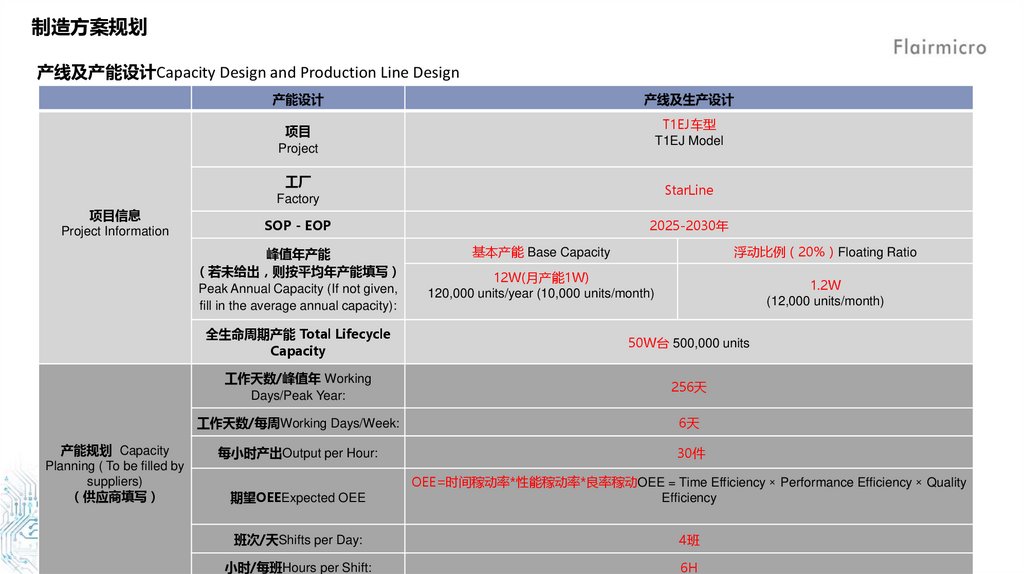
制造方案规划产线及产能设计Capacity Design and Production Line Design
产能设计
产线及生产设计
T1EJ车型
T1EJ Model
项目
Project
项目信息
Project Information
工厂
Factory
StarLine
SOP - EOP
2025-2030年
峰值年产能
若未给出 则按平均年产能填写
Peak Annual Capacity (If not given,
fill in the average annual capacity):
产能规划 Capacity
Planning ( To be filled by
suppliers)
供应商填写
基本产能 Base Capacity
浮动比例 20% Floating Ratio
12W(月产能1W)
120,000 units/year (10,000 units/month)
1.2W
(12,000 units/month)
全生命周期产能 Total Lifecycle
Capacity
50W台 500,000 units
工作天数/峰值年 Working
Days/Peak Year:
256天
工作天数/每周Working Days/Week:
6天
每小时产出Output per Hour:
30件
期望OEEExpected OEE
OEE=时间稼动率*性能稼动率*良率稼动OEE = Time Efficiency × Performance Efficiency × Quality
Efficiency
班次/天Shifts per Day:
4班
小时/每班Hours per Shift:
6H
8.
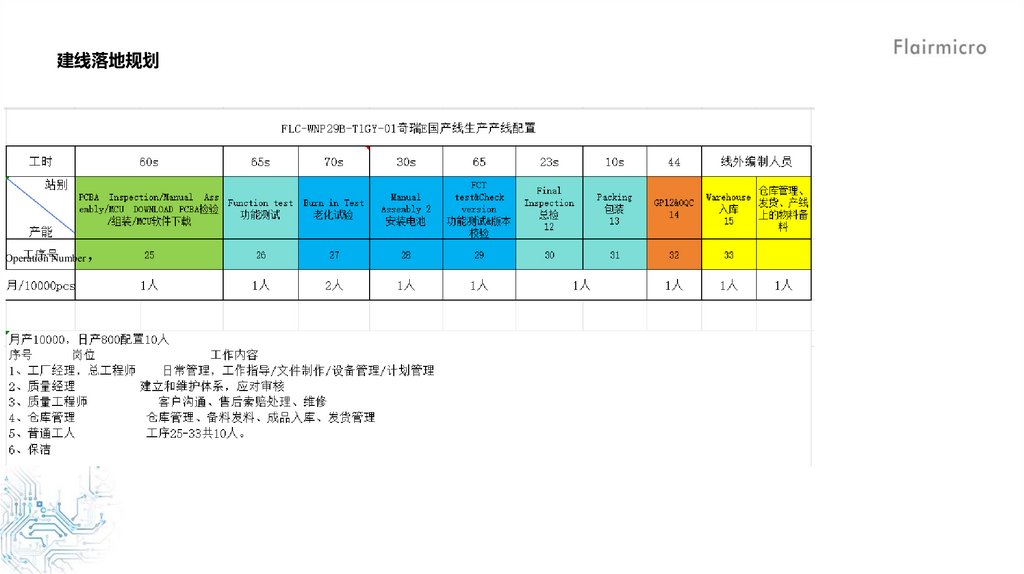
建线落地规划Operation Number
9.
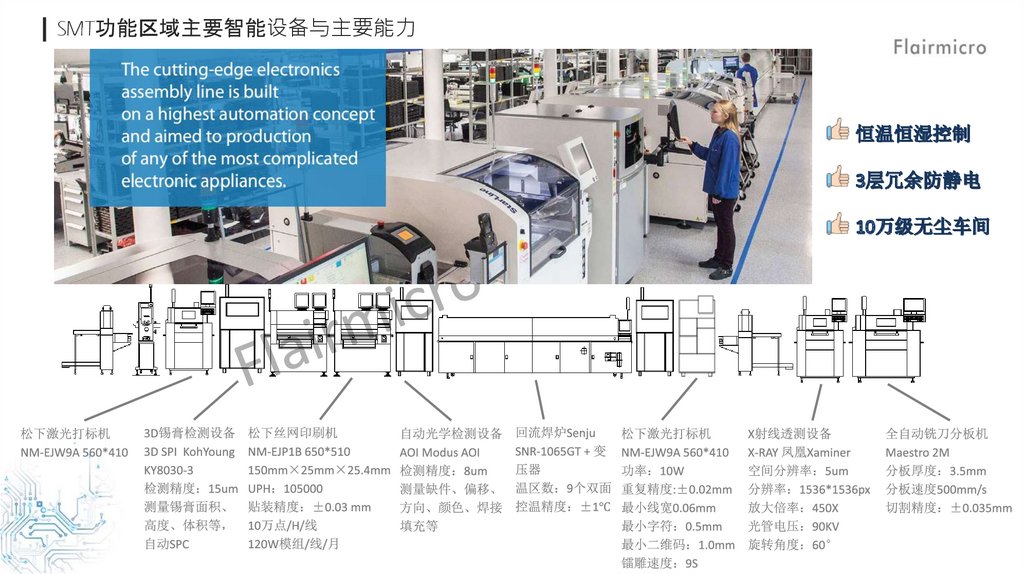
SMT功能区域主要智能设备与主要能力10.
半自动化组装测试线体MCU下载
功能测试
老化测试
安装电池
功能版本校
验
总检
11.
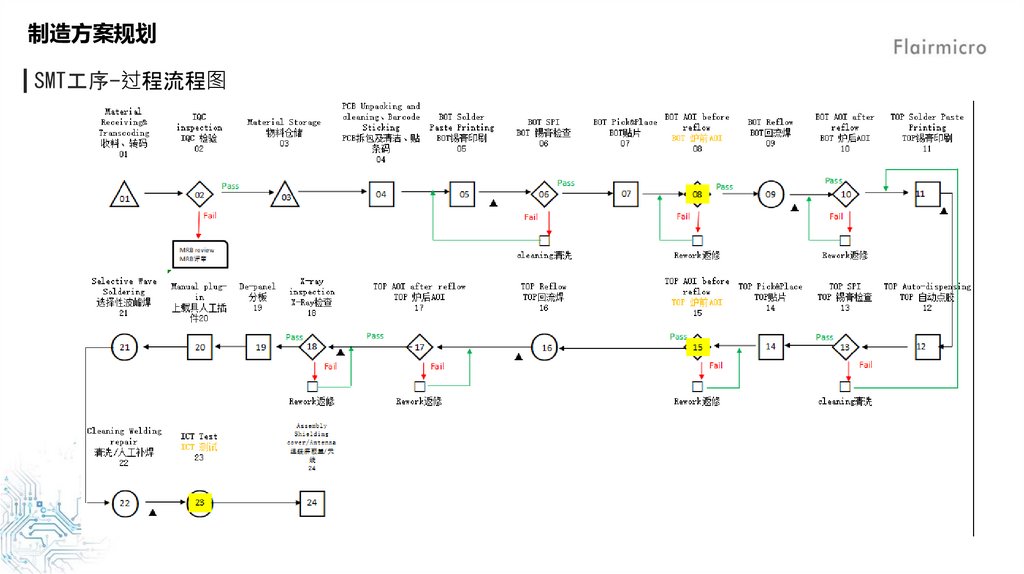
制造方案规划SMT工序-过程流程图
12.
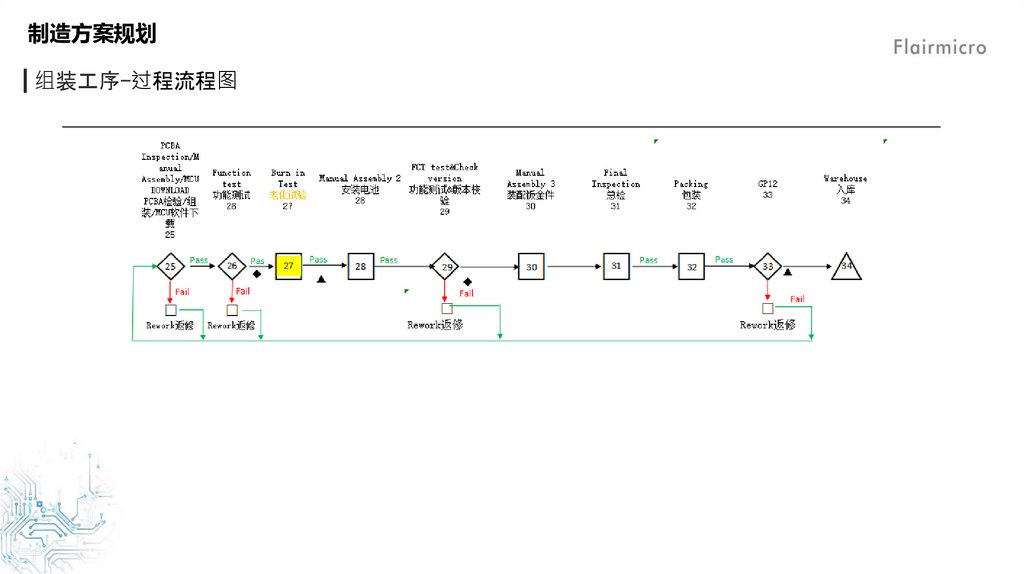
制造方案规划组装工序-过程流程图
13.
制造方案规划1 SMT段设备清单
2 SMT产线设备过程控制
3 组装段设备清单
4 组装段设备过程控制
14.
制造方案规划SMT设备清单
SMT段设备治具清单
No.
SMT线体
名称
数量
材质
供方
备注
1
锡膏印刷
TOP面阶梯钢网
1
纳米钢网
SL
2
锡膏印刷
BOT面阶梯钢网
1
纳米钢网
SL
3
分板设备
分板设备治具
1
SL
4
SPI设备
锡膏厚度检测
1
SL
2D
5
AOI设备
光学检测仪
2
SL
3D
6
X-ray设备
射线X检测仪
1
SL
3D
7
贴片设备
贴片
6
SL
8
回流焊设备
无铅回流炉
1
SL
9
波峰焊设备
选择波峰焊
1
SL
10
波峰焊载具
波峰焊治具
6
SL
11
激光镭雕机
激光镭雕机
1
SL
12
电路板清洗机
电路板清洗机
1
SL
13
ICT测试设备
ICT测试设备
1
SL
15.
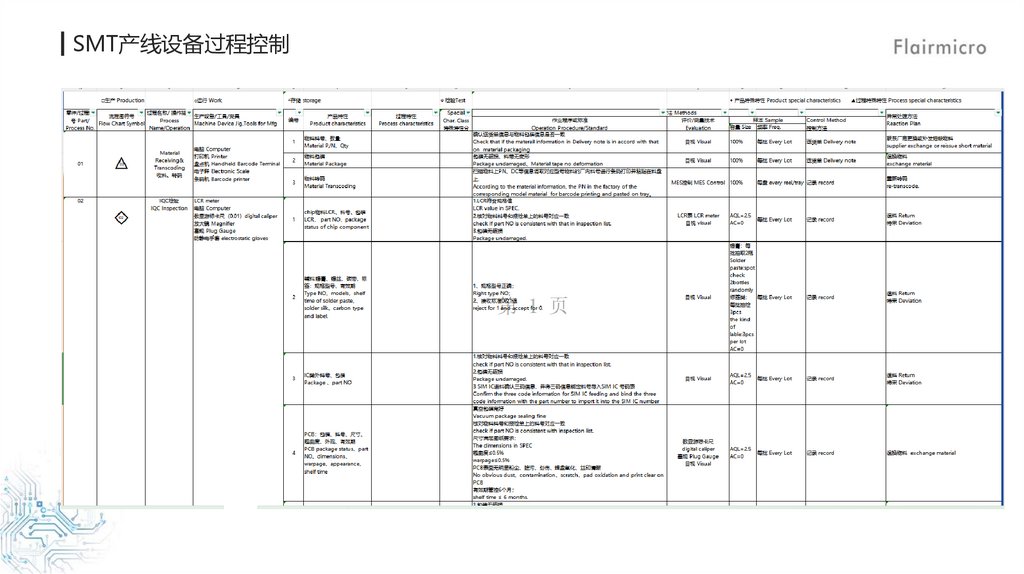
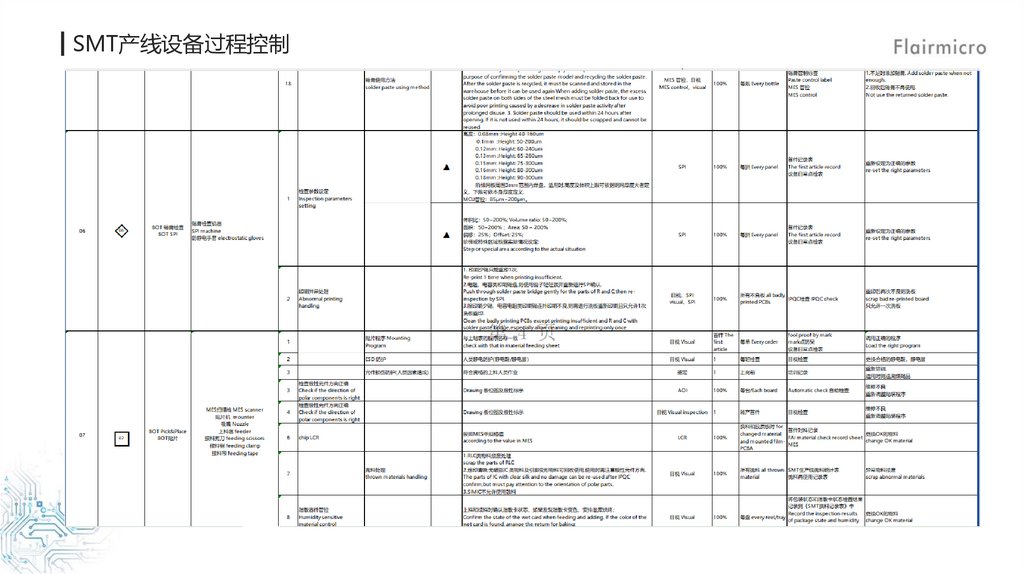
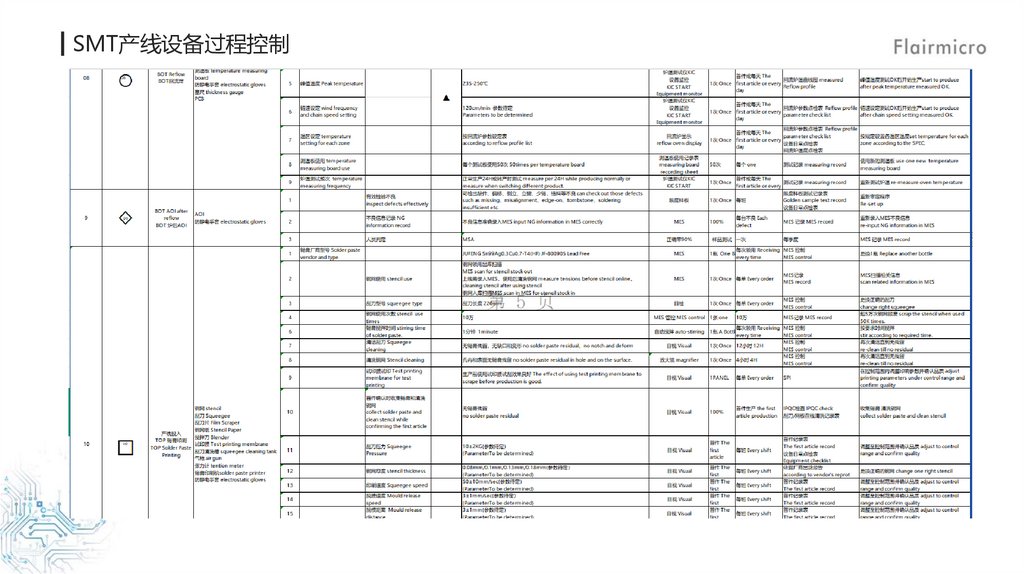
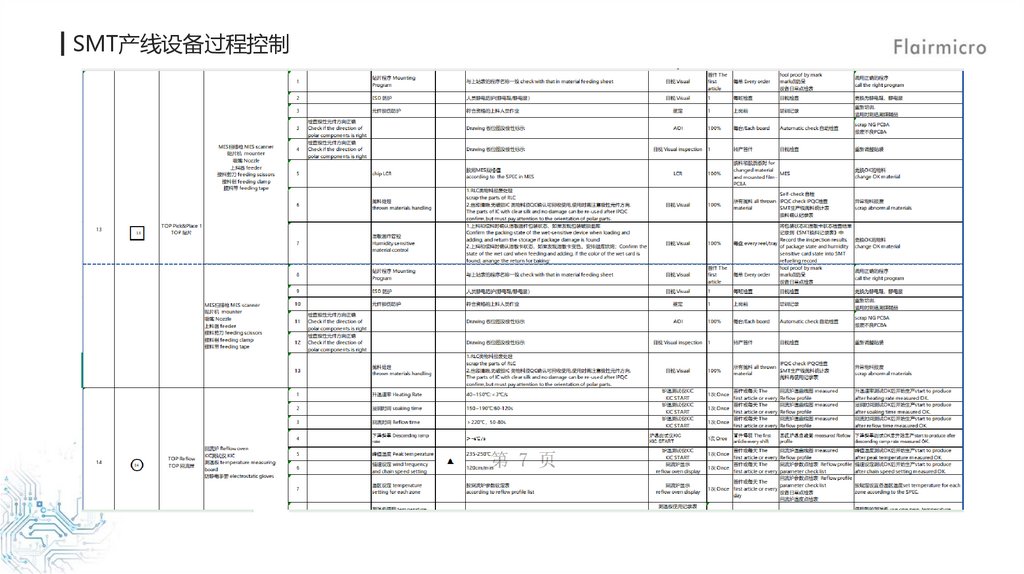
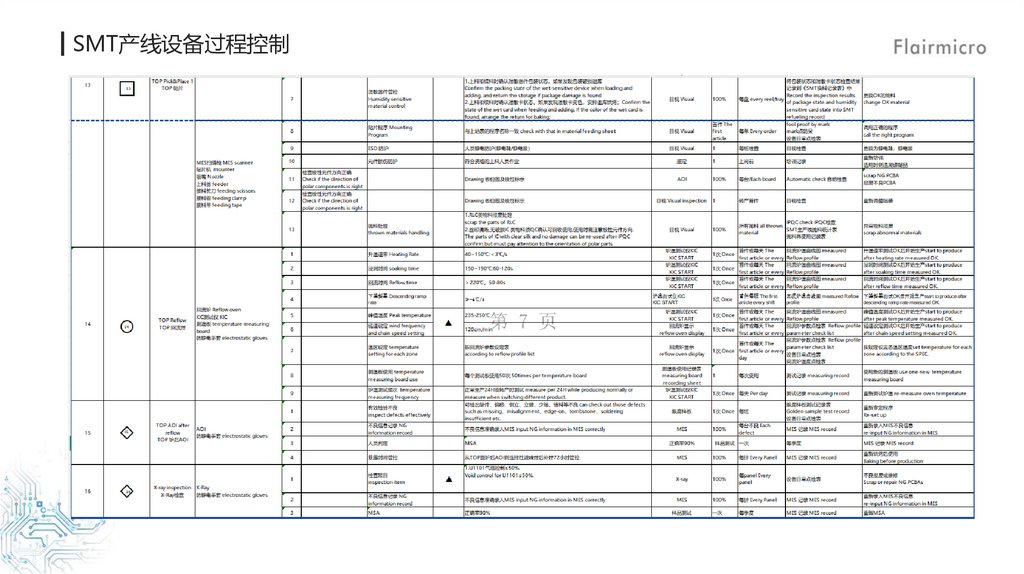
SMT产线设备过程控制16.
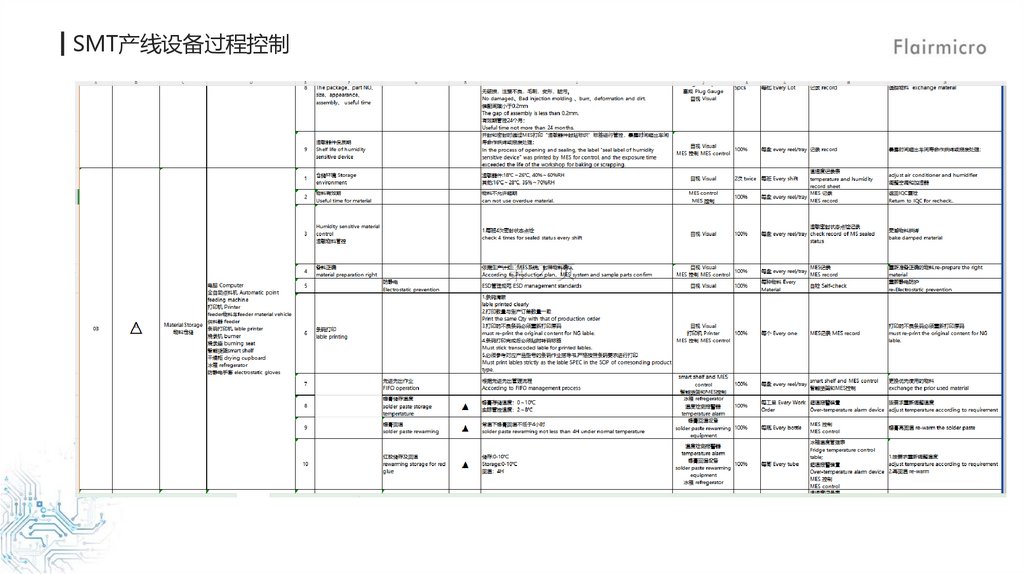
SMT产线设备过程控制17.
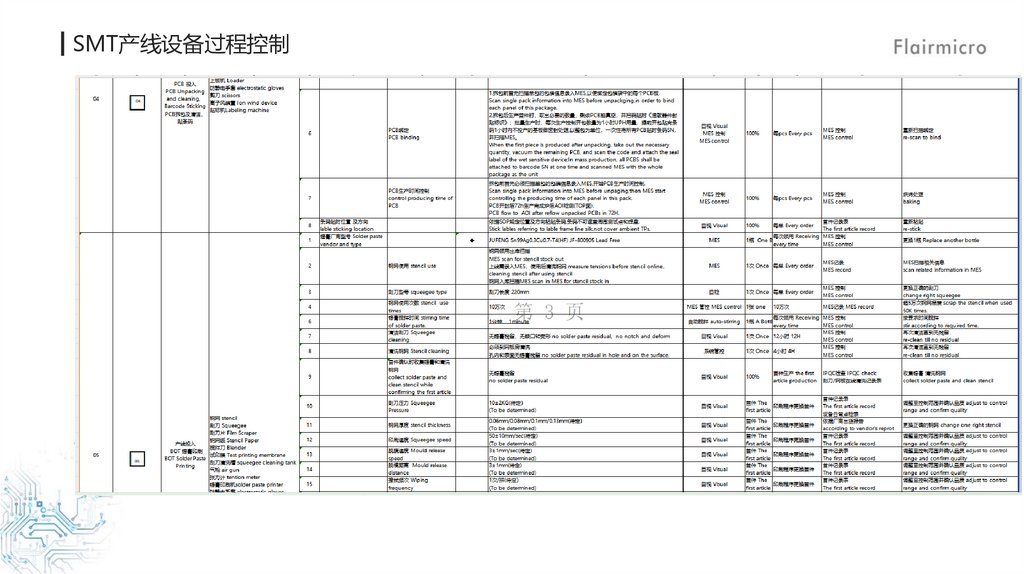
SMT产线设备过程控制18.
SMT产线设备过程控制19.
SMT产线设备过程控制20.
SMT产线设备过程控制21.
SMT产线设备过程控制22.
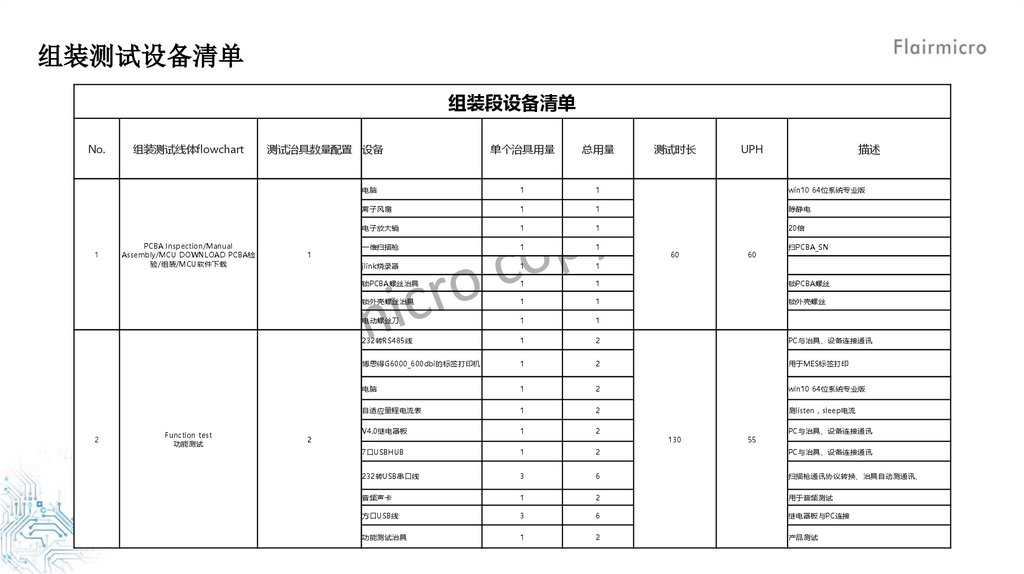
组装测试设备清单组装段设备清单
No.
1
2
组装测试线体flowchart
PCBA Inspection/Manual
Assembly/MCU DOWNLOAD PCBA检
验/组装/MCU软件下载
Function test
功能测试
测试治具数量配置 设备
1
2
单个治具用量
总用量
测试时长
电脑
1
1
win10 64位系统专业版
离子风扇
1
1
除静电
电子放大镜
1
1
20倍
一维扫描枪
1
1
jlink烧录器
1
1
锁PCBA螺丝治具
1
1
锁PCBA螺丝
锁外壳螺丝治具
1
1
锁外壳螺丝
电动螺丝刀
1
1
232转RS485线
1
2
PC与治具、设备连接通讯
博思得G6000_600dbi的标签打印机
1
2
用于MES标签打印
电脑
1
2
win10 64位系统专业版
自适应量程电流表
1
2
测listen sleep电流
V4.0继电器板
1
2
7口USBHUB
1
2
PC与治具、设备连接通讯
232转USB串口线
3
6
扫描枪通讯协议转换、治具自动测通讯、
音频声卡
1
2
用于音频测试
方口USB线
3
6
继电器板与PC连接
功能测试治具
1
2
产品测试
60
130
UPH
60
55
描述
扫PCBA_SN
PC与治具、设备连接通讯
23.
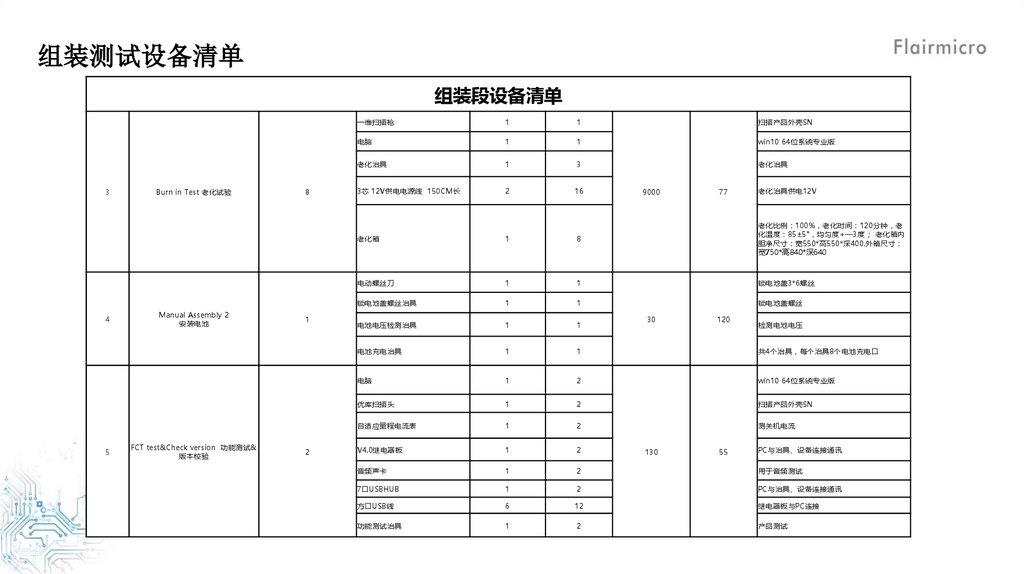
组装测试设备清单组装段设备清单
3
4
5
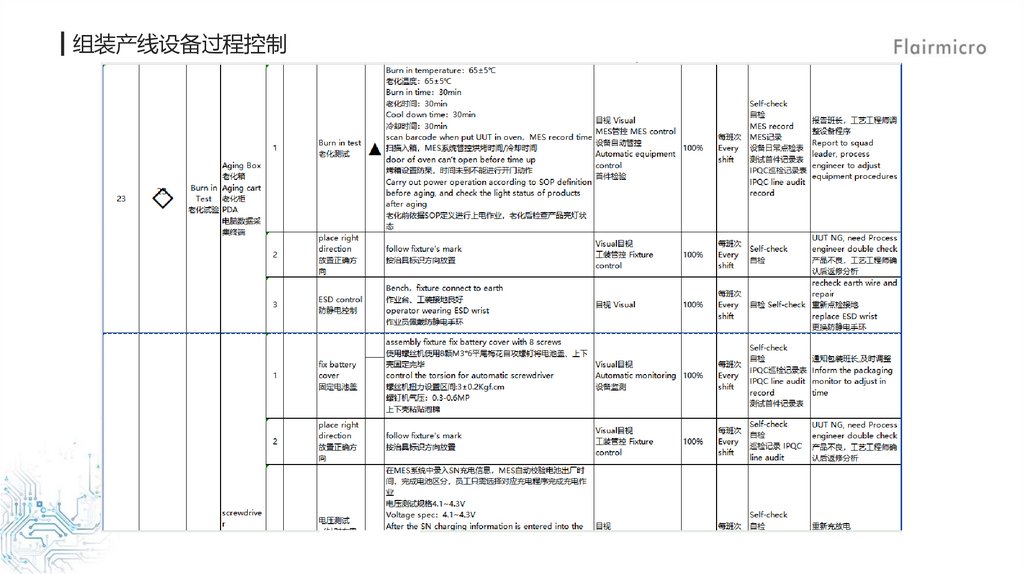
Burn in Test 老化试验
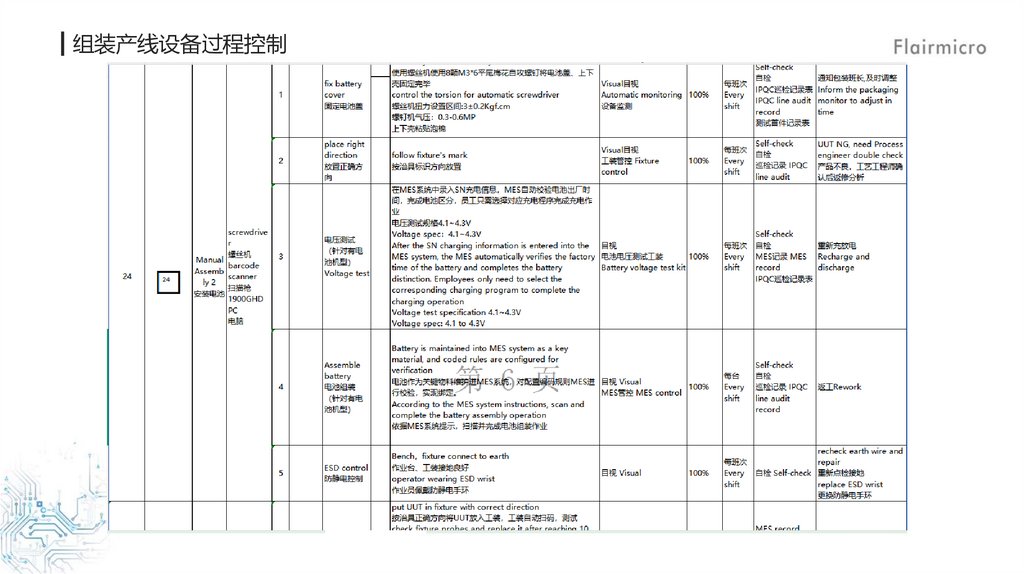
Manual Assembly 2
安装电池
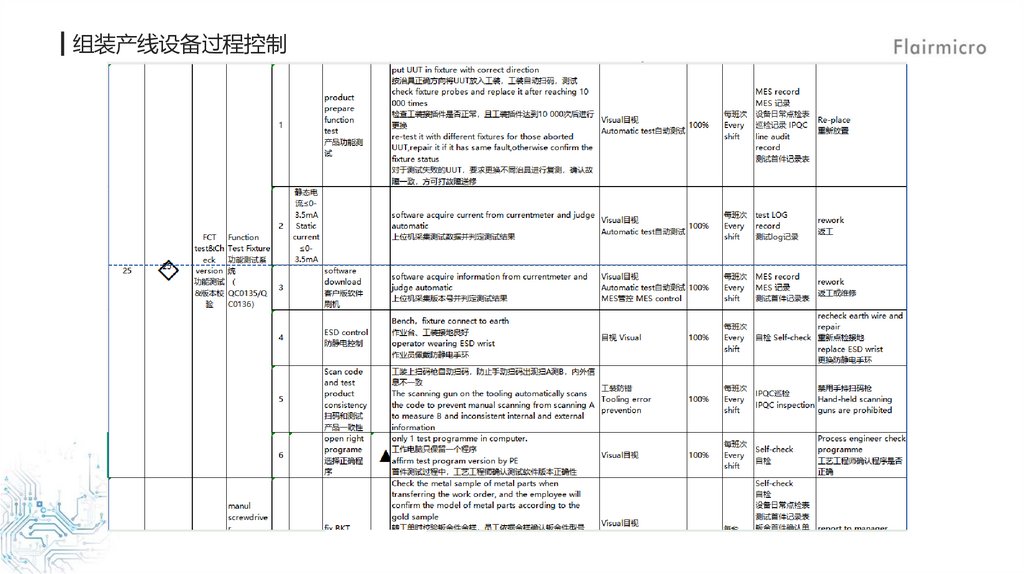
FCT test&Check version 功能测试&
版本校验
8
1
2
一维扫描枪
1
1
扫描产品外壳SN
电脑
1
1
win10 64位系统专业版
老化治具
1
3
老化治具
3芯 12V供电电源线 150CM长
2
16
老化箱
1
8
老化比例 100% 老化时间 120分钟 老
化温度 85±5° 均匀度+—3度 老化箱内
胆净尺寸 宽550*高550*深400.外箱尺寸
宽750*高840*深640
电动螺丝刀
1
1
锁电池盖3*6螺丝
锁电池盖螺丝治具
1
1
锁电池盖螺丝
电池电压检测治具
1
1
电池充电治具
1
1
共4个治具 每个治具8个电池充电口
电脑
1
2
win10 64位系统专业版
优库扫描头
1
2
扫描产品外壳SN
自适应量程电流表
1
2
测关机电流
V4.0继电器板
1
2
音频声卡
1
2
用于音频测试
7口USBHUB
1
2
PC与治具、设备连接通讯
方口USB线
6
12
继电器板与PC连接
功能测试治具
1
2
产品测试
9000
30
130
77
120
55
老化治具供电12V
检测电池电压
PC与治具、设备连接通讯
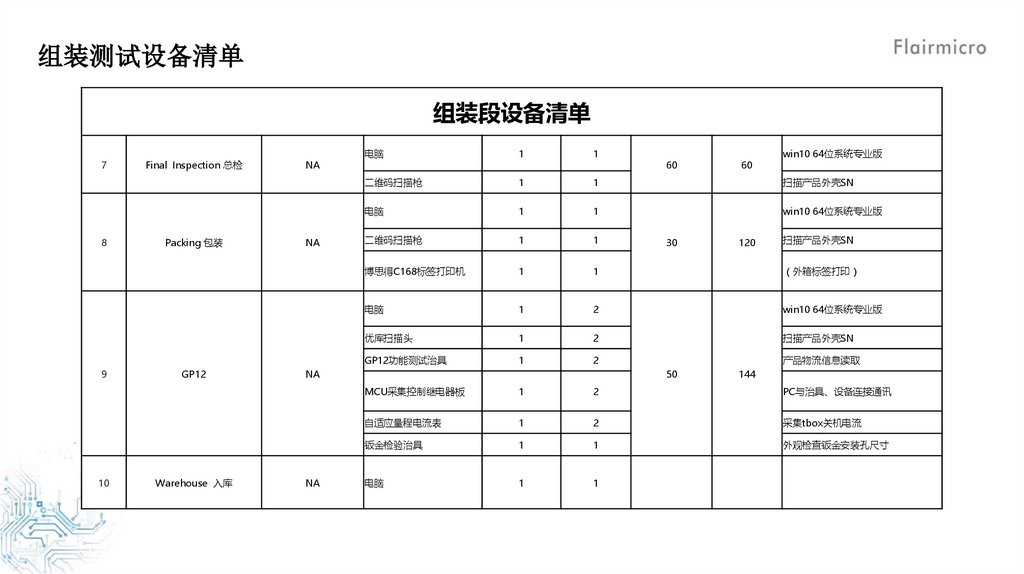
24.
组装测试设备清单组装段设备清单
7
8
9
10
Final Inspection 总检
Packing 包装
GP12
Warehouse 入库
NA
NA
电脑
1
1
二维码扫描枪
1
1
扫描产品外壳SN
电脑
1
1
win10 64位系统专业版
二维码扫描枪
1
1
博思得C168标签打印机
1
1
外箱标签打印
电脑
1
2
win10 64位系统专业版
优库扫描头
1
2
扫描产品外壳SN
GP12功能测试治具
1
2
NA
NA
60
30
60
120
win10 64位系统专业版
扫描产品外壳SN
产品物流信息读取
50
144
MCU采集控制继电器板
1
2
PC与治具、设备连接通讯
自适应量程电流表
1
2
采集tbox关机电流
钣金检验治具
1
1
外观检查钣金安装孔尺寸
电脑
1
1
25.
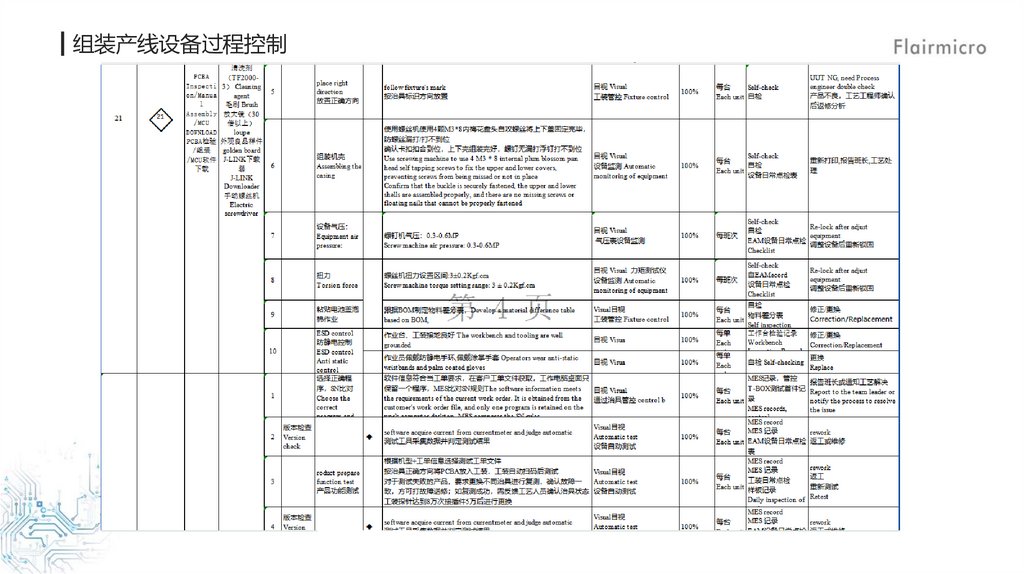
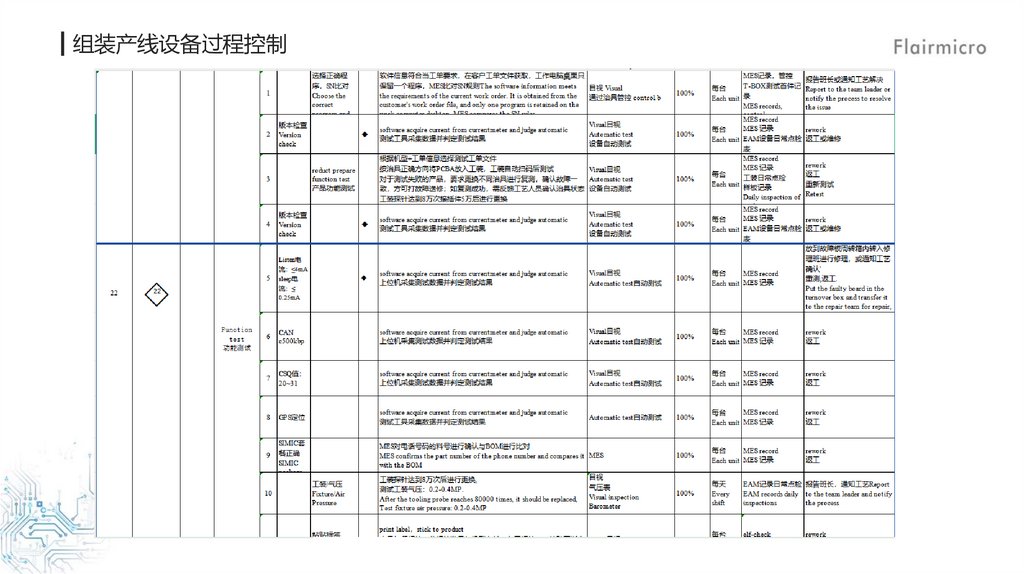
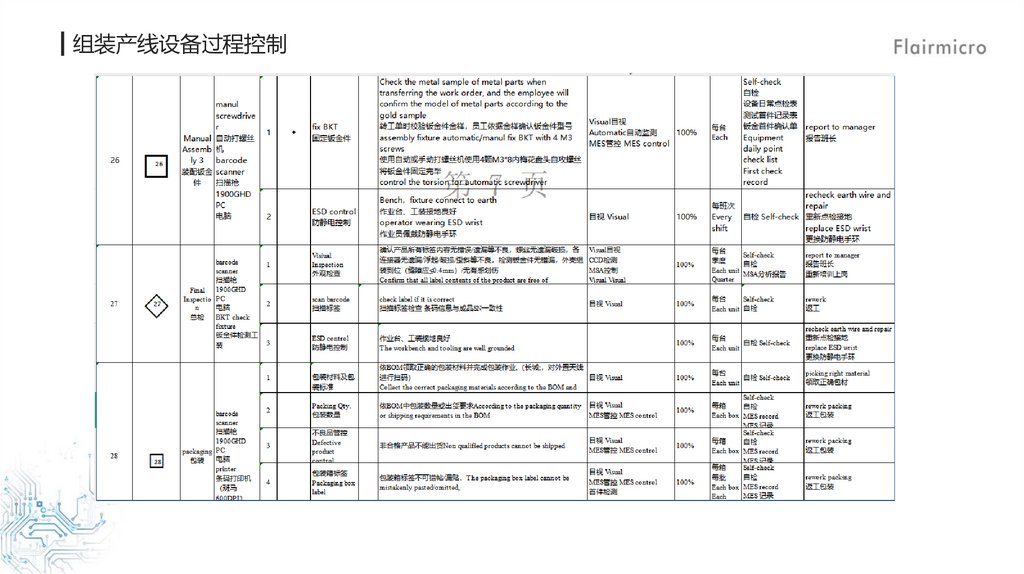
组装产线设备过程控制26.
组装产线设备过程控制27.
组装产线设备过程控制28.
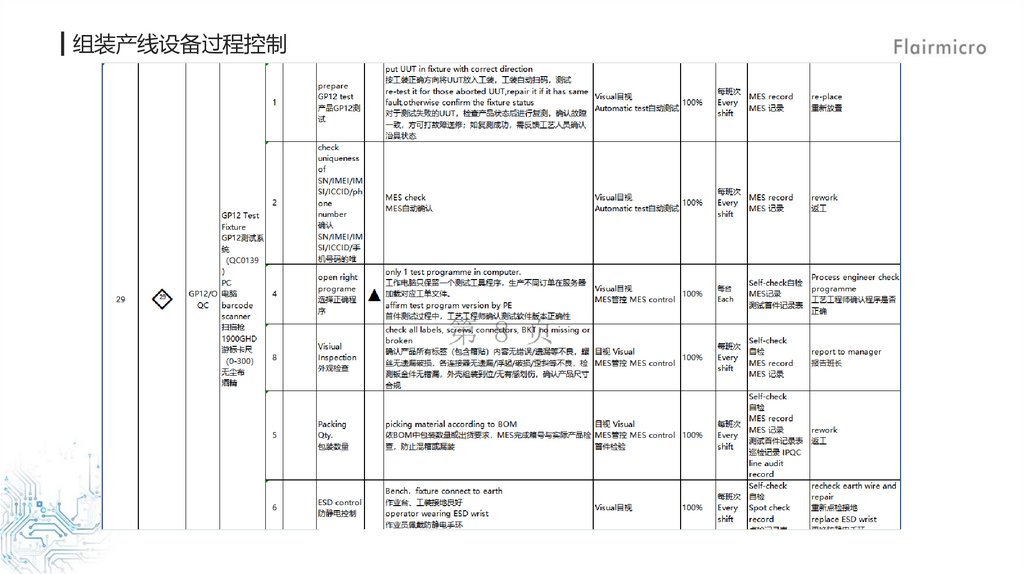
组装产线设备过程控制29.
组装产线设备过程控制30.
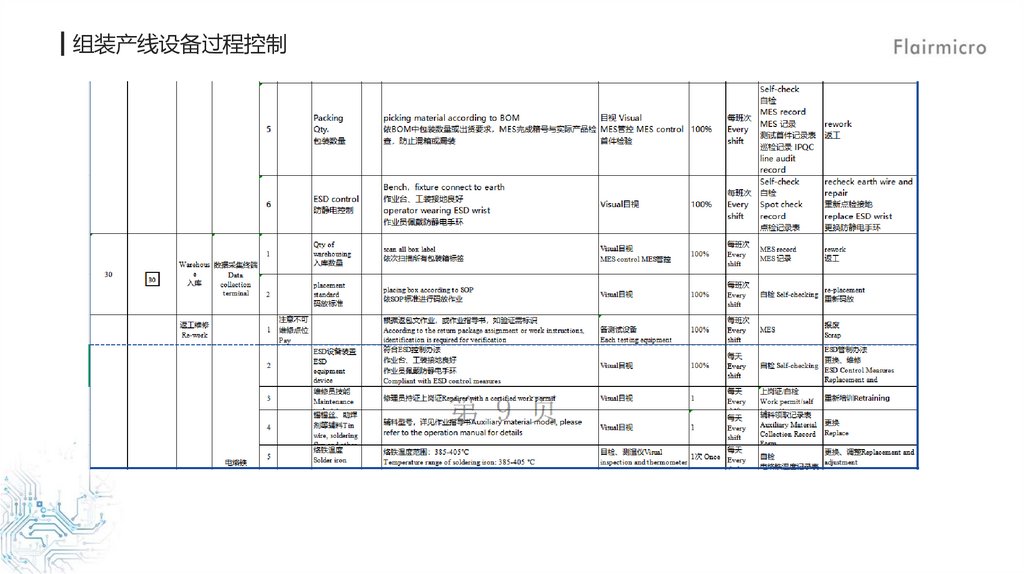
组装产线设备过程控制31.
组装产线设备过程控制32.
组装产线设备过程控制33.
制造方案规划防错清单规划
产品名称
WNP29B/奇瑞3.9B
过程
工序/工序号
防错项目
防错机理/检出方法
原材料
01/收料、转码
物料转码防错
扫描物料上PN、DC等信息调取对应型号物料转为厂内料号 打印条码并粘贴在料盘上放置
于仓库固定货架上/核对料盘信息与BOM物料信息一致
原材料
02/IQC检验
物料混料防错
贴片
03~18/SMT段
贴片过程防错
插件
19/选择波峰焊
插件防错
装配
21/PCB检验组装
漏装
测试检验
22、23、25/功能测试
测试指标
装配
24、26/安装电池、钣
金
漏装
1、进料经过质量检验核对物料属性与产品规格书是否一致
2、使用系统针对湿敏器件核对开封和密封时 通过MES打印“湿敏器件封贴标识”标签进
行管控 暴露时间超出车间寿命作烘烤或报废处理/每日核对通过MES系统预警
1、物料投入 仓库通过系统核对PCB板、电子料根据工单数量根据BOM清单发料 MES系
统物料发料以先进先出原则备料 防止物料过期
2、设备参数设定 设定SPI、AOI、X-RAY等设备系统参数设定比对保证产品一致性
3、回流参数核对 每次开班前使用炉温板校验测试炉温曲线是否满足要求
4、试产项目需打样纸胶板核对物料贴片极性、LCR值是否与图纸一致
5、贴片全程由MES系统管控 扫码过站后才能进入下一站
使用工装限位防呆 防止接插件插错/接插件摆放错误工装无法正常安装到位
1、先通过工装治具&产测工具把MCU软件罐装到产品上
2、组装前将已安装好的内置天线SN、PCBA SN、IMEI号等信息通过扫码上传到产测工具
的数据库确保无漏装
3、通过MES系统采集信息确保数据齐全且唯一后转入测试阶段
1、通过产测工具脚本设定关键参数、如电压电流、性能测试等保证产品性能一致性
2、核对物流信息 通过产测工具写入读取产品物流数据、软件版本与工单内容核对比较一
致性 且建立MES log上传MES系统核对防错
3、收集五码信息上传关联信息表 确保产品信息的唯一性 核对ok后系统可进入下一道工
序,防止跳站
1、通过产测工具测量电池电压是否满足组装要求
2、扫描电池上的一维码与产品SN绑定关联关系 通过MES系统采集信息确保数据齐全且唯
一后转入测试阶段
防错样件
34.
制造方案规划防错清单规划
产品名称
WNP29B/奇瑞3.9B
过程
工序/工序号
防错项目
总检
27/总检
外观防错
包装
28/包装
包装防错
入库
30/入库
整托防错
放错机理/检出方法
1、确认产品所有标签内容无错误/遗漏等不良 螺丝无遗漏破损 各连接器无遗漏/浮起/破
损/歪斜等不良 检测钣金件无错漏 外壳组装到位 缝隙应≤0.4mm /无有感划伤---根据
标签规范版本核对
2、通过钣金工装检具核对产品钣金安装正确 钣金错误工装无法放置
1、按照产品包装需求 MES系统建立包装整箱、尾箱非整箱规范要求。
2、包装站位通过扫描产品整机SN 到达整箱后出整箱标签 黏贴于产品外包装箱上 非设
定尾箱无法出整箱标签
使用扫描枪依次扫描所有包装箱标签入库,MES系统记录所有产品入库信息
防错样件
35.
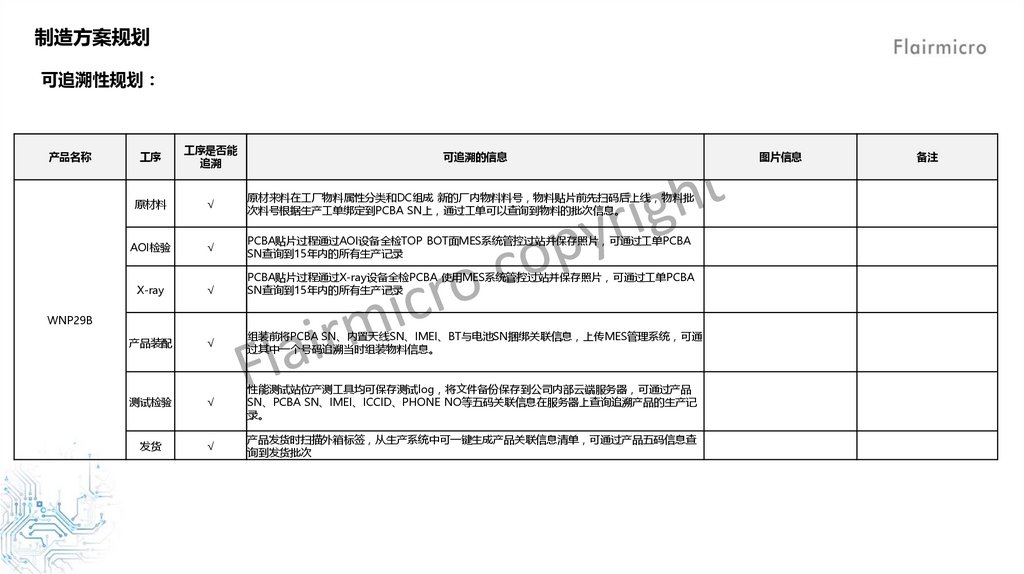
制造方案规划可追溯性规划
产品名称
工序
工序是否能
追溯
可追溯的信息
原材料
√
原材来料在工厂物料属性分类和DC组成 新的厂内物料料号 物料贴片前先扫码后上线 物料批
次料号根据生产工单绑定到PCBA SN上 通过工单可以查询到物料的批次信息。
AOI检验
√
PCBA贴片过程通过AOI设备全检TOP BOT面MES系统管控过站并保存照片 可通过工单PCBA
SN查询到15年内的所有生产记录
X-ray
√
产品装配
√
组装前将PCBA SN、内置天线SN、IMEI、BT与电池SN捆绑关联信息 上传MES管理系统 可通
过其中一个号码追溯当时组装物料信息。
测试检验
√
性能测试站位产测工具均可保存测试log 将文件备份保存到公司内部云端服务器 可通过产品
SN、PCBA SN、IMEI、ICCID、PHONE NO等五码关联信息在服务器上查询追溯产品的生产记
录。
发货
√
产品发货时扫描外箱标签 从生产系统中可一键生成产品关联信息清单 可通过产品五码信息查
询到发货批次
PCBA贴片过程通过X-ray设备全检PCBA 使用MES系统管控过站并保存照片 可通过工单PCBA
SN查询到15年内的所有生产记录
WNP29B
图片信息
备注
36.
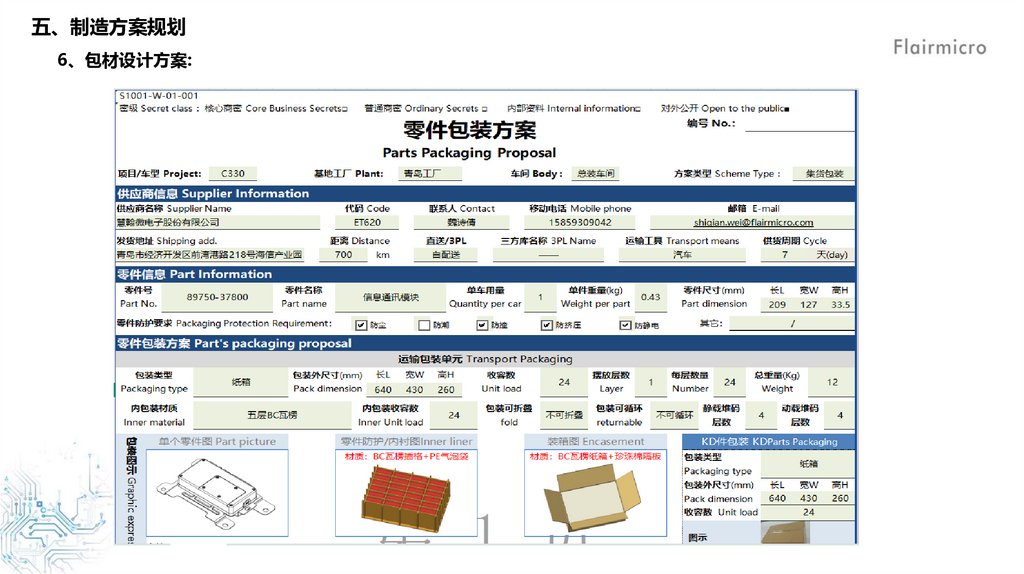
五、制造方案规划6、包材设计方案:
37.
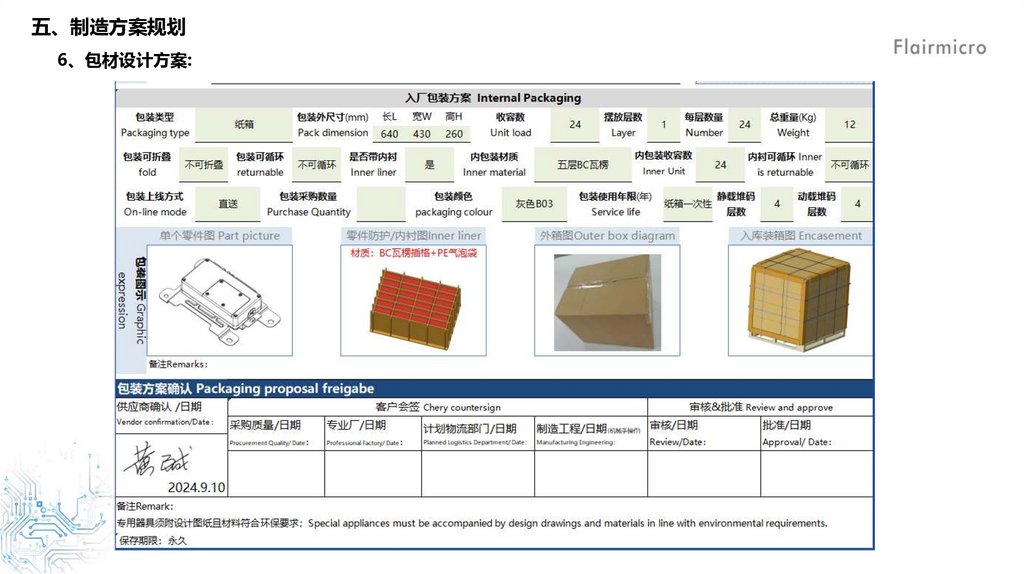
五、制造方案规划6、包材设计方案:
38.
THANK YOU慧翰微电子股份有限公司
地址 福建省福州市马尾区江滨东大道116号1#楼5楼
官网 www.flairmicro.com