
 Программирование
ПрограммированиеПохожие презентации:

")



")


")

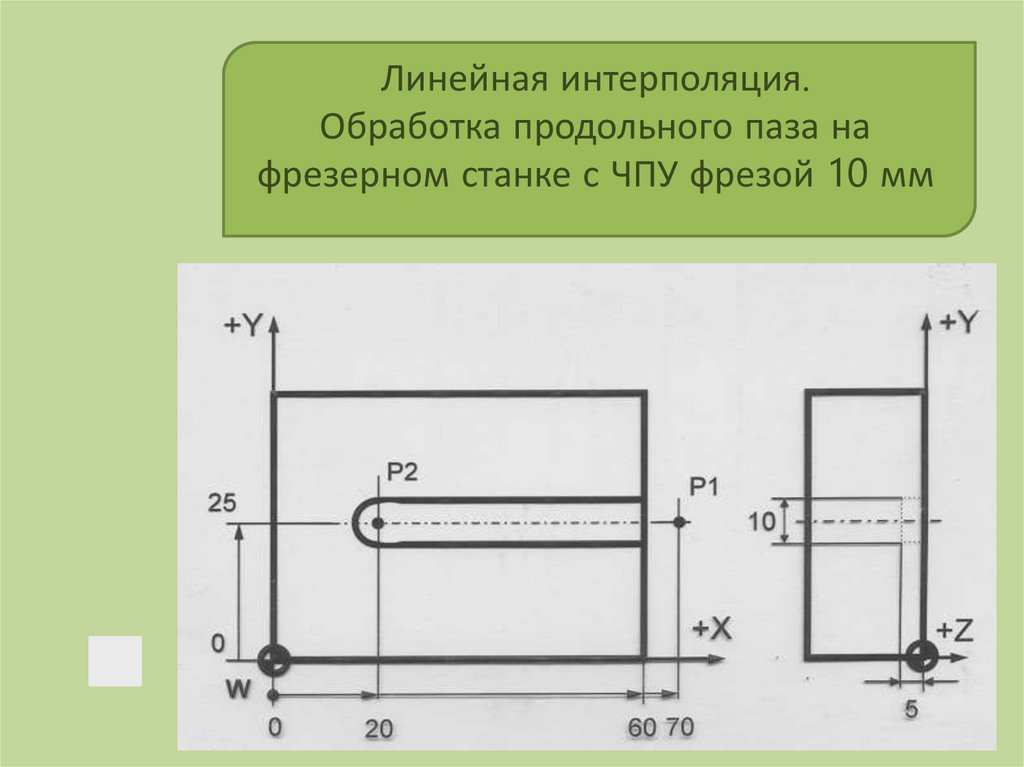
Линейная интерполяция. Обработка продольного паза на фрезерном станке с ЧПУ фрезой 10 мм
1.
Линейная интерполяция.Обработка продольного паза на
фрезерном станке с ЧПУ фрезой 10 мм
2.
o % (начало программы)O0001(номер программы)
N5 T1 M06; (вызов первого инструмента)
N10 S800 M03;(вкл шпинделя 800 об/мин)
N15 G00 G90 G57 X70.0 Y25.0 Z1.0 (Р1);(на ускоренной
подаче в абсолютных координатах подводим инструмент в
точку Р1)
N20 Z-5.0;(опускаем инструмент на 5мм)
N25 X66.0;(перемещение фрезы на 4мм)
N30 G01 X20.0 F250 (P2);(на рабочей подаче 250 мм/мин
обрабытываем паз до точки Р2)
N33 G04 X1; (выдержка 1 сек)
N35 Z3.0;(вывод фрезы на высоту 3мм)
N40 G00 X70.0 Y50.0 Z15.0 M05;(отвод фрезы на безопасное
расстояние с выключением шпинделя)
N45 M30;(конец программы)
3.
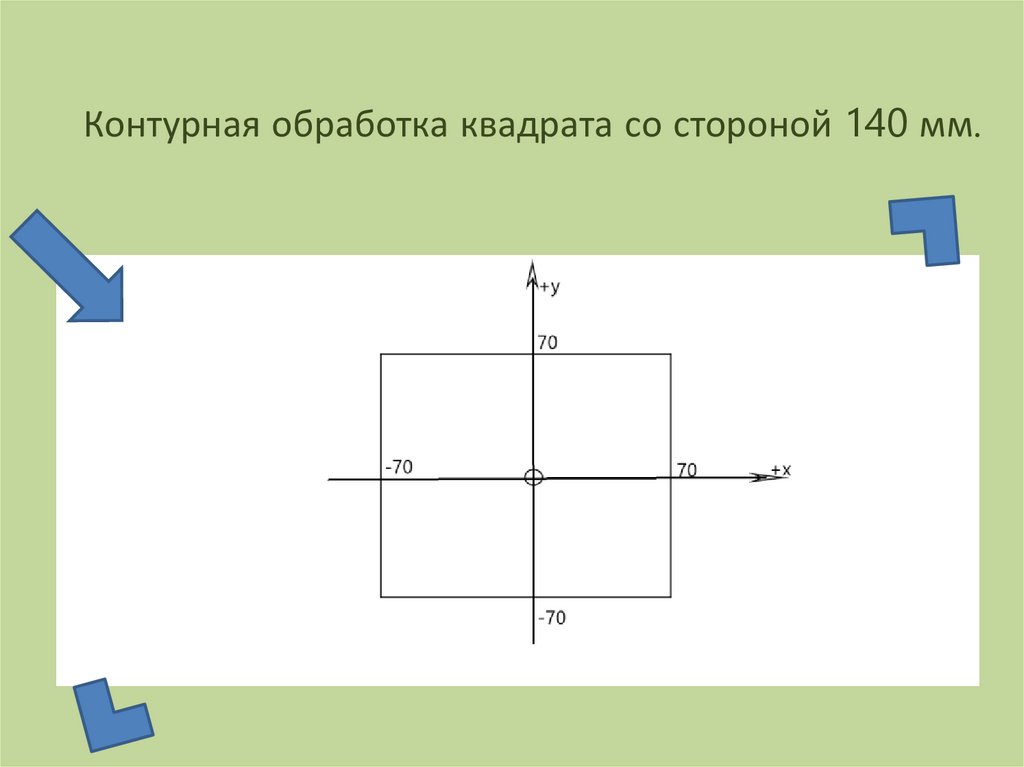
Контурная обработка квадрата со стороной 140 мм.4.
%O0002
(KVADRAT)
N10 T1 M06;
N15 M03 S800;
N20 M08;
N25 G00 G90 G57 X-70.0 Y-100.0 Z10.0 ;
N30 G01 Z-1.0 F500;
N35 X-70.Y-70.0 F1200.;
N40 Y70.0;
N45 X70.0;
N50 Y-70.0;
N55 X-70.0;
N57 Z3.0;
N60 G00 Z20.0 M09;
N65 X0 Y200.0 M05;
N70 M30;
5.
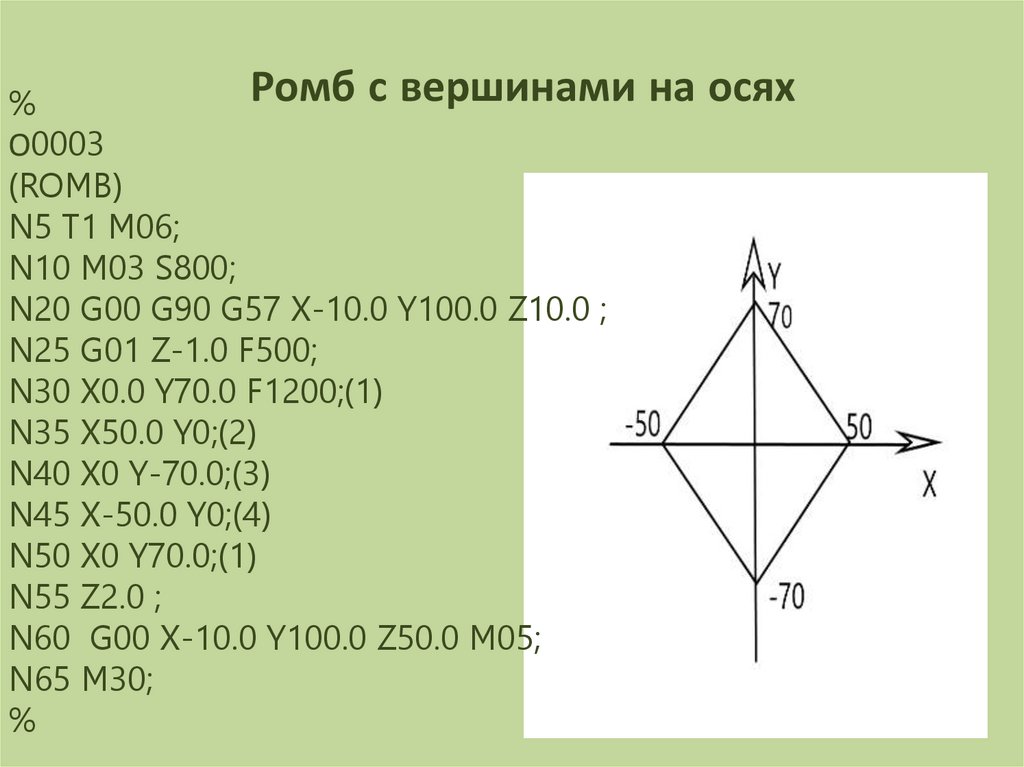
Ромб с вершинами на осях%
О0003
(ROMB)
N5 T1 M06;
N10 M03 S800;
N20 G00 G90 G57 X-10.0 Y100.0 Z10.0 ;
N25 G01 Z-1.0 F500;
N30 X0.0 Y70.0 F1200;(1)
N35 X50.0 Y0;(2)
N40 X0 Y-70.0;(3)
N45 X-50.0 Y0;(4)
N50 X0 Y70.0;(1)
N55 Z2.0 ;
N60 G00 X-10.0 Y100.0 Z50.0 M05;
N65 M30;
%
6.
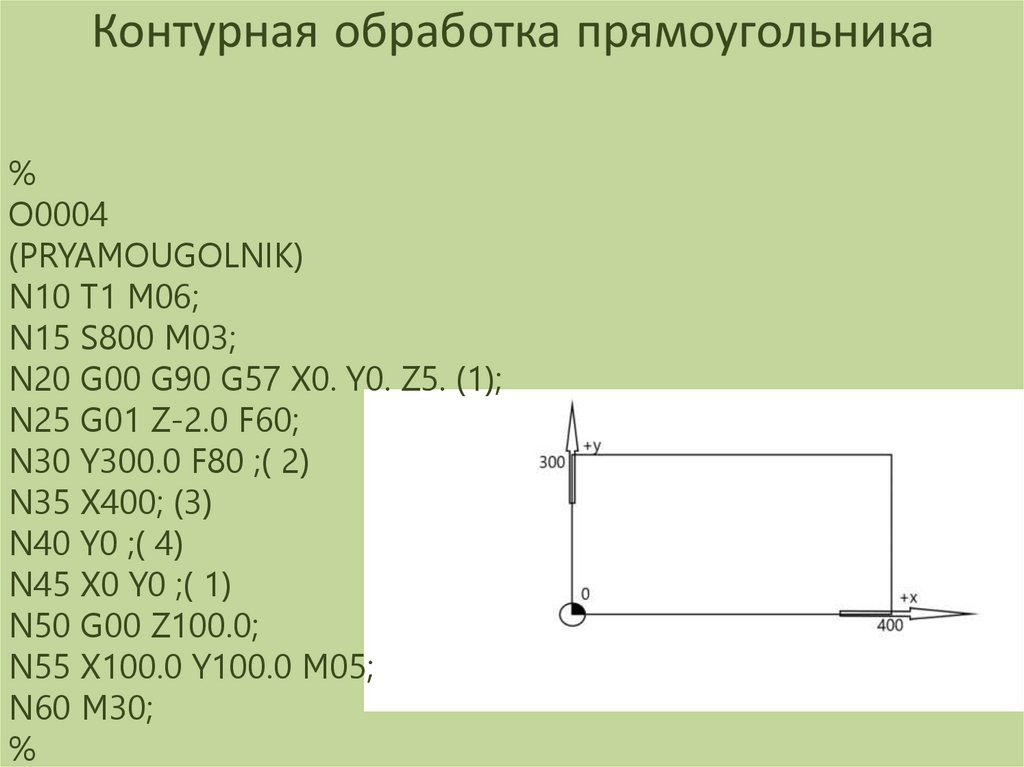
Контурная обработка прямоугольника%
O0004
(PRYAMOUGOLNIK)
N10 T1 M06;
N15 S800 M03;
N20 G00 G90 G57 X0. Y0. Z5. (1);
N25 G01 Z-2.0 F60;
N30 Y300.0 F80 ;( 2)
N35 X400; (3)
N40 Y0 ;( 4)
N45 X0 Y0 ;( 1)
N50 G00 Z100.0;
N55 X100.0 Y100.0 M05;
N60 M30;
%
7.
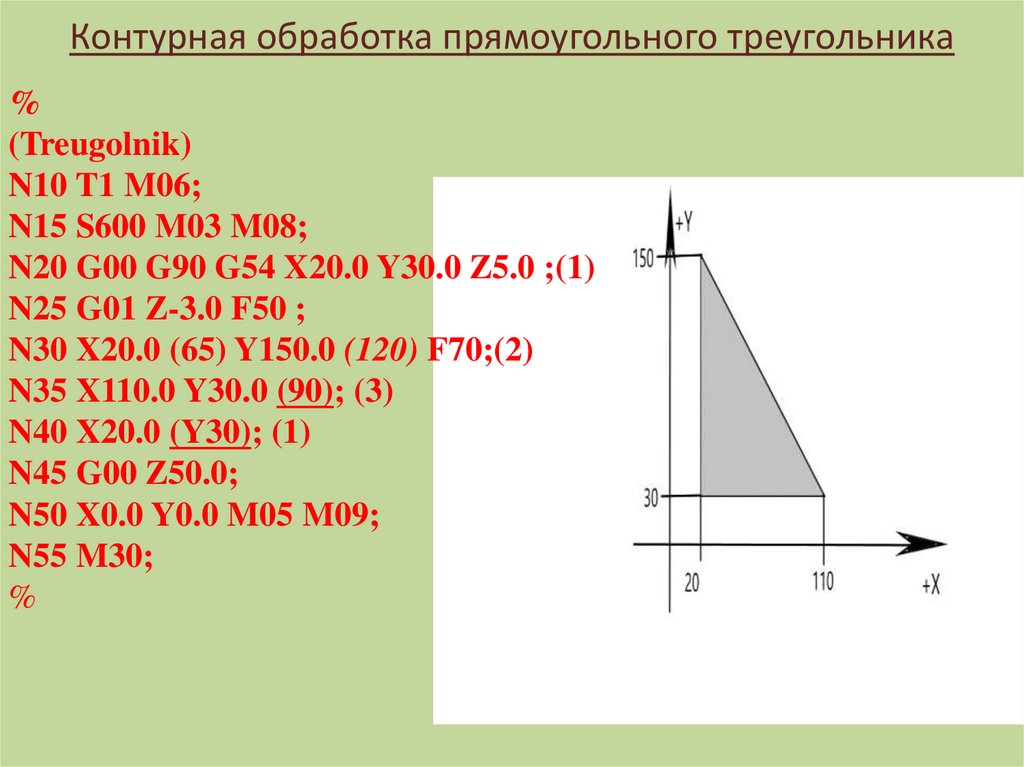
Контурная обработка прямоугольного треугольника%
(Treugolnik)
N10 T1 M06;
N15 S600 M03 M08;
N20 G00 G90 G54 X20.0 Y30.0 Z5.0 ;(1)
N25 G01 Z-3.0 F50 ;
N30 X20.0 (65) Y150.0 (120) F70;(2)
N35 X110.0 Y30.0 (90); (3)
N40 X20.0 (Y30); (1)
N45 G00 Z50.0;
N50 X0.0 Y0.0 M05 M09;
N55 M30;
%
8.
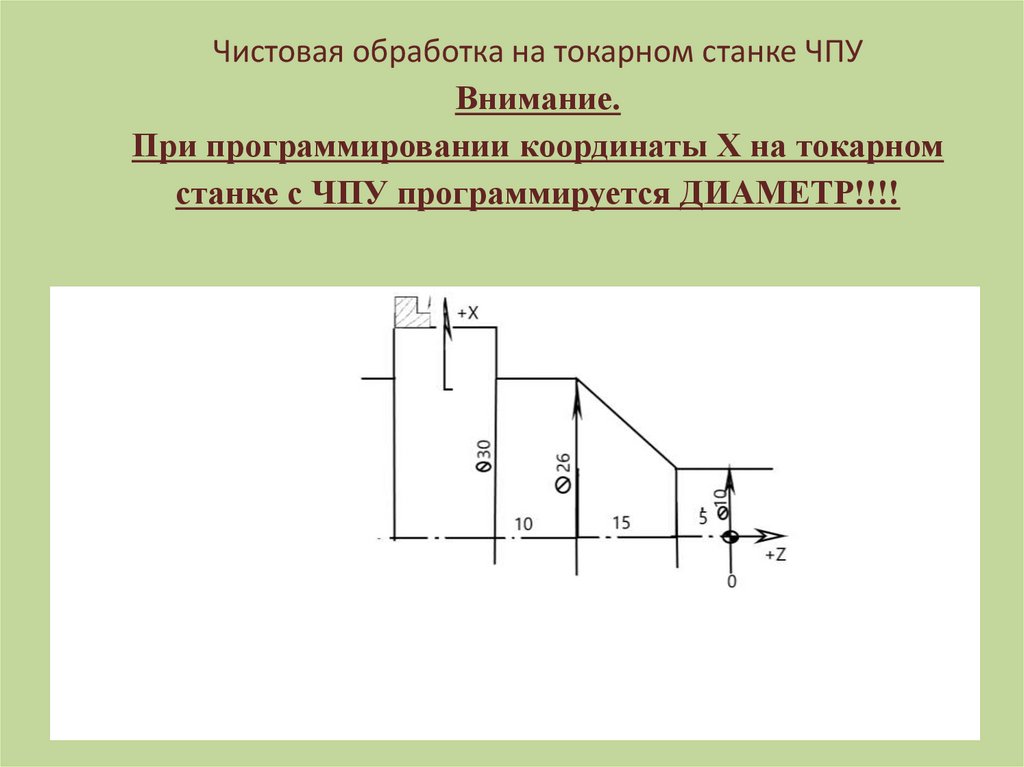
Чистовая обработка на токарном станке ЧПУВнимание.
При программировании координаты Х на токарном
станке с ЧПУ программируется ДИАМЕТР!!!!
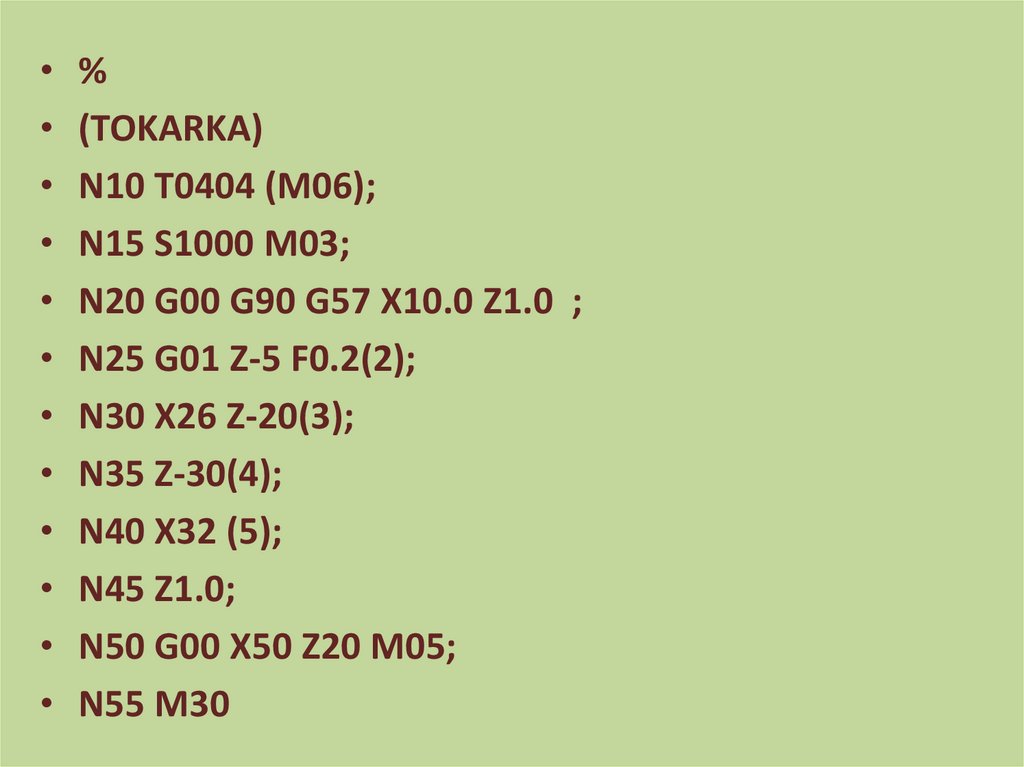
9.
• %• (TOKARKA)
• N10 T0404 (M06);
• N15 S1000 M03;
• N20 G00 G90 G57 X10.0 Z1.0 ;
• N25 G01 Z-5 F0.2(2);
• N30 X26 Z-20(3);
• N35 Z-30(4);
• N40 X32 (5);
• N45 Z1.0;
• N50 G00 X50 Z20 M05;
• N55 M30
10.
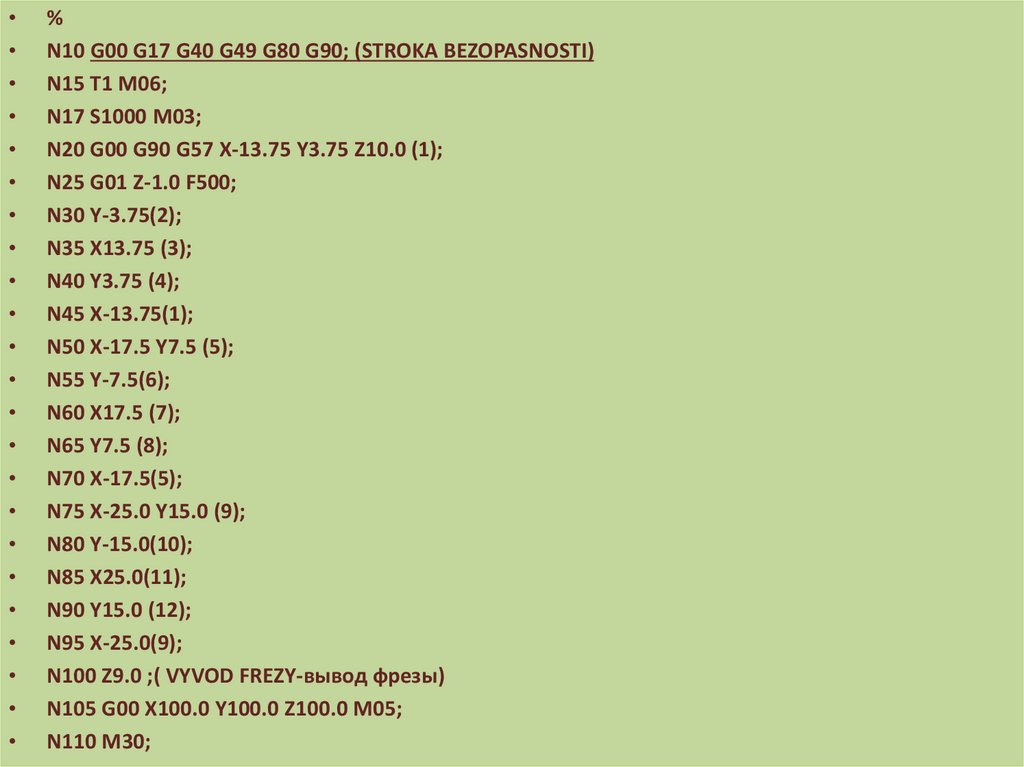
Обработка прямоугольного кармана фрезой диаметром 10мм.Глубина фрезерования 1мм.
11.
%
N10 G00 G17 G40 G49 G80 G90; (STROKA BEZOPASNOSTI)
N15 T1 M06;
N17 S1000 M03;
N20 G00 G90 G57 X-13.75 Y3.75 Z10.0 (1);
N25 G01 Z-1.0 F500;
N30 Y-3.75(2);
N35 X13.75 (3);
N40 Y3.75 (4);
N45 X-13.75(1);
N50 X-17.5 Y7.5 (5);
N55 Y-7.5(6);
N60 X17.5 (7);
N65 Y7.5 (8);
N70 X-17.5(5);
N75 X-25.0 Y15.0 (9);
N80 Y-15.0(10);
N85 X25.0(11);
N90 Y15.0 (12);
N95 X-25.0(9);
N100 Z9.0 ;( VYVOD FREZY-вывод фрезы)
N105 G00 X100.0 Y100.0 Z100.0 M05;
N110 M30;
12.
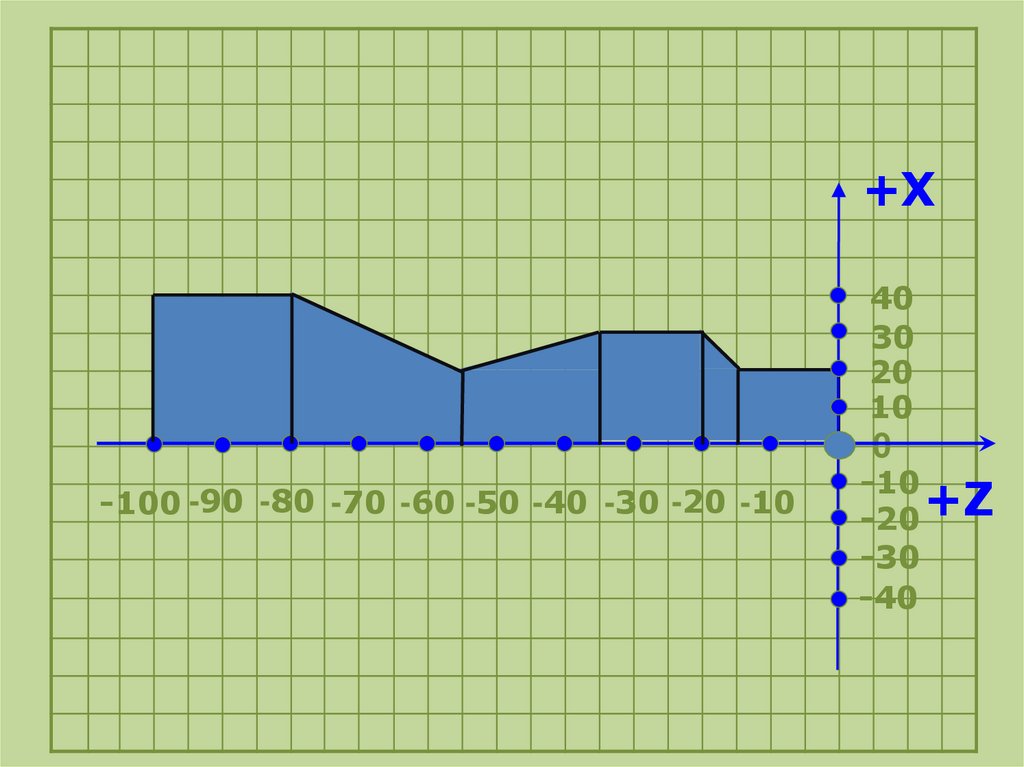
+Х40
30
20
10
0
-100 -90 -80 -70 -60 -50 -40 -30 -20 -10
-10
-20 +Z
-30
-40
13.
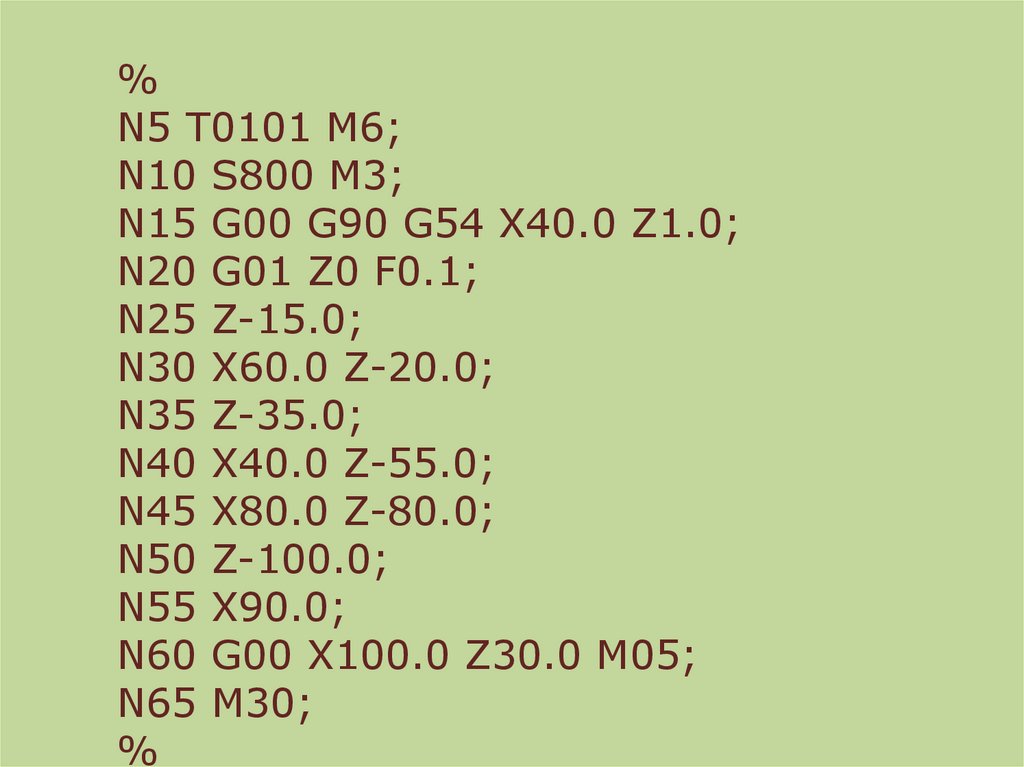
%N5 T0101 M6;
N10 S800 M3;
N15 G00 G90 G54 X40.0 Z1.0;
N20 G01 Z0 F0.1;
N25 Z-15.0;
N30 X60.0 Z-20.0;
N35 Z-35.0;
N40 X40.0 Z-55.0;
N45 X80.0 Z-80.0;
N50 Z-100.0;
N55 X90.0;
N60 G00 X100.0 Z30.0 M05;
N65 M30;
%