






Похожие презентации:
")









Логистика для металлургии
1.
• Команда• «Коррозия металла 1»
МЕТАЛЛИЧЕСКАЯ МОБИЛЬНОСТЬ
Кейс по оптимизации
внутрипроизводственной логистики
2.
КоординаторЯкушев Юрий
Исследователь
Литвак Андрей
Команда
Аналитик
Герман Пистер
Креативщик
Буфетов Александр
Дизайнер
Дондо Данила
2/12
3. Актуальность:
Снижениепроизводительно
сти предприятия
Актуальность:
1. Информирование о
технологических
процессах проходит в
устной форме и не
отражает текущие
потребности
производства в
материалах и сырье
2. Простой оборудования
во время ремонтных
работ
• Несоответствие интересам возрастной группы
3. Отсутствие системы
учета текущего и
перспективного уровня
запасов (неправильное
управление запасами)
4. Неэффективная
логистика
3/12
4.
ЦЕЛЬПовысить производительность плавильно-литейного цеха
КраМЗ до 90% за счет внедрения технологии
автоматизированного управления логистическими и
технологическими процессами ко II декаде 2027 года.
4/12
5. Задачи
Снижениепроизводительности
предприятия
1. Внедрение системы диспетчерского контроля и
сбора данных
1. Информирование о
технологических процессах
проходит в устной форме и
не отражает текущие
потребности производства в
материалах и сырье
2. Простой
оборудования во
время ремонтных
работ
2. Внедрение проактивного технического
оборудования.
3. Внедрение контролирующей и управляющей
системы учета запасов
3. Отсутствие системы
учета текущего и
перспективного уровня
запасов (неправильное
управление запасами)
4. Неэффективная
логистика
4. Автоматизировать процессы учета и анализа
всех технологических процессов
5/12
6.
Анализ гипотез:Многофункциональность
Точность (снятия
информации,
показаний и
обработка)
Затраты на
обслуживание
и ремонт
Кибербезопасность
Экономические
эффект для
предприятия
Итого
Система
световых
оповещателей
1
2
3
1
1
8
Единая база
данных
1
2
3
2
1
9
Расширенная
диспетчерская
служба (персонал)
2
1
1
1
1
6
MES (SCADA, ERP)
3
3
1
3
3
13
(автоматизированная)
6/12
7.
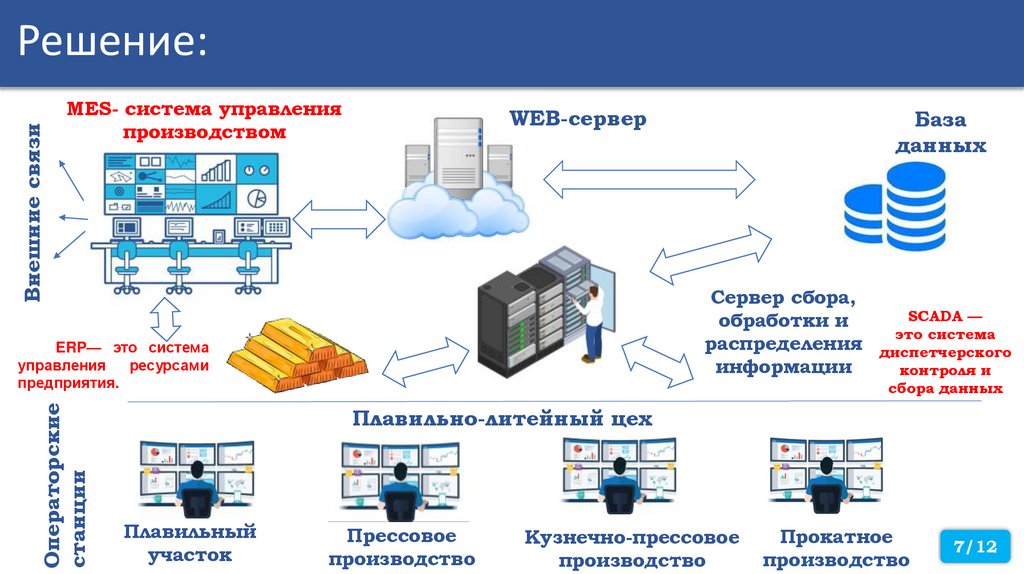
Внешние связиРешение:
MES- система управления
производством
WEB-сервер
Сервер сбора,
обработки и
распределения
информации
ERP— это система
управления
ресурсами
предприятия.
Операторские
станции
База
данных
SCADA —
это система
диспетчерского
контроля и
сбора данных
Плавильно-литейный цех
Плавильный
участок
Прессовое
производство
Кузнечно-прессовое
производство
Прокатное
производство
7/12
8.
Решение: Системы мониторинга технологических процессовОператорская станция
Прием и передача
данных
Котроллеры
Контрольно-измерительные приборы и исполнительные механизмы
(датчики)
Система мониторинга
состояния оборудования
(PRM)
Оборудование
9.
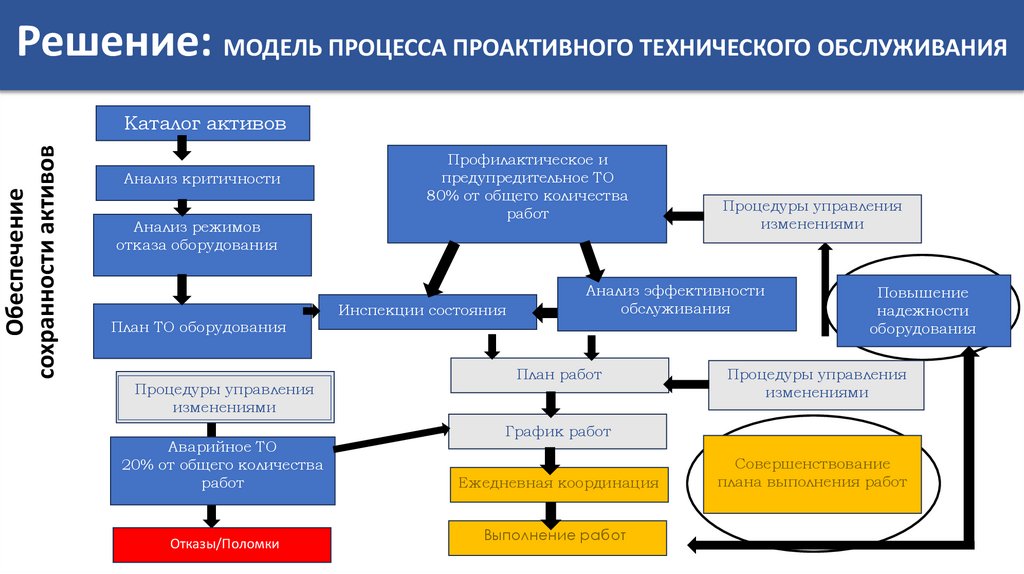
Решение: МОДЕЛЬ ПРОЦЕССА ПРОАКТИВНОГО ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯОбеспечение
сохранности активов
Каталог активов
Анализ критичности
Анализ режимов
отказа оборудования
План ТО оборудования
Процедуры управления
изменениями
Аварийное ТО
20% от общего количества
работ
Отказы/Поломки
Профилактическое и
предупредительное ТО
80% от общего количества
работ
Инспекции состояния
Процедуры управления
изменениями
Анализ эффективности
обслуживания
План работ
Повышение
надежности
оборудования
Процедуры управления
изменениями
График работ
Ежедневная координация
Выполнение работ
Совершенствование
плана выполнения работ
10.
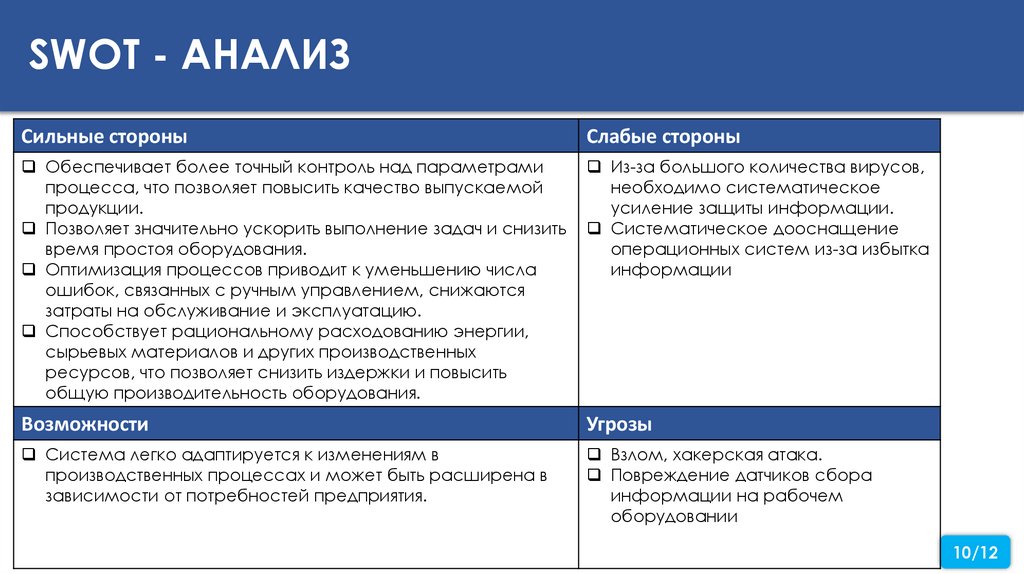
SWOT - АНАЛИЗСильные стороны
Слабые стороны
Обеспечивает более точный контроль над параметрами
процесса, что позволяет повысить качество выпускаемой
продукции.
Позволяет значительно ускорить выполнение задач и снизить
время простоя оборудования.
Оптимизация процессов приводит к уменьшению числа
ошибок, связанных с ручным управлением, снижаются
затраты на обслуживание и эксплуатацию.
Способствует рациональному расходованию энергии,
сырьевых материалов и других производственных
ресурсов, что позволяет снизить издержки и повысить
общую производительность оборудования.
Из-за большого количества вирусов,
необходимо систематическое
усиление защиты информации.
Систематическое дооснащение
операционных систем из-за избытка
информации
Возможности
Угрозы
Система легко адаптируется к изменениям в
производственных процессах и может быть расширена в
зависимости от потребностей предприятия.
Взлом, хакерская атака.
Повреждение датчиков сбора
информации на рабочем
оборудовании
10/12
11. Решение: дорожная карта
Года№
Декады
1
Организация проекта: составление
перечня оборудования для
автоматизации процессов
2
Закупка и установка оборудования
3
Обучение персонала
4
Настройка и адаптация системы
5
Опытно-промышленная
эксплуатация: проверка
работоспособности всех систем и
объектов, анализ результатов
проекта
6
Корректировка: устранение
недочетов в работе системы
7
Промышленная эксплуатация
2025
III
Х
2026
IV
I
II
2027
III
IV
I
12. Выводы: показатели
Количественные:Уровень использования мощности
оборудования - 100%
Снижение времени и затрат на
простои – 98%
Повышение надежности и
долговечности машин на 75%
Снижение обслуживающего
персонала на 30%
Контроль сырьевой базы – 100%
Экономия расходных материалов
на 50%
Повышение безопасности
производства на 80%
Качественные:
Увеличение производства металла без
увеличения энергопотребления
Минимальные инвестиции на каждую
тонну разливаемого металла
Отдельные наборы элементов управления
для каждого участка производства, а
управление всеми- ЦЕНТРАЛИЗОВАННОЕ
Возможность эффективного
согласования производства с различными
уровнями потребности в металле
MES делает литейные производства более
экологичными. Использование технологий
точного контроля снижает количество
отходов, а энергоэффективные системы
помогают сократить выбросы
загрязняющих веществ.
12/12