




 Менеджмент
Менеджмент Промышленность
ПромышленностьПохожие презентации:



")



")


Микрологистическая система Kanban
1. Микрологистическая система Kanban
МИКРОЛОГИСТИЧЕСКАЯСИСТЕМА KANBAN
Янбаев Т.И. ОБМ-31
2. Сущность концепции
■ Микрологистическая системаKANBAN (в переводе с японского карта) является одной из первых
попыток практического внедрения
концепции "точно в срок"
корпорацией Toyota Motor.
Ключевыми элементами окружения явились:
• рациональная организация и сбалансированность
производства;
• всеобщий контроль качества на всех стадиях
производственного процесса и качества исходных
материальных ресурсов у поставщиков;
• партнерство только с надежными поставщиками и
перевозчиками;
• повышенная профессиональная ответственность и
высокая трудовая дисциплина всего персонала
3.
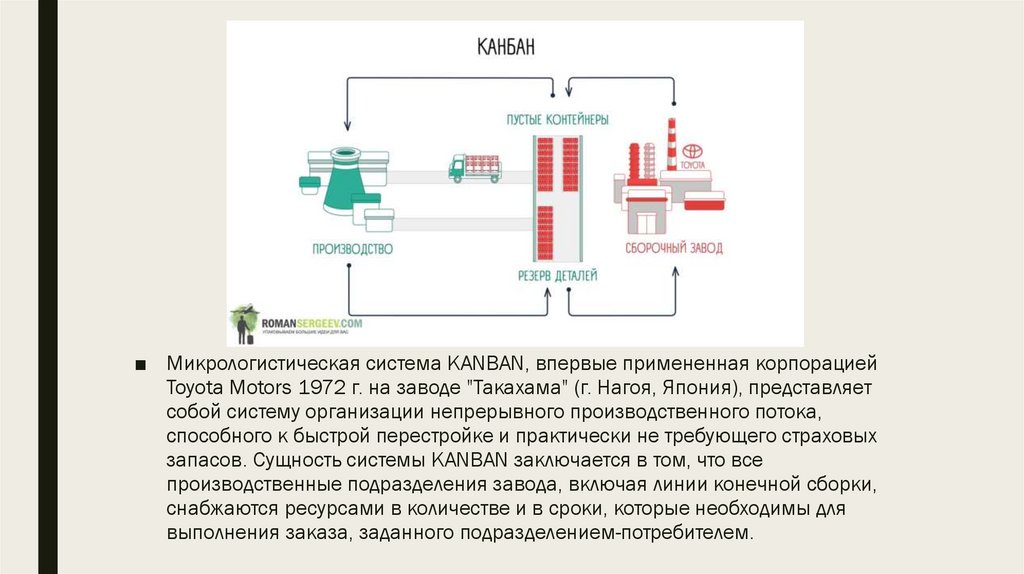
■ Микрологистическая система KANBAN, впервые примененная корпорациейToyota Motors 1972 г. на заводе "Такахама" (г. Нагоя, Япония), представляет
собой систему организации непрерывного производственного потока,
способного к быстрой перестройке и практически не требующего страховых
запасов. Сущность системы KANBAN заключается в том, что все
производственные подразделения завода, включая линии конечной сборки,
снабжаются ресурсами в количестве и в сроки, которые необходимы для
выполнения заказа, заданного подразделением-потребителем.
4. Преимущества системы Kanban
■ + Гибкость планирования.■ + Контроль сроков выполнения.
■ + Повышение эффективности работы.
■ Наглядность продвижения работы.
5. Недостатки системы Kanban
■ - Не подходит для долгосрочногопланирования.
■ - Не подходит для больших команд.
6. Пример из практического применения концепции Kanban
■При изготовлении продукции А, В, С на сборочной линии применяемые детали a и b изготавливаются на
предшествующей технологической стадии (поточной линии). Детали а и Ь, произведенные на предшествующей стадии,
складируют вдоль конвейера, прикрепляя к ним карточки заказа "kanban". Рабочий со сборочной линии,
изготавливающей продукцию А, на автопогрузчике или с технологической тележкой прибывает с карточкой заказа на
место складирования детали а, чтобы взять определенное количество ящиков деталей с прикрепленными к ним
карточками отбора. На месте складирования рабочий загружает погрузчик (технологическую тележку) необходимым
количеством деталей а согласно карточке отбора, снимая при этом с ящиков ранее прикрепленные к ним карточки
производственного заказа. Затем он доставляет полученные детали на сборочную линию с карточками отбора "kanban".
В то же время карточки производственного заказа остаются на месте складирования деталей а у поточной линии,
показывая количество взятых деталей. Они формируют заказ на изготовление новых деталей д, количество которых будет
строго соответствовать количеству, указанному в карточке производственного заказа "kanban".
■
Так в системе поддерживается минимальный уровень запасов, обеспечивающий непрерывную работу производственнотехнологических участков и персонала и регулируемый с помощью расчета средней дневной потребности в каждой
детали и определения соответствующего числа карточек "kanban". Когда материальные ресурсы израсходованы, карточка
заказа "kanban" отправляется поставщикам, чтобы пополнить резервы. Так как прогнозируемые количества и время
снабжения невелики, заказываемые партии имеют небольшие размеры. Кроме того, запас, сохраняющийся на период
поставки, поддерживается на минимальном уровне.