











 Промышленность
ПромышленностьПохожие презентации:










Разработка технологического процесса механической обработки детали «Шестерня коническая» одноступенчатого конического редуктора
1.
2.
Министерство образования и молодежной политики Свердловской областигосударственное автономное профессиональное образовательное учреждение
Свердловской области «Нижнетагильский горно-металлургический колледж
имени Е.А. и М. Е. Черепановых»
Дипломная работа на тему:
Разработка технологического процесса механической обработки
детали «Шестерня коническая» одноступенчатого конического
редуктора ленточного конвейера в условиях доменного
цеха АО "ЕВРАЗ НТМК"
Выполнила: студентка группы 11-1
Трифонова Елена Анатольевна
3.
Цель работыЦелью дипломного проекта является разработка
технологического процесса механической обработки детали
«Шестерня коническая» одноступенчатого конического редуктора
ленточного конвейера в условиях доменного цеха АО «ЕВРАЗ
НТМК».
Для достижения цели дипломного проектирования,
необходимо выполнить следующие задачи:
1) описать характеристику материала детали;
2) произвести анализ технических требований, предъявляемых к
детали;
3) произвести оценку детали на технологичность;
4) описать характеристику типа производства;
5) рассчитать заготовку и выбрать метод ее получения;
6) разработать маршрут обработки детали;
7) выбрать технологическое оборудование и инструмент;
8) рассчитать режимы резания;
9) произвести расчет материальных затрат и себестоимости
изготовления детали.
4.
Назначение и условия эксплуатации деталиКонические шестерни
находят
широкое
применение в различных
областях
механики
и
машиностроения.
Данная
деталь
используется в редукторе
ленточного
конвейера
доменного цеха. Ленточный
конвейер
служит
для
перемещения
сыпучих
материалов
(агломерат,
окатыши).
5.
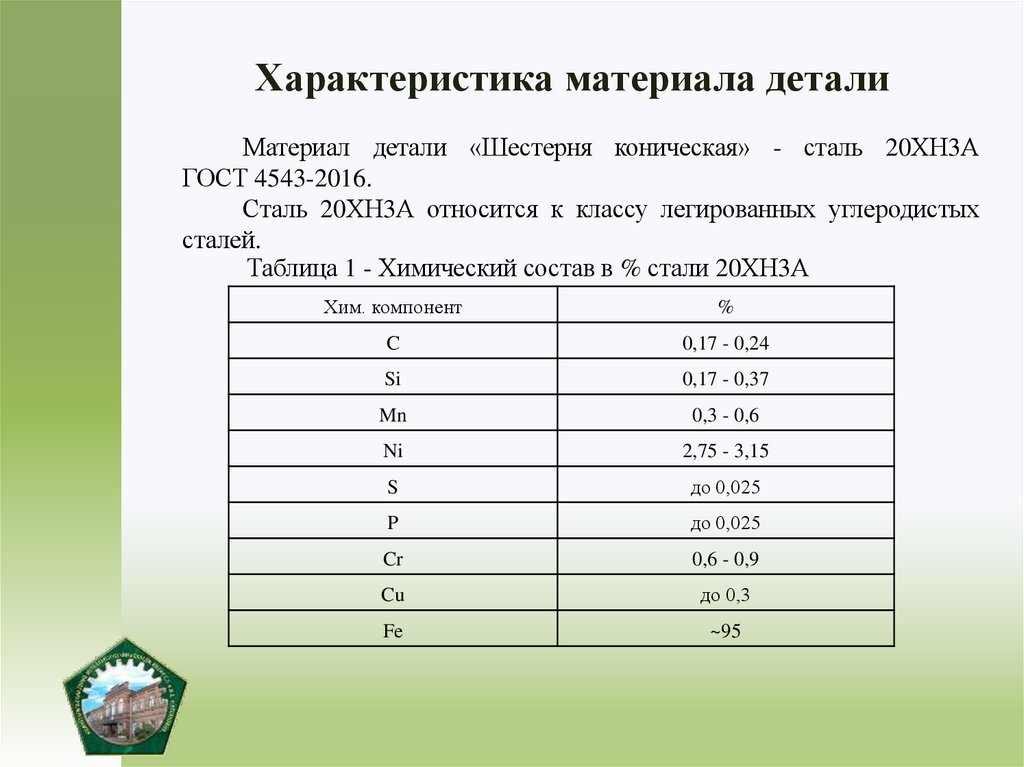
Характеристика материала деталиМатериал детали «Шестерня коническая» - сталь 20ХН3А
ГОСТ 4543-2016.
Сталь 20ХН3А относится к классу легированных углеродистых
сталей.
Таблица 1 - Химический состав в % стали 20ХН3А
Хим. компонент
%
C
0,17 - 0,24
Si
0,17 - 0,37
Mn
0,3 - 0,6
Ni
2,75 - 3,15
S
до 0,025
P
до 0,025
Cr
0,6 - 0,9
Cu
до 0,3
Fe
~95
6.
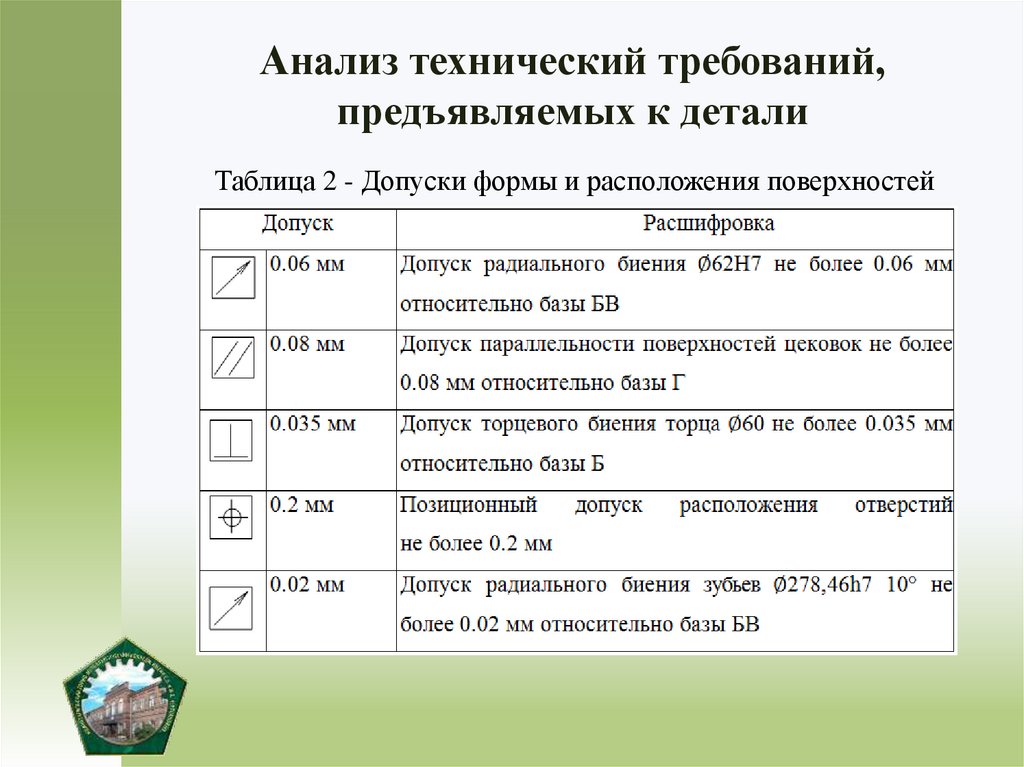
Анализ технический требований,предъявляемых к детали
Таблица 2 - Допуски формы и расположения поверхностей
7.
Технологичность конструкцииПо конструкции относится к детали типа
«колесо коническое».
Деталь
«Шестерня
коническая»
ступенчатая втулка с габаритными размерами
Ø275 × Н65мм, предназначена для передачи
крутящего
момента,
частоты
вращения,
направления вращения в редукторе привода.
Внутренняя
поверхность
Ø62Н7
предназначена для соединения с сопрягаемой
деталью с необходимой точностью.
Зубчатый венец m – 6 z – 34 предназначен
для
передачи
крутящего
момента
по
кинематической цепи.
Все углы детали имеют фаски 1,6×45º для
удаления острых кромок, безопасной и удобной
сборки конструкции узла.
Кт> 0,85 – деталь технологична.
Кш < 0,32 – деталь технологична.
8.
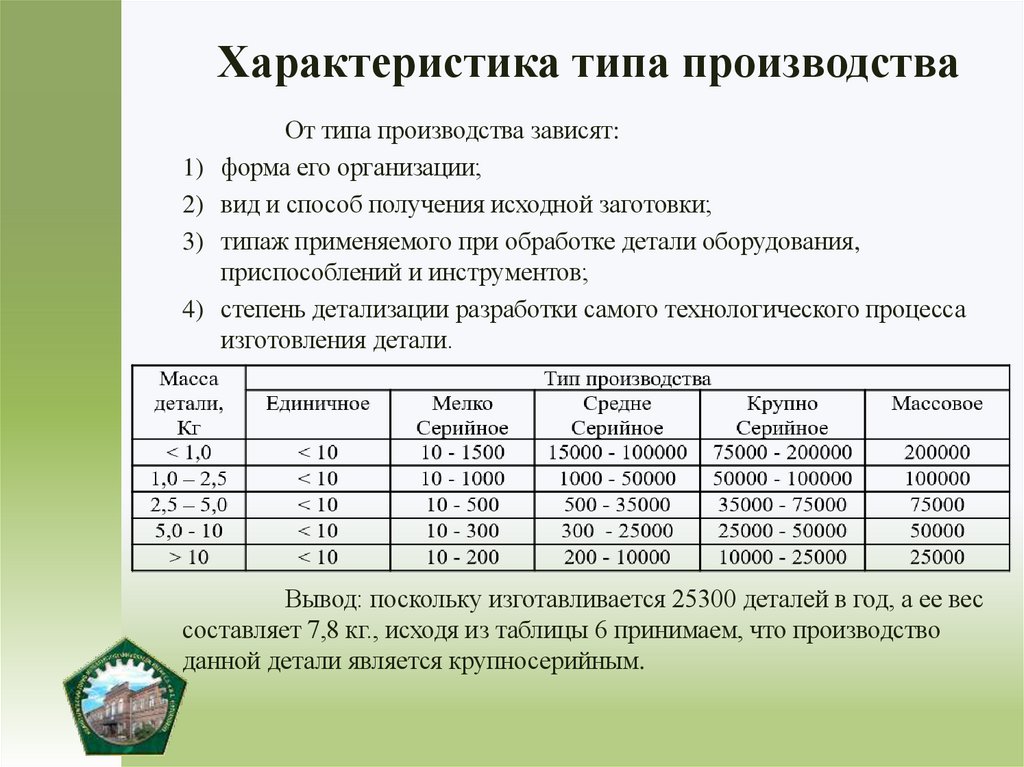
Характеристика типа производстваОт типа производства зависят:
1) форма его организации;
2) вид и способ получения исходной заготовки;
3) типаж применяемого при обработке детали оборудования,
приспособлений и инструментов;
4) степень детализации разработки самого технологического процесса
изготовления детали.
Вывод: поскольку изготавливается 25300 деталей в год, а ее вес
составляет 7,8 кг., исходя из таблицы 6 принимаем, что производство
данной детали является крупносерийным.
9.
Выбор метода получения заготовкиВ качестве заготовки для
изготовления
детали
"Шестерня
коническая" сталь 20ХН3А ГОСТ
4543-2016, была выбрана штамповка,
поскольку
у
нее
низкая
себестоимость, поэтому этот метод
изготовления
заготовки
быстро
окупится
при
крупносерийном
производстве.
Коэффициент использования материала (КИМ).
где: Мд – масса детали;
Мз – масса заготовки;
Мд = 7,8кг.
Мз = 11,07кг.
Базовое значение КИМ = 0,6. Коэффициент больше базового, что
положительно влияет на трудоёмкость изготовления детали.
10.
Маршрутный технологический процесс№
Наименование
Наименование
операции
операции
оборудования
000
Заготовительная
Кривошипный
Содержание операции
горячештамповочный Объёмная штамповка
пресс
005
Токарная с ЧПУ
Токарно-револьверный
п/а
мод. GTS-150X
с
ЧПУ Точить поверхности,
расточить
отверстие
010
Токарная с ЧПУ
Токарный п/а с ЧПУ мод. FORT Д 500 Точить поверхности окончательно
015
Токарная с ЧПУ
Токарный п/а с ЧПУ мод. FORT Д 500 Точить
поверхности
окончательно,
сверлить и зенкеровать 4отв. 18/40
020
Зуборезная
Станок зуборезный 5С280П
Нарезать зубья.
025
Слесарная
Слесарная установка
Удалить заусенцы
030
Моечная
Моечная машина
Промыть деталь.
035
Контроль
Контрольная плита
Контроль межоперационный
040
Термообработка
Печь закалочная
Цементация h=0,9…1,3мм и закалка HRC
57…64
045
050
055
Внутри-
Внутришлифовальный
шлифовальная
п/а мод. 3К227А
Кругло
Шлифовальный
шлифовальная
3250
Зубопритирочная
Зубопритирочный п/а
Шлифовать отверстие Ø62Н7
п/а с ЧПУ мод. GU- Шлифовать поверхность
75k6 и торец
мод. Притереть зубчатый венец
5П722
060
Моечная
Моечная машина
Промыть деталь
065
Контроль
Контрольная плита
Контроль окончательный
m=6 z=34
11.
Выбор оборудованияТокарно - револьверный
полуавтомат
с ЧПУ мод. GTS-150X.
Станок предназначен для токарной обработки деталей типа тел вращения, в
патронах в условиях серийного и массового производства.
Станок оснащён
револьверными головками с вращающимся инструментом и приводом полярной
координаты шпинделя. Особенности конструкции: модульный принцип построения
наклонной компоновки, обеспечивающий оптимальные условия обработки: сход
стружки, доступность и обзор рабочей зоны.
12.
Выбор оборудованияТокарный полуавтомат с ЧПУ FORT Д500.
Расширенные возможности обрабатывающего центра: токарная обработка
по 4 осям и фрезерование. Время рабочего цикла уменьшается за счет различных типов
одновременной обработки с помощью верхней и нижней револьверных головок
с приводным инструментом, например, обработка наружного и внутреннего диаметра,
обработка наружного диаметра со сверлением, а также обработка двумя головками
синхронно.
13.
Выбор оборудованияСтанок зуборезный для конических зубчатых колёс с круговыми зубьями 5С280П.
Станок предназначен для чистовой и черновой обработки конических зубчатых
колес с круговой линией зубьев, диаметром до 800 мм и модулем до 16 мм. Кроме того,
на нем можно обрабатывать гипоидные зубчатые колеса.
Нарезание зубчатых колес осуществляется по методу обкатки или врезания. В
качестве режущего инструмента применяются торцовые зуборезные головки.
Полуавтомат может быть использован во всех отраслях машиностроения в
условиях мелкосерийного, крупносерийного и массового производства.
14.
Выбор оборудованияПатронный внутришлифовальный полуавтомат модели 3К227В.
Станок предназначен для шлифования цилиндрических и конических, глухих
и сквозных отверстий; снабжен торце шлифовальным приспособлением,
позволяющим шлифовать наружный торец изделия за один установ со шлифовкой
отверстия.
Врезание большей частью используется для шлифования закрытых и
коротких открытых отверстий. В целях равномерного изнашивания кругу
сообщается осциллирующее движение.
15.
Выбор оборудованияЗубопритирочный полуавтомат мод. 5П722.
Станки модели 5п722 предназначены для притирки конических и гипоидных
зубчатых передач с круговыми зубьями.
Металлорежущее оборудование подобрано в соответствии с
техническими требованиями, предъявляемыми к детали в отношении
точности размеров, формы и шероховатости.
16.
Выбор режущего и измерительного инструмента17.
Операционный технологическийпроцесс
Наименование
операций и переходов
000 Заготовительная
Эскиз операции
Содержание
операции и
наименование
оборудования
Объёмная
штамповка.
Кривошипный
горячештамповочны
й пресс
18.
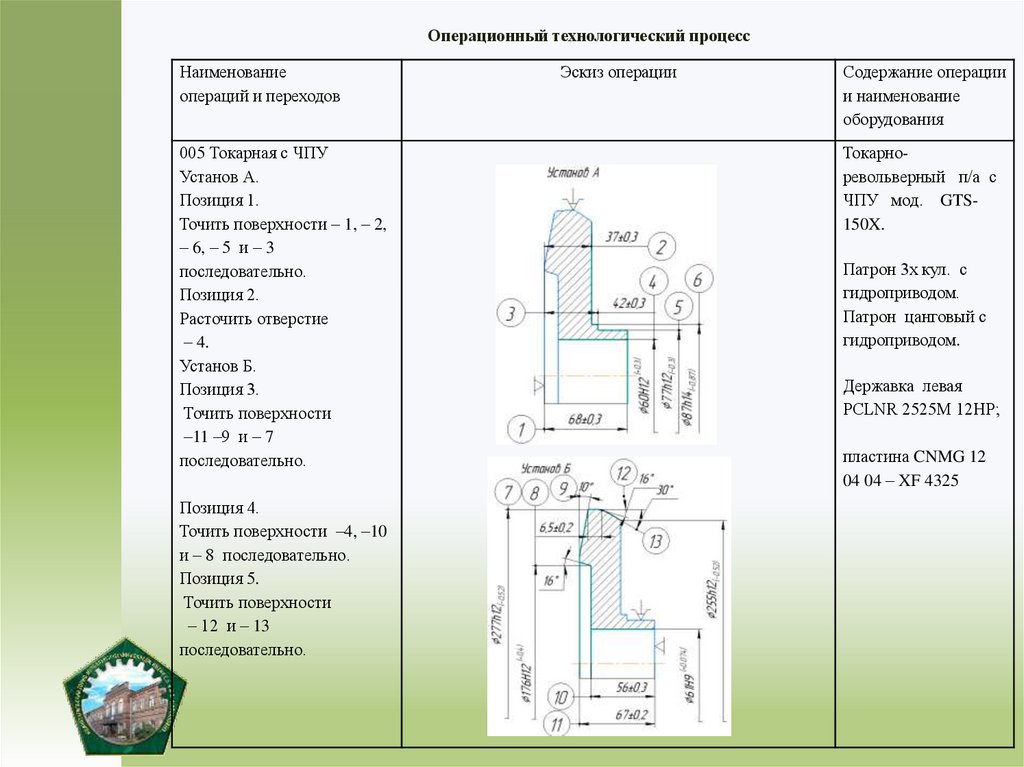
Операционный технологический процессНаименование
операций и переходов
005 Токарная с ЧПУ
Установ А.
Позиция 1.
Точить поверхности – 1, – 2,
– 6, – 5 и – 3
последовательно.
Позиция 2.
Расточить отверстие
– 4.
Установ Б.
Позиция 3.
Точить поверхности
–11 –9 и – 7
последовательно.
Позиция 4.
Точить поверхности –4, –10
и – 8 последовательно.
Позиция 5.
Точить поверхности
– 12 и – 13
последовательно.
Эскиз операции
Содержание операции
и наименование
оборудования
Токарноревольверный п/а с
ЧПУ мод. GTS150X.
Патрон 3х кул. с
гидроприводом.
Патрон цанговый с
гидроприводом.
Державка левая
PCLNR 2525М 12НР;
пластина CNMG 12
04 04 – XF 4325
19.
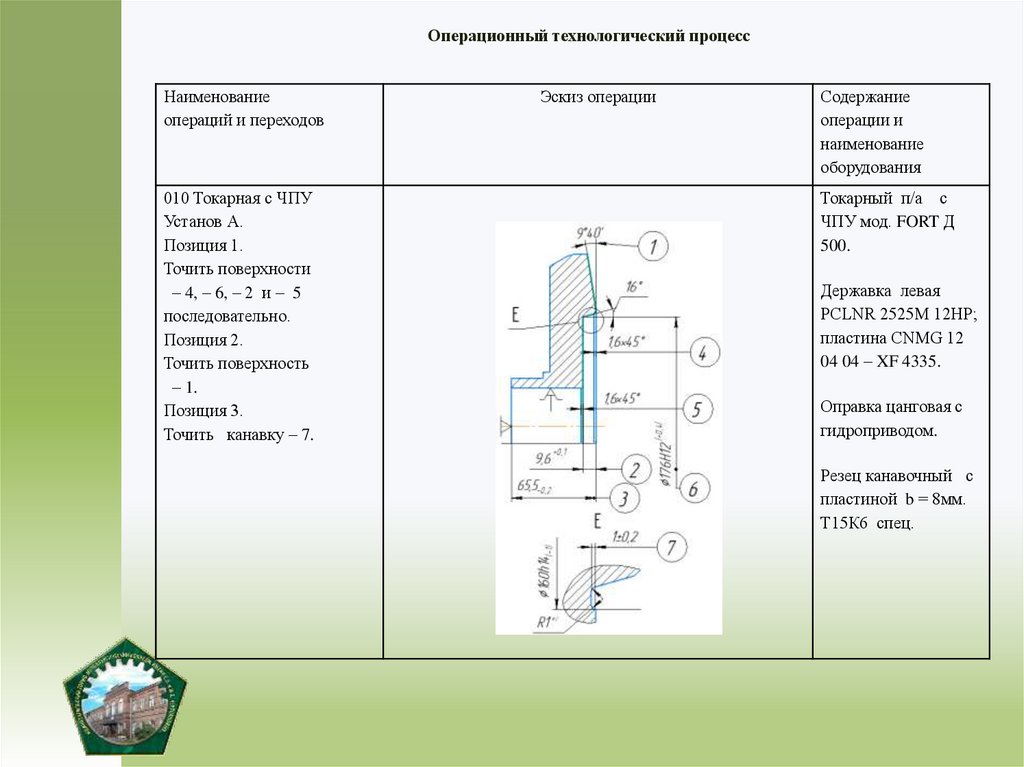
Операционный технологический процессНаименование
операций и переходов
010 Токарная с ЧПУ
Установ А.
Позиция 1.
Точить поверхности
– 4, – 6, – 2 и – 5
последовательно.
Позиция 2.
Точить поверхность
– 1.
Позиция 3.
Точить канавку – 7.
Эскиз операции
Содержание
операции и
наименование
оборудования
Токарный п/а с
ЧПУ мод. FORT Д
500.
Державка левая
PCLNR 2525М 12НР;
пластина CNMG 12
04 04 – XF 4335.
Оправка цанговая с
гидроприводом.
Резец канавочный с
пластиной b = 8мм.
Т15К6 спец.
20.
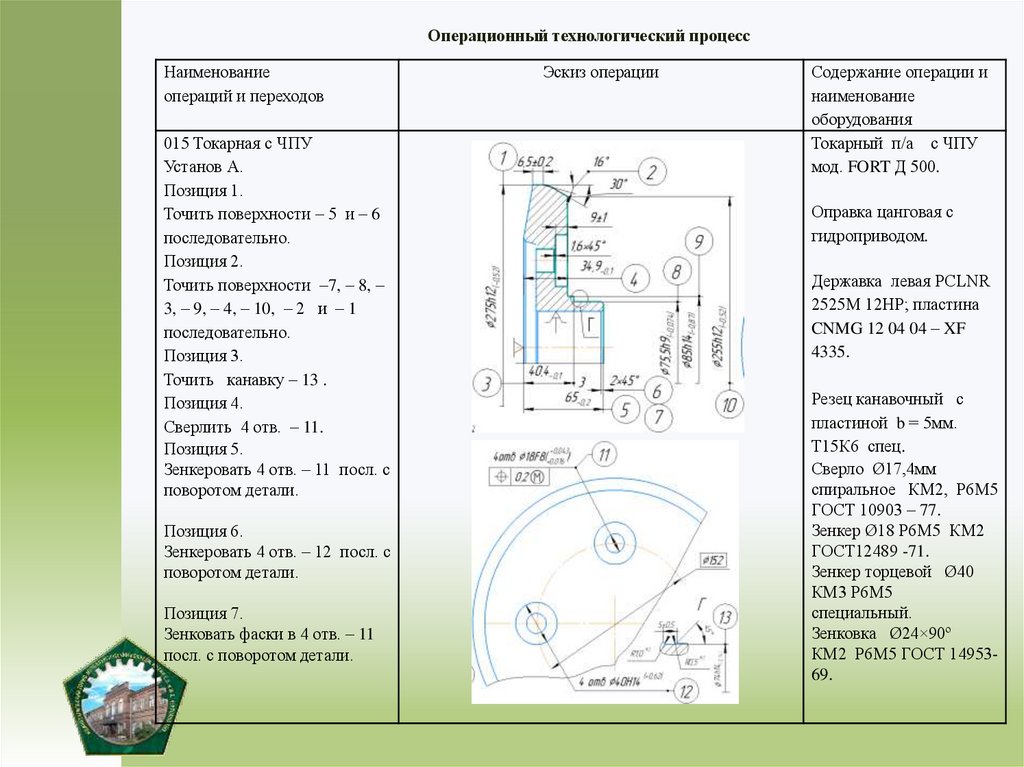
Операционный технологический процессНаименование
операций и переходов
015 Токарная с ЧПУ
Установ А.
Позиция 1.
Точить поверхности – 5 и – 6
последовательно.
Позиция 2.
Точить поверхности –7, – 8, –
3, – 9, – 4, – 10, – 2 и – 1
последовательно.
Позиция 3.
Точить канавку – 13 .
Позиция 4.
Сверлить 4 отв. – 11.
Позиция 5.
Зенкеровать 4 отв. – 11 посл. с
поворотом детали.
Позиция 6.
Зенкеровать 4 отв. – 12 посл. с
поворотом детали.
Позиция 7.
Зенковать фаски в 4 отв. – 11
посл. с поворотом детали.
Эскиз операции
Содержание операции и
наименование
оборудования
Токарный п/а с ЧПУ
мод. FORT Д 500.
Оправка цанговая с
гидроприводом.
Державка левая PCLNR
2525М 12НР; пластина
CNMG 12 04 04 – XF
4335.
Резец канавочный с
пластиной b = 5мм.
Т15К6 спец.
Сверло Ø17,4мм
спиральное КМ2, Р6М5
ГОСТ 10903 – 77.
Зенкер Ø18 Р6М5 КМ2
ГОСТ12489 -71.
Зенкер торцевой Ø40
КМ3 Р6М5
специальный.
Зенковка Ø24×90º
КМ2 Р6М5 ГОСТ 1495369.
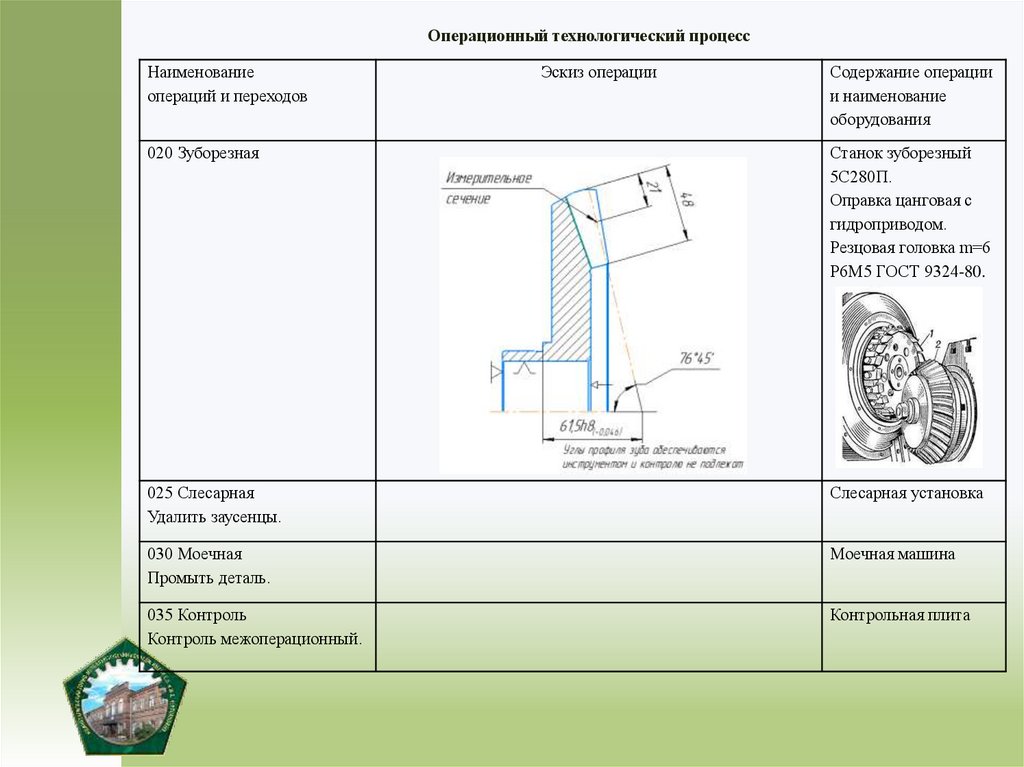
21.
Операционный технологический процессНаименование
операций и переходов
Эскиз операции
Содержание операции
и наименование
оборудования
020 Зуборезная
Станок зуборезный
5С280П.
Оправка цанговая с
гидроприводом.
Резцовая головка m=6
Р6М5 ГОСТ 9324-80.
025 Слесарная
Удалить заусенцы.
Слесарная установка
030 Моечная
Промыть деталь.
Моечная машина
035 Контроль
Контроль межоперационный.
Контрольная плита
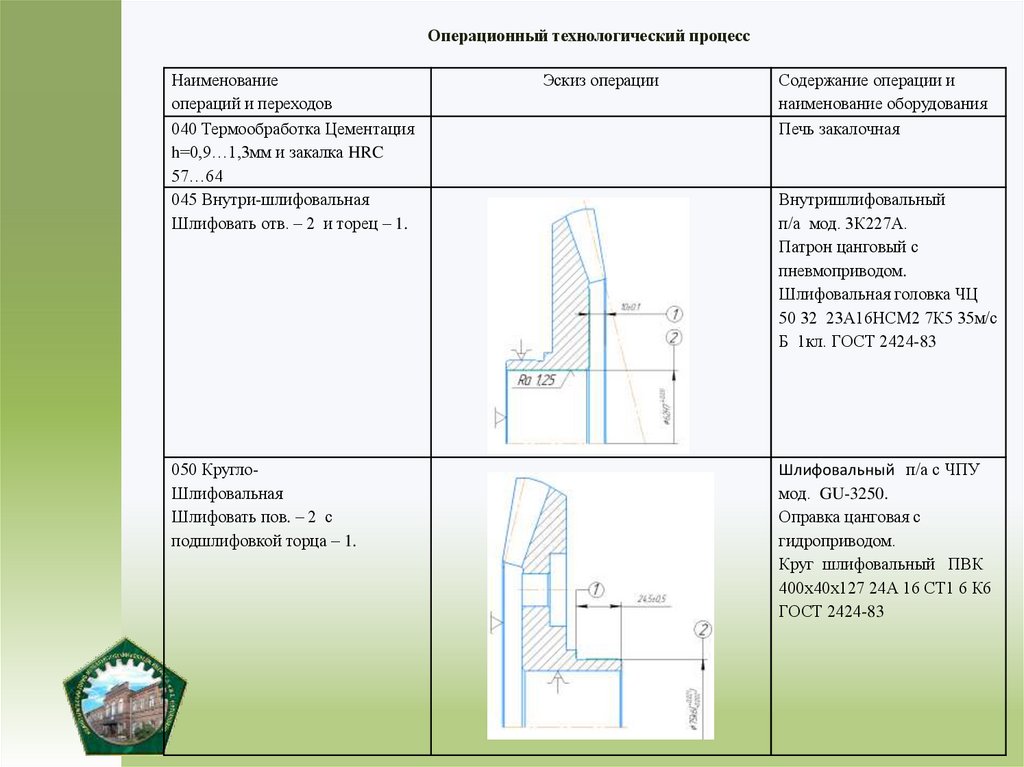
22.
Операционный технологический процессНаименование
операций и переходов
040 Термообработка Цементация
h=0,9…1,3мм и закалка HRC
57…64
045 Внутри-шлифовальная
Шлифовать отв. – 2 и торец – 1.
050 КруглоШлифовальная
Шлифовать пов. – 2 с
подшлифовкой торца – 1.
Эскиз операции
Содержание операции и
наименование оборудования
Печь закалочная
Внутришлифовальный
п/а мод. 3К227А.
Патрон цанговый с
пневмоприводом.
Шлифовальная головка ЧЦ
50 32 23А16НСМ2 7К5 35м/с
Б 1кл. ГОСТ 2424-83
Шлифовальный п/а с ЧПУ
мод. GU-3250.
Оправка цанговая с
гидроприводом.
Круг шлифовальный ПВК
400х40х127 24А 16 СТ1 6 К6
ГОСТ 2424-83
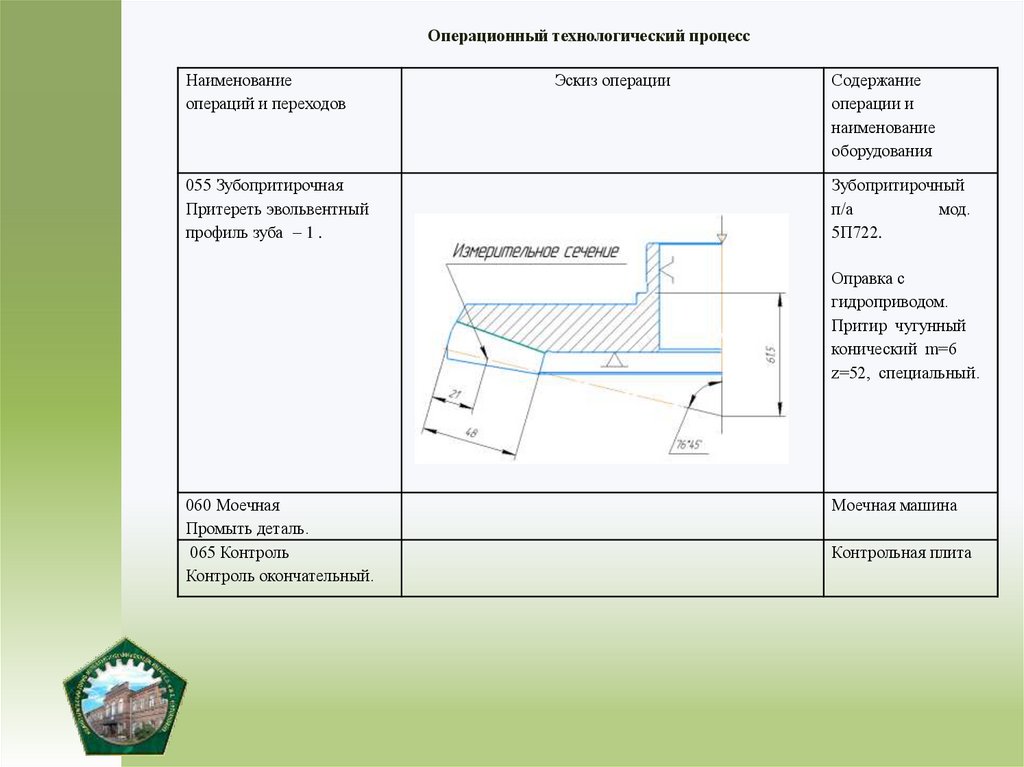
23.
Операционный технологический процессНаименование
операций и переходов
055 Зубопритирочная
Притереть эвольвентный
профиль зуба – 1 .
Эскиз операции
Содержание
операции и
наименование
оборудования
Зубопритирочный
п/а
мод.
5П722.
Оправка с
гидроприводом.
Притир чугунный
конический m=6
z=52, специальный.
060 Моечная
Промыть деталь.
065 Контроль
Контроль окончательный.
Моечная машина
Контрольная плита
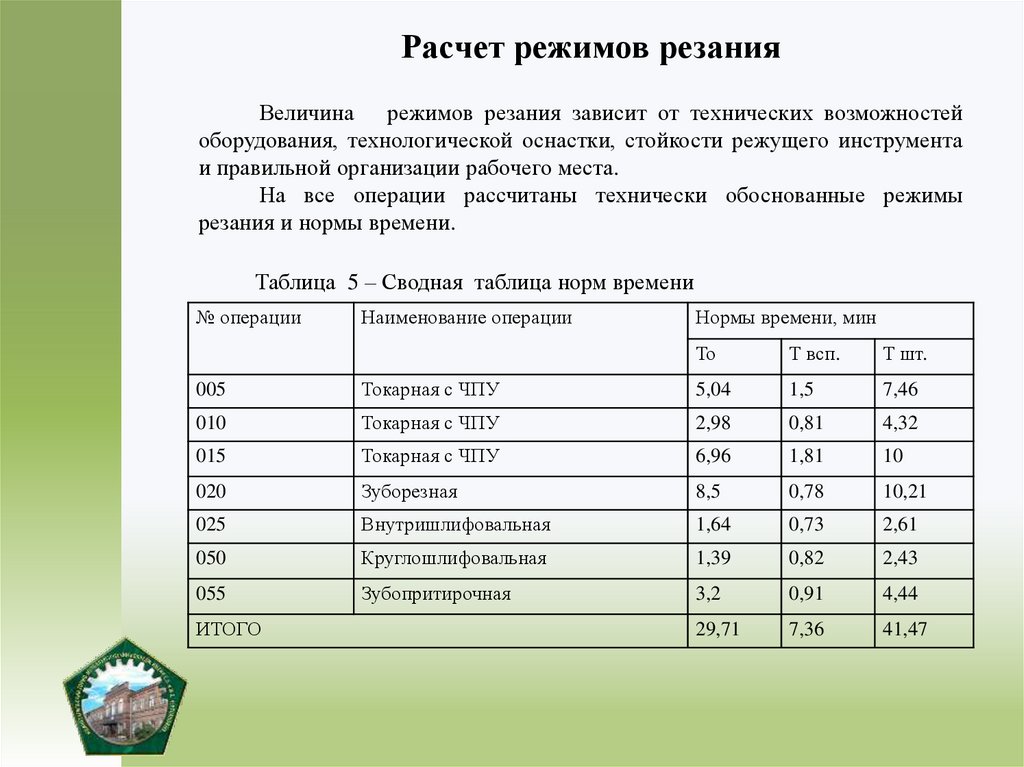
24.
Расчет режимов резанияВеличина режимов резания зависит от технических возможностей
оборудования, технологической оснастки, стойкости режущего инструмента
и правильной организации рабочего места.
На все операции рассчитаны технически обоснованные режимы
резания и нормы времени.
Таблица 5 – Сводная таблица норм времени
№ операции
Наименование операции
Нормы времени, мин
То
Т всп.
Т шт.
005
Токарная с ЧПУ
5,04
1,5
7,46
010
Токарная с ЧПУ
2,98
0,81
4,32
015
Токарная с ЧПУ
6,96
1,81
10
020
Зуборезная
8,5
0,78
10,21
025
Внутришлифовальная
1,64
0,73
2,61
050
Круглошлифовальная
1,39
0,82
2,43
055
Зубопритирочная
3,2
0,91
4,44
29,71
7,36
41,47
ИТОГО
25.
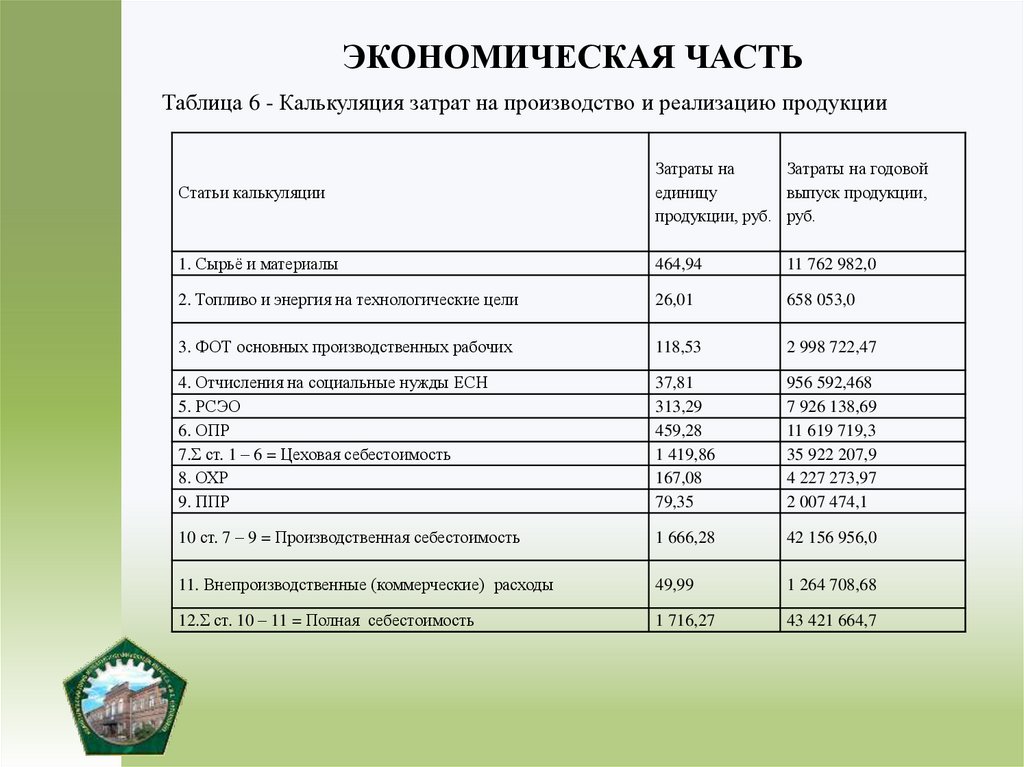
ЭКОНОМИЧЕСКАЯ ЧАСТЬТаблица 6 - Калькуляция затрат на производство и реализацию продукции
Статьи калькуляции
Затраты на
Затраты на годовой
единицу
выпуск продукции,
продукции, руб. руб.
1. Сырьё и материалы
464,94
11 762 982,0
2. Топливо и энергия на технологические цели
26,01
658 053,0
3. ФОТ основных производственных рабочих
118,53
2 998 722,47
4. Отчисления на социальные нужды ЕСН
5. РСЭО
6. ОПР
7.Σ ст. 1 – 6 = Цеховая себестоимость
8. ОХР
9. ППР
37,81
313,29
459,28
1 419,86
167,08
79,35
956 592,468
7 926 138,69
11 619 719,3
35 922 207,9
4 227 273,97
2 007 474,1
10 ст. 7 – 9 = Производственная себестоимость
1 666,28
42 156 956,0
11. Внепроизводственные (коммерческие) расходы
49,99
1 264 708,68
12.Σ ст. 10 – 11 = Полная себестоимость
1 716,27
43 421 664,7
26.
ОХРАНА ТРУДАВ соответствии с ГОСТ
12.0.003-74 ССБТ
«Опасные и вредные
производственные
факторы. Классификация»
все производственные
факторы делятся на:
- опасные;
- вредные.
Опасные и вредные
производственные факторы
подразделяются:
- физические
- химические
- биологические.
При работе на токарном станке по металлу
должна использоваться следующая спецодежда и
индивидуальные средства защиты: спецодежда
хлопчатобумажная, каска, защитные очки. На полу
около токарного станка должна быть деревянная
решетка с диэлектрическим резиновым ковриком.
27.
ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫСпособы очистки воздуха: рукавный фильтр, инерционный вихревой циклон
сухого действия, промышленные аспирационные системы, очистка воздуха водой - мокрые
орошаемые циклоны.
Способы очистки воды: умягчение, механическая фильтрация, обезжелезивание
воды.
Очистка СОЖ:
1)
сепарация (т.е. удаление или разделение связанных, или комбинированных веществ).
«Сепарация» -это процесс, когда загрязняющие вещества отделяются путем осаждения
или центрифугирования.
2)
очистка (т.е. удаление примесей и грязи). «Очистка» происходит, когда посторонние или
загрязняющего вещества удаляются или отделяются от жидкости или воздуха без
применения каких-либо барьеров, например, с помощью магнетизма.
3)
фильтрация (т.е. очистка жидкости или воздуха при прохождении через фильтр).
«Фильтрация» происходит, когда загрязнения жидкости или воздуха отделяются
средствами, такими как сетки и т.п.
Утилизация стружки в дробилках, центрифугах, прессах, с дальнейшей
переплавкой.