













 Промышленность
ПромышленностьПохожие презентации:










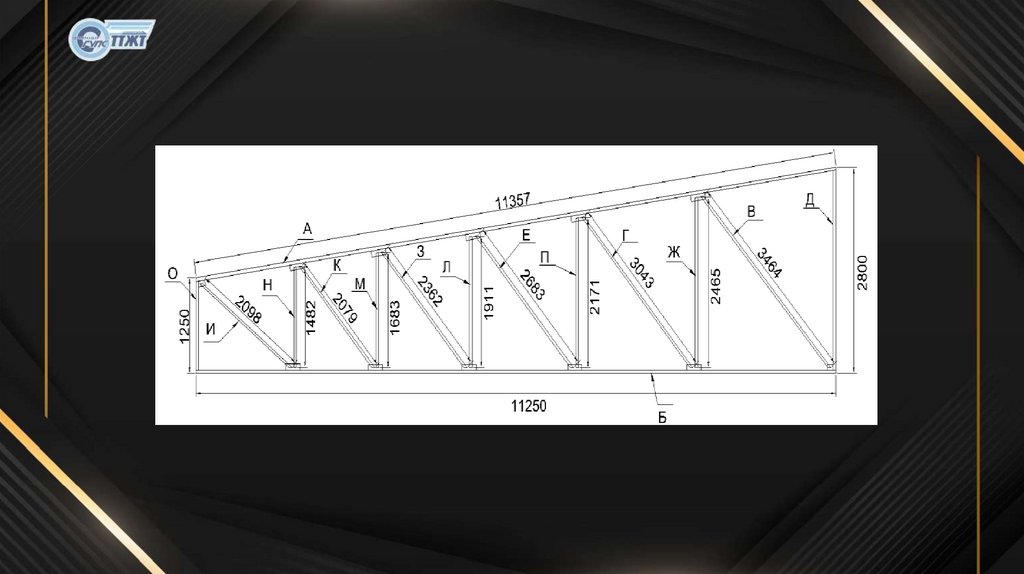
Разработка технологического процесса сборки и сварки узлов фермы
1.
ФИЛИАЛ ФЕДЕРАЛЬНОГО ГОСУДАРСТВЕННОГО БЮДЖЕТНОГООБРАЗОВАТЕЛЬНОГО УЧРЕЖДЕНИЯ ВЫСШЕГО ОБРАЗОВАНИЯ
«СИБИРСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ПУТЕЙ СООБЩЕНИЯ» ТОМСКИЙ ТЕХНИКУМ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
СБОРКИ И СВАРКИ УЗЛОВ ФЕРМЫ
Разработал: Горячев В. Е.
Проконтролировал: Рогозин Н. И.
г. Томск 2025
2. Описание конструкции
Фермой называется система стержней (обычно прямолинейных), соединенных между собой вузлах и образующих геометрически неизменяемую конструкцию при шарнирных узлах. При
узловой нагрузке жесткость узлов несущественно влияет на работу конструкции.
3. Описание материала
Химический состав, % (ГОСТ 380-94)C углерод
Mn
марганец
Si
кремний
0,14-0,22
0,40-0,65
0,05-0,17
P
фосфор
S
сера
0,04
0,05
Cr
Ni
хром
никель
не более
0,30
0,30
Характеристикам стали СТ3ПС
Характеристики
Пригодность к сварке
Твердость НВ 10-1
Диапазон плавки
Плотность
Увеличение длины при растяжении
Значение
свариваема
131 МПа
1300-1400 градусов
7850 кг/м3
23-25%
Cu
Медь
As
мышьяк
0,30
0,08
Расшифровка
стали
СТ3ПС
осуществляется в соответствии с Госстандартом
380-2005:
Ст – сталь с преобладание углерода;
3 – номер состава;
пс – полуспокойная (уровень раскисления).
4.
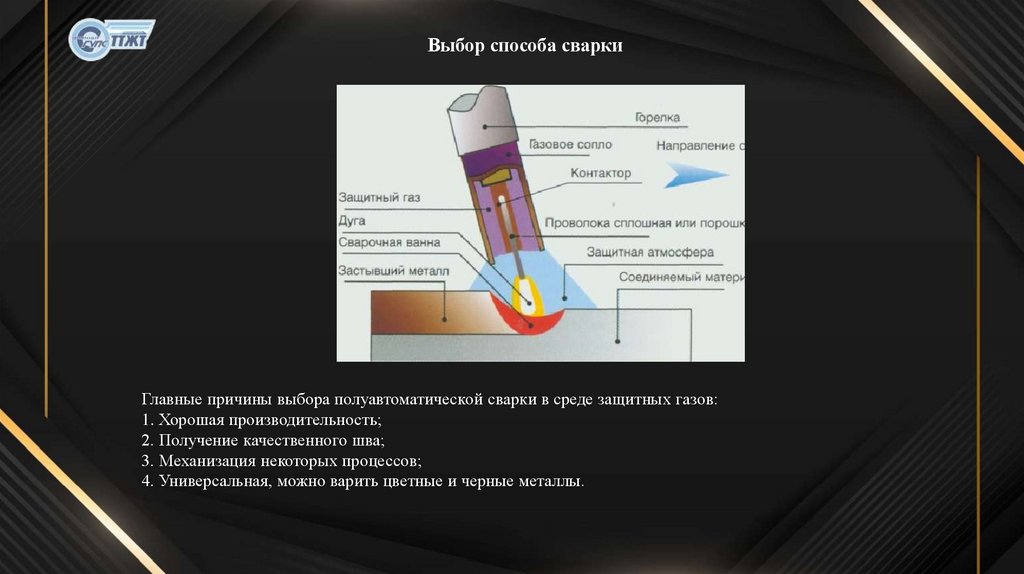
Выбор способа сваркиГлавные причины выбора полуавтоматической сварки в среде защитных газов:
1. Хорошая производительность;
2. Получение качественного шва;
3. Механизация некоторых процессов;
4. Универсальная, можно варить цветные и черные металлы.
5. Сварочный материал Сварочная проволка СВ – 08Г2С
Расшифровка СВ-08Г2С:СВ – сварочная;
0,8 – содержание углерода, в данном случае
0,08% (низкоуглеродистая);
Г2 – марганец 2%;
С – кремний, менее 1% (т.к. без цифры).
Химические элементы сварочной проволоки СВ-08Г2С
Название химического элемента
Углерод, С
Марганец, Mn
Кремний, Si
Сера, S
Фосфор, P
Медь, Сu
Процентное содержание элементов, %
0,05 — 0,11%;
1,8 — 2,1 %;
0,70 — 0,95%;
< 0,025 %;
< 0,03 %;
< 0,25 %.
Механические свойства сварочной проволоки СВ-08Г2С
Защитный газ
CO 2
CO2 (80%) + Ar(20)
Предел
текучести,
Н/мм²
390
400
Предел
прочности,
Н/мм²
490
510
Удлинение,
%
20
22
Ударная вязкость,
Дж/см²
-20
-60
34
43
47
43
6. Углекислый газ CO2
Углекислый газ CO2 - бесцветный активный газ, растворимый вводе, не ядовит, взаимодействует с кислородом. Углекислый газ
тяжелее воздуха, благодаря чему он надежно изолирует
расплавленный металл от контакта с ним.
7. Выбор технологической оснастки и сварочного оборудования
8. Оборудование
Кран-балка опорная электрическая грузоподъёмностью 5 тОсновные технические данные кран-балки
Высота подъема груза, м
Скорость перемещения крана, м/c
Исполнение кранов
Режим работы
Категория размещения
Температура окружающей среды
зависит от тали
0,4
общепромышленное
3К
У3
от -20 °C до +40 °C
9.
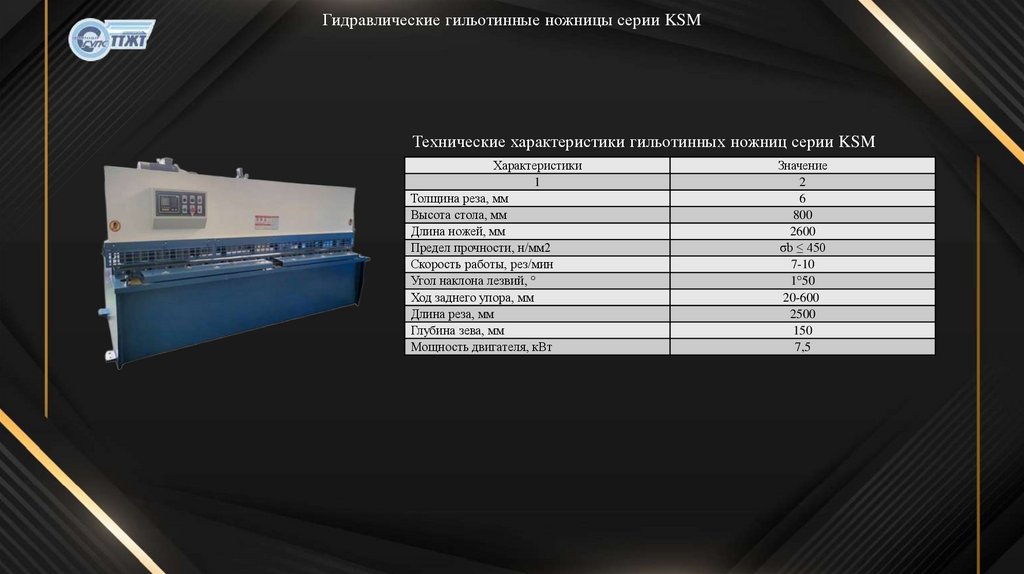
Гидравлические гильотинные ножницы серии KSMТехнические характеристики гильотинных ножниц серии KSM
Характеристики
1
Толщина реза, мм
Высота стола, мм
Длина ножей, мм
Предел прочности, н/мм2
Скорость работы, рез/мин
Угол наклона лезвий, °
Ход заднего упора, мм
Длина реза, мм
Глубина зева, мм
Мощность двигателя, кВт
Значение
2
6
800
2600
σb ≤ 450
7-10
1°50
20-600
2500
150
7,5
10.
Ленточный отрезной станок MetalTec BS 270 FAТехнические характеристики MetalTec BS 270 FA
Характеристики
Значение
Мощность двигателя, кВт
1,5 (380 В)
Мощность двигателя гидравлики,
кВт
0,75 (380 В)
Размер пильного полотна, мм
3160 x 27 x 0,9
Угол разворота пильной рамы, °
- 45 (лево), - 60 (право)
Сечение обрабатываемой детали
при 90°, мм
270, 260, 370 x 220
Сечение обрабатываемой детали
при 90°, мм
240, 180 x 180, 240 x 160
Сечение обрабатываемой детали
при 60°, мм
Скорость резания, м/мин
160, 100 x 100
5 - 90 (плавная регулировка)
11.
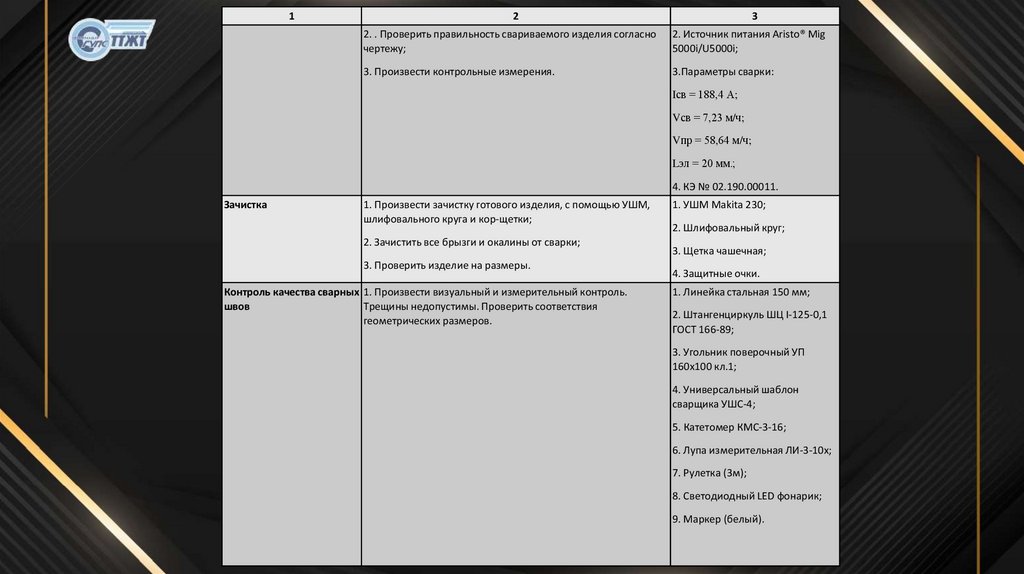
Источник питания Aristo® Mig 5000i/U5000iТехнические характеристики Aristo® Mig 5000i/U5000i
Характеристика
Напряжение сети
MIG/MAG cварочный ток
Ток в режиме ММА
Напряжение холостого хода
Класс защиты
Габаритные размеры
Вес
MIG/MAG ток при ПВ 60%
MIG/MAG ток при ПВ 35%
Источник питания
Сетевой предохранитель
Сечение кабеля
ПВ %
Потребление на холостом ходу
Значение
380В
16 - 500 А
16 - 500 А
88 В
IP23S
625х394х776
66 кг
500 А
400 А
Источник питания
35
6 мм
60
50 Вт
12. Параметры режима сварки
Расчет площадей поперечного сечения шваСтыковое
Тавровое
Масса наплавленного металла на 1 погонный метр
Нахлесточное
50
Тавровое
Нахлесточное
Масса наплавленного металла на 1 погонный метр