












 Промышленность
ПромышленностьПохожие презентации:







")


Разработка технологического процесса сборки и сварки отсека цистерны
1.
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ОБРАЗОВАНИЯ «МОСКОВСКИЙ АВИАЦИОННЫЙ ИНСТИТУТ
(национальный исследовательский университет)»
_______________________________________________________________________________________________________________________________
Институт ________Материаловедения и технологии материалов__________ Кафедра ______ТиСАПРМ___
Направление подготовки ______________Металлургия ____ __ _
Квалификация (степень)
Группа ________1МЕТ-4ДБ-004_____
______________________ __ бакалавр________________________________
Презентация к
ВЫПУСКНОЙ КВАЛИФИКАЦИОННОЙ РАБОТЕ БАКАЛАВРА
на тему: «Разработка технологического процесса сборки и сварки отсека цистерны»
Студент: Нигаматова А.А.
Руководитель: Конкевич В.Ю.
2018 г.
2.
Цель работы:Разработать эффективный и высокопроизводительный
технологический процесс сборки и сварки отсека цистерны.
Задачи:
- Описать конструкцию и условия его эксплуатации
- Выбрать основной и присадочный материал
- Проанализировать свариваемость выбранного материала
- Выбрать способ сварки
- Выбрать оборудование и оснастку
- Разработать планировку участка цеха
2
3. Отсек цистерны
34.
Химический состав стали 16ГСC
Si
Mn
Ni
S
от 0.12
0.4 - 0.7
0.9 - 1.2
до 0.3
P
Cr
N
Cu
As
до 0.04 до 0.035 до 0.3 до 0.008 до 0.3
до 0.08
до 0.18
Механические свойства стали 16ГС
Сортамент
Лист
C
Si
Химический
0,05-0,11
Толщина
KCU
d5
σ0,2
σв
мм
кДж/м2
%
Мпа
Мпа
10
590
21
от 325
от 490
Mnпроволоки
Ni
S
состав
08Г2С
0,7-0,95
1,8-2,1
до 0,25
до 0,025
P
Cr
N
до 0,03
до 0,02
до 0,01
4
5. Обоснование выбора способа сварки в защитном газе c технологией TIME TWIN
Способ сваркиПод флюсом
В среде CO2
Скорость сварки
18-22 м/час
40-50 м/час
Производительность
до 10кг/час
до 30кг/час
Отсутствие брызг
+
+/-
Неблагоприятное воздействие на оператора
-
+/-
Трудозатраты с производством, хранением
-
+
Трудности корректировки дуги относительно
-
Система слежения за
кромок сварного изделия
Нет возможности выполнить сварку во всех
швом
-
+
пространственных положениях
5
6. Схема процесса сварки TIME TWIN
67. Схема импульсной сварки
Во время импульсном горениидвух дуг наблюдается
управляемый перенос металла с
минимальным разбрызгиванием
7
8. Установка для сборки и сварки продольного стыка обечаек УСПО-2,2
89. Стенд для установки обечайки по кольцевым стыкам
910. Сварочная колонна АРК-2-11
1011. Директивный технологический процесс
№Наименование операции
п/п
1
1
Оборудование и
Режим
Эскиз, примечание
4
5
приспособление
2
Входной контроль
3
Проверка сертификата на
металл; Химический анализ;
Контроль размеров и состояния
поверхности
2
Подготовка поверхности
Механические щетки, ацетон,
Зачистку сварных кромок
(ГОСТ 2603-79) ветошь обточная
производить на расстоянии 2530 мм от края кромки до
металлического блеска
3
Установка вальцованного Кран-балка
листа на место сборки и
сварки
11
12.
14
2
3
4
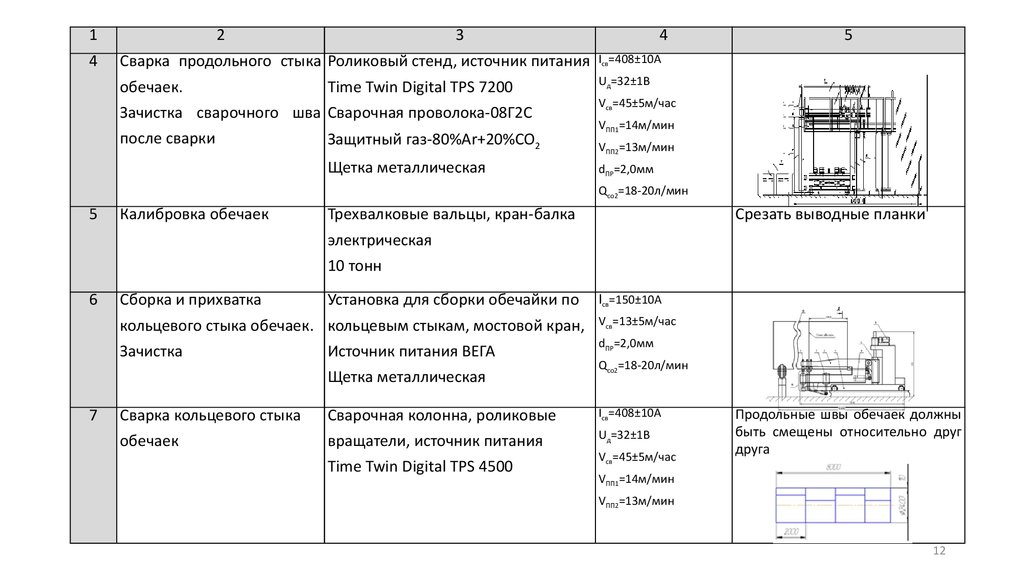
Сварка продольного стыка Роликовый стенд, источник питания
Iсв=408±10А
обечаек.
Uд=32±1В
Time Twin Digital TPS 7200
Зачистка сварочного шва Сварочная проволока-08Г2С
после сварки
Защитный газ-80%Ar+20%CO2
Щетка металлическая
5
Vсв=45±5м/час
VПП1=14м/мин
VПП2=13м/мин
dПР=2,0мм
Qсо2=18-20л/мин
5
Калибровка обечаек
Трехвалковые вальцы, кран-балка
Срезать выводные планки
электрическая
10 тонн
6
Сборка и прихватка
Установка для сборки обечайки по
кольцевого стыка обечаек. кольцевым стыкам, мостовой кран,
Vсв=13±5м/час
Зачистка
dПР=2,0мм
Источник питания ВЕГА
Щетка металлическая
7
Iсв=150±10А
Qco2=18-20л/мин
Сварка кольцевого стыка
Сварочная колонна, роликовые
Iсв=408±10А
обечаек
вращатели, источник питания
Uд=32±1В
Time Twin Digital TPS 4500
Vсв=45±5м/час
Продольные швы обечаек должны
быть смещены относительно друг
друга
VПП1=14м/мин
VПП2=13м/мин
12
13.
12
3
4
5
8
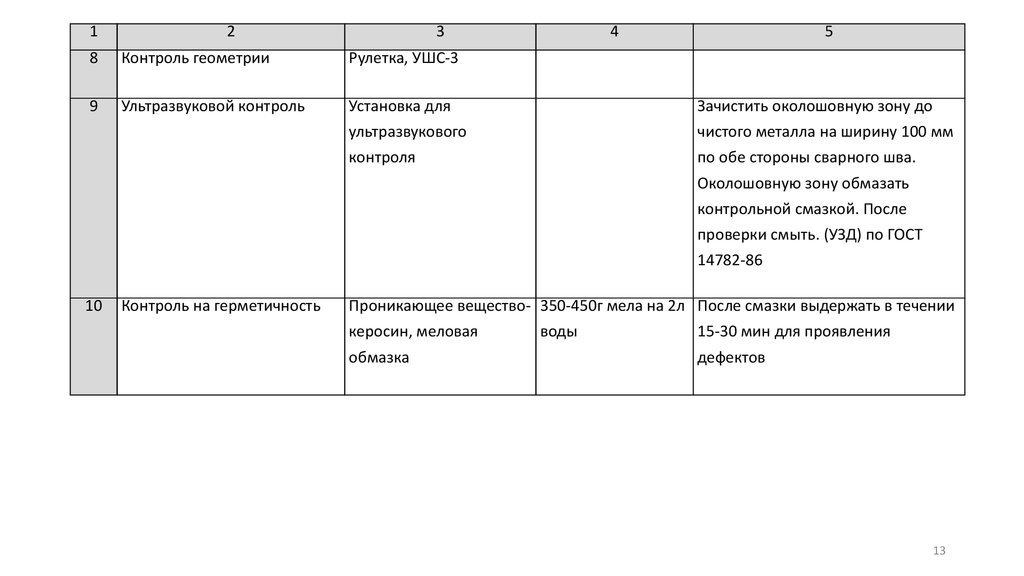
Контроль геометрии
Рулетка, УШС-3
9
Ультразвуковой контроль
Установка для
Зачистить околошовную зону до
ультразвукового
чистого металла на ширину 100 мм
контроля
по обе стороны сварного шва.
Околошовную зону обмазать
контрольной смазкой. После
проверки смыть. (УЗД) по ГОСТ
14782-86
10
Контроль на герметичность
Проникающее вещество- 350-450г мела на 2л После смазки выдержать в течении
керосин, меловая
обмазка
воды
15-30 мин для проявления
дефектов
13
14. Планировка участка цеха
1415. Вывод
•Разработан директивный технологический процесс сварки секции цистерны с использованиемтехнологии сварки в защитном газе TIME TWIN.
•Применение технологии TIME TWIN позволило увеличить производительность изготовления
данной конструкции в 2-3 раза по сравнению с технологией сварки под флюсом.
•Произведена модернизация технологической оснастки для сборки и сварки продольных и
кольцевых швов
•Разработана планировка участка цеха. На основании геометрических характеристик
используемого оборудования был произведен расчёт планировки цеха сборки и сварки
резервуаров. В качестве средства перемещения груза по цеху была выбрана электрическая
кран-балка.
15