













 Промышленность
ПромышленностьПохожие презентации:





")




Виды термической обработки
1. Виды термической обработки
Преподаватель:Князева С.М.
2.
ОтжигЗакалка
Отпуск
3. Отжиг
Отжиг – т.о., заключающаяся в нагреве стали до определеннойтемпературы, выдержке при этой температуре и медленном
охлаждении. Цели отжига:
• снижение твёрдости для повышения
обрабатываемости;
• улучшение структуры и достижение большей
однородности металла;
• снятие внутренних напряжений;
• подготовить структуру к последующей термической
обработке.
4. Отжиг I рода
К первому роду относят виды отжига, в процессе которыхфазовые (полиморфные) превращения отсутствуют, а если они и
протекают, то не оказывают решающего влияния на конечную
структуру.
Цель отжига I рода – устранение химической или физической
неоднородности, созданной предшествующими обработками.
Характерная особенность этого отжига состоит в том, что
устранение неоднородности происходит независимо от того, протекают
ли в сплавах при этой, обработке фазовые превращения или нет,
поэтому отжиг I рода можно производить при температурах выше или
ниже температур фазовых превращений.
5. Виды отжига I рода
Диффузионный (гомогенизирующий) отжиг, ТН = 0,8 Тпл(1100 -1200° С), время выдержки 8-20 часов.
Применяют для слитков легированной стали с целью
уменьшения дендритной или внутрикристаллитной ликвации
(неоднородности по хим. составу), которая повышает склонность
стали, обрабатываемой давлением, к хрупкому разрушению, к
анизотропии свойств и возникновению таких дефектов, как
шиферность (слоистый излом) и флокены (тонкие внутренние
трещины, наблюдаемые в изломе в виде белых овальных пятен).
6. Виды отжига I рода
Рекристаллизационный отжиг – это нагревхолоднодеформированной стали выше температурного порога
рекристаллизации , ТН = 0,4 Тпл (600-700o С)
Цель отжига - устранение наклепа и повышение
пластичности. Этот вид отжига применяют перед холодной
обработкой давлением и как промежуточную операцию для снятия
наклепа между операциями холодные деформирования. В
некоторых случаях рекристаллизационный отжиг используют и в
качестве окончательной термической обработки.
7. Виды отжига I рода
Отжиг для снятия напряжений после горячей обработки дляотливок, сварных соединений, деталей после обработки резанием и др., в
которых в процессе предшествующих технологических операций из-за
неравномерного охлаждения, неоднородной пластической деформации и т.п.
возникли остаточные напряжения. Они могут вызвать изменение размеров,
коробление и появление трещин в деталях при их обработке, эксплуатации и
хранении, ТН = 160……700oС.
Так например после окончательной механической обработки детали
высокой точности изготовления (ходовые винты, высоконапряженные
зубчатые колеса, червяки и др.) для снятия шлифовочных напряжений
подвергаются отжигу при температуре 160…180oС 2…2,5 часа. Отжиг для
снятия сварочных напряжений проводится при 650…700oС.
8. Отжиг II рода
В отличие от отжига I рода проходит с фазовыми превращениями.Температура нагрева и время выдержки обеспечивают нужные
структурные превращения. Скорость охлаждения должна быть такой,
чтобы успели произойти обратные диффузионные фазовые
превращения.
Является подготовительной операцией, которой подвергают
отливки, поковки, прокат.
Отжиг снижает твердость и прочность, улучшает обрабатываемость
резанием средне- и высокоуглеродистых сталей. Измельчая зерно,
снижая внутренние напряжения и уменьшая структурную
неоднородность, способствует повышению пластичности и вязкости.
9. Виды отжига II рода
Нормализация
Полный
Неполный
Отжиг
II рода
Изотермический
Сфероидизирующий
10.
Виды отжига II родаПолный, с температурой нагрева на 30…500С
выше линии GS диаграммы Fe-Fe3C.
При этом происходит полная перекристаллизация
стали и уменьшение величины зерна.
11. Виды отжига II рода
Неполный, с температурой нагрева на 30…500С вышелинии PSK диаграммы Fe-Fe3C.
При этом происходит лишь частичная
перекристаллизация – только перлитной составляющей
стали.
12. Виды отжига II рода
Изотермический отжиг, после нагрева дотребуемой температуры, изделие быстро охлаждают до
температуры на 50…1000С ниже линии PSK диаграммы
Fe-Fe3C и выдерживают до полного превращения
аустенита в перлит, затем охлаждают на спокойном
воздухе.
13. Виды отжига II рода
Нормализация – нагрев выше линии GSE на 30-50градусов и выдержка на спокойном воздухе. Структура
обладает большей прочностью.
Нормализация вызывает полную фазовую
перекристаллизацию стали и устраняет крупнозернистую
структуру, полученную при литье или прокатке, ковке или
штамповке.
Нормализацию широко применяют для улучшения
свойств стальных отливок вместо закалки и отпуска.
14. Виды отжига II рода
Сфероидизирующий отжиг - вид термической обработкисталей с нагревом выше АС1, но ниже АС3, изотермической
выдержке с последующим очень медленным охлаждением (3050 С/ч) до подкритической температуры(~6500С) для
получения структуры зернистого перлита (сферодита).
15.
ЗакалкаЗакалка – то, которая заключается в нагреве стали до
температур, превышающих температуру фазовых
превращений, выдержке при этой температуре и
последующим быстрым охлаждением.
Цели закалки:
• для повышения прочности и
твердости;
• получения высокой пластичности,
вязкости и высокой износостойкости.
16.
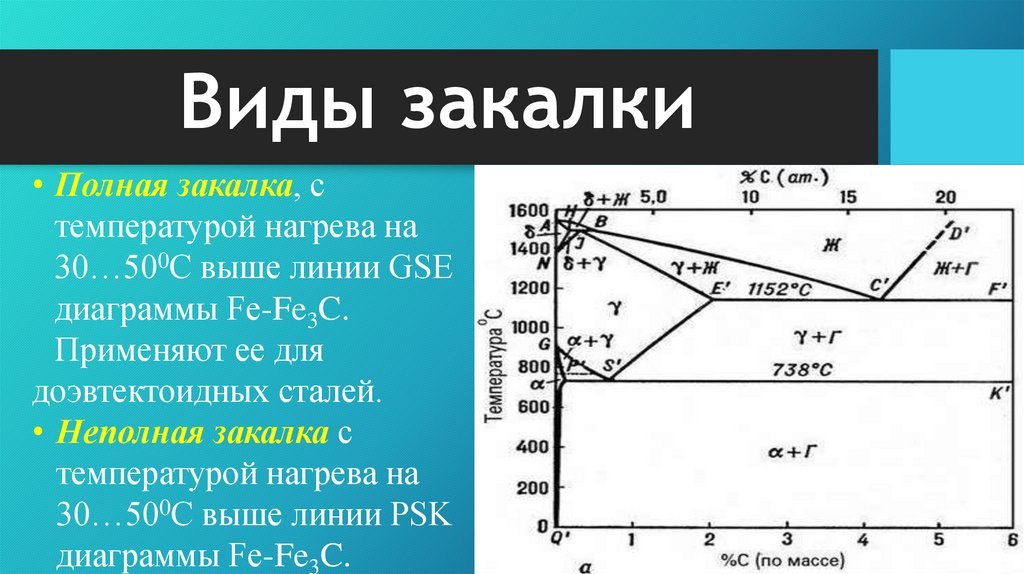
Виды закалки• Полная закалка, с
температурой нагрева на
30…500С выше линии GSE
диаграммы Fe-Fe3C.
Применяют ее для
доэвтектоидных сталей.
• Неполная закалка с
температурой нагрева на
30…500С выше линии PSK
диаграммы Fe-Fe3C.
17.
Охлаждение при закалкеДля получения требуемой структуры изделия охлаждают с
различной скоростью, которая в большой степени определяется
охлаждающей средой, формой изделия и теплопроводностью стали.
При выборе охлаждающей среды необходимо учитывать:
• Закаливаемость – способность стали приобретать высокую
твердость при закалке.
Закаливаемость определяется содержанием углерода. Стали с
содержанием углерода менее 0,20 % не закаливаются.
• Прокаливаемость – способность получать закаленный слой,
обладающей высокой твердостью, на определенную глубину.
18.
Способы закалки1.В одном
охладител
е
5. Струйная
закалка
Способы
закалки
4.
Изотермическая
закалка
2.Прерывист
ая закалка
(в 2 средах)
3.Лазерная
закалка
19.
Способы закалкиЗакалка в одном
охладителе - нагретую до
определённых температур деталь
погружают в закалочную
жидкость, где она остаётся до
полного охлаждения. Этот
способ применяется при закалке
несложных деталей из
углеродистых и легированных
сталей.
20.
Способы закалкиПрерывистая закалка в двух средах — этот способ
применяют при закалке высокоуглеродистых сталей.
Деталь сначала быстро охлаждают в быстро
охлаждающей среде (например воде), а затем в медленно
охлаждающей (масло).
21.
Способы закалкиСтруйная закалка заключается в
обрызгивании детали интенсивной струёй
воды и обычно её применяют тогда, когда
нужно закалить часть детали.
При этом способе не образуется
паровая рубашка, что обеспечивает более
глубокую прокаливаемость, чем простая
закалка в воде. Такая закалка обычно
производится в индукторах на установках
ТВЧ (токи высокой частоты).
22.
Способы закалкиИзотермическая закалка.
В отличие от ступенчатой при
изотермической закалке
необходимо выдерживать сталь в
закалочной среде столько времени,
чтобы успело закончиться
изотермическое превращение
аустенита.
23.
Способы закалкиЛазерная закалка. Термическое упрочнение металлов и
сплавов лазерным излучением основано на локальном нагреве
участка поверхности под воздействием излучения и
последующем охлаждении этого поверхностного участка со
сверхкритической скоростью в результате теплоотвода теплоты
во внутренние слои металла.
В отличие от других известных
процессов термоупрочнения (закалкой токами
высокой частоты, электронагревом, закалкой из
расплава и другими способами ) нагрев при
лазерной закалке является не объемным, а
поверхностным процессом.
24.
ОтпускОтпуском называют процесс термической обработки,
состоящий в нагреве закаленной стали до температуры
ниже 7270С, выдержке при этой температуре и
последующем охлаждении.
Цели отпуска:
• повышение вязкости и пластичности;
• снижение твердости;
• уменьшение внутренних напряжений закаленных
сталей.
25.
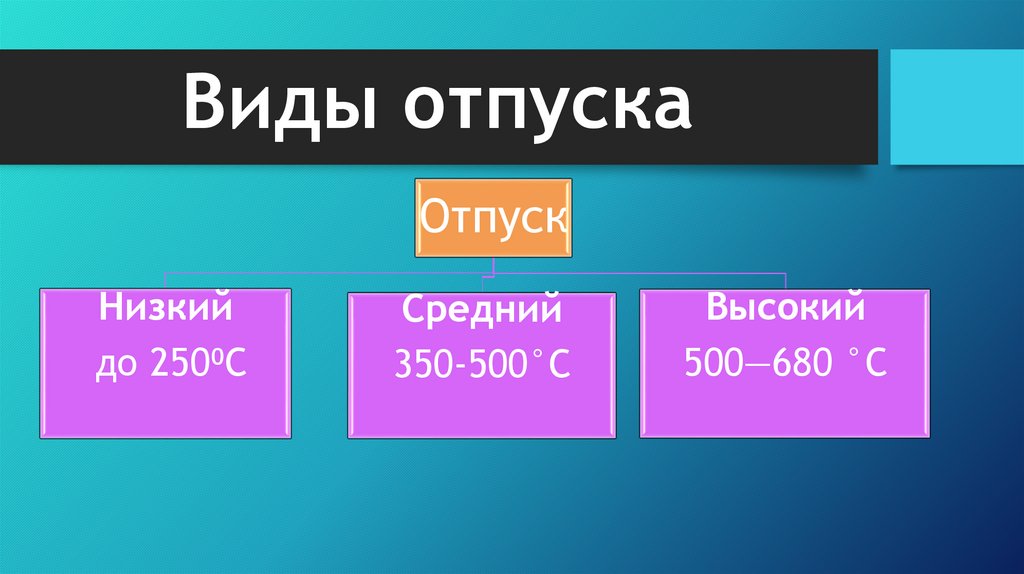
Виды отпускаОтпуск
Низкий
до 250⁰С
Средний
350-500°С
Высокий
500—680 °С
26.
Виды отпускаНизкий отпуск — отпуск мартенсита
на низких температурах (180—250°С).
Цель низкого отпуска — уменьшение
остаточных закалочных напряжений.
Температуру низкого отпуска выбирают
такой, чтобы твёрдость и износостойкость
практически не снижалась. Выдержка при
температуре низкого отпуска обычно
превышает 1…3 часа.
27.
Виды отпускаСредний отпуск - производят при
температуре 300-400°С. После среднего
отпуска структура состоит из равновесного
феррита и дисперсных включений
цементита, такая структура называется
зернистый троостит отпуска. HRC 40-45,
высокие пределы упругости и
выносливости. Обычно для пружиннорессорных сталей.
28.
Виды отпускаВысокий отпуск применяется для
деталей, в которых необходимо
сочетание высокой ударной вязкости и
достаточной прочности – это детали
машин, работающие с ударными и
знакопеременными нагрузками. Высокий
отпуск производят при температурах до
500°-600°С.