













































 Программное обеспечение
Программное обеспечениеПохожие презентации:










FDM печать
1. FDM Печать
В этой презентации будет рассказан ипоказан базовый процесс работы с FDM
принтером и пластиками, необходимыми
для печати.
Данную презентацию разработал:
студент группы НЭб-251
Наумов Роман Викторович
Благодарность за помощь и
правки:
Горбунову Илье Алексеевичу
Дисклеймер: не является истиной конечной
инстанции,
Если вас попустят в ходе дискуссии, указав на
ошибку
(даже если это будет сам автор),
это ваша проблема
❤
2. Содержание презентации
• 1. Разбор принципа работы FDM принтера, в виде механики• 2. Разбор основных существующих пластиков, их подразделения, характеристики,
особенности и требования при печати
• 3. Разбор ПО для работы с принтерами. Углубление в работу с одним из них под
названием “OrcaSlicer”
• 4. Разбор основных проблем при 3D печати и способы их решения.
3. Что же такое FDM печать и с чем ее едят?
• FDM (аббр. Fused Deposition Modeling или же“моделирование путем послойного наплавления”) –
это один из методов 3D печати, являющийся
наиболее распространённым. Метод был изобретен в
1989 году Скоттом Крампом.
• Принцип печати с помощью этой технологии,
подразумевает подачу, в нагревающийся хотэнд ¹,
пластикового филамента (нити). Подается это дело с
помощью экструдера.²
1.
2.
К слову, 3D принтеры входят в
категорию ЧПУ устройств и
являются самыми ‘добрыми’ в
работе с новичками.
Хотэнд – представляет из себя “сопло с нагревающим тэном”. Просто “труба” с конусообразным выводом и нагревательными
элементами вне, закрытыми защитным кожухом.
Экструдер – херовина для подачи нити в хотэнд. Состоит из шагового мотора и шестерней, которые жестко фиксируют пластиковую
нить в голове принтера.
4. Краткий принцип действия.
• В голову принтера подаётся пластик в виде нити, голова ездит и наплавляет тонкимиполосками разогретый пластик по поверхности, постепенно наращивая слой за
слоем модель.
5. Ваши действия при работе с принтером.
• 1. Калибровка принтера после установки на место.• 2. Заправка в принтер нити филамента.
• 3. Загрузка файла работы принтера (файл в виде G-coda)
• 4. После запуска происходит нагрев, и, возможные доп. калибровки.
• 5. Принтер начинает работу, осталось ждать и следить за состоянием печати,
желательно следить за возможными косяками.
Работай негр-прокладка
6. Принцип работы 3D принтера ”Flashforge Adventured 5M“
• Далее будет рассмотрен конкретно Flashforge.ЧПУ устройство – это устройство с числовым программным управлением.
Вбиваете в нее команды и она делает всё за вас.
Короче изучите работу ЧПУ – жизнь будет мёдом казаться, зная нынешние зарплаты. Да и не
только в материальном плане.
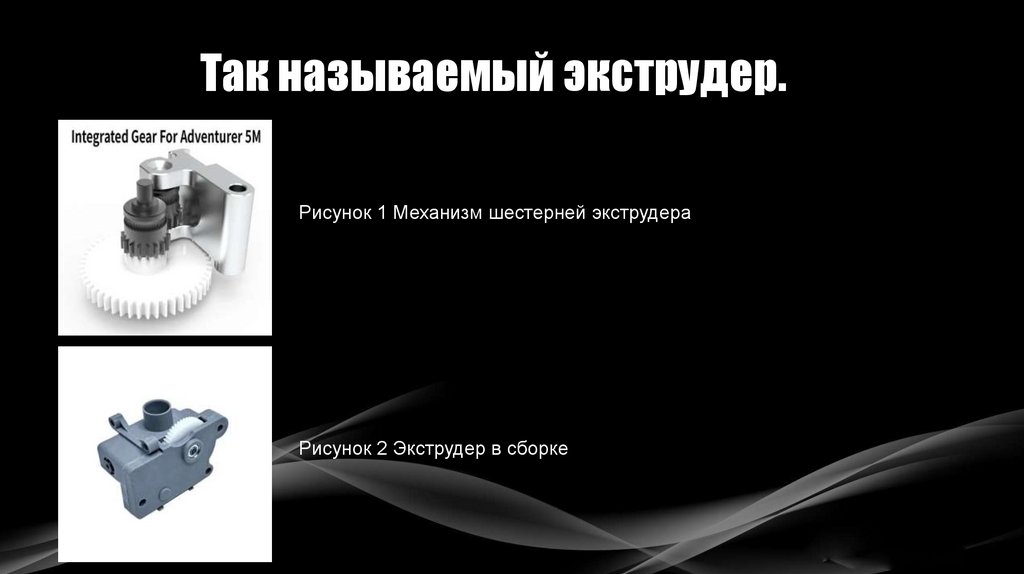
7.
Так называемый экструдер.Рисунок 1 Механизм шестерней экструдера
Рисунок 2 Экструдер в сборке
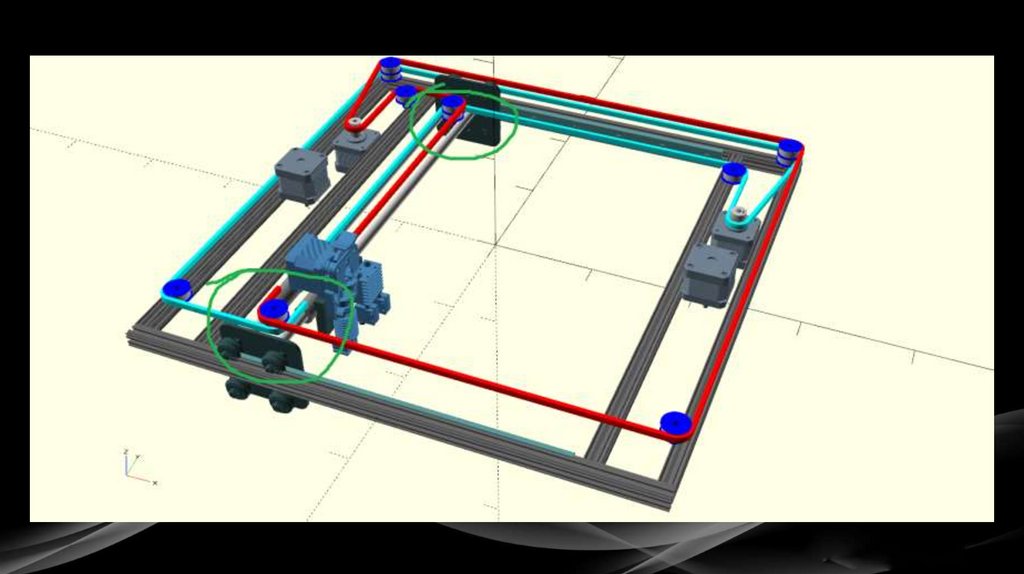
8. Механизм передвижения головы по оси XY
• Голова находится на полированный валах и передвигается с помощью двух ремней,подключенных к шаговым моторам.
• Кинематика CoreXY работает за счет двух шаговиков, которые управляют двумя
ремнями, перемещая голову принтера по осям X и Y.
• Когда оба двигателя вращаются в одном направлении, экструдер движется по оси X.
• При вращении в противоположных направлениях он перемещается по оси Y.
• Движение по диагонали достигается при вращении только одного двигателя.
Ось X это влево-вправо,
Ось Y вперёд-назад
Запомните, сука
9.
10. Механизм передвижения головы по оси Z.
”Передвижение головы по оси Z не обнаружено“• Голова не передвигается по Оси Z. Вместо неё это делает стол. Он зафиксирован на
полированных валах (2 спереди, 2 сзади) и передвигается с помощью ШВП,
которые, вращаясь, поднимают или опускают опору винта, фиксированного к столу.
• Во Flashforge таких ШВП 3 штуки., они синхронизированы между собой одним
ремнём и подключены к одному шаговому двигателю.
1. ШВП – “Шарико-винтовая передача (пара)” - это, сук, обычный шпилька и гайка, только шаманенная. Вместо
“гаек” в паре с ней используются специальные хрени-холдеры под названием опоры винта с подшипниками внутри.
Это очень сильно повышает износостойкость и дает лучшую точность. Используется в ЧПУ повсеместно.
11. А теперь объясните эту еретическую систему принтера на техническом языке.
А если вы сука не сможете объяснить – отчисляйтесьИ радуйтесь богам что у вас такой хуйни нет.
12. Орган управления и каллибровки самого принтера.
• Принтер оснащен экранчиком, в который встроен usb порт.• Соответственно всё управление проиходит с него.
13. Коротко о контроллере всего этого добра.
• 3D принтер это мини-компьютер на Linux. Все управление находится позадипечатной платформы, огороженное от кривых рук. Принтер умеет обрабатывать usb
флешки, умеет получать файлы через локальную сеть и wifi, умеет транслировать и
записывать видео печать, имеет свою память и систему. Но не имеет, к сожалению,
Вэб интерфейса. Т.е. с компа управлять вы им не сможете.
• Вся остальная информация нужна для продвинутых, вам это знать не надо. Могу
сказать только, что на 1 и 3 флешфордже (Те, что у двери на выходе) установлена
родная прошивка, на втором установлен Zmod.
Если это мини-компьютер, то когда мы уже запустим на
этом Doom??
14. Краткие характеристики наших принтеров.
• Flashforge Adventurer 5M:• Рабочее пространство: 220мм*220мм*220мм;
• Размер сопла: 0.25мм, 0.4мм, 0.6мм, 0.8мм (у нас есть 0.4мм и 0.8 мм);
• Скорость печати: до 600мм/с;
• Толщина слоя 0.1-0.35мм на сопле 0.4мм
• Нагрев сопла: до 270°С;
• Материал стола: Текстурированная PEI пластина
• Нагрев стола: до 110°С;
• Пластики для печати: PLA, PETG, TPU, FLEX, Carbon;
• Термокамера отсутствует, активной тем более нет;
• Вес: 10.8кг
Зачем нам вес, зачем нам вес… Понадобится,
сука
15. ”Визуальное ознакомление с ✨Flashforge Adventured 5M“✨
Практический разбор системы принтера и подготовка к его работе.• *жесткий дэнс вокруг принтера и объяснения на практике*
16. Другие лица в нашем заведении
• Помимо 3-х Flashforge’ей в лаборатории так же есть и два других, принтера, еслиможно назвать принтером последний.
• Один называется Creality K1 MAX. В сравнении с флешфорджем имеет закрытый
корпус, что позволяет печатать высокjтемпературные пластики. Помимо этого имеет
Вэб-интерфейс и вы можете управлять и следить за печатью + настройками с
компьютера. Имеет больший размер рабочей площади и чуть больший нагрев.
• Второе чудовище имеет название Picaso Designer X. Пожалуй не буду ничего
говорить, вы сначала обалдеете, потом обалдеете х2, потом обалдеете х10, а потом
разочаруетесь.
Вашему вниманию:
17. Краткие характеристики наших принтеров.
• Creality K1 MAX:• Рабочее пространство: 300мм*300мм*350мм (x;y;z);
• Размер сопла: 0.25мм, 0.4мм, 0.6мм, 0.8мм (у нас есть 0.4мм и 0.8 мм);
• Скорость печати: до 600мм/с;
• Толщина слоя 0.1-0.35мм на сопле 0.4мм
• Нагрев сопла: до 300°С;
• Текстурированная PEI пластина
• Нагрев стола: до 120°С;
• Пластики для печати: PLA, PETG, ABS, PET, TPU, PA, ASA, PC, PLA-CF, PA-CF, PET-CF
• Видеокамера: Да
• Вес: 18кг.
Зачем нам вес, зачем нам вес… Понадобится,
сука
18. Краткие характеристики наших принтеров.
• Picaso Designer X S2:Рабочее пространство: 201 х 201 х 210 мм (x;y;z);
Двойной экструдер: Да
Размер сопла: 0.5мм (у нас cтоит два 0.5 мм);
Скорость печати: до 150мм/с;
Толщина слоя: от 0.01мм (10микрон)
Нагрев сопла: до 430°С;
Материал стола: стекло;
Нагрев стола: до 150°С;
Активная термокамера: Да, до 80°С
Пластики для печати: PLA, ABS, FORMAX, RELAX, CF-5, PVA, HIPS, PPX, PA, ULTRAX, Nylon, ePAHT-CF, Titan GF-12, , Nylon, PSU,
PEI, PEEK, PP, ASA, TPU, PET, PETG, PMMA, AEROTEX, CERAMO, WAX, SBS и другие материалы, в том числе с наполнением стекло- и
углеволокном
• Видеокамера: Да
• Вес: 17.5 кг.
Зачем нам вес, зачем нам вес… Понадобится,
сука
19. ✨ Creality K1 MAX✨ Иииии… Picaso Designer X S2
Тёмная ночь… Только пули свистят по степи…Только ветер гудит в проводах, тускло звёзды мерцают
• *Очередной денс теперь уже вокруг Сreality и сравнение их с flashforge’эм*
• Ну и высказывания, касательно Picas’ы (материться плохо)
20. Окончание первого Раздела.
И только рискните, суки, сказать, что вы что то не запомнили21. Пластики. Виды, категории, подкатегории
• Пластики для FDM принтеров поставляются в двух вариантах, касаемо диаметра, аименно 1,75 и 2,85 мм. Мы используем только пластики 1.75мм, 2.85 используются в
более больших принтерах, которые проще назвать промышленными.
• 1.75мм пластики продают намотанный на катушки, или мотком. При покупке
необходимо внимательно осмотреть катушку на предмет целостности.
• Пластики имеют огромное кол-во видов, но в данной презентации будут
рассмотрены основная база и некоторые подвиды
• Каждый из видов имеет свои плюсы и минусы.
• 3 основных используемых вида пластиков – PLA, PETG и ABS. Так же будут
затронуты TPU, Neylon и PEEK.
На самом деле мне просто лень писать о всех
видах, и в целом собирать инфу.
22. Растворители
• Разные виды пластика по разному реагируют на растворители.Дихлорметан отлично растворяет PLA и ABS, при этом разрушая структуру PETG
пластика.
Ацетон умеет растворять ABS, и разрушает структуру PETG, а так же растворяет
краситель у PLA.
D-limonen отлично растворяет HIPS пластик
Все хим. растворители нужны для постобработки. Они помогают сгладить слои и
сделать модель более глянцевой и приятной на ощупь. Работа с ними должна
происходить в проветр. помещениии и в СИЗ.
А ещё они помогают сгладить грудь милой мадам,
но об этом в следующий раз
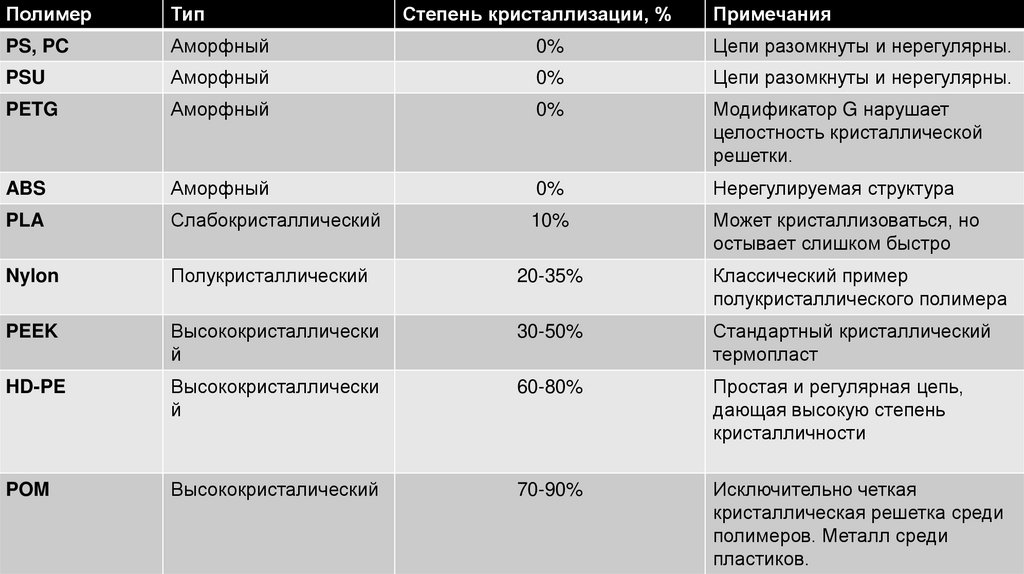
23. Внутренняя структура полимеров
• Пластики бывают разных видов. Одни называются аморфными, другие называютсяполукристаллическими. Полностью кристаллическими полимеры не существуют.
• У аморфных полимеров отсутствует молекулярная решетка, молекулы расположены
сетью. Они бывают в трех физ. состояниях – стеклообразное, высокоэластичное и
вязко-текучее. Переход из одного состояния в другое происходит постепенно с
увеличением температуры
• Кристаллические же обладают четкой кристаллической решеткой и имеют лишь два
состояния. Переход из кристаллического состояния в расплавленный происходит
моментально (при условии что кристаллизация была бы 100%).
• Чтобы пластику вернуться в изначальное полукристаллическое состояние требуется
отжиг – длительное удержание температуры в опр. диапазоне с равномерным
распределением тепла. Это дает время сбившимся молекулам снова образовать
кристаллическую решетку. Для сохранения формы детали используется кварцевый
песок. Отжиг дает более лучшую теплостойкость, ударопрочность и твердость.
• Отжиг используется только с полимерами, кристаллизация который начинается от 10%.
Чем больше степень кристаллизации у полимера – тем больше профита будет давать
обжиг.
Читай сука, для общего развития. От того насколько пластик аморфен или кристаллизован зависят его
физические и химические свойства.
24.
ПолимерТип
Степень кристаллизации, %
Примечания
PS, PC
Аморфный
0%
Цепи разомкнуты и нерегулярны.
PSU
Аморфный
0%
Цепи разомкнуты и нерегулярны.
PETG
Аморфный
0%
Модификатор G нарушает
целостность кристаллической
решетки.
ABS
Аморфный
0%
Нерегулируемая структура
PLA
Слабокристаллический
10%
Может кристаллизоваться, но
остывает слишком быстро
Nylon
Полукристаллический
20-35%
Классический пример
полукристаллического полимера
PEEK
Высококристаллически
й
30-50%
Стандартный кристаллический
термопласт
HD-PE
Высококристаллически
й
60-80%
Простая и регулярная цепь,
дающая высокую степень
кристалличности
POM
Высококристалический
70-90%
Исключительно четкая
кристаллическая решетка среди
полимеров. Металл среди
пластиков.
25. Добавки в пластик, модификаторы
• 2) Добавки в пластики• 2.1) CF – пластик имеет угленаполнение
• 2.2) HS (High speed) – высокоскоростной вид пластика. Уменьшает кол-во дефектов,
возникаемых на высоких скоростях.
• 2.3) Matte – матовый визуальный вид пластика, достигается за счет добавок.
• 2.4) Silk – глянцевый, гладкий и шелковистый визуальный вид. Пластификатор, за
счет которого появляется данный эффект, уменьшает спекаемость у пластика.
• 2.5) Dual, triple и т.д – двойной, тройной и т.д.
• Производители постоянно экспериментируют с добавками. Есть даже пластик с
мелкодисперсным металлом. Поэтому внимательно следите что покупаете и чем
печатаете.
26. Подготовка пластика перед печатью
• Перед началом печати пластик крайне желательно как следует просушить. Этоприведет к предотвращению многих дефектов.
• В нашей лаборатории есть специальные сушилки для пластика от фирмы Creality,
одна одинарная и одна двойная.
• В них отстроена температура сушения для каждого вида пластика. Перед началом
работы пластик следует подготовить заранее и просушить не менее 6ч, в идеале
чем дольше тем лучше.
Выбор строчки
Кнопки
изменения
параметров
Кнопка отключения
(зажать)
Будете вдавливать сильно кнопки – вдавлю по роже
27. PLA пластик
• PLA (полилактид) - является биоразлагаемым, биосовместимым, термопластичнымалифатическим полиэфиром, структурная единица которого - молочная кислота.
• Производят изкукурузного крахмала.
• PLA-пластик является идеальным материалом для 3D-печати изделий,
предполагающих длительное время эксплуатации под статичной нагрузкой.
Динамичную нагрузку он не тянет.
PLA Наш бро
.
28. Плюсы PLA пластика
• Нетоксичен• Широкая цветовая палитра
• При печати нет необходимости в нагретой платформе
• Размеры стабильны
29. Минусы PLA пластика
• Мягкий• Низкая термостойкость
• Гигроскопичность ¹
• Недолговечность
• Около невозможность механической обработки
• От ультрафиолета теряет прочность и выгорает.
1. Гигроскопичность – способность вещества поглощать и вбирать в себя влагу. Высокая гигроскопичность
указывает на важность работы с сушилкой
30. Подвиды PLA пластика
• 1. Глянцевый пластик. Обычный стандартный PLA пластик.• 2. Матовый пластик. Имеет усадку ¹, но визуально более приятный.
• 3. Деревонаполненый пластик. Чудовище с опилками, по идее усадки не имеет, но
может, в теории, забивать сопло.
• 4. Многоцветный пластик. Имеет уникальный, градиентный внешний вид, но чуть
хуже спекаемость между слоями.
• 5. HS PLA это пластик, который печатается на максимальных скоростях без
дефектов.
1. Усадка – это такая херня, когда пластик остывая уменьшается в размерах. И основная
проблема – из-за этого модель отваливается от стола и получается каша, либо модель
искривляется
31. Параметры PLA пластика в печати.
• Температура стола – 50-70°С• Температура сопла – 200-240°С
• Обрабатывается дихлорметаном.
32. PETG пластик
• PETG - это сокращение от полиэтилен-терефталат-гликоль. И это наиболее частоиспользуемый тип пластика на планете (в виде PET).
• Вы можете найти его (PET) в составе пластиковых бутылок, пищевых контейнеров,
упаковок, игрушек, кухонной утвари и много где ещё. Кроме того, этот
перерабатываемый пластик можно формовать под давлением, выдувать, гнуть и
резать.
• В 3D печати используется, как правило, именно PETG.
Тоже наш бро
.
33. Плюсы PETG пластика
• Более функциональный, чем ABS• Прочный, термостойкий
• Низкая усадка и пониженная деформация деталей
• Лучшая спекаемость ¹ среди нашей тройки пластиков
• Химически безопасен
1. Спекаемость в сфере FDM принтеров это определение обозначающее прочность
соединения слоев между собой
34. Минусы PETG пластика
• Затруднён для механической и химической обработки;• Необходимо хорошо очистить сопло в случае засорения.
• Текучесть. Может требовать настройки ретракта ¹.
• Настолько высокая адгезия ², что при снятии модели можете вместе с моделью
снять кусочки стекла/покрытия со стола.
1. Ретракт – действие принтера, которое означает всасывание материала на
определенный шаг в себя, дабы исправить дефекты. Отстраивается в ПО.
2. Адгезия – сцепление между поверхностями двух разнородных материалов.
35. Подвиды PET пластика
• PETG – базовый вид пластика.• PETG-СF – угленаполненый PETG пластик. Более прочный, более лёгкий. PETG-CF
плохого качества имеет склонность засорять сопла, особенно если речь идёт о
соплах менее 0.4мм
36. Параметры PETG пластика в печати.
• Температура стола – 70-100 °С• Температура сопла– 230-270 °С
• В отдельных случаях требуется настройка ретракта.
37. ABS пластик
• ABS пластик (аббр. акрилонитрил-бутадиен-стирол)- это ударопрочныйтермопластичный полимер, получаемый путем сополимеризации акрилонитрила,
бутадиена и стирола, чьи начальные буквы и образуют название.
• Материал отличается высокой стойкостью к химическим веществам, влаге,
тепловым ударам и перепадам температур, а также хорошо окрашивается.
Взаимодействует и плавится под действием ацетона. С помощью последнего можно
убрать следы слоёв.
И это тоже наш бро, хотя выкобенивается
как может
38. Плюсы ABS пластика
• Долговечность (срок службы изделий из ABS больше, чем деталей из PLA);• Минимальная деформация при больших нагрузках с дальнейшим возвращением к
исходной форме;
• Легкость обработки разными методами (ручное шлифование, механическая
полировка, химическое сглаживание и другие);
• Высокая механическая прочность;
• Влагоустойчивость и инертность по отношению к кислотам и маслам;
• Большой выбор цветовых решений;
• Высокие показатели теплоемкости.
39. Минусы ABS пластика
• Очень. Сложно. Печатается. Относительно PLA и PETG сильная усадка, нужноправильно остраивать параметры печати и следить за состоянием стола
• Имеет высокие требования к температуре стола и сопла, имеет требования к
закрытой термокамере, желает активной термокамеры
• Деградирует под воздействием солнечных лучей
• Резкий стойкий запах, токсичность при нагреве.
“Ну это просто п***ц какой то, ну как так можно в 21 веке” © Ваш
почтенный слуга, год назад, про усадку
40. Подвиды ABS пластика
• ABS пластик. Стандартный абс пластик• ABS+ пластик. Повышенная плотность и твердость.
• PC/ABS пластик. ABS пластик соединенный с поликарбонатом.
• CF-ABS плаастик. Угленаполненный ABS, имеющий более легкий вес и прочность.
41. Параметры ABS пластика в печати.
• Температура стола – 105-120 °С• Температура сопла– 250-290 °С
42. TPU пластик
TPU пластик (термопластичный полиуретан) – гибкий, прочный пластик. Прямойпример – чехол на вашем мобильнике.
Достаточно привередлив в печати, имеет параметр упругости, может потребовать
повышения потока ¹ и отстройки ретракта ². Требователен к сушке. О плюсах и
минусах можно не говорить.
1. Поток – это коэффициент, который влияет на то с какой скоростью крутит пластик экструдер
43. Параметры TPU пластика в печати.
• Температура сопла – от 220 до 260 °С• Температура стола 60-80 °С
• Большой поток и в некоторых случаях отстройка ретракта.
44. Nylon
• Nylon (нейлон) известен своей рекордно высокой износоустойчивости,термоустойчивости, химической стойкости и способности к скольжению. Всё это
делает его самым подходящим материалом для создания шестерёнок, втулок,
конструкционных деталей и других трущихся узлов для механизмов, инструментов,
функциональных прототипов, в общем всего что подвержено динамичной сильной
нагрузке.
• Это сложный и дорогой для использования материал. Он даёт огромную усадку и
больше подходит для создания небольших объектов. Для него необходимо
использовать подогреваемую платформу и закрытую активную камеру.
Царь и бог, которого у нас, к сожалению нет. И я ни на что вам не намекаю, к слову.
45. Параметры нейлона в 3D печати
• Температура сопла – 220-250 °C• Температура стола – 110-130 °С
• Необходима активная термокамера и адгезив.
46. Наконец, король всех пластиков, его величество PEEK пластик
• PEEK пластик (Полиэфирэфиркетон) - высокоэффективный тугоплавкийконструкционный термопласт, один из наиболее жестких полимеров с рекордными
характеристиками. Может применяться в качестве альтернативы алюминию, а
иногда и сталям, при этом напечатанные изделия легче металлических.
Используется как в самых экстремальных условиях, так и в качестве протезов. Сам
по себе имеет огромное кол-во плюсов.
• Минусов тоже немало.
• 1. Цена почти 30к рублей за кг.
• 2. Воздействие концентрированных кислот очень пагубно.
• 3. Ультрафиолет разрушает кристаллизацию пластика
• 4. Необходим отжиг в печи с кварцевым песком для наилучшей прочности
температура плавления: 343 °C;
температура стеклования: 143 °C;
температура эксплуатации: от -70 °C до ~230 °C,
Выдерживает краткосрочные нагревы до 300 °C;
Его может печатать только picaso, и рано или поздно
мы, надеюсь его приобретём
47. Конец второго раздела.
Ну ответьте теперь на 3 вопроса:Какой пластик лучше использовать для изготовления корпуса, который будет висеть
на улице в солнечном и влажном месте?
Какой пластик лучше всего использовать для мебели и декораций?
И какой пластик стоит использовать для сложных динамичных нагрузок?
Если вы, суки, не ответите я задам вам учить
всю презентацию от слова до слова, включая
эти надписи
48. Список источников
• Моя голова• Голова Ильи Алексеевича
• Чут-чут