




 Промышленность
ПромышленностьПохожие презентации:










Проектирование участка и технология изготовления оси колёсной пары электровоза ЗЭС5К
1. Выпускная квалификационная работа по теме: «Проектирование участка и технология изготовления оси колёсной пары электровоза
Кафедра: «Транспортное машиностроение»Выпускная квалификационная работа по теме:
«Проектирование участка и технология изготовления оси
колёсной пары электровоза ЗЭС5К»
Выполнил: студент группы ТЗМ52
А.Е. Волчков
Научный руководитель Г.М. Юниченко
2025г.
2.
ВведениеЦель
Разработка проекта участка по изготовлению осей колесных пар
электровозов и обосновать оптимальную технологию их производства
Актаульность
Обусловлена высокими требованиями к надежности подвижного состава;
необходимостью снижения эксплуатационных затрат; потребностью в
совершенствовании технологических процессов
Объект
Процесс изготовления оси колесной пары электровоза
Предмет
Технологические параметры и организационные решения, влияющие на
качество и производительность производства
3.
Конструкция оси колесной парыОсновные части оси:
- Буксовые шейки. На буксовые шейки насаживают
буксовые подшипники.
- Предподступичные части - переходные участки, на
которых крепят лабиринтные кольца букс.
- Подступичные части — на них напрессовывают
колёсные центры.
- Шейки под моторно-осевые подшипники
тягового двигателя.
- Средняя часть. На концах оси: резьба для
гаек роликоподшипников, паз для
стопорной пластины, два отверстия для
болтов, крепящих пластину, центровые
отверстия в торцах для установки оси или
колёсной пары на станке.
Ось – диаметр 180мм – шейка буксового
подшипника; диаметр 210мм – шейка
предподступичная; диаметр 235мм – шейка
подступичная; диаметр 205мм – шейка МОП;
диаметр 200мм – средняя часть оси. Все переходы
от одной шейки к другой выполнены в виде галтели.
4.
Материал для изготовления оси колесной парыДля изготовления осей используют специальные марки стали, обеспечивающие необходимую прочность и
вязкость. В электровозах чаще всего применяется сталь марки ОсЛ. Также могут использоваться другие
марки стали с механическими свойствами не ниже требований ГОСТ 33200-2014.
Требования к материалу:
- Отсутствие трещин, расслоений, волосовин и других пороков на наружной поверхности заготовок.
- Отсутствие усадочной раковины, рыхлости, газовых пузырей, флокенов и неметаллических примесей в
металле.
5.
Технология изготовления оси колесной пары, оборудованиеТехнология изготовления оси колесной пары электровоза включает несколько ключевых этапов: получение
заготовки, термическую обработку, механическую обработку, контроль качества и финальную сборку.
Заготовка осей
Термическая обработка
Механическая обработка
Сборка
6.
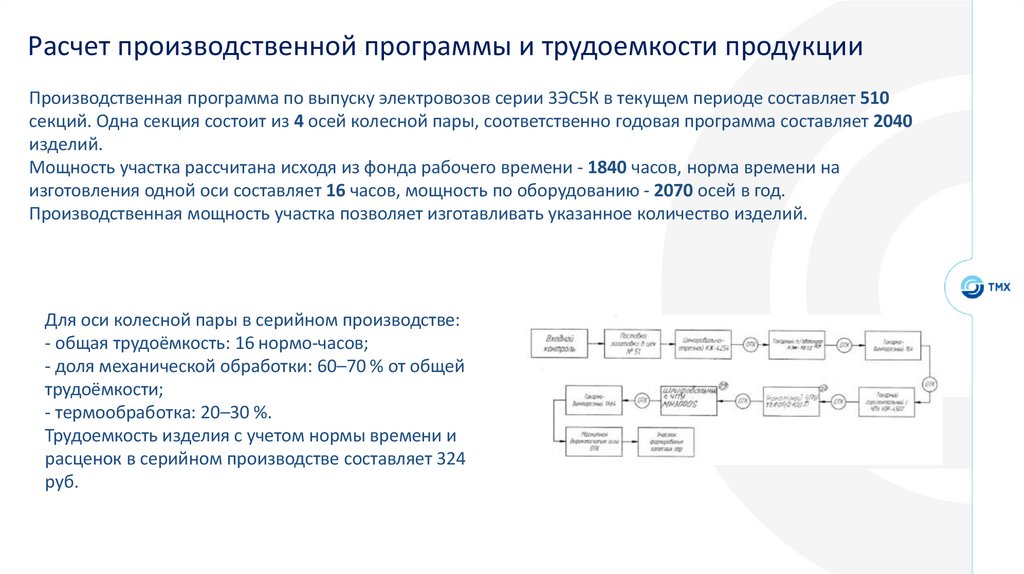
Расчет производственной программы и трудоемкости продукцииПроизводственная программа по выпуску электровозов серии 3ЭС5К в текущем периоде составляет 510
секций. Одна секция состоит из 4 осей колесной пары, соответственно годовая программа составляет 2040
изделий.
Мощность участка рассчитана исходя из фонда рабочего времени - 1840 часов, норма времени на
изготовления одной оси составляет 16 часов, мощность по оборудованию - 2070 осей в год.
Производственная мощность участка позволяет изготавливать указанное количество изделий.
Для оси колесной пары в серийном производстве:
- общая трудоёмкость: 16 нормо-часов;
- доля механической обработки: 60–70 % от общей
трудоёмкости;
- термообработка: 20–30 %.
Трудоемкость изделия с учетом нормы времени и
расценок в серийном производстве составляет 324
руб.
7.
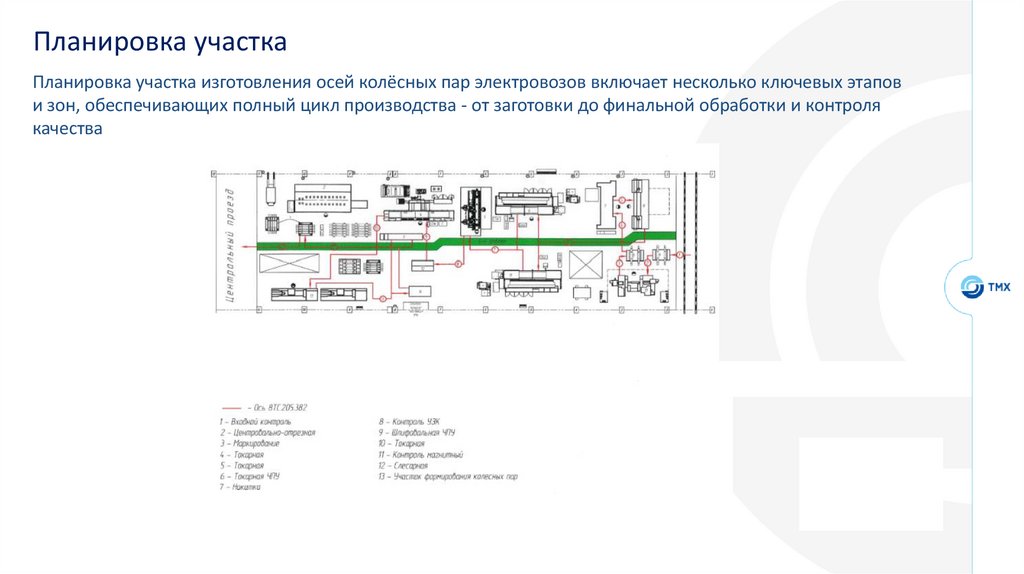
Планировка участкаПланировка участка изготовления осей колёсных пар электровозов включает несколько ключевых этапов
и зон, обеспечивающих полный цикл производства - от заготовки до финальной обработки и контроля
качества
8.
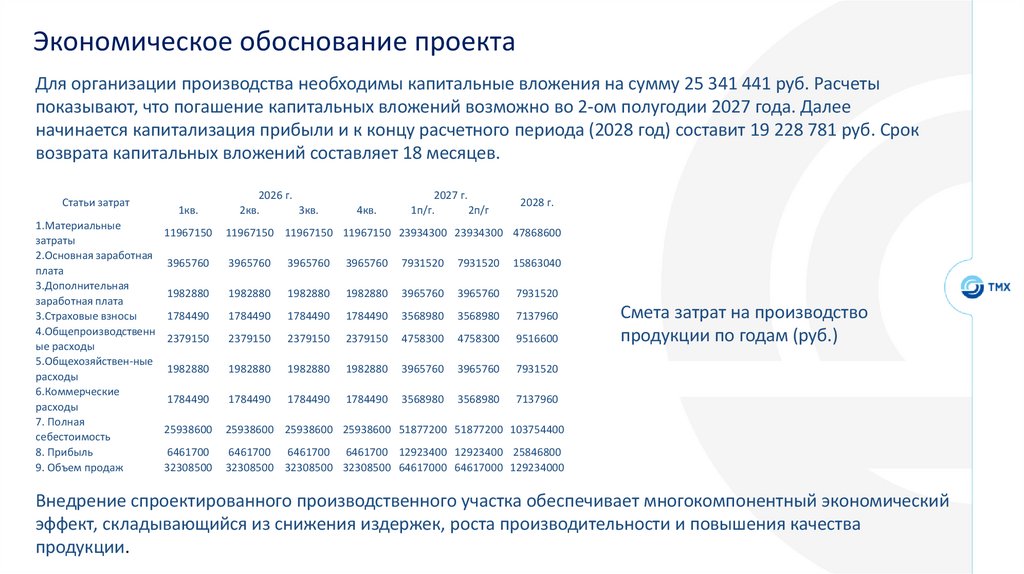
Экономическое обоснование проектаДля организации производства необходимы капитальные вложения на сумму 25 341 441 руб. Расчеты
показывают, что погашение капитальных вложений возможно во 2-ом полугодии 2027 года. Далее
начинается капитализация прибыли и к концу расчетного периода (2028 год) составит 19 228 781 руб. Срок
возврата капитальных вложений составляет 18 месяцев.
Статьи затрат
1.Материальные
затраты
2.Основная заработная
плата
3.Дополнительная
заработная плата
3.Страховые взносы
4.Общепроизводственн
ые расходы
5.Общехозяйствен-ные
расходы
6.Коммерческие
расходы
7. Полная
себестоимость
8. Прибыль
9. Объем продаж
1кв.
2026 г.
2кв.
3кв.
4кв.
2027 г.
1п/г.
2п/г
2028 г.
11967150
11967150 11967150 11967150 23934300 23934300 47868600
3965760
3965760
3965760
3965760
7931520
7931520
15863040
1982880
1982880
1982880
1982880
3965760
3965760
7931520
1784490
1784490
1784490
1784490
3568980
3568980
7137960
2379150
2379150
2379150
2379150
4758300
4758300
9516600
1982880
1982880
1982880
1982880
3965760
3965760
7931520
1784490
1784490
1784490
1784490
3568980
3568980
7137960
25938600
25938600 25938600 25938600 51877200 51877200 103754400
6461700
32308500
6461700 6461700 6461700 12923400 12923400 25846800
32308500 32308500 32308500 64617000 64617000 129234000
Смета затрат на производство
продукции по годам (руб.)
Внедрение спроектированного производственного участка обеспечивает многокомпонентный экономический
эффект, складывающийся из снижения издержек, роста производительности и повышения качества
продукции.
9.
Выводы и предложенияВ ходе выполнения дипломного проекта реализована задача по оптимизации процесса изготовления осей
колесных пар, проводимых на участке тележечного цеха крупного машиностроительного предприятия.
Изучены конструктивные особенности колесной пары электровоза 3ЭС5К, описана конструкция оси
колесной пары, обоснован выбор материала для изготовления оси колесной пары, раскрыты особенности
механической обработки оси колесной пары, определено оборудование для механической обработки оси.
Также в процессе реализации проекта рассмотрена базовая технология изготовления оси колесной пары,
раскрыт технологический процесс изготовления осей и базовое оборудование.
Предложенная технология и планировка участка позволяют:
- гарантировать высокое качество осей за счёт строгого
контроля на всех этапах производства;
- снизить производственные затраты благодаря
оптимизации маршрутов обработки и загрузки
оборудования;
- обеспечить выпуск продукции, отвечающей требованиям
ГОСТ и отраслевых стандартов.
Разработанные решения рекомендованы для внедрения на предприятиях железнодорожного
машиностроения с целью повышения надёжности и экономичности производства осей колесных пар