

 Промышленность
ПромышленностьПохожие презентации:










Модернизация узла измельчения обогатительной фабрики: внедрение валков со штыревою футеровкой на прессе HRC1000
1.
Модернизация узла измельчения обогатительной фабрики:внедрение валков со штыревой футеровкой на прессе
HRC1000.
Студент 3 курса, гр. 121314Д, ВИШ
Антонов Иван
Руководитель проекта
Круглова А.С.
2.
Введение и актуальность проектаРоль ВПВД: Ключевое звено рудоподготовки для доизмельчения кимберлита.
Зависимость: Производительность всей фабрики напрямую зависит от КТГ
(коэффициента технической готовности) пресса.
Актуальность: Необходимость повышения межремонтного цикла рабочих органов
в условиях абразивного износа.
3.
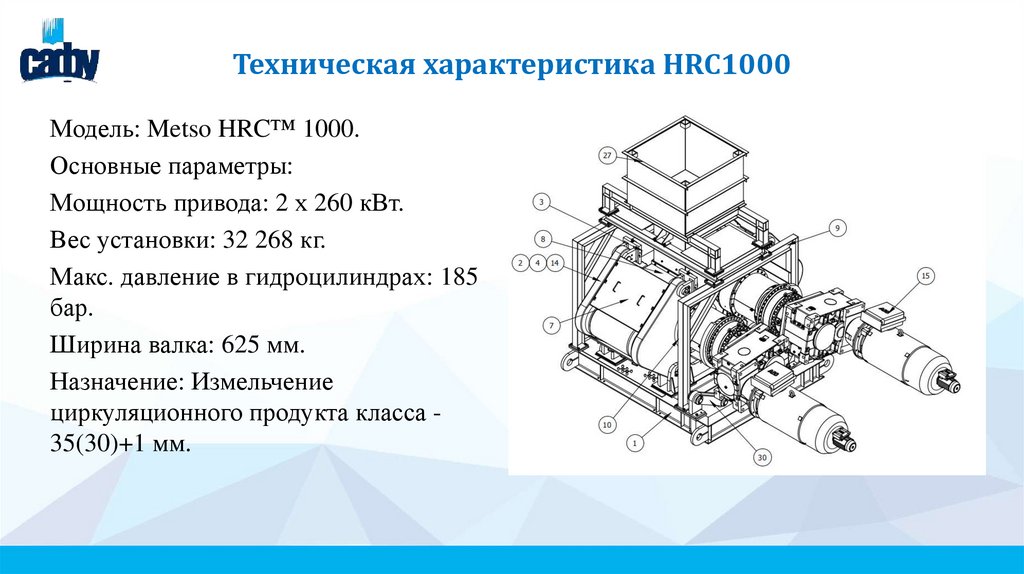
Техническая характеристика HRC1000Модель: Metso HRC™ 1000.
Основные параметры:
Мощность привода: 2 х 260 кВт.
Вес установки: 32 268 кг.
Макс. давление в гидроцилиндрах: 185
бар.
Ширина валка: 625 мм.
Назначение: Измельчение
циркуляционного продукта класса 35(30)+1 мм.
4.
Анализ существующих проблемФактор влажности: Текущая влажность питания достигает 16% (при норме
значительно ниже).
Фактор крупности: Попадание кусков +30 мм из-за износа решеток мельниц ММС
(мельницы мокрого самоизмельчения).
Последствия:
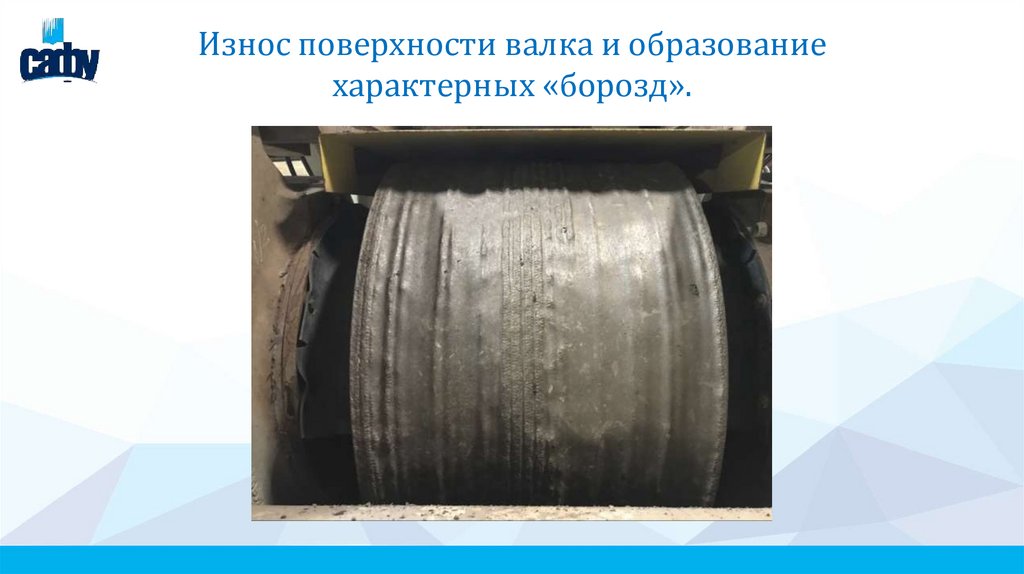
Проскальзывание (слиппинг) материала.Образование глубоких
«борозд» на поверхности гладких бандажей.
Нестабильность «постели» материала.
5.
Износ поверхности валка и образованиехарактерных «борозд».
6.
Обоснование модернизации (ТехнологияStud Roller)
Штыревая футеровка (разработка компаний Metso/Leejun).
Концепция «Камень о камень»: * Штифты удерживают мелкую фракцию руды.
Формируется плотный защитный (аутогенный) слой.
Металл бандажа (матрица) не контактирует с абразивом напрямую.
7.
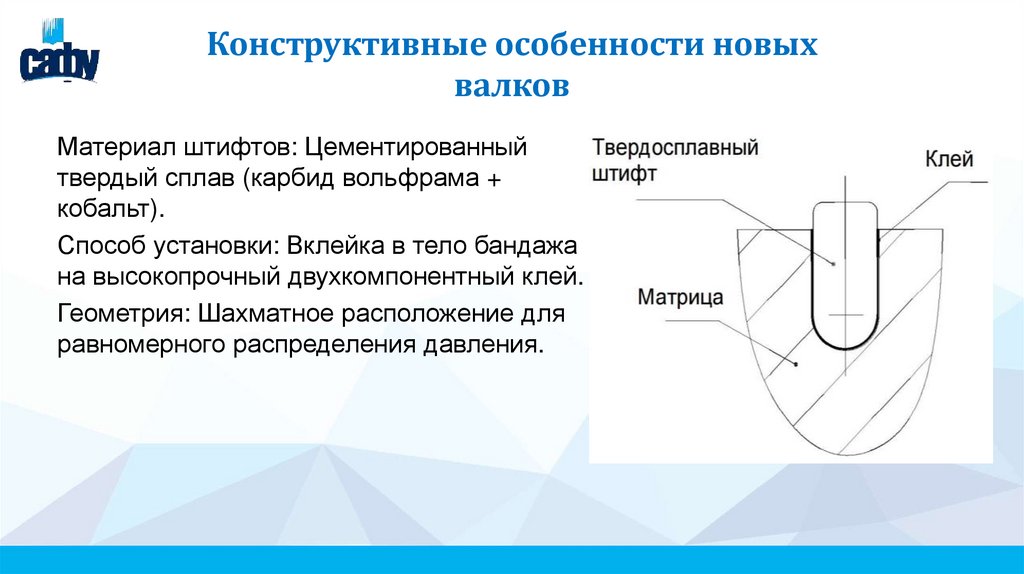
Конструктивные особенности новыхвалков
Материал штифтов: Цементированный
твердый сплав (карбид вольфрама +
кобальт).
Способ установки: Вклейка в тело бандажа
на высокопрочный двухкомпонентный клей.
Геометрия: Шахматное расположение для
равномерного распределения давления.
8.
Модернизация сопутствующих узловПроблема: Неэффективность дуговых
сит для обезвоживания.
Решение: Необходимость установки
вибрационных грохотов.
Цель: Стабилизация влажности
питания на уровне <10% для удержания
«постели» на штыревых валках.
Вибрационный грохот
9.
Технологический регламент:«Самофутеровка»
Первый запуск: Критически важный этап (4 часа).
Материал для обкатки: Сухая руда мелких классов (влажность 2–5%, крупность до
20 мм).
Результат: Формирование спрессованной «постели» в межштифтовом пространстве
перед подачей основной нагрузки.
10.
Экономика: Методика и допущенияКурс: 90 руб./USD.
Стоимость комплекта: 44 982 180 руб.
Годовая наработка: 6 000 часов.
Стоимость часа простоя: 45 000 руб./час.
Сравниваемый ресурс: 3 000 ч (гладкие) против 8 000 ч (штыревые).
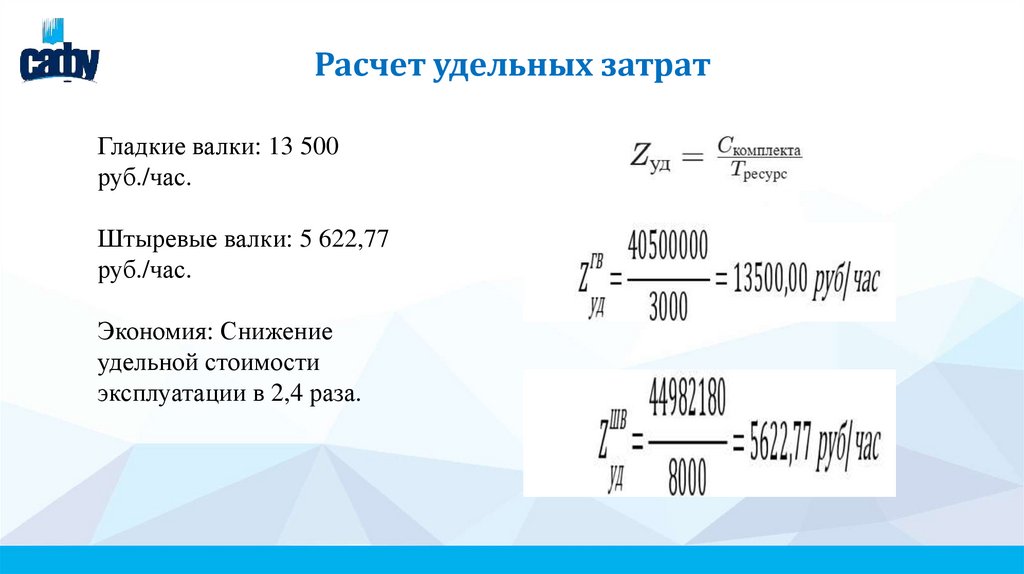
11.
Расчет удельных затратГладкие валки: 13 500
руб./час.
Штыревые валки: 5 622,77
руб./час.
Экономия: Снижение
удельной стоимости
эксплуатации в 2,4 раза.
12.
Расчет экономии на простоеКоличество замен в год: снижается с 2 до 0,75.
Экономия времени: 187,5 часов в год.
Финансовый эффект от КТГ:
Затраты на простои (гладкие): 13,5 млн руб./год.
Затраты на простои (штыревые): 5,06 млн руб./год.
Чистая экономия: 8,44 млн руб./год.
13.
Итоговые финансовые показателиГодовая экономия на запчастях: 47,26 млн руб.
Суммарный годовой эффект: 55 700 880 руб.
Инвестиции: ~45 млн руб.
Срок окупаемости: 0,81 года (9,7 месяца).