











")
")













")








 Промышленность
ПромышленностьПохожие презентации:


")







Шлифовальные станки (промышленное применение и операции)
1.
Шлифовальныестанки
2. Шлифовальные станки
Шлифовальные станкиПредназначены для окончательной обработки
заготовок абразивными или алмазными кругами.
Обеспечивают:
• точные размеры,
• правильную геометрическую форму
• высокое качество поверхности детали
• Обработку закаленных и
труднообрабатываемых материалов
3. Виды операций
можно обрабатывать:• плоские поверхности (плоско шлифовальные станки)
• наружные и внутренние цилиндрические, поверхности
(круглошлифовальные)
• конические и фасонные поверхности
(профилешлифовальные)
• шлифовать резьбы и зубья зубчатых колес( резьбо и
зубошлифовальные)
• разрезать заготовки
Шлифование также используют для обдирочных и
получистовых операций.
4. По виду обрабатываемых поверхностей
• круглошлифовальные,• внутришлифовальные,
• бесцентрово-шлифовальные,
• плоскошлифовальные
• различные специальные станки (для шлифования
резьбы, зубьев колес и т. д.)
5. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
Основными параметрами при выборе шлифовальных станковпо металлу.
• Мощность указывает на возможность обработки
различных материалов и производительность станка.
• Скорость шпинделя определяет качество и быстроту
шлифовки.
• Конструкция — возможность обработки определенных
деталей с помощью конкретных инструментов.
• Автоматизация. Оптимальным решением для
масштабного производства являются шлифовальные
станки с ЧПУ.
6.
Главным движением у всех шлифовальныхстанков является вращение шлифовального
круга (vкр, м/с).
Движения подачи у станков разных типов
различные.
7. Шлифовальные станки работают по одному принципу
обработка металла осуществляется за счетодновременного вращения абразивного
круга и перемещения или вращения
обрабатываемой детали.
Рабочей поверхностью является периферия
или торец абразивного круга, а заготовка
движется по отношению к ней по
прямолинейной или дуговой траектории.
8. Основные кинематические цепи шлифовальных станков
• вращение шлифовального круга от индивидуальногопривода;
• продольное перемещение стола от гидропривода;
• вращение обрабатываемой заготовки или стола от
индивидуального привода;
• поперечная подача шлифовального круга или заготовки
- электромеханическая или гидравлическая;
• подача круга на глубину - механическая или
гидравлическая;
• правка круга - ручная, гидравлическая,
электромеханическая
9. Назначение
Обработка по поверхностей типа: цилиндрические,пологие конические с классами точности IT6 и IT5
торцовые)
. В процессе работы используют несколько способов обработки:
• врезное шлифование;(для обработки коротких шеек,
поверхностей, ограниченных буртами, ступенчатых и
фасонных форм, а также при необходимости одновременно
шлифовать шейку и торец.
• продольное шлифование.(цилиндрических поверхностей
значительной длины)
• Комбинированное: шлифование цилиндрической части
детали производится методом проходного шлифования и
затем производится шлифование торцовой поверхности,
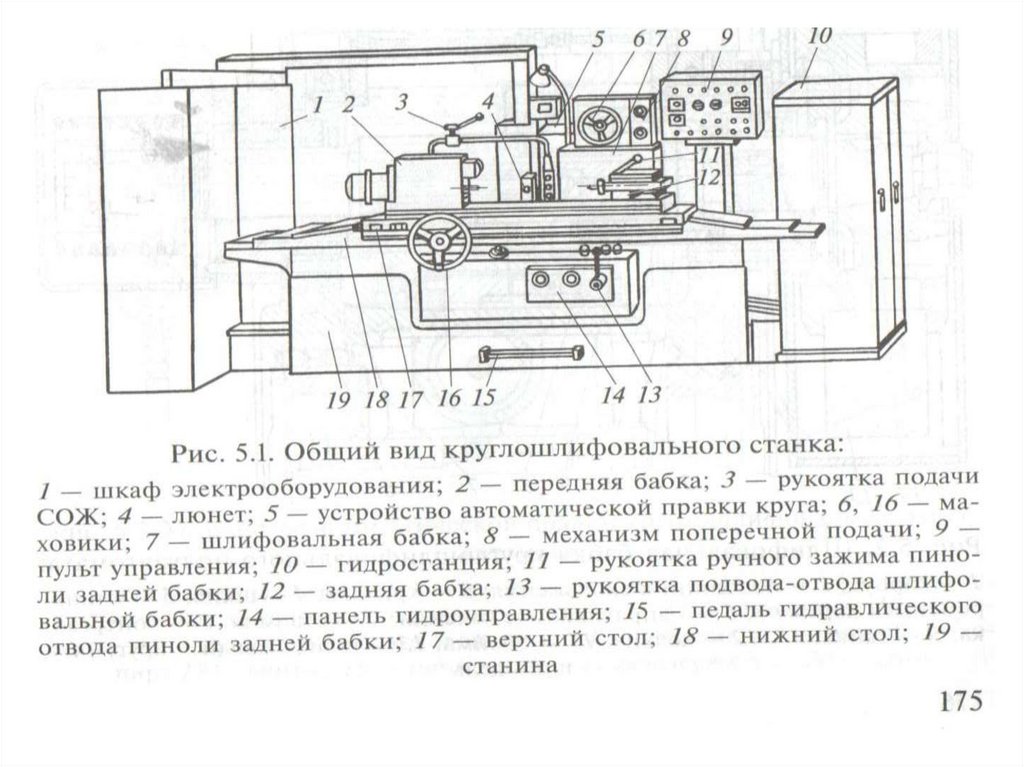
10. Универсальный круглошлифовальный станок
11.
12.
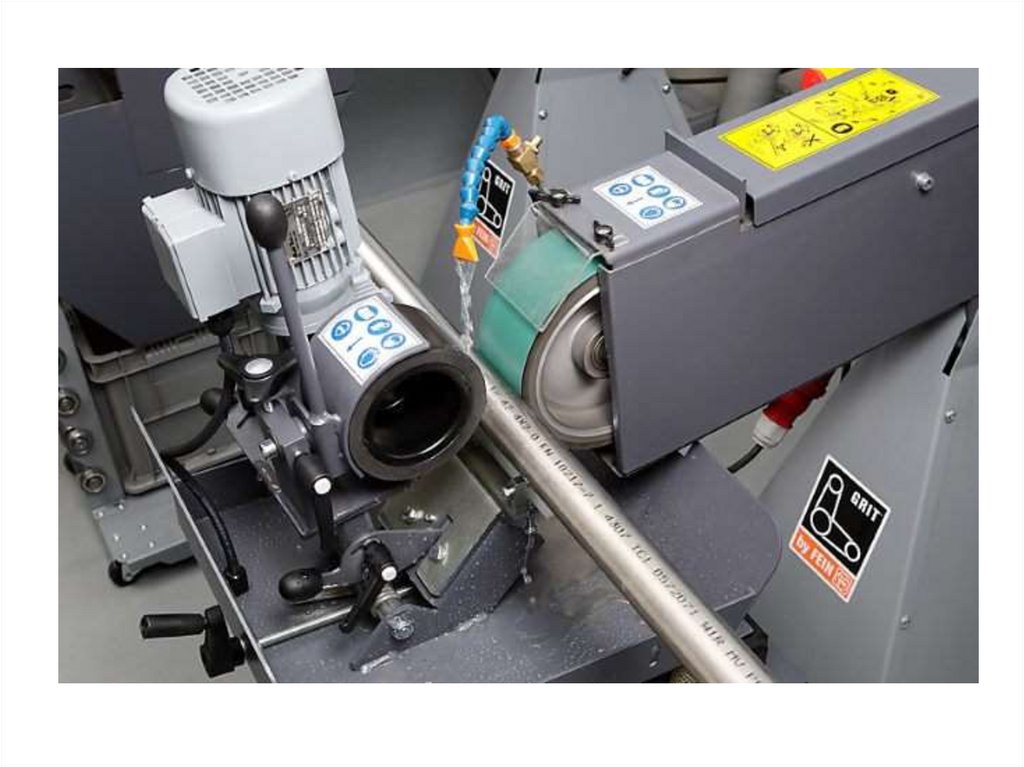
Рабочий блок станка13.
Принцип работыЗаготовку устанавливают в центрах или в патроне и
приводят во вращение навстречу шлифовальному
кругу. Вместе со столом станка она может
совершать возвратно-поступательное движение.
Шлифовальный круг в конце каждого (или
двойного) хода стола получает поперечное
перемещение на глубину резания.
14. Бесцентрово – шлифовальные станки
15.
16. Схемы бесцентрового шлифования
17. Схема шлифования заготовки при продольном движении подачи заготовки (напроход)
18.
• Шлифовальный круг совершает главноевращательное движение-скорость
резания-50-100м/с, снимает припуск с
заготовки
• Скорость ведущего круга -1-3м/с и
вращает заготовку с скоростью 1-100
м/мин
19. Схема шлифования при поперечном движение подачи круг (метод врезания)
Метод врезания20. Схема при продольном движении подачи заготовки до упора на высоту круга
Для заготовок которые немогут полностью пройти
между кругами .
Заготовки шлифуются с
продольным перемещением
вдоль оси до упора, после
чего бабка шлифовального
круга (или ведущего )
отходит и заготовка
удаляется из рабочей зоны.
21. Внутреннее бесцентровое шлифование
При выполнениивнутреннего
бесцентрового
шлифования
отверстий
заготовку
располагают на
станке между
тремя роликами,
которые
вращаются.
Абразивный круг
также вращается
на валу, и в
процессе вращения
он вводится в
отверстие,
которое нужно
обработать
22. Область применения
В условиях массового производства станкихарактеризуются: высокой производительностью и
точностью обработки
При единичном и мелко серийном производстве применяют
ограниченно ;
• Большие затраты времени на правку кругов
• Сложность наладки станков
23. Контрольные вопросы
1. Схемы шлифования2. Перечислите какие круги применяются при
безцентровом шлифовании и их назначение
3. Схема шлифования на проход
4. Чему равен угол наклона ведущего круга при
предварительном и окончательном шлифовании
5. Чему ровна скорость круговой подачи заготовки
6. Область применения станков
24. Плоскошлифовальные станки
• Шлифование плоских поверхностейРасположение шпинделя с шлифовальным
кругом может быть; вертикальным и
горизонтальным
В массовом и крупносерийном производстве
вместо плоского шлифования применяют
двустороннее шлифование торцов деталей на
станках горизонтальными осями
25.
На плоскошлифовальном оборудовании используются два методашлифовки: внешней (периферийной) частью круга и боковой (торцевой)
плоскостью, которые у некоторых моделей могут совмещаться
26. Внутришлифовальные станки
Предназначены для шлифования отверстий цилиндрическойи конической форм, а также торцов заготовки.
Делятся на обычные и планетарные (обработка крупных и
несимметричных деталей)
При обработке осуществляют следующие движения:
• Главное - движение вращение шлифовального круга
• Круговая подача-вращение заготовки
• Продольная подача-возвратно – поступательное движение
стола
• Поперечная подача( врезание)-перемещение
шлифовальной бабки в радиальном по отношению к
заготовке направлении
27.
На внутришлифовальном станке деталь крепится с помощью патронаили планшайбы на шпиндель бабки изделия, а обработка ведется
соосной с ней шлифовальной бабкой
Главная особенность внутришлифовального оборудования —
это малый размер шлифовального круга, который не может быть
больше 0.9 диаметра шлифуемого отверстия.
28. Основные узлы внутришлифовального станка
• Шлифовальная бабка, шпиндель с шлифовальнымкругом
• Бабка изделия, со шпинделем и патроном для
крепления заготовки
• Торцешлифовальное устройство, установленное
на бабке для возможности обработки с одной
установки кругом торца заготовки
29.
• В процессе шлифования вращаются заготовка ишлифовальный круг с одновременным возвратнопоступательным перемещением стола
Шлифовальной бабке периодически сообщается
поперечное движение подачи
Контроль заданного размера шлифуемого отверстия
на станке производится либо по лимбу механизма
поперечной
передачи,
либо
измерительным
прбором.
30. Профилешлифовальный
Профильно-шлифовальные станки предназначены для шлифовки криволинейных поверхностейразличной формы.
Существуют два метода профильного шлифования.
При первом инструмент движется по траектории профиля, и припуск снимается за множество
проходов.
При втором используются шлифовальные круги, наружной поверхности которых придана форма,
точно соответствующая формируемому профилю. Такое шлифование называется глубинным, т. к.
припуск в этом случае снимается за один проход
31.
Шлифовальныестанки для финишной
обработки
32. Назначение и классификация
Назначение: для удаления с поверхностей заготовокнезначительных неровностей в виде микрогребешков,
образовавшихся на предшествующих операциях
Инструмент: инструмент в виде абразивных брусков, и
абразивная лента, паста
Станки: шлифовально-доводочные
хонинговальные
суперфинишные
притирочные
полировальные
33. Шлифовально-доводочные
1. Применяют специальные мелкозернистые круги (сзернистостью 16 и менее)
2. Частота вращения круга при обработке уменьшается
в 4-5 раз
3. Частота вращения заготовки в 3раза
4. Шероховатость обрабатываемой поверхности Ra=
0,32-0,08 мкм
5. Станки обеспечивают повышение точности
геометрической формы после предварительного
шлифования.
34. Хонинговальные станки
• Хонингование применяется для обработки внутренних инаружных поверхностей до 7-го квалитета точности с
шероховатостью Ra = 0,32 - 0,08 мкм.
• Обрабатываются :внутренние поверхности таких деталей, как
гидроцилиндры, орудийные стволы, гильзы цилиндров
двигателей внутреннего сгорания и поршневых компрессоров
и.
35. Хонинговальная головка (хон, хона)
1-корпус; 2-бруски; 3-раздвигающие конусы; 4 –шарниры,шпиндель станка
36.
Хонинговальная головка (хон, хона)представляет собой инструмент, состоящий из
металлической конструкции, несущей
абразивные или алмазные бруски,
расположенные по окружности .
Эти бруски принудительно, специальным
механизмом головки раздвигаются по радиусам
постепенно за каждый ход увеличивая
обрабатываемый диаметр отверстия.
37. Хонинговальный станок
Хонинговальный станокХонинговальные станки могут
иметь горизонтальное или
вертикальное расположение
шпинделя, совершающего
вращательное движение
резания v и возвратнопоступательное движение
продольной
подачи vs относительно обычно
неподвижной заготовки. Станки
имеют много общего со
сверлильными станками.
1-стол; 2-хон; з-коробка скоростей; 4- пульт
управления, насосная станция
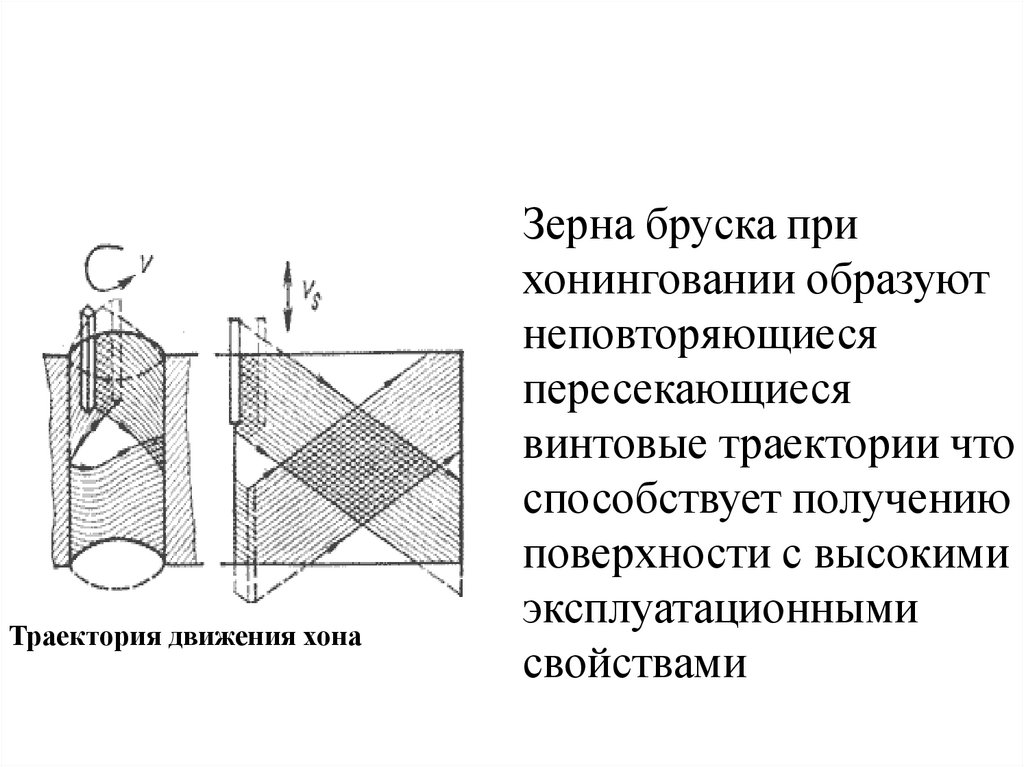
38.
Траектория движения хонаЗерна бруска при
хонинговании образуют
неповторяющиеся
пересекающиеся
винтовые траектории что
способствует получению
поверхности с высокими
эксплуатационными
свойствами
39.
Хонингование исправляет погрешности формыотверстия ввиду жесткой конструкции хона, но не
исправляет положение оси, так как инструмент
имеет шарнирное соединение со шпинделем.
Обработка ведется при обильной подаче СОЖ.
Окружная скорость 0,25-1,0 м/с, а скорость вдоль
оси 0,1-0,3 м/с. Общий припуск на хонингование не
превышает 0,2 мм. Меняя
соотношение v и vs (обычно оно 4:1), можно
изменять качество обрабатываемой поверхности.
40. Суперфиниширование
• Для отделки наружных поверхностей чаще применяютсуперфиниширование — обработку колеблющимися
брусками
• Бруски закрепляются в головке не жестко, как при
хонинговании, а упруго. Добавляется вибрационное движение
L бруска вдоль оси (рис а) с частотой до 50 Гц и амплитудой /
= 2 - 5 мм.
Подпружиненный брусок снимает шероховатости поверхности
и некоторые погрешности ее предыдущей обработки.
Выравнивание поверхности доRa = 0,16 ч- 0,02 мкм приводит к
снижению давления бруска на деталь, и процесс обработки
прекращается
41. Принцип работы бруска
Бруски закрепляются в головкене жестко, как при хонинговании,
а упруго. Добавляется
вибрационное движение L бруска
вдоль оси,- а с частотой до 50 Гц
и амплитудой = 2 - 5 мм.
Подпружиненный брусок
снимает шероховатости
поверхности и некоторые
погрешности ее предыдущей
обработки. Выравнивание
поверхности доRa = 0,16 ч- 0,02
мкм приводит к снижению
давления бруска на деталь, и
процесс обработки прекращается
42. Схема обработки деталей
Отделке этим технологическим методом подвергаются роликиподшипников и их кольца, шейки коленчатого и
распределительного вала, кулачки, калибры, поршни, клапаны
и другие ответственные детали (б). Припуск под
суперфиниширование — около 0,01 мм на диаметр.
43.
По сравнению с хонингованием зерна бруска совершаютболее сложную траекторию, чем обеспечивается более
высокое качество поверхности, хотя
суперфиниширование и не устраняет
макропогрешностей формы, полученных на предыдущей
стадии обработки
Бруски (от одного до четырех) — с алмазоносным слоем
или абразивные из карбида кремния зеленого либо
электрокорунда белого на керамической связке.
Станки одно- и многошпиндельные, центровые и
бесцентровые обычно специализированы на обработку
конкретной детали.
44. Доводка и притирка
Доводка и притирка позволяют получить самыеточные (5-го квалитета и выше) и чистые (Ra = 0,16 0,08 мкм) поверхности деталей, предварительно
прошедших обработку шлифованием.
Припуск около 0,01 мм снимается при доводке
(притирке) абразивными пастами, нанесенными на
чугунный притир, мелкозернистыми доводочными
кругами или свободным абразивом.
45. назначение
Доводка применяется :• для обеспечения герметичности соединений,
повышения усталостной прочности деталей,
срока их службы
• используется при заточке режущего инструмента,
изготовлении плунжерных пар топливной
аппаратуры дизелей,
• калибров, ответственных подшипников и т. п.
46. Схемы доводки
Доводка и притиркаосуществляются
вручную или на
специальных станках
при скорости 0,1-2,0
м/с и малых давления
а- ручная доводка ; б-машинная довока
47.
Важную роль играют в процессепритирки
• режимы обработки и состав абразивных
элементов,
• жидкие компоненты суспензии или СОЖ,
используемых при обработке (например,
минеральные масла с различными добавками)
. Доводку осуществляют в несколько операций,
изменяя пасту и режимы работы
48. Полировка
• Отделочная операция полировка –доведение обрабатываемой
поверхности до зеркального блеска
• Для обработки используют
мелкозернистую абразивную ленту(на
тканевой основе)
• Шероховатость Ra=0,16-0,02мкм