

, специализированные и специальные (шлице")

















 Промышленность
ПромышленностьПохожие презентации:


")
. Тема 3.3")




")

Назначение фрезерных станков
1. Назначение фрезерных станков
•Фрезерные станки предназначены дляобработки наружных и внутренних плоских,
фасонных поверхностей, уступов, пазов,
прямых и винтовых канавок, шлицев на валах,
нарезание зубчатых колес и т. д.
•Фрезерные станки применяются в
единичном, серийном и массовом
производстве. Они относятся к шестой группе
и выпускаются девяти типов (кроме того,
фрезерные станки входят и в пятую группу
зубо- и резьбообрабатывающих станков).
2. Типы фрезерных станков
1.Вертикально-фрезерные, консольные (6Н12).2.Фрезерные непрерывного действия (6А23).
3.Продольные одностоечные (6308).
4.Копировальные и гравировальные (640).
5.Вертикально-фрезерные бесконсольные (6М51).
6.Продольные двухстоечные (6А630).
7.Консольно-фрезерные операционные (671).
8.Горизонтально-фрезерные консольные (6Н82).
9.Разные фрезерные.
3. Выпускаются универсальные (вертикально-фрезерные, горизонтально-фрезерные, продольно-фрезерные), специализированные и специальные (шлице
Выпускаются универсальные (вертикально-фрезерные,горизонтально-фрезерные, продольно-фрезерные),
специализированные и специальные
(шлицефрезерные, шпоночно-фрезерные, карусельнофрезерные, копировально-фрезерные и др.) фрезерные
станки.
Основным параметром, характеризующим
фрезерные станки общего назначения,
является размер рабочей поверхности стола
в мм.
0....................................................... 200x800
1....................................................... 250x1000
2....................................................... 320x1250
3....................................................... 400x1600
4....................................................... 500x2000
4. Формообразующие движения
• вращение фрезы (главное движение);• движение подачи, которое сообщают
заготовке или фрезе.
• Приводы главного движения и подачи
выполняют раздельно. Вспомогательные
движения, связанные с подводом и отводом
заготовки к инструменту, механизированы и
осуществляются от привода ускоренных
перемещений.
5. По конструктивным особенностям фрезерные станки бывают:
•консольными (стол расположен наподъемном кронштейне-консоли),
•бесконсольными (стол перемещается на
неподвижной станине в продольном и
поперечном направлениях);
• станками непрерывного действия
(карусельные и барабанные).
В единичном, мелко- и среднесерийном
производстве наиболее распространены
консольные горизонтальные, универсальные и
вертикальные фрезерные станки.
6.
• Консольный горизонтально-фрезерный станок имеетгоризонтально расположенный, не меняющий своего места
шпиндель. Стол может перемешаться перпендикулярно к оси
шпинделя в горизонтальном, вертикальном направлениях и вдоль
оси, параллельной ей.
• Универсальный консольный горизонтально-фрезерный
станок имеет горизонтальный шпиндель и выдвижной хобот. На
Консоли расположены салазки и стол. Универсальные консольнофрезерные станки отличаются от горизонтальных тем, что
имеют стол, который может поворачиваться на требуемый угол.
• Широко универсальный консольный горизонтальнофрезерный станок помимо горизонтального шпинделя имеет
шпиндельную головку , которая может, поворачиваться на хоботе
в двух взаимно перпендикулярных направлениях (вокруг
вертикальной и горизонтальной осей), благодаря чему шпиндель с
фрезой можно устанавливать под любым углом к плоскости
стола и к обрабатываемой заготовке. На головке монтируют
накладную головку 2 предназначенную для сверления,
рассверливания, зенкерования, растачивания и фрезерования.
7.
• Консольный вертикально-фрезерный станокимеет вертикальный шпиндель, который размещен в
поворотной шпиндельной головке, установленной на
стойке .
• Бесконсольные вертикально- и горизонтальнофрезерные станки, служащие для обработки заготовок
крупногабаритных деталей, имеют салазки и стол, которые
перемещаются по направляющим станины. Шпиндельная
головка перемещается по направляющим стойки. Шпиндель
имеет осевые перемещения при установке фрезы.
• Эти станки имеют вертикально расположенный
шпиндель, перемещающийся вертикально, а в некоторых
моделях еще и поворачивающийся.
• Стол может перемещаться в горизонтальном направлении
перпендикулярно к оси шпинделя и в вертикальном
направлении.
8.
• Продольно-фрезерные станкипредназначены для обработки заготовок
крупногабаритных деталей.
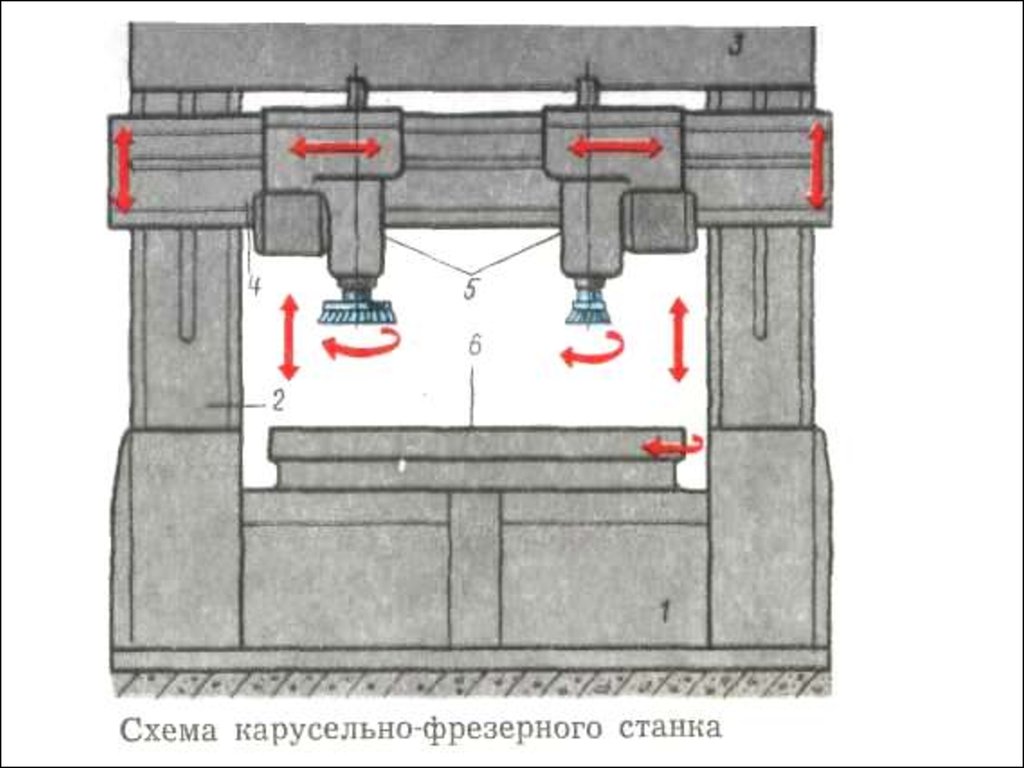
• Карусельно-фрезерные станки,
предназначенные для обработки поверхностей
торцовыми фрезами, имеют один или несколько
шпинделей для чистовой и черновой обработки.
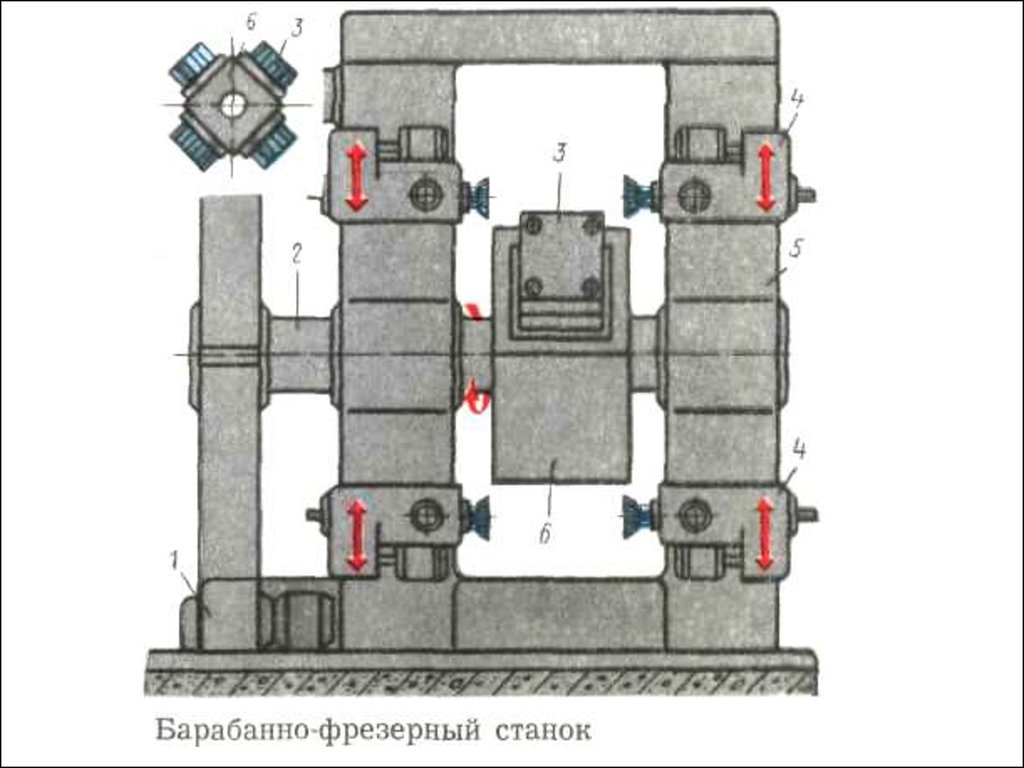
• Барабанно-фрезерные станки используются
в крупносерийном и массовом производстве.
• Фрезерные станки непрерывного
действия (карусельные) имеют вертикально
расположенный шпиндель (шпиндели).
9.
• Шпоночно-фрезерные станки (относятся ктипу «разные») имеют вертикальный
шпиндель, осуществляющий вращательное
и одновременно с ним планетарное
движение.
Диаметр планетарного движения может изменяться в
соответствии с заданной шириной шпоночного
гнезда.
• Стол перемещается возвратнопоступательно в продольном направлении.
Рабочий цикл автоматизирован. Примерами
этих станков могут быть станки моделей
6Д91, 6Д92 и т. д.
10.
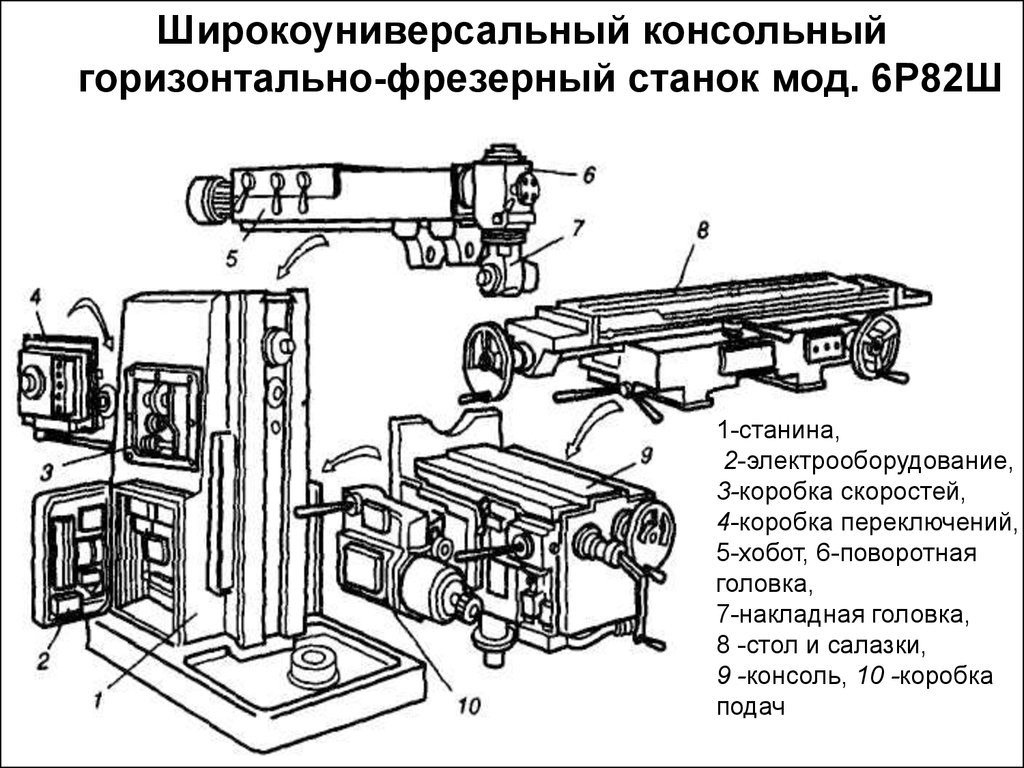
Широкоуниверсальный консольныйгоризонтально-фрезерный станок мод. 6Р82Ш
1-станина,
2-электрооборудование,
3-коробка скоростей,
4-коробка переключений,
5-хобот, 6-поворотная
головка,
7-накладная головка,
8 -стол и салазки,
9 -консоль, 10 -коробка
подач
11.
Кинематическаясхема станка мод.
6Р82Ш
1—17— кинематическая цепь механизма
движения горизонтального шпинделя,
18 (коробки скоростей),
19—45— кинематическая цепь коробки
подач, 46—77— детали механизмов передач продольного,
поперечного,
вертикального
перемещения стола,
78—97— кинематическая цепь механизма
движения шпинделя
поворотной головки 98
12.
• Станок 6Р82Ш служит для выполнения различныхфрезерных работ, а также сверлильных и несложных
расточных работ в заготовках из чугуна, стали, цветных
металлов. Станок может работать в
полуавтоматическом и автоматическом режимах, что
дает возможность многостаночного обслуживания.
• Техническая характеристика станка 6Р82Ш.
Размер рабочей поверхности; стола (длина
×ширина) 1250 × 320 мм; наибольшее
перемещение стола: продольное — 800 мм,
поперечное — 240 мм, вертикальное — 360 мм;
число ступеней частот вращения шпинделя 18;
пределы частот вращения шпинделя 31,5—1600
об/мин; число подач стола 18; пределы подач
продольных и поперечных 25—1250 мм/мин,
вертикальных — 416,6 мм/мин; размеры станка
2305 × 1950 × 1680 мм; масса 2830 кг.
13.
Кинематика станка.• Привод горизонтального шпинделя (главного
движения) осуществляется
электродвигателем М1 через зубчатые
передачи.
• Число ступеней частот вращения равно
числу вариантов передаточных отношений
от электродвигателя до шпинделя, т. е. 3 × 3
× 2= 18.
• Минимальная частота вращения nmin=
1460 × [(27/53) × (60/38) ×(17/46) × (19/69)] =
31,5 мин-1.
• Максимальная nmax = 1460× [(27/53)
×(22/32) × (38/26) × (82/38)] = 1600 мин-1.
14.
• Шпиндель поворотной головки приводится вовращение от электродвигателя М2 через зубчатые
передачи. Число ступеней вращения 2 × 3 × 2 =
12; nmin = 1430 × [(28/72) × (34/66) × (21/59) ×
(28/28) × (19/19)] = 1600 мин-1.
• Привод подач стола в поперечном и продольном
направлениях осуществляется через зубчатые
передачи от электродвигателя МЗ. Минимальная
подача стола в указанных направлениях Smin =
1430 ×[(26/50) × (26/57) × (18/36) × (18/40) ×
(13/45) × (18/40) × (28/35) × (18/33) ×(33/37) ×
(18/16) × (18/18)] × 6мм = 25 мм/мин, Smax = 1430
×[(26/50) × (26/57)×(36/18) × (24/24) × (40/40) ×
(28/35) × (18/33) × (33/37) × (18/16) × (18/18)]
×6мм= 1250 мм/мин.
15.
• Ускоренная подача стола впродольном и поперечном
направлениях Sу = 1430 ×[(26/33) ×
(28/35) × (18/33) × (33/37) × (18/16) ×
(18/18)] × 6мм =3000 мм/мин.
• Максимальная подача стола в
вертикальном направлении SB max
=1430×[(26/50) × (26/57) × (36/18) ×
(24/34) × (40/40) × (28/35) × (18/33)
×(22/33) × (23/46)] × 6мм = 1000
мм/мин.
16. Кинематическая схема 6Р82Г
• Ml, M2 —электрод
вигатели;
I—XIX —
номера
валов
17. 6Р82Г ОБЩИЙ ВИД
18. 6Р82Г ОБЩИЙ ВИД
19.
• Системы ЧПУобеспечивают высокий
уровень автоматизации
подготовки управляющих
программ
непосредственно на
станке, за счет
графической поддержки,
диалогового режима с
использованием меню,
наличия множества
постоянных циклов и
параметрического
программирования, что
позволяет повысить
надежность работы
станка и достичь
наибольших показателей
Вертикальный консольноточности обработки и
фрезерный станок
мод.
производительности.
6ДМ13Ф3
20.
Широкоуниверсальныеконсольно-фрезерные
станки мод. 6М81ШФ2 и
6М82ШФ2
Оснащение станка устройством ЧПУ, автоматический выбор оси
перемещений и скорости подачи позволяет производить обработку
деталей в автоматическом цикле.
Наличие, наряду с горизонтальным, вертикального поворотного шпинделя,
имеющего возможность установки под различными углами в двух взаимно
перпендикулярных плоскостях, механизма зажима инструмента и ряда
дополнительных приспособлений и принадлежностей, позволяет
существенно расширить технологические возможности станков.
21.
•Вертикальноконсольнофрезерный
станок 6К12
предназначен для
выполнения всех видов
фрезерных работ,
сверления, зенкерования
и растачивания
отверстий на деталях из
черных и цветных
металлов, их сплавов и
пластмасс в условиях
единичного,
мелкосерийного и
серийного производства
22.
• Широкоуниверсальныйконсольно-фрезерный
станок 6К81Ш
предназначен для
выполнения всех видов
фрезерных работ,
сверления, зенкерования и
растачивания отверстий на
деталях из черных и
цветных металлов, их
сплавов и пластмасс в
условиях единичного,
мелкосерийного и
серийного производства.
Простота обслуживания и
быстрая переналадка
приспособлений и
инструмента представляют
значительные удобства при
использовании станка в
мелкосерийном
производстве.
23.
Кинематическая схемастанков
6Н81Г и
6Н81
24.
Бесконсольныйвертикальнофрезерный
станок модели
654
25.
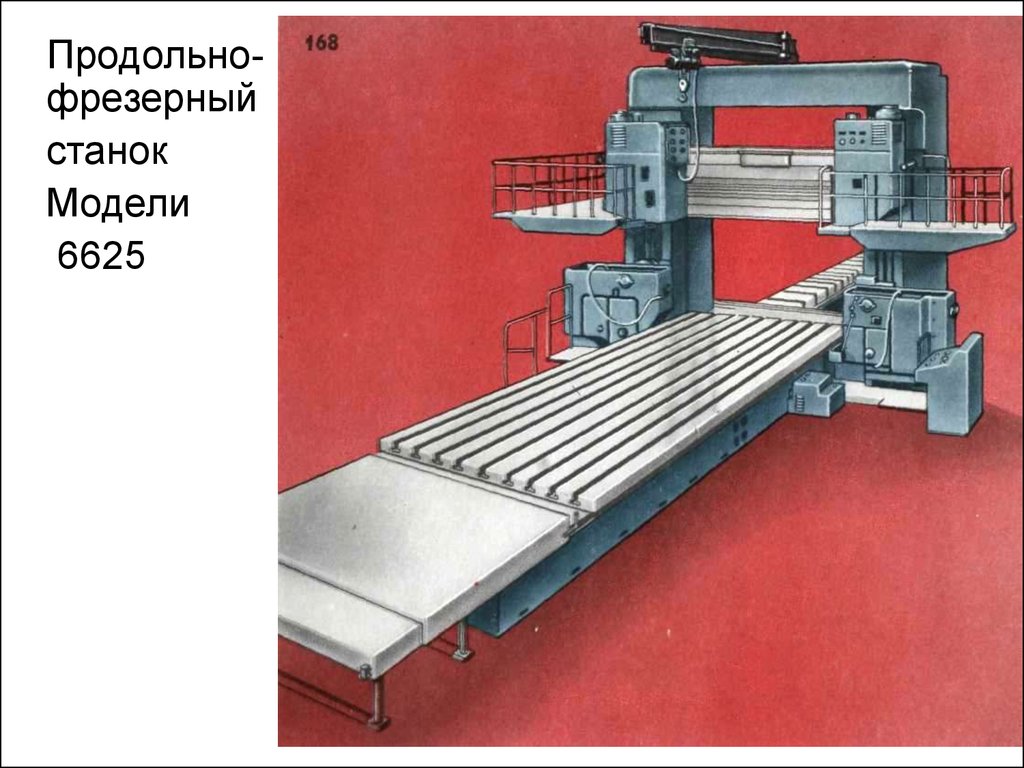
Продольнофрезерныйстанок
Модели
6625
26.
•Продольно-фрезерные станки предназначены дляобработки заготовок корпусных и крупногабаритных
деталей из чугуна, стали, цветных металлов и сплавов
в условиях единичного и серийного производства. Стол
продольно-фрезерных станков расположен на
неподвижной станине и имеет лишь одно продольное
перемещение (медленное при рабочей подаче и быстрое
при остальных движениях).
•В станках с программным управлением управление
рабочими органами в процессе обработки производится
автоматически по заранее разработанной программе,
без непосредственного участия рабочего.
•Программное управление позволяет:
автоматизировать процесс обработки; сократить
время переналадки станка, сведя всю переналадку к
установке инструмента, заготовки и программы на
станке; организовать многостаночное обслуживание в
серийном и мелкосерийном производстве; повысить
производительность труда, культуру производства и
качество обработанных деталей.
•Станки-автоматы и копировальные станки выгодно
использовать в крупносерийном и массовом
27.
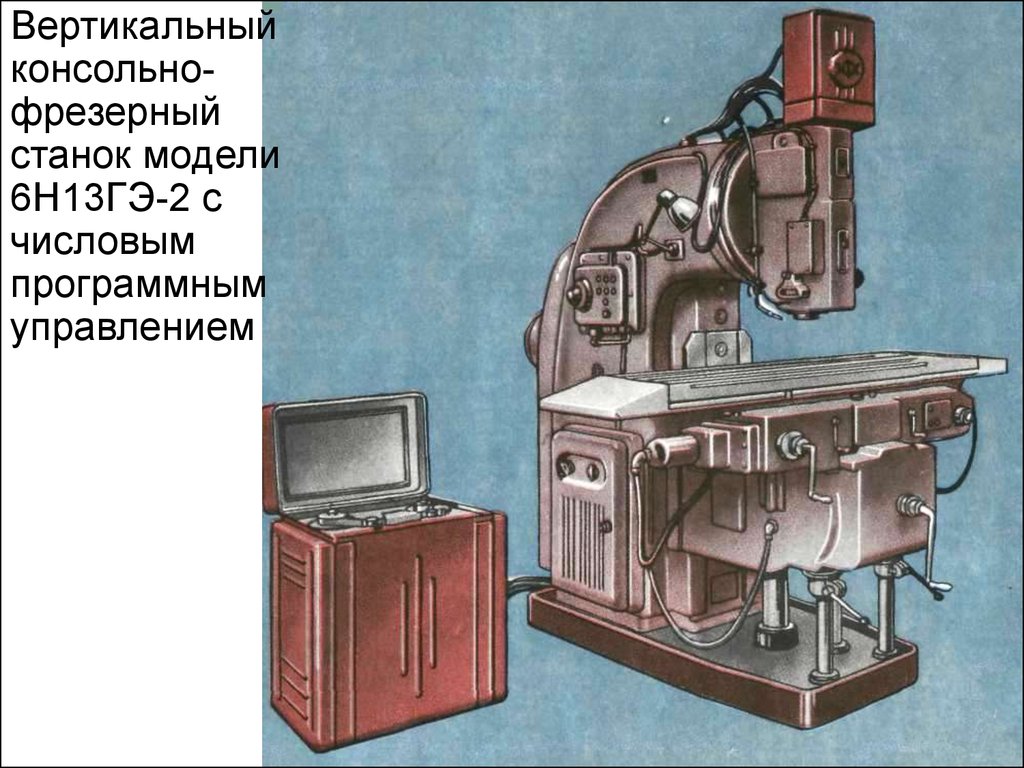
Вертикальныйконсольнофрезерный
станок модели
6Н13ГЭ-2 с
числовым
программным
управлением
28.
29.
30. Особенности наладки фрезерных станков
Выбор метода обработки при фрезеровании.• В зависимости от материала заготовки необходимо установить метод
обработки — встречное или попутное фрезерование.
• Встречное фрезерование применяют для вязких материалов, а
попутное — для хрупких, чтобы не допустить выкрашивания кромки
заготовки.
• Перед началом попутного фрезерования нужно устранить зазор
(«мертвый ход») в паре винт —гайка механизма перемещения стола.
• Наладку фрезерного станка осуществляют следующей
последовательности:
• -проверяют на холостом ходу исправность станка к выполнению
различных операций фрезерования;
• -в соответствии с картой наладки (или указаниями мастера)
устанавливают частоту вращения шпинделя и подачу;
• -проверяют надежность зажима салазок, по которым перемещается
стол и консоль на стойке станка;
• - проверяют надежность крепления приспособлений и заготовок на
столе;
• -настроить кулачки, ограничивающие ход и выключающие
механическую подачу стола;
• -устанавливают и настраивают режущий инструмент.