")














 Промышленность
ПромышленностьПохожие презентации:






")



Основы обработки металлов давлением
1. ОСНОВЫ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ (ОМД)
2. Обработка металлов давлением
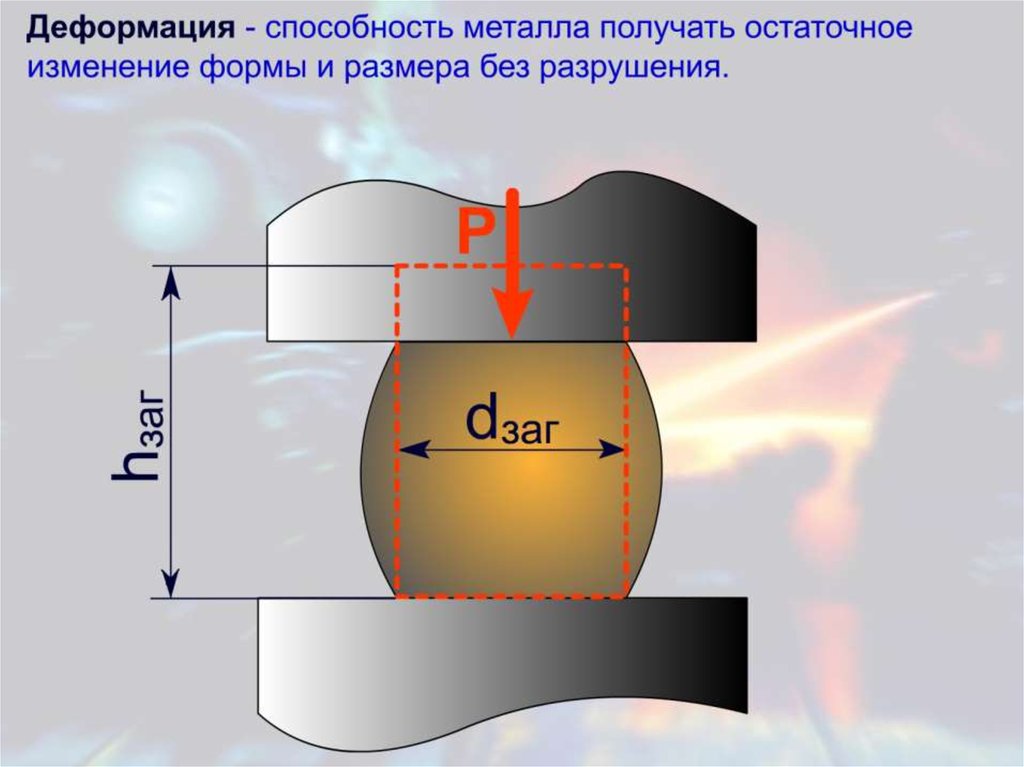
Обработка металлов давлением заключается в пластическом измененииформы и размеров деталей посредством их деформирования.
Основные задачи пластического деформирования:
- формообразование;
- улучшение структуры металла с целью повышения его
физико-механически свойств.
Исходными материалами ОМД являются слитки или заготовки массой 3...8
т, редко до 300 т (для получения специальных поковок).
3. Область применения ОМД
В автомобиле- и тракторостроении широко используется продукцияпрокатного производства: лист, трубы, сортовой прокат.
Методом объемной штамповки получают заготовки для ответственных
деталей (коленчатые валы, крестовины кардана, шатуны и т.д.).
Листовая штамповка используется
при изготовлении кузовов легковых
автомобилей, кабин грузовых
автомобилей и тракторов и т.д.
4.
5. Величина деформации при обработке давлением
Абсолютные деформации:Dh h0 h1
- обжатие
Dl l1 l0
- удлинение
B0
Db b1 b0 - уширение
Относительные деформации:
- относительное обжатие
b ( b1 b0 ) / b0 Db / b0
B1
D0
A0
h ( h0 h1 ) / h0 Dh / h0
Dh
h0
- относительное уширение
l ( l1 l 0 ) / l 0 Dl / l 0
- относительное удлинение
h1
A1
b0
b1
Коэффициенты деформации
h1 / h0 - коэффициент обжатия
l1 / l0 - коэффициент удлинения (вытяжка)
b1 / b0
C0
- коэффициент уширения
D1
C1
l0
l1
6. Схемы деформации
DID II
D III
7. Основные законы пластической деформации
• Закон постоянства объемаИспользуется: при определении объема
исходного металла; определения числа
переходов.
• Закон наименьшего сопротивления
Используется: при определении формы
поперечного сечения заготовки.
• Закон подобия
Используется: при моделировании обработки
крупногабаритных заготовок.
8. Закон постоянства объема
При первичной обработке давлением плотность металла изменяется0,1...0,2%, за счет упругого уменьшения межатомных расстояний, которым
можно пренебречь.
h b l
1 1 1 1
h b l
2 2 2
h b l h b l
1 1 1
2 2 2
Логарифмируя полученное уравнение, найдем:
h
b
l
1
1
ln ln ln 1 0
h
b
l
2
2
2
или
0,
h
b
l
то есть при пластической деформации алгебраическая сумма трех главных
деформаций равна 0.
9. Закон наименьшего сопротивления
Каждая элементарная частица деформируемого тела перемещается внаправлении наименьшего сопротивления перпендикулярно действию
нагрузки (сил).
Р
А
А-А
А
1
3
2
4
Направление течения металла при осадке прямоугольного бруса
с большим коэффициентом трения
10. Закон подобия
Vнb1
VМОД
b
h1
h
Fн
F
l
l1
Соотношение соответствующих сторон:
h b l M
h b l
1 1 1
где М – масштаб моделирования.
Отношения полных усилий деформации пропорциональны отношению
площадей сечения и равно квадрату масштабного моделирования:
P
F
Н Н M2
P
F
мод
мод
11. Пластичность
12.
13.
14.
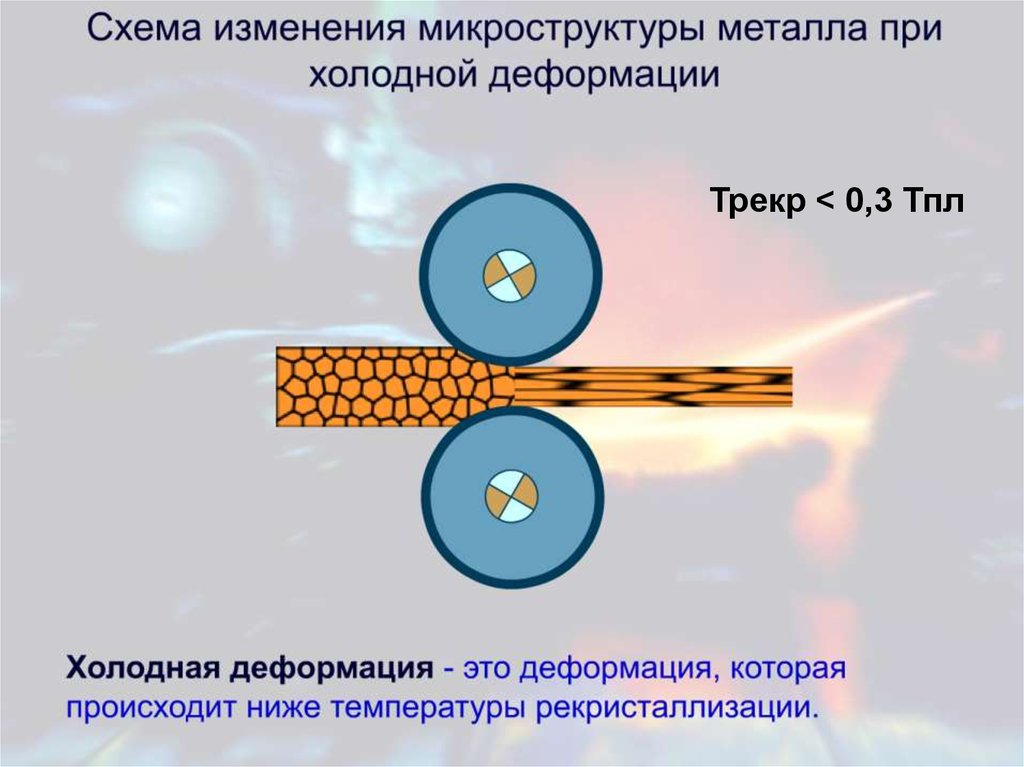
Трекр < 0,3 Тпл15.
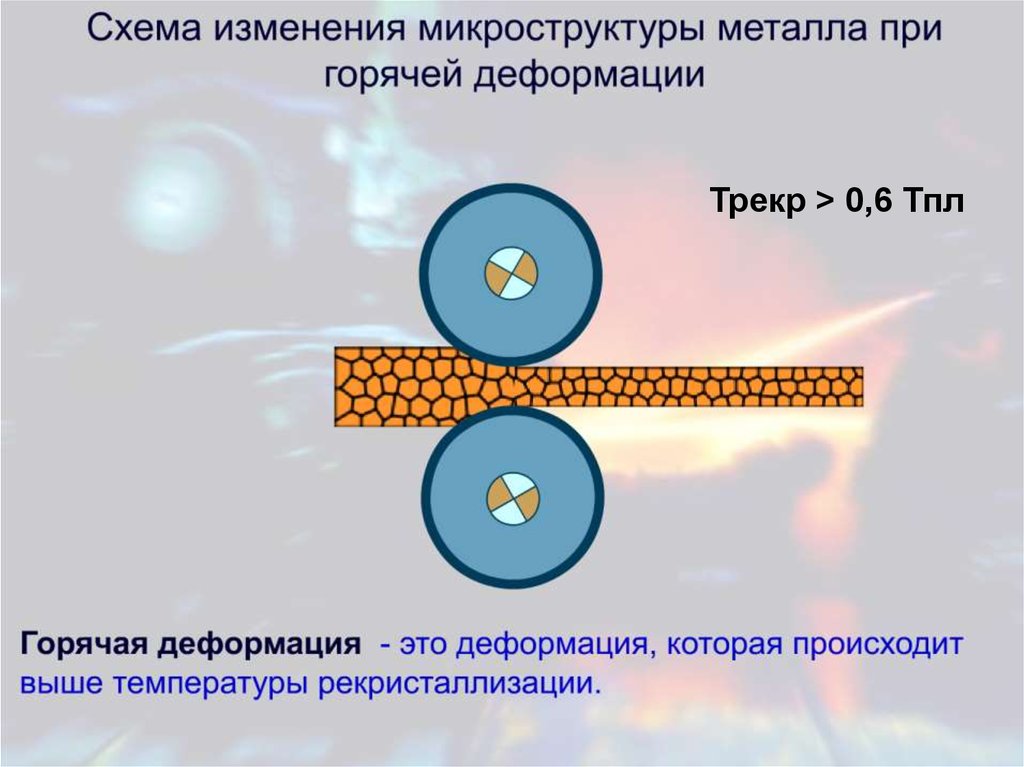
Трекр > 0,6 Тпл16. Нагревательные устройства
• по источнику энергии (пламенные и электрические);• по назначению (прокатные, термические, кузнечные);
• по принципу действия (камерные и методические).
а)
б)
д)
в)
t1
е)
t2
а – шахтная нагревательная печь; б – камерная печь с выдвижным
подом; в – методическая печь; г – кузнечный горн; д – камерная
электрическая печь; е – установка индукционного нагрева
17. График нагрева заготовки
Температура, K1
2
нагрев
остывание
3
Тk1
Тmax1
Время, с
1
1 – температура поверхности;
2 – температура сердцевины;
3 – разность температур между поверхностью и сердцевиной
18. Основные способы обработки давлением
аг
б
в
д
е
а – прокатка; б – волочение; в – прессование; г – свободная ковка;
д – объемная штамповка; е – листовая штамповка
19.
Основные способы обработкидавлением
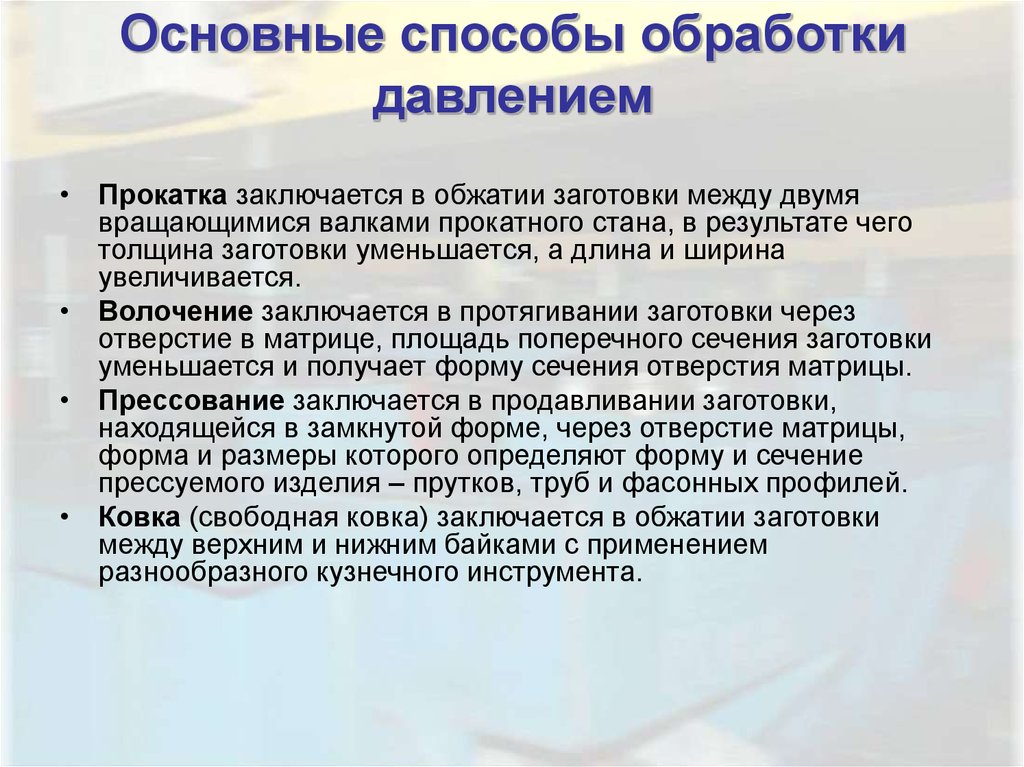
• Прокатка заключается в обжатии заготовки между двумя
вращающимися валками прокатного стана, в результате чего
толщина заготовки уменьшается, а длина и ширина
увеличивается.
• Волочение заключается в протягивании заготовки через
отверстие в матрице, площадь поперечного сечения заготовки
уменьшается и получает форму сечения отверстия матрицы.
• Прессование заключается в продавливании заготовки,
находящейся в замкнутой форме, через отверстие матрицы,
форма и размеры которого определяют форму и сечение
прессуемого изделия – прутков, труб и фасонных профилей.
• Ковка (свободная ковка) заключается в обжатии заготовки
между верхним и нижним байками с применением
разнообразного кузнечного инструмента.
20.
Основные способы обработкидавлением
• Штамповкой называют процесс деформации
металла в штампах. Различают объемную горячую и
холодную листовую штамповку. При объемной
штамповке предварительно нагретую заготовку
деформируют в замкнутой полости штампа, формы и
размеры которой определяют форму и размеры
получаемой поковки.
• Листовая штамповка состоит в деформации в
холодном состоянии листовой исходной заготовки в
штампе, имеющем матрицы с прижимным кольцом и
пуансоном.