




 Промышленность
ПромышленностьПохожие презентации:










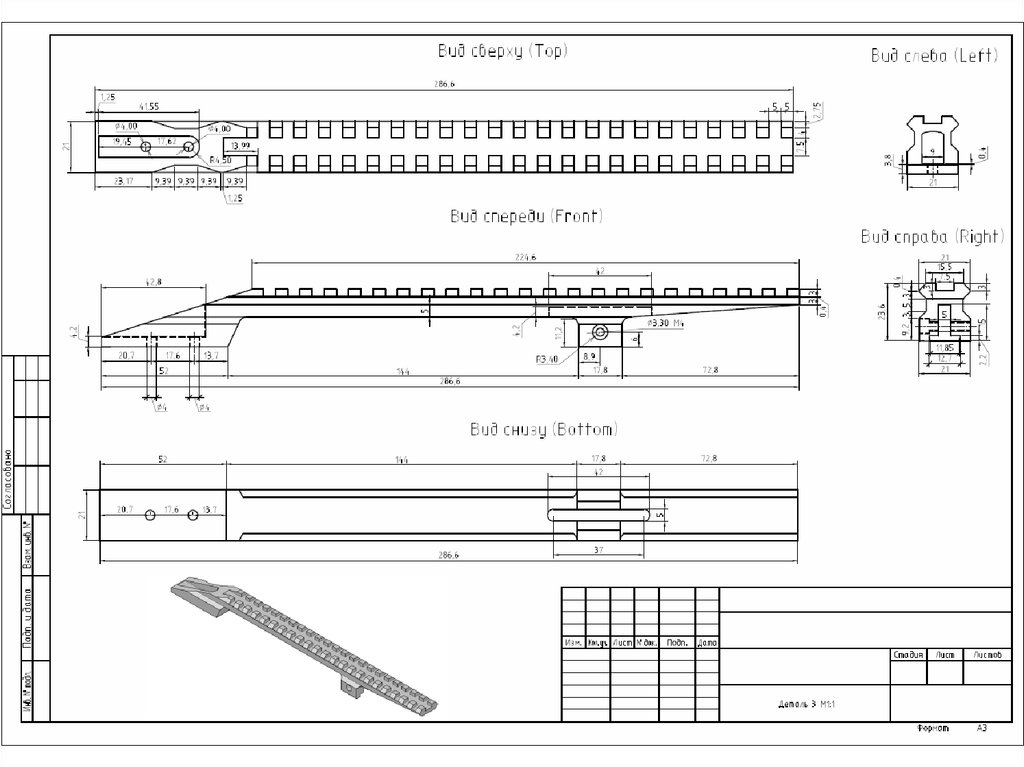
Описание технологического процесса и изготовление детали «Планка Пикатинни
1. ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА И ИЗГОТОВЛЕНИЕ ДЕТАЛИ «ПЛАНКА ПИКАТИННИ»
Руководитель:Елохина Н.Н.
Выполнил:
Васипов А.В.
2.
Назначение детали и описание её работы в изделииПланка Пикатинни – система рельсового интерфейса,
кронштейн, используемый на различных видах стрелкового
вооружения для обеспечения унификации креплений
прицелов (оптических, коллиматорных) и прочих
вспомогательных принадлежностей, в том числе тактических
фонарей, лазерных целеуказателей, сошек и др.
3.
4.
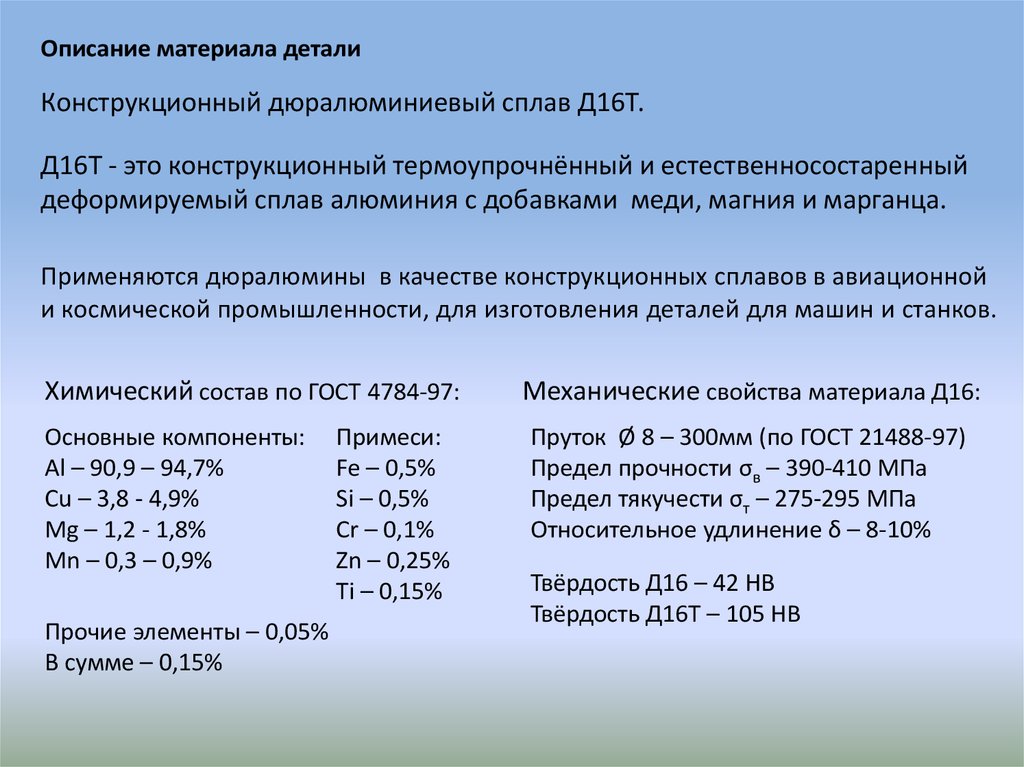
Описание материала деталиКонструкционный дюралюминиевый сплав Д16Т.
Д16Т - это конструкционный термоупрочнённый и естественносостаренный
деформируемый сплав алюминия с добавками меди, магния и марганца.
Применяются дюралюмины в качестве конструкционных сплавов в авиационной
и космической промышленности, для изготовления деталей для машин и станков.
Химический состав по ГОСТ 4784-97:
Основные компоненты:
Al – 90,9 – 94,7%
Cu – 3,8 - 4,9%
Mg – 1,2 - 1,8%
Mn – 0,3 – 0,9%
Прочие элементы – 0,05%
В сумме – 0,15%
Примеси:
Fe – 0,5%
Si – 0,5%
Cr – 0,1%
Zn – 0,25%
Ti – 0,15%
Механические свойства материала Д16:
Пруток Ø 8 – 300мм (по ГОСТ 21488-97)
Предел прочности σв – 390-410 МПа
Предел тякучести σт – 275-295 МПа
Относительное удлинение δ – 8-10%
Твёрдость Д16 – 42 HB
Твёрдость Д16Т – 105 HB
5.
Описание технологического оборудованияВертикальный обрабатывающий центр VDL-500
Обрабатывающий центр VDL-500 фрезерный, с вертикальным расположением
шпинделя и системой числового программного управления FANUC Oi-MC
предназначен для высокоточных фрезерных работ, сверлильных, расточных и
других операций, а также нарезания резьбы.
6.
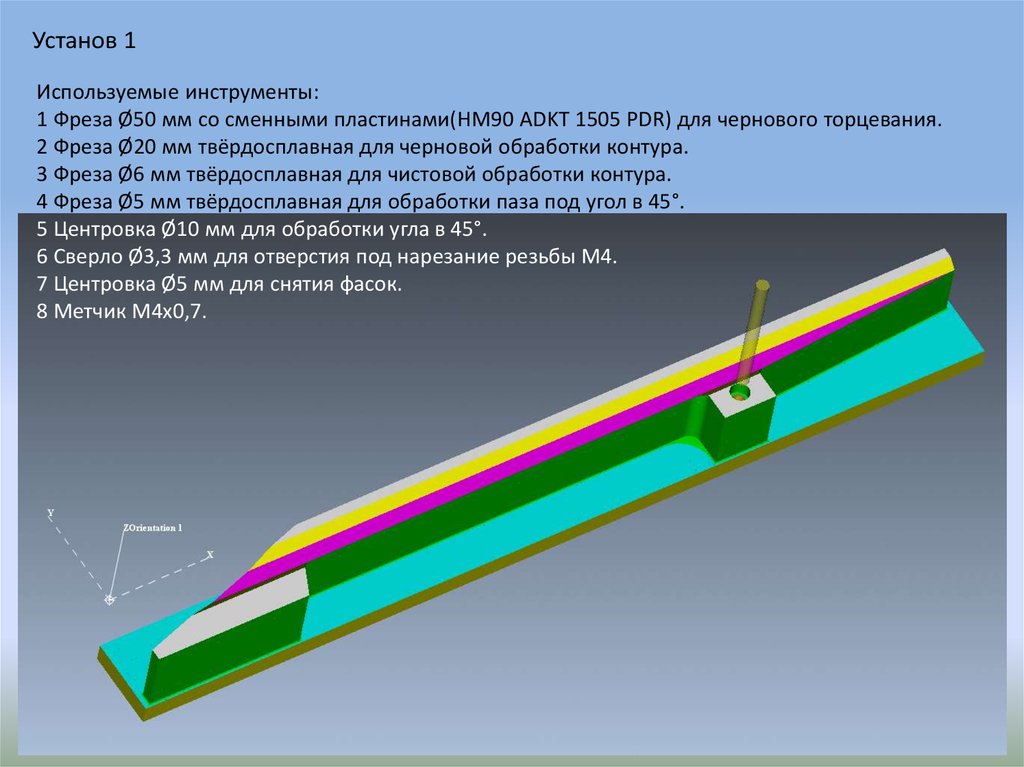
Установ 1Используемые инструменты:
1 Фреза Ø50 мм со сменными пластинами(HM90 ADKT 1505 PDR) для чернового торцевания.
2 Фреза Ø20 мм твёрдосплавная для черновой обработки контура.
3 Фреза Ø6 мм твёрдосплавная для чистовой обработки контура.
4 Фреза Ø5 мм твёрдосплавная для обработки паза под угол в 45°.
5 Центровка Ø10 мм для обработки угла в 45°.
6 Сверло Ø3,3 мм для отверстия под нарезание резьбы М4.
7 Центровка Ø5 мм для снятия фасок.
8 Метчик М4х0,7.
7.
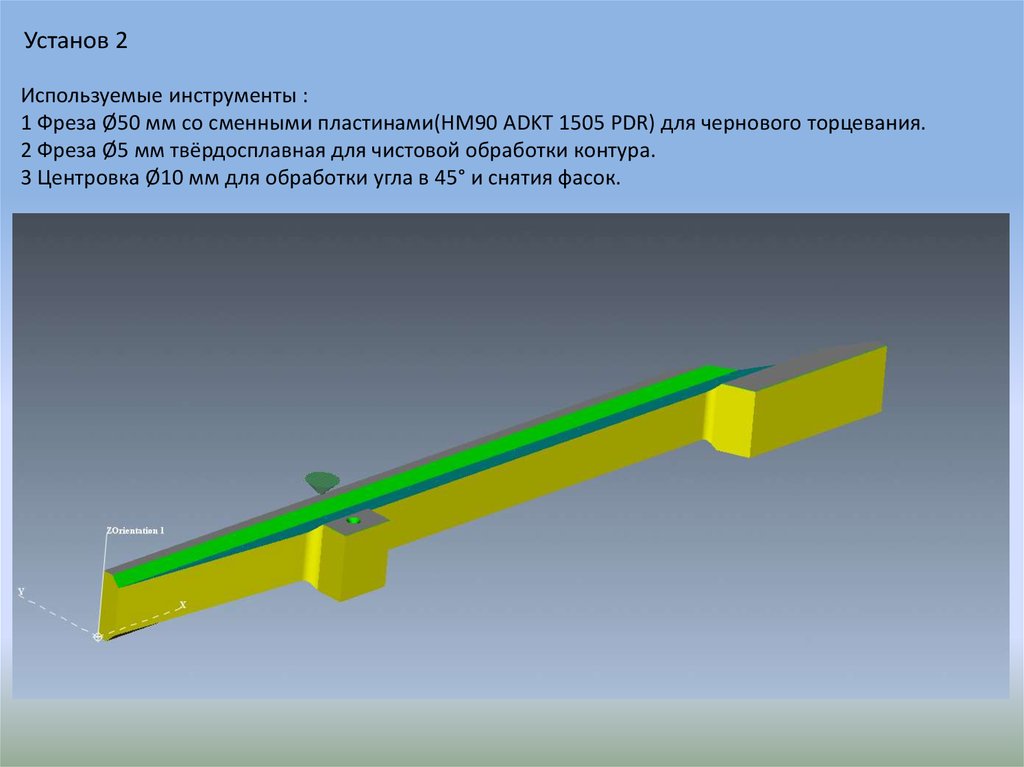
Установ 2Используемые инструменты :
1 Фреза Ø50 мм со сменными пластинами(HM90 ADKT 1505 PDR) для чернового торцевания.
2 Фреза Ø5 мм твёрдосплавная для чистовой обработки контура.
3 Центровка Ø10 мм для обработки угла в 45° и снятия фасок.
8.
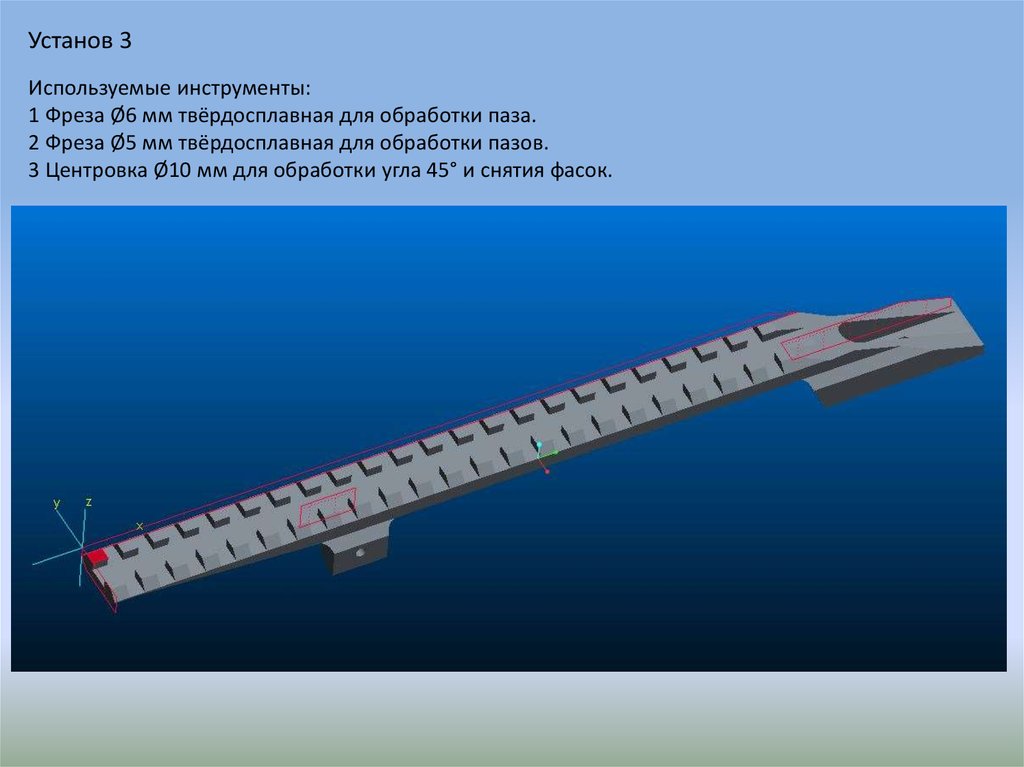
Установ 3Используемые инструменты:
1 Фреза Ø6 мм твёрдосплавная для обработки паза.
2 Фреза Ø5 мм твёрдосплавная для обработки пазов.
3 Центровка Ø10 мм для обработки угла 45° и снятия фасок.
9.
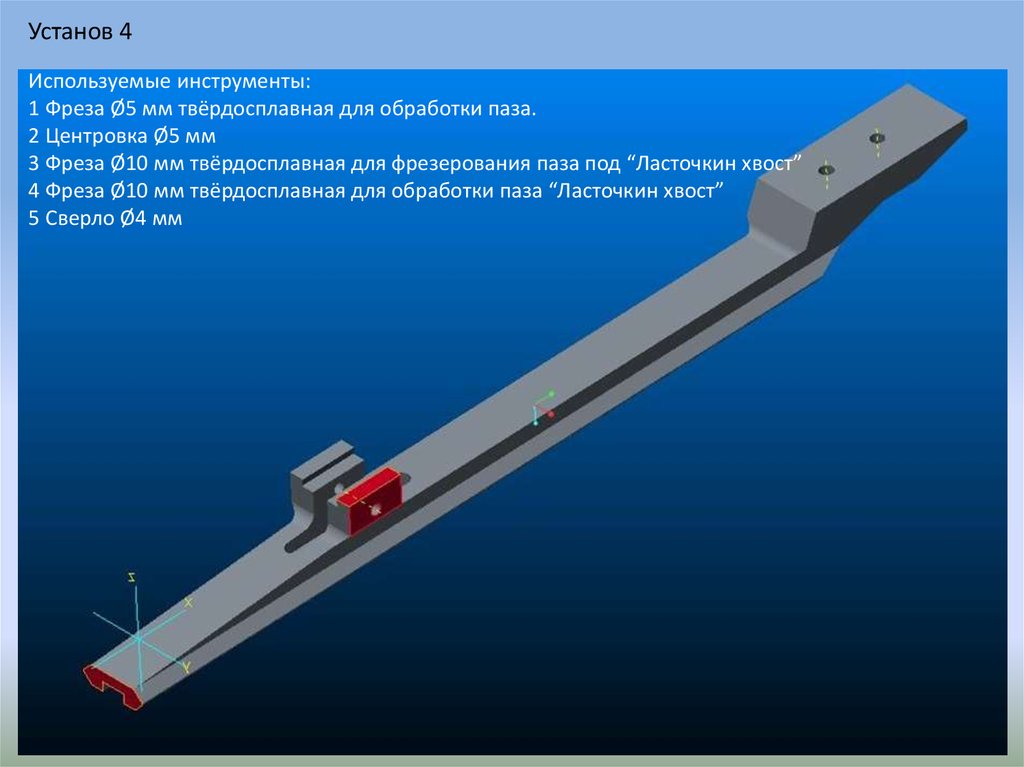
Установ 4Используемые инструменты:
1 Фреза Ø5 мм твёрдосплавная для обработки паза.
2 Центровка Ø5 мм
3 Фреза Ø10 мм твёрдосплавная для фрезерования паза под “Ласточкин хвост”
4 Фреза Ø10 мм твёрдосплавная для обработки паза “Ласточкин хвост”
5 Сверло Ø4 мм
10.
Мерительный инструмент, используемый при изготовлении деталиШтангенциркуль ШЦК-1 – 150 – 0,02 (ГОСТ 166 – 89)
Штангенциркуль модели «ШЦК» с отсчетом по круговому стрелочному индикатору
предназначается для внутренних и наружных измерений толщин, а также для
измерения глубины.
Диапазон измерения: 0 – 150 мм
Цена деления: 0,02 мм
11.
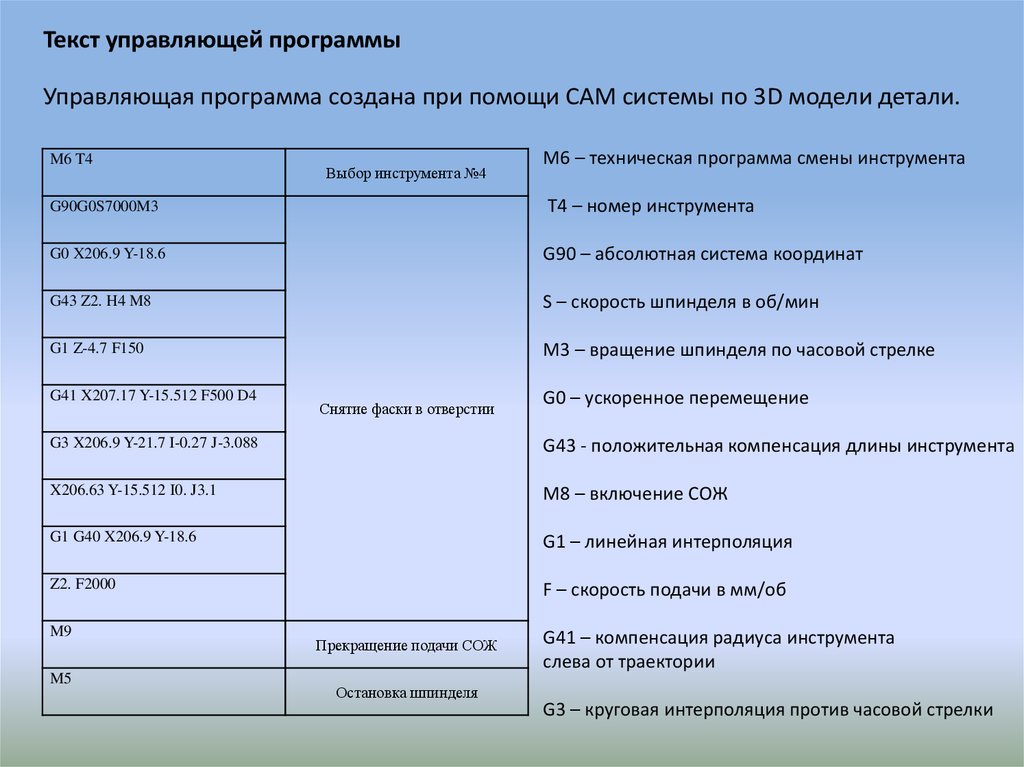
Текст управляющей программыУправляющая программа создана при помощи САМ системы по 3D модели детали.
M6 T4
Выбор инструмента №4
М6 – техническая программа смены инструмента
G90G0S7000M3
Т4 – номер инструмента
G0 X206.9 Y-18.6
G90 – абсолютная система координат
G43 Z2. H4 M8
S – скорость шпинделя в об/мин
G1 Z-4.7 F150
М3 – вращение шпинделя по часовой стрелке
G41 X207.17 Y-15.512 F500 D4
Снятие фаски в отверстии
G0 – ускоренное перемещение
G3 X206.9 Y-21.7 I-0.27 J-3.088
G43 - положительная компенсация длины инструмента
X206.63 Y-15.512 I0. J3.1
М8 – включение СОЖ
G1 G40 X206.9 Y-18.6
G1 – линейная интерполяция
Z2. F2000
F – скорость подачи в мм/об
M9
M5
Прекращение подачи СОЖ
Остановка шпинделя
G41 – компенсация радиуса инструмента
слева от траектории
G3 – круговая интерполяция против часовой стрелки