























 Промышленность
ПромышленностьПохожие презентации:










Технологические процессы улавливания и переработки химических продуктов коксования
1.
Технологические процессыулавливания и переработки
химических продуктов
коксования
Магнитогорск 2013
2.
ОАО «MMK» КХПНазначение цеха улавливания и переработки химических продуктов
Охлаждение сырого коксового газа, выделение из него смолы,
водяных паров, извлечение аммиака, бензольных
углеводородов, а также подача коксового газа потребителям:
КХП ~70тыс.м3/ч газа, прокатные цеха 80-90 тыс.м3/ч (в том
числе ЛПЦ-4 ~28-30 тыс.м3/ч), доменное производство 14-18
тыс.м3/ч, аглофабрика - около 22 тыс.м3/ч, ПВЭС – 78-80
тыс.м3/ч, паросиловой цех - около 10 тыс.м3/ч, прочие
потребители до 8 тыс.м3/ч.
Кроме того в на участке улавливания 2 блока по технологии
фирмы “Крупп Копперс” дополнительно осуществляется
извлечение из газа сероводорода и циан-водорода.
Товарные продукты ЦУПХП:
- сульфат аммония;
- бензол каменноугольный сырой;
- сера техническая;
- полимеры бензольных отделений;
- смола каменноугольная для переработки;
- пек каменноугольный электродный;
- сырьё коксохимическое для производства
технического углерода;
- нафталин коксохимический;
- масло каменноугольное поглотительное;
- масло каменноугольное для пропитки древесины;
Технологические процессы
улавливания и переработки
химических продуктов коксования
2
3.
ОАО «MMK» КХПСхема движения сырья и продуктов ЦУПХП
Технологические процессы
улавливания и переработки
химических продуктов коксования
3
4.
ОАО «MMK» КХППроизводственные мощности за 2012 год
Коксового газа
2 144 тыс. м3
Сырого бензола
65,5 тыс. тонн
Каменноугольной смолы
219 тыс. тонн
Сульфата аммония
35 тыс. тонн
Серы
0,5 тыс. тонн
Пека
117 тыс. тонн
Поглотительного масла
9 тыс. тонн
Нафталина
7 тыс. тонн
Антраценовой фракции
Фенольной фракции
64 тыс. тонн
3 тыс. тонн
Технологические процессы
улавливания и переработки
химических продуктов коксования
4
5.
ОАО «MMK» КХПI Блок улавливания ЦУПХП
Основная продукция цеха:
- Сульфат аммония;
- Сырой бензол;
- Каменноугольная смола;
- Очищенный коксовый газ;
Технологические процессы
улавливания и переработки
химических продуктов коксования
5
6.
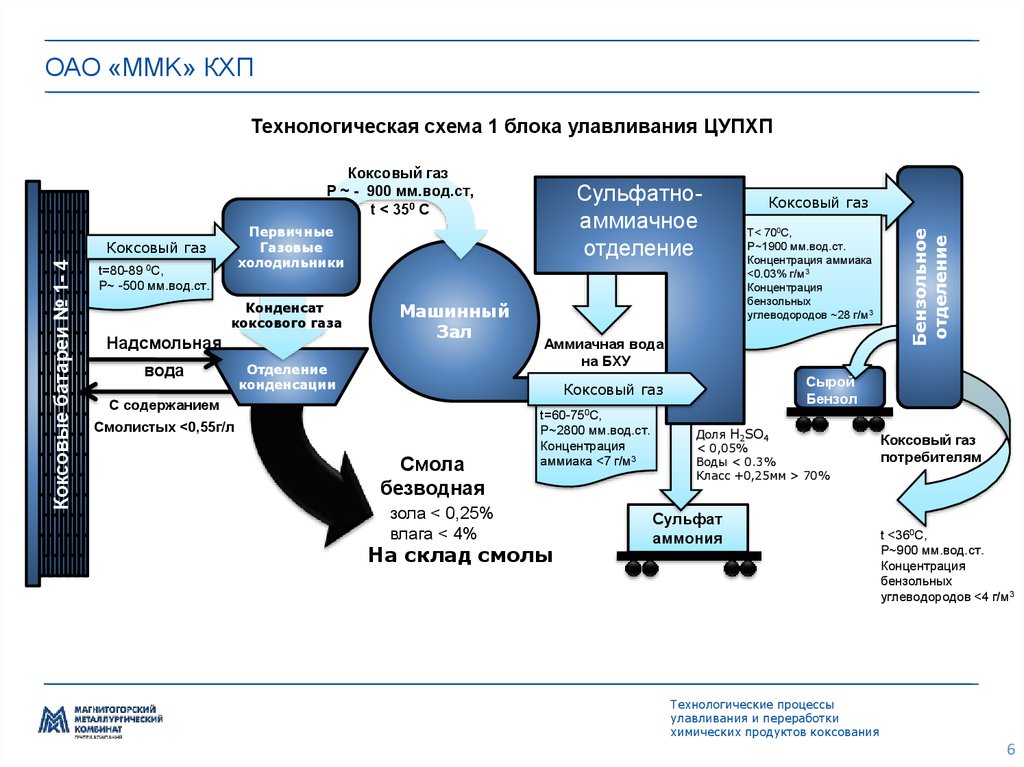
ОАО «MMK» КХПТехнологическая схема 1 блока улавливания ЦУПХП
Первичные
Газовые
холодильники
Коксовый газ
Коксовые батареи № 1- 4
Сульфатноаммиачное
отделение
t=80-89 0C,
P~ -500 мм.вод.ст.
Конденсат
коксового газа
Надсмольная
вода
Машинный
Зал
Отделение
конденсации
Смолистых <0,55г/л
Смола
безводная
зола < 0,25%
влага < 4%
T< 700C,
P~1900 мм.вод.ст.
Концентрация аммиака
<0.03% г/м3
Концентрация
бензольных
углеводородов ~28 г/м3
Аммиачная вода
на БХУ
Сырой
Бензол
Коксовый газ
С содержанием
Коксовый газ
t=60-750C,
P~2800 мм.вод.ст.
Концентрация
аммиака <7 г/м3
На склад смолы
Бензольное
отделение
Коксовый газ
P ~ - 900 мм.вод.ст,
t < 350 C
Доля H2SO4
< 0,05%
Воды < 0.3%
Класс +0,25мм > 70%
Сульфат
аммония
Коксовый газ
потребителям
t <360C,
P~900 мм.вод.ст.
Концентрация
бензольных
углеводородов <4 г/м3
Технологические процессы
улавливания и переработки
химических продуктов коксования
6
7.
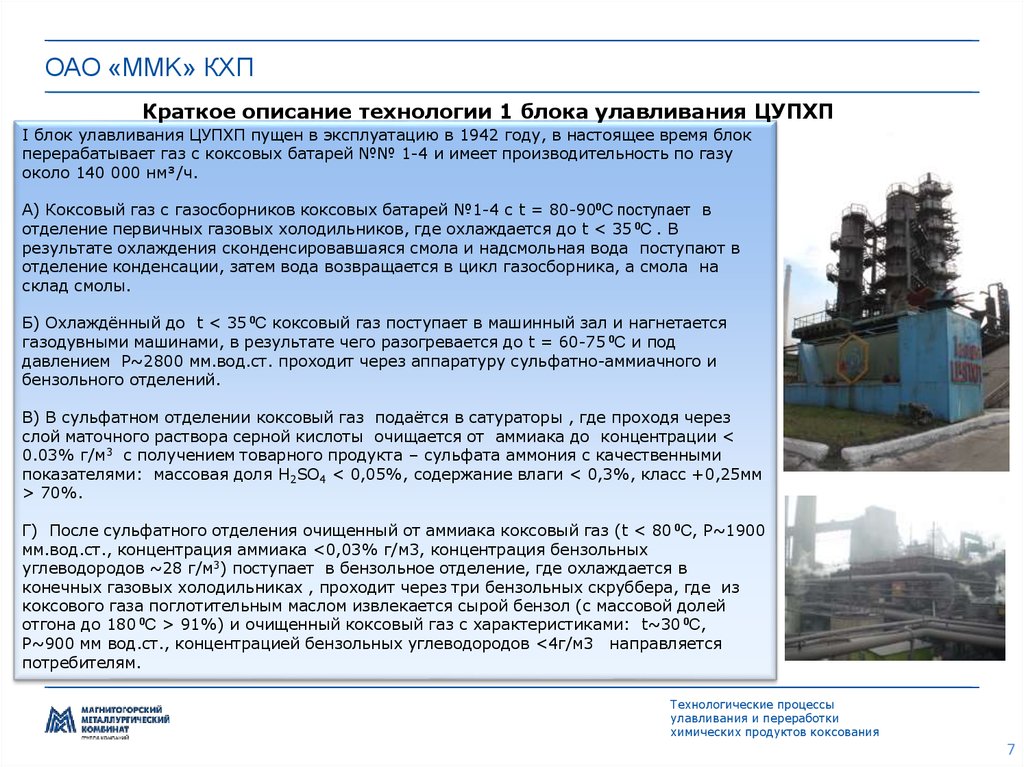
ОАО «MMK» КХПКраткое описание технологии 1 блока улавливания ЦУПХП
I блок улавливания ЦУПХП пущен в эксплуатацию в 1942 году, в настоящее время блок
перерабатывает газ с коксовых батарей №№ 1-4 и имеет производительность по газу
около 140 000 нм³/ч.
А) Коксовый газ с газосборников коксовых батарей №1-4 с t = 80-900C поступает в
отделение первичных газовых холодильников, где охлаждается до t < 35 0C . В
результате охлаждения сконденсировавшаяся смола и надсмольная вода поступают в
отделение конденсации, затем вода возвращается в цикл газосборника, а смола на
склад смолы.
Б) Охлаждённый до t < 35 0C коксовый газ поступает в машинный зал и нагнетается
газодувными машинами, в результате чего разогревается до t = 60-75 0C и под
давлением P~2800 мм.вод.ст. проходит через аппаратуру сульфатно-аммиачного и
бензольного отделений.
В) В сульфатном отделении коксовый газ подаётся в сатураторы , где проходя через
слой маточного раствора серной кислоты очищается от аммиака до концентрации <
0.03% г/м3 с получением товарного продукта – сульфата аммония с качественными
показателями: массовая доля H2SO4 < 0,05%, содержание влаги < 0,3%, класс +0,25мм
> 70%.
Г) После сульфатного отделения очищенный от аммиака коксовый газ (t < 80 0C, P~1900
мм.вод.ст., концентрация аммиака <0,03% г/м3, концентрация бензольных
углеводородов ~28 г/м3) поступает в бензольное отделение, где охлаждается в
конечных газовых холодильниках , проходит через три бензольных скруббера, где из
коксового газа поглотительным маслом извлекается сырой бензол (с массовой долей
отгона до 180 0C > 91%) и очищенный коксовый газ с характеристиками: t~30 0C,
P~900 мм вод.ст., концентрацией бензольных углеводородов <4г/м3 направляется
потребителям.
Технологические процессы
улавливания и переработки
химических продуктов коксования
7
8.
ОАО «MMK» КХПМашинный зал и первичного охлаждение коксового газа 1 блока улавливания ЦУПХП
Машинный зал обеспечивает:
- необходимый и равномерный
отсос коксового газа из камер
коксования коксовых батарей;
- охлаждение коксового газа в
первичных газовых
холодильниках до температуры
не более 35 0С;
- транспортировку коксового
газа через аппаратуру
улавливания I блока ЦУПХП в
газовые сети ОАО «ММК»;
- перекачку газового конденсата
в отделение конденсации.
Технологические процессы
улавливания и переработки
химических продуктов коксования
8
9.
ОАО «MMK» КХПМашинный зал и первичного охлаждение коксового газа 1 блока улавливания ЦУПХП
Сырой коксовый газ после газовых сепараторов
коксовых батарей проходит через восемь параллельно
работающих первичных газовых холодильников (ПГХ)
реверсивного типа.
Охлаждение коксового газа производится оборотной
технической водой с температурой от 10 до 32°С,
подаваемой насосами с градирни оборотного
водоснабжения.
Охлаждающая вода проходит по трубам ПГХ, а газ в
межтрубном пространстве. Количество работающих
холодильников определяется количеством
поступающего коксового газа и температурой
охлаждающей воды.
Охлажденный коксовый газ поступает в газодувные
машины и подается в сульфатное отделение с
температурой не более 75°С.
В машинном зале установлено пять газодувных машин
производительностью 76 тыс м3/час каждая.
Количество газодувных машин, находящихся в работе,
определяется количеством перерабатываемого
коксового газа.
Технологические процессы
улавливания и переработки
химических продуктов коксования
9
10.
ОАО «MMK» КХПСхема машинного зала 1 блока улавливания ЦУПХП
Кокосовый газ
с К/б № 1-4
Кокосовый газ
с К/б № 1-4
Машинный зал
Кокосовый газ
с К/б № 1-4
На
аппаратуру
улавливания
На
аппаратуру
улавливания
Технологические процессы
улавливания и переработки
химических продуктов коксования
10
11.
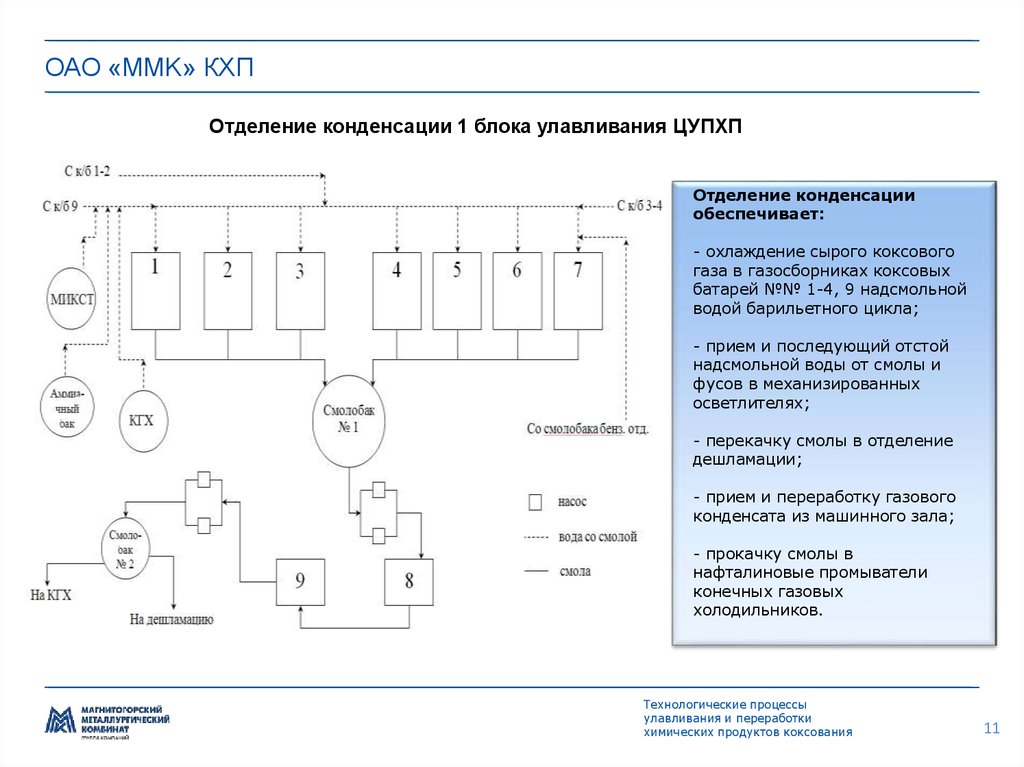
ОАО «MMK» КХПОтделение конденсации 1 блока улавливания ЦУПХП
Отделение конденсации
обеспечивает:
- охлаждение сырого коксового
газа в газосборниках коксовых
батарей №№ 1-4, 9 надсмольной
водой барильетного цикла;
- прием и последующий отстой
надсмольной воды от смолы и
фусов в механизированных
осветлителях;
- перекачку смолы в отделение
дешламации;
- прием и переработку газового
конденсата из машинного зала;
- прокачку смолы в
нафталиновые промыватели
конечных газовых
холодильников.
Технологические процессы
улавливания и переработки
химических продуктов коксования
11
12.
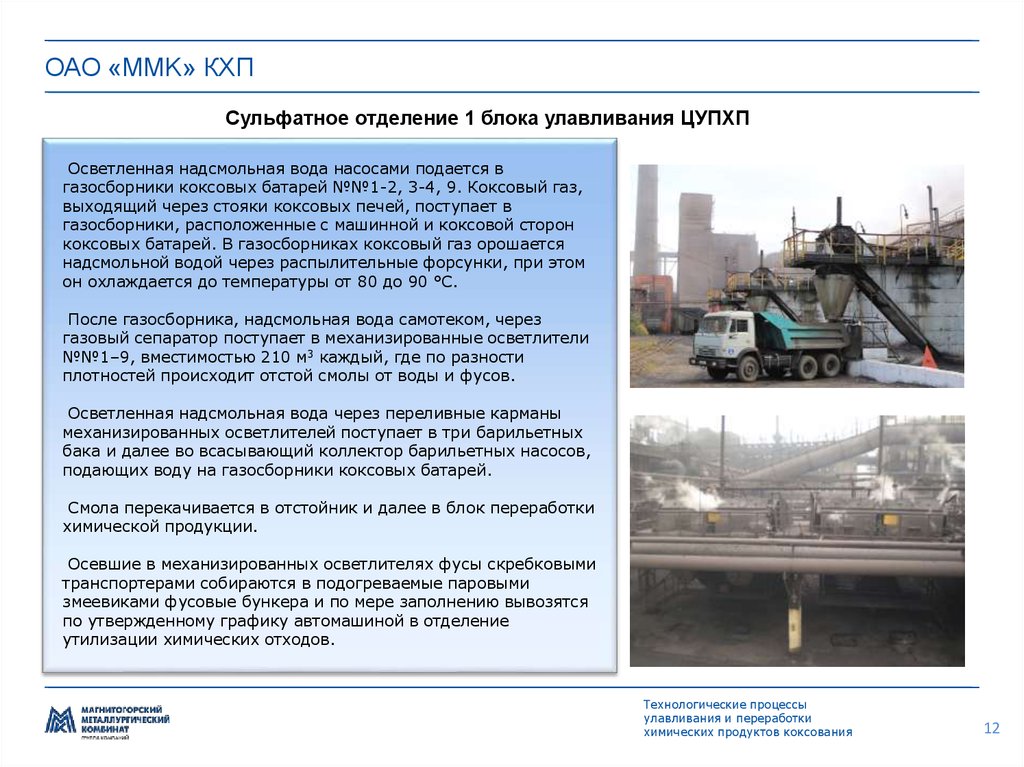
ОАО «MMK» КХПСульфатное отделение 1 блока улавливания ЦУПХП
Осветленная надсмольная вода насосами подается в
газосборники коксовых батарей №№1-2, 3-4, 9. Коксовый газ,
выходящий через стояки коксовых печей, поступает в
газосборники, расположенные с машинной и коксовой сторон
коксовых батарей. В газосборниках коксовый газ орошается
надсмольной водой через распылительные форсунки, при этом
он охлаждается до температуры от 80 до 90 °С.
После газосборника, надсмольная вода самотеком, через
газовый сепаратор поступает в механизированные осветлители
№№1–9, вместимостью 210 м3 каждый, где по разности
плотностей происходит отстой смолы от воды и фусов.
Осветленная надсмольная вода через переливные карманы
механизированных осветлителей поступает в три барильетных
бака и далее во всасывающий коллектор барильетных насосов,
подающих воду на газосборники коксовых батарей.
Смола перекачивается в отстойник и далее в блок переработки
химической продукции.
Осевшие в механизированных осветлителях фусы скребковыми
транспортерами собираются в подогреваемые паровыми
змеевиками фусовые бункера и по мере заполнению вывозятся
по утвержденному графику автомашиной в отделение
утилизации химических отходов.
Технологические процессы
улавливания и переработки
химических продуктов коксования
12
13.
ОАО «MMK» КХПСульфатное отделение 1 блока улавливания ЦУПХП
Сульфатное отделение предназначено для очистки
коксового газа от аммиака с получением товарного
продукта – сульфата аммония.
Получение сульфата аммония производится
полупрямым способом.
Коксовый газ после охлаждения в ПГХ поступает к
нагнетателям, которые подают его с температурой не
более 75°С через газоподогреватели в сатураторы
сульфатного отделения.
В сатураторы коксовый газ поступает по газопроводу,
оканчивающемуся барботажным зонтом, погруженным
в раствор серной кислоты. При прохождении коксового
газа через слой маточного раствора, содержащийся в
газе аммиак, соединяется с серной кислотой.
После сатураторов коксовый газ проходит ловушку,
где улавливаются капли маточного раствора,
увлеченные газом. После кислотной ловушки коксовый
газ поступает в конечные газовые холодильники.
Технологические процессы
улавливания и переработки
химических продуктов коксования
13
14.
ОАО «MMK» КХПСхема газопроводов сульфатного отделения
Технологические процессы
улавливания и переработки
химических продуктов коксования
14
15.
ОАО «MMK» КХПБензольное отделение 1 блока улавливания ЦУПХП
Бензольное отделение обеспечивает получение
сырого бензола путем улавливания из газа
бензольных углеводородов каменноугольным
поглотительным маслом с последующей отгонкой
сырого бензола из масла в бензольной колонне, а
также частичную очистку газа от нафталина.
Коксовый газ из сульфатного отделения, по трем
ниткам газопроводов поступает в параллельно
работающие конечные газовые холодильники.
Охлаждение газа производится оборотной водой
цикла конечного охлаждения коксового газа.
Улавливание бензольных углеводородов
производится в трех скрубберах заполненных
деревянной хордовой насадкой в каждом потоке газа.
Технологические процессы
улавливания и переработки
химических продуктов коксования
15
16.
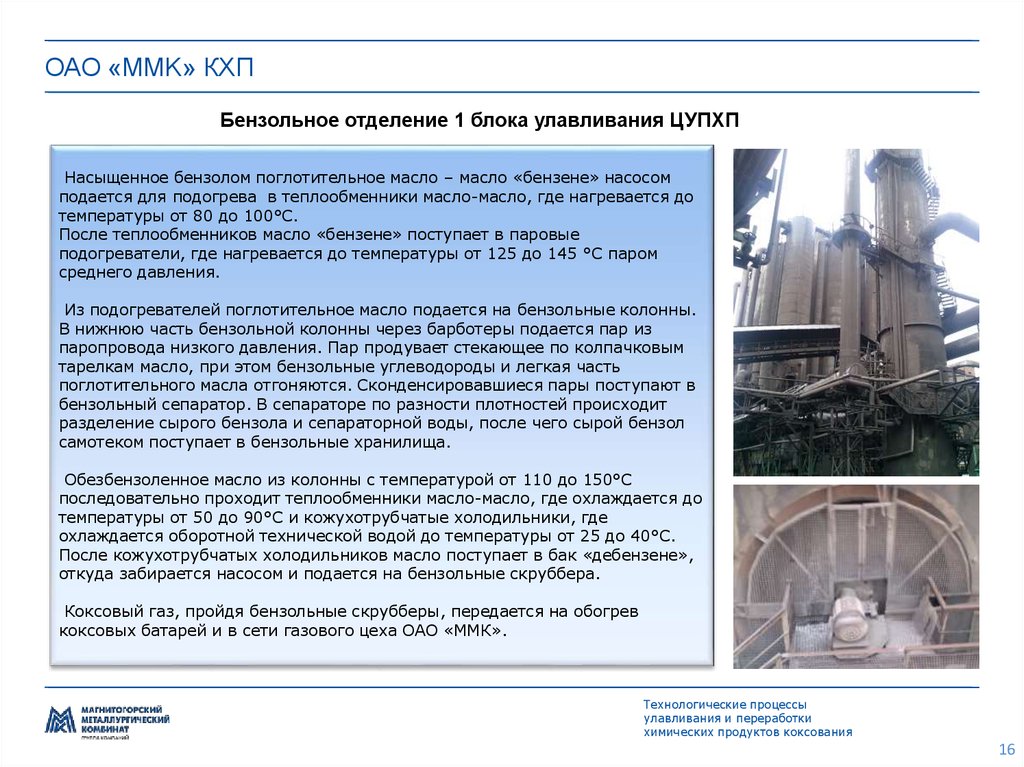
ОАО «MMK» КХПБензольное отделение 1 блока улавливания ЦУПХП
Насыщенное бензолом поглотительное масло – масло «бензене» насосом
подается для подогрева в теплообменники масло-масло, где нагревается до
температуры от 80 до 100°С.
После теплообменников масло «бензене» поступает в паровые
подогреватели, где нагревается до температуры от 125 до 145 °С паром
среднего давления.
Из подогревателей поглотительное масло подается на бензольные колонны.
В нижнюю часть бензольной колонны через барботеры подается пар из
паропровода низкого давления. Пар продувает стекающее по колпачковым
тарелкам масло, при этом бензольные углеводороды и легкая часть
поглотительного масла отгоняются. Сконденсировавшиеся пары поступают в
бензольный сепаратор. В сепараторе по разности плотностей происходит
разделение сырого бензола и сепараторной воды, после чего сырой бензол
самотеком поступает в бензольные хранилища.
Обезбензоленное масло из колонны с температурой от 110 до 150°С
последовательно проходит теплообменники масло-масло, где охлаждается до
температуры от 50 до 90°С и кожухотрубчатые холодильники, где
охлаждается оборотной технической водой до температуры от 25 до 40°С.
После кожухотрубчатых холодильников масло поступает в бак «дебензене»,
откуда забирается насосом и подается на бензольные скруббера.
Коксовый газ, пройдя бензольные скрубберы, передается на обогрев
коксовых батарей и в сети газового цеха ОАО «ММК».
Технологические процессы
улавливания и переработки
химических продуктов коксования
16
17.
ОАО «MMK» КХПТехнологическая схема бензольного отделения I блока улавливания ЦУПХП
Водяной
бак
t=86-92 0C
решефёры
Итого: 304 т/год
Вода на КГХ
t=26-40 0C
Регенерация
масла
Бензольный
сепаратор
t=86-92 0C
Пары сырого
бензола
Теплообменник
масло-масло
t=40-80 0C
Бак масла
«бензене»
Погрузка
Сырого бензола
в цистерны
Бак
сырого
бензола
t =140 0C
Бак масла
«дебензене»
Градирня
Открытого типа
Бензольная колонна
t=130 0C
t >105
Цианистый водород 98 т/год
Сероводород 3 т/год
Нафталин 14 т/год
Аммиак 89 т/год
Бензол 17 т/год
Фенол 83 т/год
0C
Дефлегматор
Смола на
утилизацию
0C
ПАР
t=86-92 0C
Смолобак
Бензольный скруббер
Смола
t<35
Бензольный скруббер
ПАР
0C
Бензольный скруббер
t<70 0C
Коксовый
газ
Конечный холодильник
коксового газа
t<40
Выбросы в атмосферу
Коксовый газ
потребителям
Флегмовые
сепараторы
Технологические процессы
улавливания и переработки
химических продуктов коксования
17
18.
ОАО «MMK» КХПII Блок улавливания ЦУПХП
Основная продукция цеха:
- Сырой бензол;
- Элементарная сера;
- Каменноугольная смола;
- Очищенный коксовый газ;
Технологические процессы
улавливания и переработки
химических продуктов коксования
18
19.
ОАО «MMK» КХП«Хвостовые газы»
t = 80-900C
Коксовый газ
Первичные
Газовые
холодильники
Коксовый газ
P ~ - 1000 мм.вод.ст,
t < 250 C
Участок выделения
серы и разложения
аммиака
t=80-850C,
P~ -500 мм.вод.ст.
Конденсат
коксового газа
Машинный Зал
Надсмольная
вода
С содержанием
Смолистых <0,55г/л
Смола
безводная
зола < 0,1%
влага < 4%
Элементарная
сера
Отделение
конденсации
Пары
с колонн
Коксовый газ
Смола
Зольность ~ 0,2%
Влага ~ 10%
Отделение
дешламации
Аммиачная
вода на БХУ
Сырой
Бензол
t=55-700C,
P~1800 мм.вод.ст.
Концентрация
аммиака ~7 г/м3
Коксовый газ
T< 350C,
P~1900 мм.вод.ст.
Концентрация аммиака
<0.03% г/м3
Концентрация
бензольных
углеводородов ~28 г/м3
Участок
улавливания
аммиака и
сероводорода
На склад смолы
Бензольное отделение
Коксовые батареи № 7-8, 13-14 и 9 БИС
Технологическая схема 2 блока улавливания ЦУПХП
Коксовый газ
потребителям
t~350C,
P~900 мм.вод.ст.
Концентрация
бензольных
углеводородов <4 г/м3
Технологические процессы
улавливания и переработки
химических продуктов коксования
19
20.
ОАО «MMK» КХПКраткое описание технологии 2 блока улавливания ЦУПХП
II блок улавливания ЦУПХП производительностью до 240 000 нм³/ч коксового газа, построенный по проекту
немецкой фирмы “Крупп Копперс” пущен в эксплуатацию в 1998 году.
А) Коксовый газ из газосборников коксовых батарей №№ 13-14, 7-8, 9БИС с t = 80-90ºC, проходит через
первичные газовые холодильники и электрофильтры, охлаждаясь до t < 25ºC. В результате охлаждения
сконденсировавшаяся смола и надсмольная вода поступает в отделение конденсации, затем вода возвращается в
цикл газосборника, а смола поступает в отделение дешламации, где обеззоливается, обезвоживается до
содержания воды <4% и перекачивается на склад смолы.
Б) Охлаждённый до t < 25ºC коксовый газ, проходит через газодувные машины машинного зала, нагреваясь при
этом до t = 55-70ºC и под давлением P~2800 мм.вод.ст. проходит через аппаратуру участка улавливания
аммиака и сероводорода и бензольного отделения.
В) На участке улавливания аммиака и сероводорода коксовый газ посредством прямого орошения аммиачными
водами охлаждается до температуры t = 25-30ºC и из него извлекаются аммиак и сероводород до содержания в
газе аммиака не более 0,03 г/м3 и сероводорода не более 0,8 г/ м3 и газ направляется в бензольное отделение.
Г) Насыщенные аммиачные воды поступают в отделение раскисления и отдувки аммиака и сероводорода, где за
счет отдувки острым паром из насыщенных вод летучих компонентов в аппаратах колонного типа образуются
сточная вода, поступающая на очистку на биохимическую установку блока ПХП, отдутая вода, используемая в
аммиачном скруббере для улавливания летучих компонентов и аммиачные и кислые пары, направляемые на
участок выделения серы.
Д) На участке выделения серы аммиачные пары каталитически разлагаются в печах разложения аммиака, из
кислых паров на установке Клауса извлекается элементарная сера. Отходящие процессные газы - «хвостовые»
газы после печей разложения и установки Клауса проходят через котлы-утилизаторы, где охлаждаются с
выработкой пара низкого давления и возвращаются в газопровод прямого коксового газа перед ПГХ.
Выработанный пар низкого давления используется для цеховых нужд, полученная техническая сера с массовой
долей серы > 99,95%, золы < 0,03%, содержанием органических соединений < 0,03%, и воды < 0,2%
поставляется потребителям.
Е) Приходя в бензольное отделение коксовый газ с t = 25-30ºC, P~1400 мм.вод.ст., с концентрацией аммиака
<0.03% г/м³, концентрацией бензольных углеводородов ~28 г/м³ проходит через скруббера, где из коксового
газа поглотительным маслом извлекается сырой бензол (с массовой долей отгона до 180ºC > 91%) и очищенный
коксовый газ с характеристиками: t~30ºC, P~1100 мм вод.ст. концентрацией бензольных углеводородов <4 г/м³
направляется потребителям.
Технологические процессы
улавливания и переработки
химических продуктов коксования
20
21.
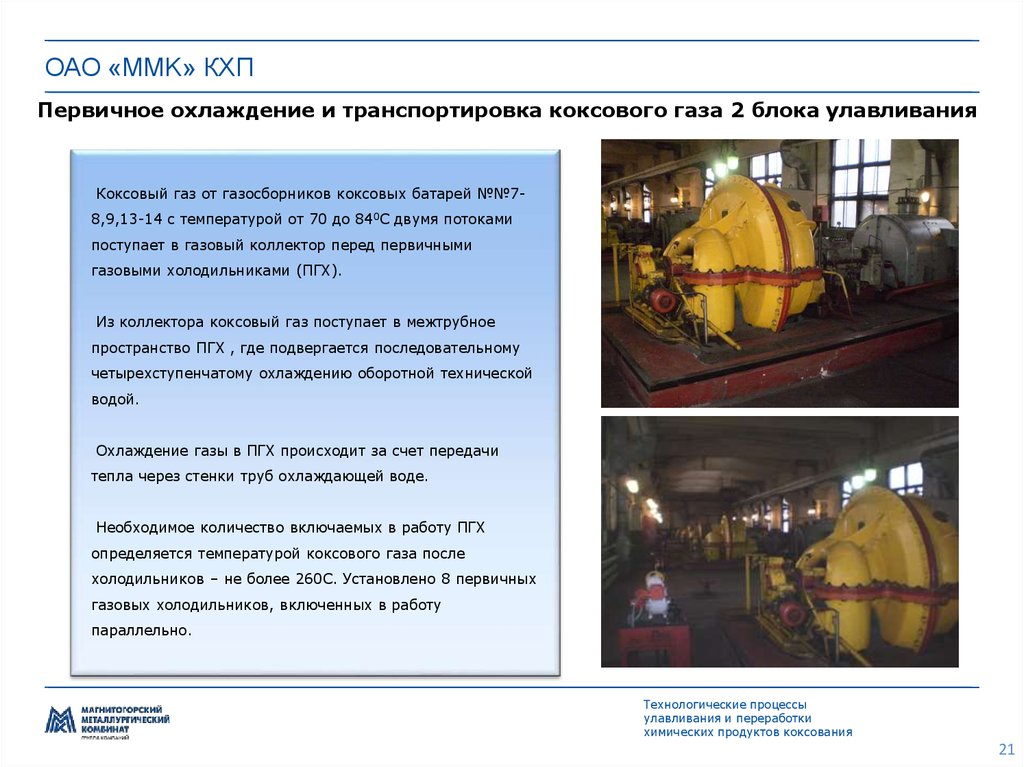
ОАО «MMK» КХППервичное охлаждение и транспортировка коксового газа 2 блока улавливания
Коксовый газ от газосборников коксовых батарей №№78,9,13-14 с температурой от 70 до 840С двумя потоками
поступает в газовый коллектор перед первичными
газовыми холодильниками (ПГХ).
Из коллектора коксовый газ поступает в межтрубное
пространство ПГХ , где подвергается последовательному
четырехступенчатому охлаждению оборотной технической
водой.
Охлаждение газы в ПГХ происходит за счет передачи
тепла через стенки труб охлаждающей воде.
Необходимое количество включаемых в работу ПГХ
определяется температурой коксового газа после
холодильников – не более 260С. Установлено 8 первичных
газовых холодильников, включенных в работу
параллельно.
Технологические процессы
улавливания и переработки
химических продуктов коксования
21
22.
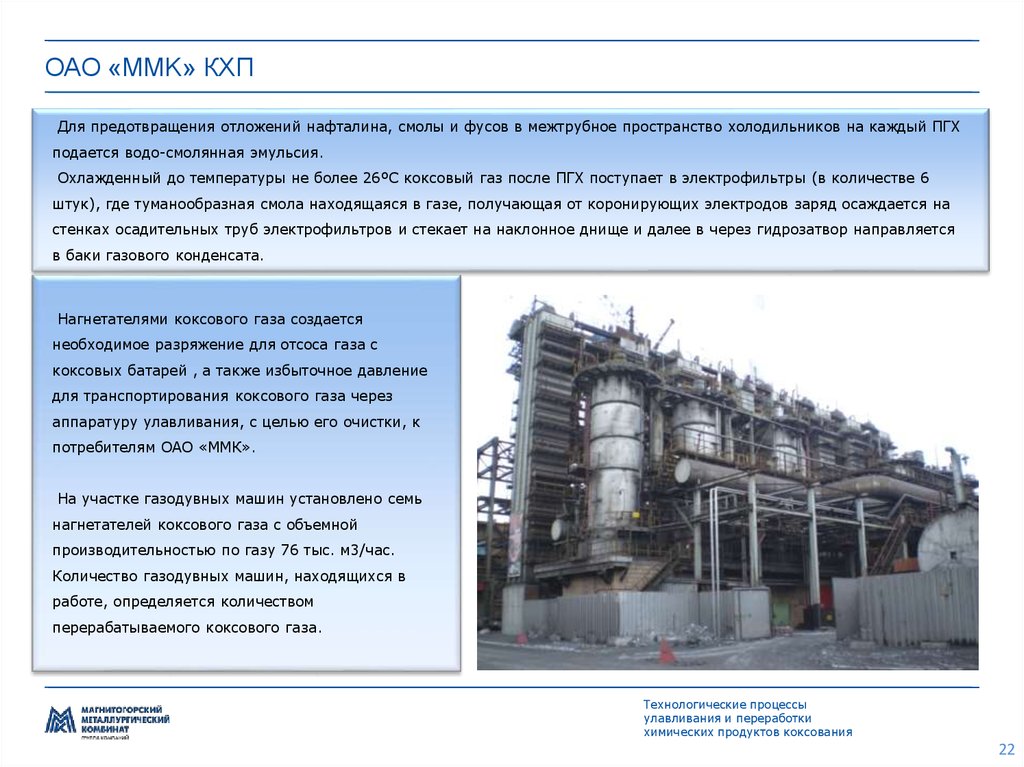
ОАО «MMK» КХПДля предотвращения отложений нафталина, смолы и фусов в межтрубное пространство холодильников на каждый ПГХ
подается водо-смолянная эмульсия.
Охлажденный до температуры не более 26ºC коксовый газ после ПГХ поступает в электрофильтры (в количестве 6
штук), где туманообразная смола находящаяся в газе, получающая от коронирующих электродов заряд осаждается на
стенках осадительных труб электрофильтров и стекает на наклонное днище и далее в через гидрозатвор направляется
в баки газового конденсата.
Нагнетателями коксового газа создается
необходимое разряжение для отсоса газа с
коксовых батарей , а также избыточное давление
для транспортирования коксового газа через
аппаратуру улавливания, с целью его очистки, к
потребителям ОАО «ММК».
На участке газодувных машин установлено семь
нагнетателей коксового газа с объемной
производительностью по газу 76 тыс. м3/час.
Количество газодувных машин, находящихся в
работе, определяется количеством
перерабатываемого коксового газа.
Технологические процессы
улавливания и переработки
химических продуктов коксования
22
23.
ОАО «MMK» КХПСхема первичного охлаждения и транспортировки коксового газа
ПГХ
Газ с батарей
ПГХ
ПГХ
Газ с батарей
ПГХ
Электрофильтры
ПГХ
Машинный зал
ПГХ
Электрофильтры
ПГХ
На
аппаратуру
улавливания
На
аппаратуру
улавливания
ПГХ
Технологические процессы
улавливания и переработки
химических продуктов коксования
23
24.
ОАО «MMK» КХПОтделение конденсации и отделение дешламации 2 блока улавливания
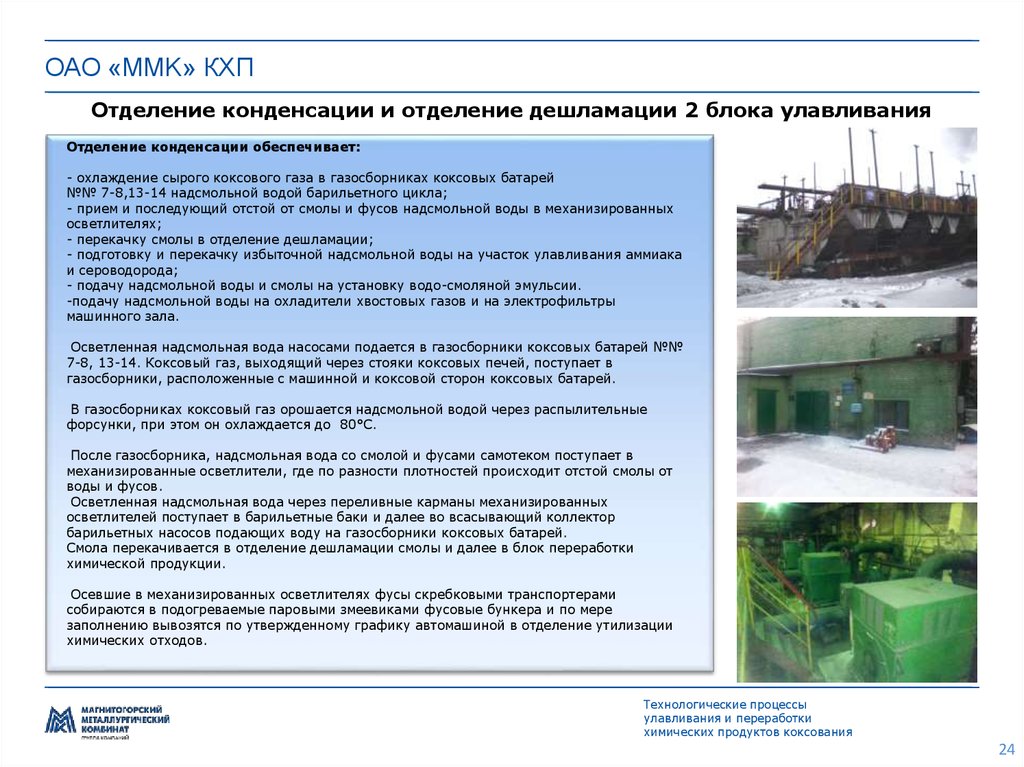
Отделение конденсации обеспечивает:
- охлаждение сырого коксового газа в газосборниках коксовых батарей
№№ 7-8,13-14 надсмольной водой барильетного цикла;
- прием и последующий отстой от смолы и фусов надсмольной воды в механизированных
осветлителях;
- перекачку смолы в отделение дешламации;
- подготовку и перекачку избыточной надсмольной воды на участок улавливания аммиака
и сероводорода;
- подачу надсмольной воды и смолы на установку водо-смоляной эмульсии.
-подачу надсмольной воды на охладители хвостовых газов и на электрофильтры
машинного зала.
Осветленная надсмольная вода насосами подается в газосборники коксовых батарей №№
7-8, 13-14. Коксовый газ, выходящий через стояки коксовых печей, поступает в
газосборники, расположенные с машинной и коксовой сторон коксовых батарей.
В газосборниках коксовый газ орошается надсмольной водой через распылительные
форсунки, при этом он охлаждается до 80°С.
После газосборника, надсмольная вода со смолой и фусами самотеком поступает в
механизированные осветлители, где по разности плотностей происходит отстой смолы от
воды и фусов.
Осветленная надсмольная вода через переливные карманы механизированных
осветлителей поступает в барильетные баки и далее во всасывающий коллектор
барильетных насосов подающих воду на газосборники коксовых батарей.
Смола перекачивается в отделение дешламации смолы и далее в блок переработки
химической продукции.
Осевшие в механизированных осветлителях фусы скребковыми транспортерами
собираются в подогреваемые паровыми змеевиками фусовые бункера и по мере
заполнению вывозятся по утвержденному графику автомашиной в отделение утилизации
химических отходов.
Технологические процессы
улавливания и переработки
химических продуктов коксования
24
25.
ОАО «MMK» КХПОтделение дешламации смолы
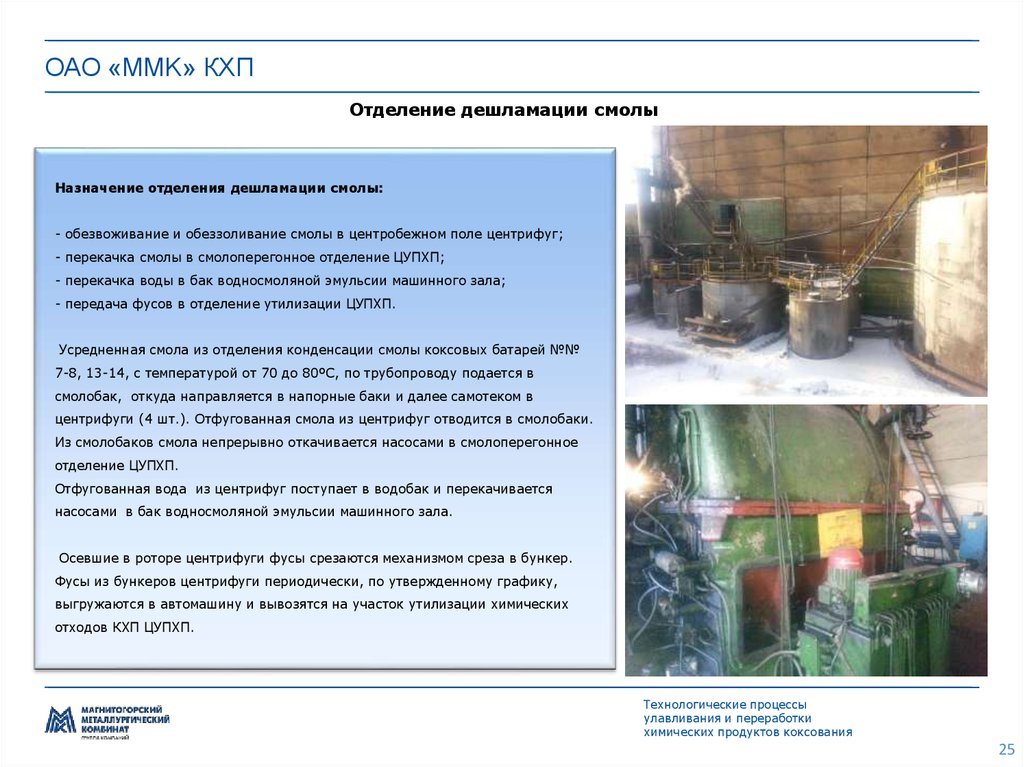
Назначение отделения дешламации смолы:
- обезвоживание и обеззоливание смолы в центробежном поле центрифуг;
- перекачка смолы в смолоперегонное отделение ЦУПХП;
- перекачка воды в бак водносмоляной эмульсии машинного зала;
- передача фусов в отделение утилизации ЦУПХП.
Усредненная смола из отделения конденсации смолы коксовых батарей №№
7-8, 13-14, с температурой от 70 до 80ºС, по трубопроводу подается в
смолобак, откуда направляется в напорные баки и далее самотеком в
центрифуги (4 шт.). Отфугованная смола из центрифуг отводится в смолобаки.
Из смолобаков смола непрерывно откачивается насосами в смолоперегонное
отделение ЦУПХП.
Отфугованная вода из центрифуг поступает в водобак и перекачивается
насосами в бак водносмоляной эмульсии машинного зала.
Осевшие в роторе центрифуги фусы срезаются механизмом среза в бункер.
Фусы из бункеров центрифуги периодически, по утвержденному графику,
выгружаются в автомашину и вывозятся на участок утилизации химических
отходов КХП ЦУПХП.
Технологические процессы
улавливания и переработки
химических продуктов коксования
25
26.
ОАО «MMK» КХППриложение А
(обязательное)
Прпо
Технологическая схема отделения конденсации смолы коксовых батарей №№ 13-14
Газовый конденсат из Т-1101
Смола К.Б. № 13-14
Из насосной конденсации КБ7-8
Из пром насосной 9бис
Из пром насосной 7бис, 8бис
Барельетная вода после сепаратора КБ 13-14
МО 7
МО 6
СМ/Б 1
МО 5
МО 4
СМ/Б 2
Б/Б 2
МО 3
МО 2
МИКСТ 1
Б/Б 1
МИКСТ 2
Подогреватель
смолы
№3
№2
На микст
На К.Б. 13-14
№10, №11
На дешламацию
На 6206/А,В
СМ/Б 3
№4
В отделение конденсации
смолы (насосная №2)
На ВСЭ
№2
В машинный зал
Смола из отделения конденсации смолы (насосная №2)
В н/к ЦУПХП (блок 1)
№1
№1
Газовый конденсат на
насосную конденсации КБ 7-8
Аммиачная вода
№6,№7
АМ/Б 2
АМ/Б 3
АМ/Б 4
АМ/Б 5
АМ/Б 6
АМ/Б 7
С машинного зала
На мехосветлители
№13, №14, №15
Промсборник
С бензольного отделения
На песочные фильтры
С отжимных аммиачных
баков,микстов
№1, №2
№6, №7
Технологические процессы
улавливания и переработки
химических продуктов коксования
26
27.
ОАО «MMK» КХПУчасток улавливания аммиака и сероводорода 2 блока улавливания
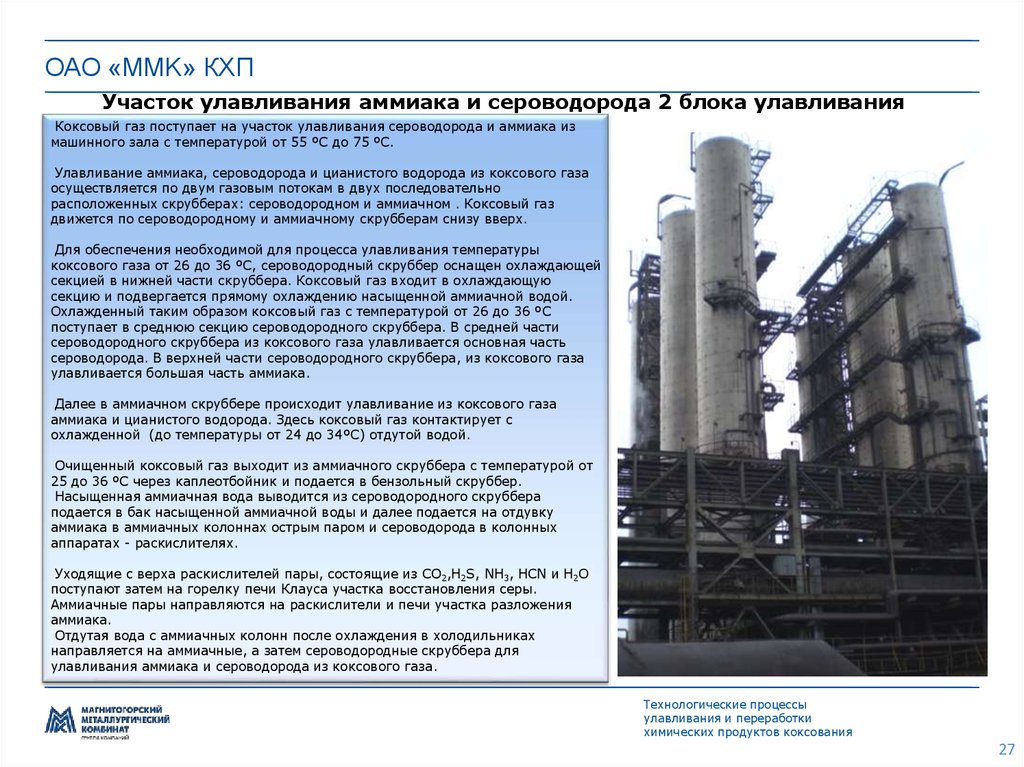
Коксовый газ поступает на участок улавливания сероводорода и аммиака из
машинного зала с температурой от 55 ºC до 75 ºC.
Улавливание аммиака, сероводорода и цианистого водорода из коксового газа
осуществляется по двум газовым потокам в двух последовательно
расположенных скрубберах: сероводородном и аммиачном . Коксовый газ
движется по сероводородному и аммиачному скрубберам снизу вверх.
Для обеспечения необходимой для процесса улавливания температуры
коксового газа от 26 до 36 ºC, сероводородный скруббер оснащен охлаждающей
секцией в нижней части скруббера. Коксовый газ входит в охлаждающую
секцию и подвергается прямому охлаждению насыщенной аммиачной водой.
Охлажденный таким образом коксовый газ с температурой от 26 до 36 ºC
поступает в среднюю секцию сероводородного скруббера. В средней части
сероводородного скруббера из коксового газа улавливается основная часть
сероводорода. В верхней части сероводородного скруббера, из коксового газа
улавливается большая часть аммиака.
Далее в аммиачном скруббере происходит улавливание из коксового газа
аммиака и цианистого водорода. Здесь коксовый газ контактирует с
охлажденной (до температуры от 24 до 34ºC) отдутой водой.
Очищенный коксовый газ выходит из аммиачного скруббера с температурой от
25 до 36 ºC через каплеотбойник и подается в бензольный скруббер.
Насыщенная аммиачная вода выводится из сероводородного скруббера
подается в бак насыщенной аммиачной воды и далее подается на отдувку
аммиака в аммиачных колоннах острым паром и сероводорода в колонных
аппаратах - раскислителях.
Уходящие с верха раскислителей пары, состоящие из СО2,Н2S, NH3, HCN и Н2О
поступают затем на горелку печи Клауса участка восстановления серы.
Аммиачные пары направляются на раскислители и печи участка разложения
аммиака.
Отдутая вода с аммиачных колонн после охлаждения в холодильниках
направляется на аммиачные, а затем сероводородные скруббера для
улавливания аммиака и сероводорода из коксового газа.
Технологические процессы
улавливания и переработки
химических продуктов коксования
27
28.
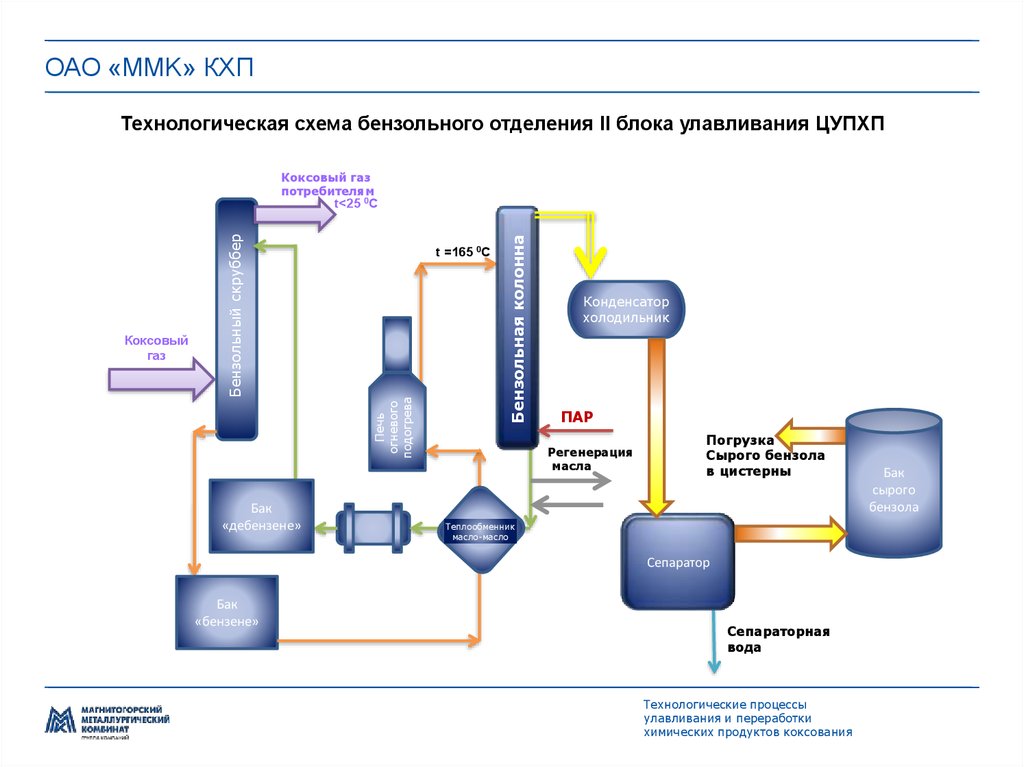
ОАО «MMK» КХПБензольное отделение 2 блока улавливания
Улавливание бензольных углеводородов осуществляется в бензольных
скрубберах, после очистки коксового газа от сероводорода и аммиака в
аммиачных скрубберах. В каждом потоке газа улавливание бензольных
углеводородов производится в одном бензольном скруббере. Скруббер по
высоте заполнен четырьмя ярусами насадки из просечного металла.
Абсорбцию бензольных углеводородов осуществляют каменноугольным
поглотительным маслом.
Очищенный от бензольных углеводородов газ проходит маслоотбойник,
находящийся в верхней части каждого скруббера.
Затем очищенный газ при температуре от 26 до 33°С поступает в газовые
сети ОАО «ММК» и передается потребителям. Насыщенное бензолом
поглотительное масло–"бензене" при температуре от 26 до 34°С из зумпфа
бензольного скруббера через гидрозатвор поступает в бак масла–"бензене"
откуда через теплообменники поступает в печь огневого подогрева, где
нагревается за счет теплоты сжигания очищенного коксового газа до
температуры не менее 165°С.
Горячее масло–"бензене" подается в среднюю часть бензольной колонны,
где отдувается острым паром от бензольных углеводородов.
Охлажденные и сконденсированные после бензольной колонны пары
разделяются в бензольном сепараторе на бензол и сепарированную воду.
Бензол из сепаратора откачивается насосом в хранилища сырого бензола.
Горячее поглотительное масло - "дебензене" забирается из зумпфа
бензольной колонны и откачивается в бак масла "дебензене". Из бака
"дебензене" масло насосом подается в холодильники низкотемпературной
воды, где оно охлаждается до температуры от 26 до 34°С, требуемой для
процесса улавливания бензола. Затем масло подается наверх бензольного
скруббера для дальнейшего улавливания бензольных углеводородов из
коксового газа.
Технологические процессы
улавливания и переработки
химических продуктов коксования
28
29.
ОАО «MMK» КХПТехнологическая схема бензольного отделения II блока улавливания ЦУПХП
Коксовый газ
потребителям
Бак
«дебензене»
Бензольная колонна
t =165 0C
Печь
огневого
подогрева
Коксовый
газ
Бензольный скруббер
t<25 0C
Конденсатор
холодильник
ПАР
Регенерация
масла
Погрузка
Сырого бензола
в цистерны
Теплообменник
масло-масло
Сепаратор
Бак
«бензене»
Сепараторная
вода
Технологические процессы
улавливания и переработки
химических продуктов коксования
Бак
сырого
бензола
30.
ОАО «MMK» КХПУчасток разложения аммиака и восстановления серы
Участок выделения серы предназначен для разложения паров аммиака на N2 и Н2 и
каталитической конверсии газообразного сероводорода Н2S в элементную газовую серу.
Аммиачные пары, с аммиачных колонн участка улавливания аммиака и сероводорода
направляются на горелки в печей (2шт) разложения аммиака. В печи происходит
каталитическое разложение паров аммиака и цианистого водорода на азот, водород, окись
углерода.
После каталитической конверсии процессные газы с температурой от 850 до 1000°С
направляются в котел утилизатор, где тепло от газов передается котловой воде для
выработки насыщенного пара. В котел-утилизатор подается котловая вода с температурой от
100 до 106 0С прошедшая последовательно деаэрацию и предварительный нагрев до 120°С в
автономном экономайзере. При этом процессные газы в котле-утилизаторе охлаждаются до
температуры от 186 до 220°С.
Затем газы направляются в автономный экономайзер где охлаждаются до температуры от 155
до 220 0С, передавая тепло котловой воде.
После экономайзера хвостовые газы окончательно охлаждаются в охладителе «хвостовых»
газов за счет подачи барильетной воды отделения конденсации до температуры от 70 до 80ºС
и возвращаются в газопровод прямого коксового газа перед первичными газовыми
холодильниками.
Кислые газы с раскислителей подаются на основную горелку печи Клауса, где происходит
сжигание 1/3 Н2S для реализации первой стадии реакции Клауса. Для достижения
температуры в печи (1150 ± 20)ºС, необходимой для каталитического разложения NH3 и HCN
на горелку подается природный газ, где происходит его сжигание.
Процессные газы направляются в котел утилизатор, где происходит их охлаждение до
температуры от 2454 до 260°С. После котла утилизатора процессные газы направляются в
реактор Клауса, где 2/3 Н2S кислого газа вступают в реакцию с SO2 с образованием
элементной серы.
Отделение серы из процессного газа происходит в сепараторе серы. Затем сера самотеком
поступает в серную яму. Процессные газы направляются в охладитель «хвостовых» газов и
направляются в газопровод прямого коксового газа перед первичными газовыми
холодильниками.
Технологические процессы
улавливания и переработки
химических продуктов коксования
30
31.
ОАО «MMK» КХПБлок переработки химических продуктов ЦУПХП
Основная продукция цеха:
- Пек каменноугольный;
- Сырьё коксохимическое;
- Нафталин;
- Поглотительное масло;
Технологические процессы
улавливания и переработки
химических продуктов коксования
31
32.
ОАО «MMK» КХППЕК
Смола
Смола
Склад
смолы и
антрацена
зола <0,1%
влага<4%
Надсмольная
вода
Аммиачная
вода
Антраценовая
фракция
Сырьё коксохимическое
АНРС
Отделения улавливания I и II Блока
Технологическая схема блока переработки химических продуктов ЦУПХП
Нафталиновая
фракция
Поглотительная
фракция
Био-химическая
установка
Резервуарный
Пековый парк
Отделение
кристаллизации
нафталина
Отделение
мойки
фракций
Вода на тушение
фенолы < 5мг/л,
родониды < 15мг/л,
смолы и масла < 20 мг/л
Фусы дешламации
Фусы конденсации
Кислая смолка
Полимеры бензольных отделений
Участок
утилизации
ПЕК
Нафталин
Поглотительное
масло
Феноляты
натрия
В шихту
на ленту У - 52
Технологические процессы
улавливания и переработки
химических продуктов коксования
32
33.
ОАО «MMK» КХПКраткое описание технологии блока ПХП ЦУПХП
Блок переработки химических продуктов ЦУПХП, введен в эксплуатацию в 1932 году и
реконструирован в 1980 году, производительность цеха по переработке каменноугольной смолы
составляет 240 000 т/г,
А) Участок склада смолы и антрацена. С 1 и 2 блоков улавливания смола после конденсации и
дешламации поступает на склад смолы, здесь она усредняется и подаётся на агрегат
непрерывной разгонки смолы.
Б) На АНРС происходит разделение смолы на фракции: пек каменноугольный, антраценовая
фракция, поглотительная фракция, нафталиновая фракция, фенольная фракция и лёгкая
фракция (рефлюкс).
В) Каменноугольный пек (марки В с tразмягчения = 85-90 °С), непрерывно перекачивается на
резервуарный пековый парк, для дальнейшей погрузки в Ж/Д цистерны.
Г) Антраценовая фракция перекачивается на склад смолы и антрацена, где грузится в Ж/Д
цистерны.
Д) Поглотительная фракция перекачивается в отделение мойки фракций, где она очищается от
фенолов с получением масла каменноугольного поглотительного и отходов – фенолятов натрия,
направляемых в отделение утилизации.
Е) Нафталиновая фракция перекачивается в отделение кристаллизации смолы, где из неё
методом прессования получают готовый продукт – плавленый нафталин (с содержанием )
Ж) Фенольная фракция в текущей технологии вводится в сборник антраценовой фракции.
И) Лёгкая фракция используется как рефлюкс - для орошения ректификационной колонны.
К) Надсмольные и аммиачные воды со всех блоков ЦУПХП поступают на очистку в Биохимическую установку, где очищенные воды используются для тушения кокса.
Л) В отделение дешламации машинами доставляют фусы дешламации, фусы конденсации,
кислая смолка, феноляты натрия и полимеры бензольных отделений, где они дозируются и
подаются на ленту У-52 в угольную шихту для утилизации.
Технологические процессы
улавливания и переработки
химических продуктов коксования
33
34.
ОАО «MMK» КХПУчасток подготовки каменноугольной смолы к разгонке
Участок подготовки каменноугольной смолы к разгонке и отгрузки готовой продукции
предназначен для:
- приема каменноугольной смолы с участков улавливания 1 и 2 блоков ЦУПХП;
- слива привозной каменноугольной смолы;
- приема газового конденсата из сетей комбината при проведении их пропарок;
- приема надсмольной воды и воды с сепараторов УНРС;
- приема прессовых оттеков с участка кристаллизации нафталина;
- усреднения и хранения смолы;
- передачи по трубопроводам смолы на участок непрерывной разгонки смолы;
- подготовки и усреднения готовой продукции;
отгрузки готовой продукции потребителям.
Смола с участков улавливания 1 и 2 блоков поступает в хранилище № 5 с температурой от 50
до 90ºС. Откуда по переливным трубопроводам, самотеком последовательно идет по переливу
в хранилища № 6, 7.
Привозная смола разгружается в заглубленные сборники № 1,2 температура, в которых от 60
до 90ºС из которых паровым насосом перекачивается в хранилище № 5.
Температура смолы во всех хранилищах склада смолы поддерживается пароподогревателями
от 70 до 85ºС.
В хранилищах №№ 1-3, 5-7 происходит усреднение смолы. Усредненная (определяется по
массовой доли нафталина) и отстоявшаяся от воды смола с массовой долей воды не более 4%
непрерывно перекачивается насосами в рабочее хранилище на участок непрерывной разгонки
смолы. Отстоявшаяся надсмольная вода перекачивается в сборник № 8 и далее на
биохимическую установку.
Хранилище № 4 предназначено для накопления и отгрузки антраценового масла. Приём
антраценового масла ведётся в непрерывном режиме с УНРС.
Технологические процессы
улавливания и переработки
химических продуктов коксования
34
35.
ОАО «MMK» КХПУчасток непрерывной разгонки каменноугольной смолы
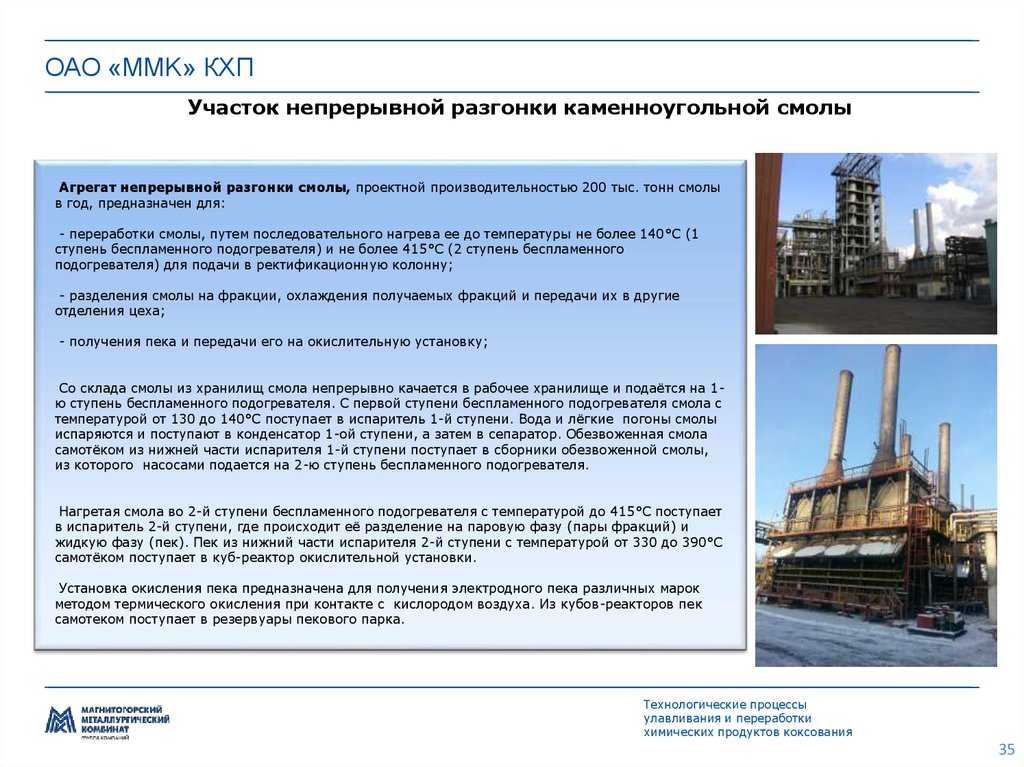
Агрегат непрерывной разгонки смолы, проектной производительностью 200 тыс. тонн смолы
в год, предназначен для:
- переработки смолы, путем последовательного нагрева ее до температуры не более 140°С (1
ступень беспламенного подогревателя) и не более 415°С (2 ступень беспламенного
подогревателя) для подачи в ректификационную колонну;
- разделения смолы на фракции, охлаждения получаемых фракций и передачи их в другие
отделения цеха;
- получения пека и передачи его на окислительную установку;
Со склада смолы из хранилищ смола непрерывно качается в рабочее хранилище и подаётся на 1ю ступень беспламенного подогревателя. С первой ступени беспламенного подогревателя смола с
температурой от 130 до 140°С поступает в испаритель 1-й ступени. Вода и лёгкие погоны смолы
испаряются и поступают в конденсатор 1-ой ступени, а затем в сепаратор. Обезвоженная смола
самотёком из нижней части испарителя 1-й ступени поступает в сборники обезвоженной смолы,
из которого насосами подается на 2-ю ступень беспламенного подогревателя.
Нагретая смола во 2-й ступени беспламенного подогревателя с температурой до 415°С поступает
в испаритель 2-й ступени, где происходит её разделение на паровую фазу (пары фракций) и
жидкую фазу (пек). Пек из нижний части испарителя 2-й ступени с температурой от 330 до 390°С
самотёком поступает в куб-реактор окислительной установки.
Установка окисления пека предназначена для получения электродного пека различных марок
методом термического окисления при контакте с кислородом воздуха. Из кубов-реакторов пек
самотеком поступает в резервуары пекового парка.
Технологические процессы
улавливания и переработки
химических продуктов коксования
35
36.
ОАО «MMK» КХПУчасток непрерывной разгонки каменноугольной смолы
Пары фракций из испарителя 2-й ступени
с температурой от 350 до 385 ºС
поступают в нижнюю часть
ректификационной колонны, для
разделения смеси паров на отдельные
фракции, каждая при своей определённой
температуре.
Каждая фракция после отбора с
определённой тарелки колонны для
охлаждения проходит через
соответствующий погружной
холодильник, и после охлаждения в
сборники ОДС.
Антраценовая и фенольная фракция
поступают в сборник антраценовой
фракции, откуда насосом перекачиваются
в хранилище склада смолы.
Поглотительная фракция поступает в
сборник поглотительной фракции, откуда
насосом перекачивается в сборники
участка обесфеноливания поглотительной
фракции.
Нафталиновая фракция поступает в
сборник нафталиновой фракции, откуда
насосом перекачивается в напорные баки
участка кристаллизации нафталина.
Технологические процессы
улавливания и переработки
химических продуктов коксования
36
37.
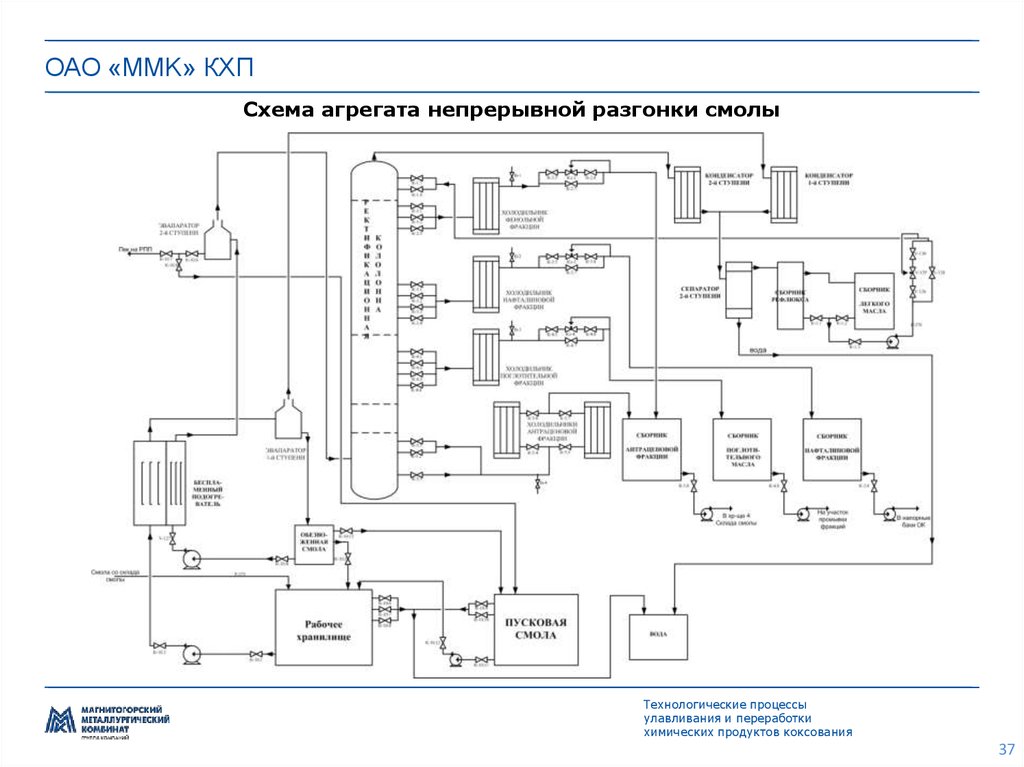
ОАО «MMK» КХПСхема агрегата непрерывной разгонки смолы
Технологические процессы
улавливания и переработки
химических продуктов коксования
37
38.
ОАО «MMK» КХПУчасток мойки фракций
Участок обесфеноливания поглотительной фракции предназначен для
обесфеноливания поглотительной фракции раствором натриевой щелочи (едкого натра).
В основе процесса извлечения фенолов (обесфеноливания) из поглотительной фракции
лежит реакция взаимодействия фенолов, содержащихся в поглотительной фракции, с
раствором щелочи при интенсивном перемешивании смеси.
В результате реакции получаются:
- обесфеноленное поглотительное масло;
- фенолят натрия (состоящий из феноло-крезолов);
- вода.
Поглотительная фракция перекачивается с участка непрерывной разгонки смолы в
постоянном режиме.
Прием поглотительной фракции осуществляется в сборники немытой поглотительной
фракции.
В периодическом режиме немытое поглотительное масло и едкий натр вместе
закачиваются в куб-реактор где происходит очищение поглотительной фракции от
фенолов, в результате химической реакции реакция взаимодействия фенолов с
щелочью.
Процесс проводится путем циркуляции смеси щелочи и поглотительной фракции.
После цикла очистки образовавшиеся феноляты натрия перекачиваются в сборник и
далее на участок утилизации автоцистернами. Мытое, очищенное от фенолов
поглотительное масло направляется в сборник мытого масла и далее в
железнодорожные цистерны для передачи в блоки улавливания.
Технологические процессы
улавливания и переработки
химических продуктов коксования
38
39.
ОАО «MMK» КХПУчасток кристаллизации нафталина
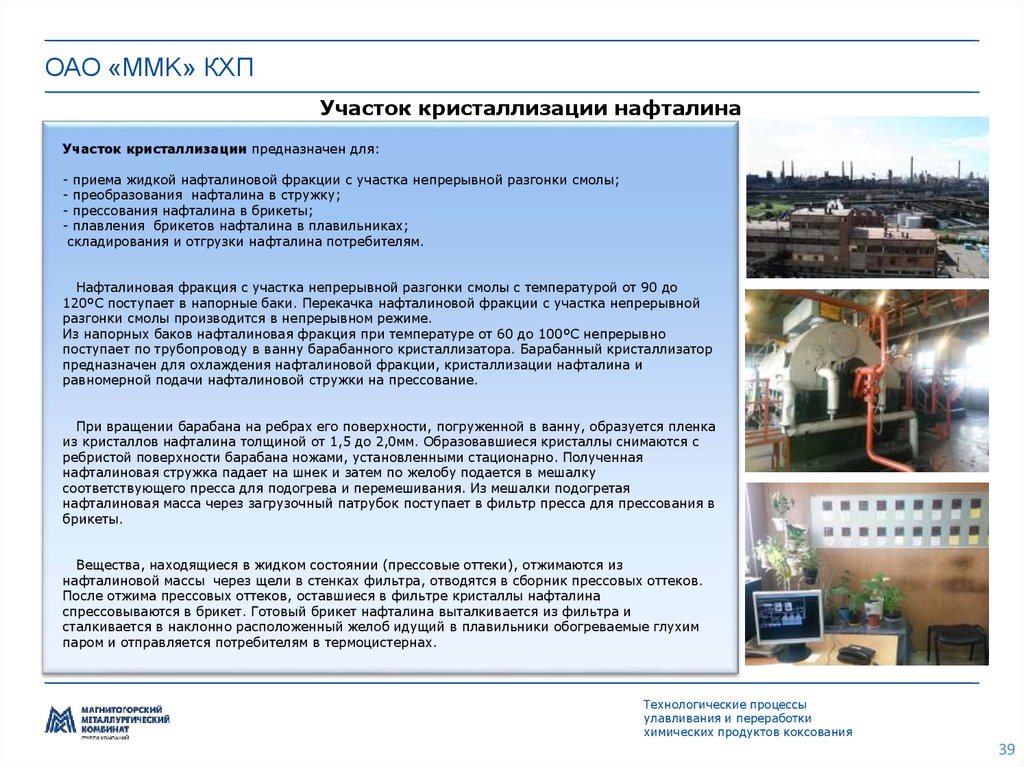
Участок кристаллизации предназначен для:
- приема жидкой нафталиновой фракции с участка непрерывной разгонки смолы;
- преобразования нафталина в стружку;
- прессования нафталина в брикеты;
- плавления брикетов нафталина в плавильниках;
складирования и отгрузки нафталина потребителям.
Нафталиновая фракция с участка непрерывной разгонки смолы с температурой от 90 до
120ºС поступает в напорные баки. Перекачка нафталиновой фракции с участка непрерывной
разгонки смолы производится в непрерывном режиме.
Из напорных баков нафталиновая фракция при температуре от 60 до 100ºС непрерывно
поступает по трубопроводу в ванну барабанного кристаллизатора. Барабанный кристаллизатор
предназначен для охлаждения нафталиновой фракции, кристаллизации нафталина и
равномерной подачи нафталиновой стружки на прессование.
При вращении барабана на ребрах его поверхности, погруженной в ванну, образуется пленка
из кристаллов нафталина толщиной от 1,5 до 2,0мм. Образовавшиеся кристаллы снимаются с
ребристой поверхности барабана ножами, установленными стационарно. Полученная
нафталиновая стружка падает на шнек и затем по желобу подается в мешалку
соответствующего пресса для подогрева и перемешивания. Из мешалки подогретая
нафталиновая масса через загрузочный патрубок поступает в фильтр пресса для прессования в
брикеты.
Вещества, находящиеся в жидком состоянии (прессовые оттеки), отжимаются из
нафталиновой массы через щели в стенках фильтра, отводятся в сборник прессовых оттеков.
После отжима прессовых оттеков, оставшиеся в фильтре кристаллы нафталина
спрессовываются в брикет. Готовый брикет нафталина выталкивается из фильтра и
сталкивается в наклонно расположенный желоб идущий в плавильники обогреваемые глухим
паром и отправляется потребителям в термоцистернах.
Технологические процессы
улавливания и переработки
химических продуктов коксования
39
40.
ОАО «MMK» КХПТехнологическая схема отделения кристаллизации ПХП ЦУПХП
Нафталиновая фракция
Нафталиновая
с ректификационной колонны
фракция
t=95-105 0 C
Плавленый
нафталин
Напорные баки
отделения
кристаллизации
Сборник
нафталиновой
фракции ОДС
Барабан
Нафталин потребителям:
кристаллизатор
Нафталиновая
температура
кристаллизации,0С <78,5
массовая доля, %:
стружка
- золы < 0,15
Мешалка
нафталиновой
стружки
Прессовые оттёки
- воды < 0,3
на склад смолы
и антрацена
Нафталиновые
брикеты
Прессовые
Сборник
прессовых
оттёков
оттёки
Нафталиновый пресс
Плавильник нафталина
Технологические процессы
улавливания и переработки
химических продуктов коксования
40
41.
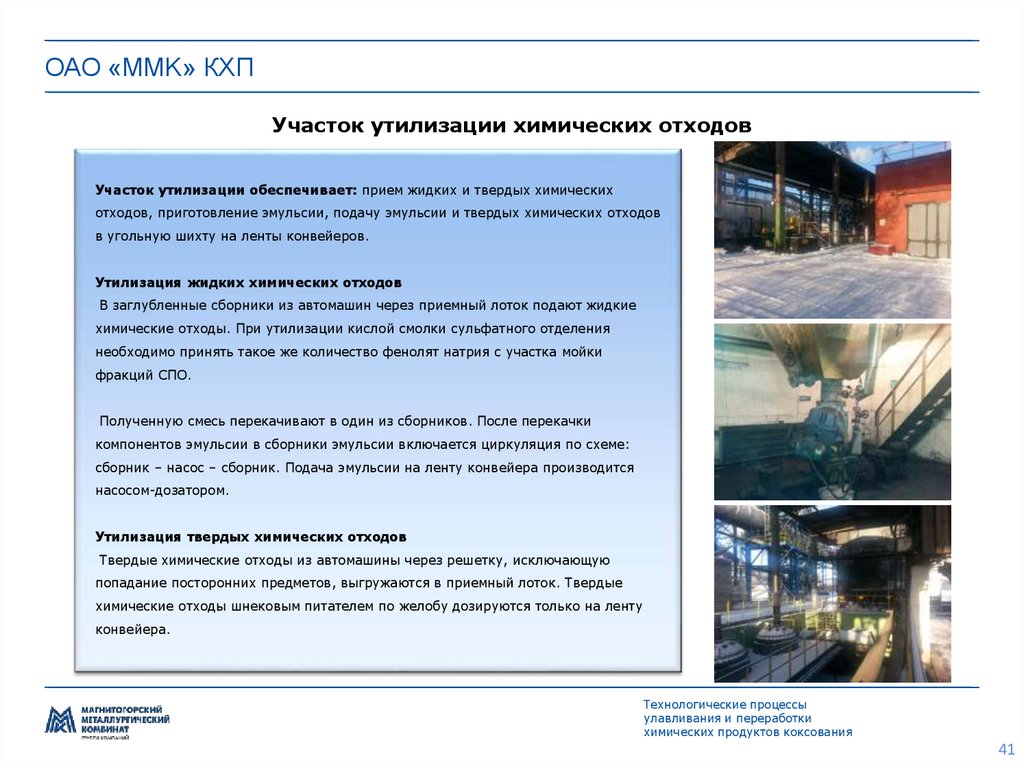
ОАО «MMK» КХПУчасток утилизации химических отходов
Участок утилизации обеспечивает: прием жидких и твердых химических
отходов, приготовление эмульсии, подачу эмульсии и твердых химических отходов
в угольную шихту на ленты конвейеров.
Утилизация жидких химических отходов
В заглубленные сборники из автомашин через приемный лоток подают жидкие
химические отходы. При утилизации кислой смолки сульфатного отделения
необходимо принять такое же количество фенолят натрия с участка мойки
фракций СПО.
Полученную смесь перекачивают в один из сборников. После перекачки
компонентов эмульсии в сборники эмульсии включается циркуляция по схеме:
сборник – насос – сборник. Подача эмульсии на ленту конвейера производится
насосом-дозатором.
Утилизация твердых химических отходов
Твердые химические отходы из автомашины через решетку, исключающую
попадание посторонних предметов, выгружаются в приемный лоток. Твердые
химические отходы шнековым питателем по желобу дозируются только на ленту
конвейера.
Технологические процессы
улавливания и переработки
химических продуктов коксования
41
42.
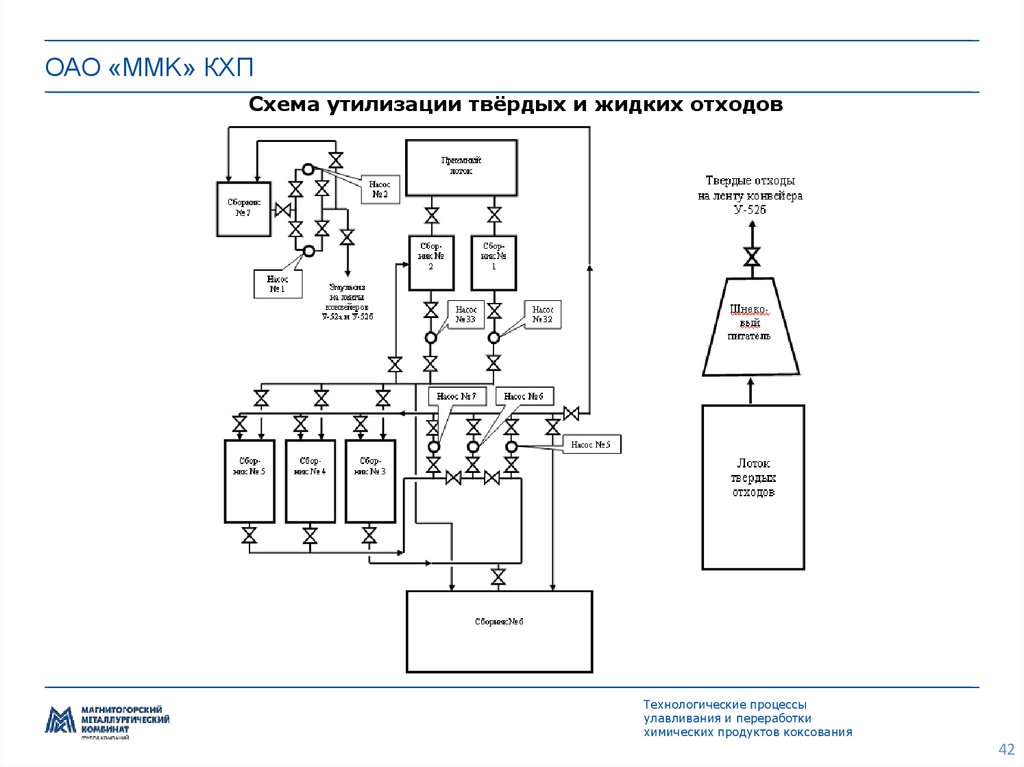
ОАО «MMK» КХПСхема утилизации твёрдых и жидких отходов
Технологические процессы
улавливания и переработки
химических продуктов коксования
42
43.
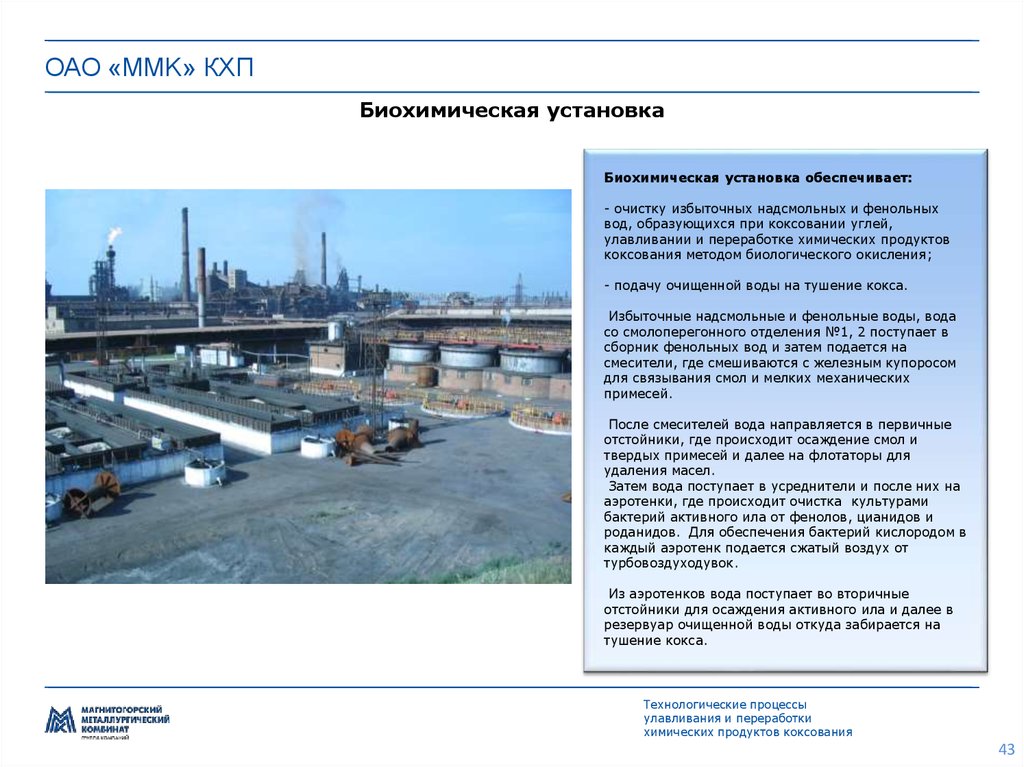
ОАО «MMK» КХПБиохимическая установка
Биохимическая установка обеспечивает:
- очистку избыточных надсмольных и фенольных
вод, образующихся при коксовании углей,
улавливании и переработке химических продуктов
коксования методом биологического окисления;
- подачу очищенной воды на тушение кокса.
Избыточные надсмольные и фенольные воды, вода
со смолоперегонного отделения №1, 2 поступает в
сборник фенольных вод и затем подается на
смесители, где смешиваются с железным купоросом
для связывания смол и мелких механических
примесей.
После смесителей вода направляется в первичные
отстойники, где происходит осаждение смол и
твердых примесей и далее на флотаторы для
удаления масел.
Затем вода поступает в усреднители и после них на
аэротенки, где происходит очистка культурами
бактерий активного ила от фенолов, цианидов и
роданидов. Для обеспечения бактерий кислородом в
каждый аэротенк подается сжатый воздух от
турбовоздуходувок.
Из аэротенков вода поступает во вторичные
отстойники для осаждения активного ила и далее в
резервуар очищенной воды откуда забирается на
тушение кокса.
Технологические процессы
улавливания и переработки
химических продуктов коксования
43
44.
ОАО «MMK» КХПХАРАКТЕРИСТИКА СТОЧНЫХ ВОД ДО И ПОСЛЕ БИОХИМОЧИСТКИ
До очистки,
мг/дм3
Основные загрязнения
После
очистки,
мг/дм3
Существующий
уровень
ПДК
на ГОС,
мг/дм3
1. Фенолов общих
395-582
1.4-3.4
-
2. Роданид-ионов
560-730
4.5-4.9
1
3. Цианидов
6,0-9,2
1-3
0,25
31-65
0.6-15
4
5. Амонийного азота (общего)
698-939
590-881
25
6. Суммарное содержание
нитритного и нитратного азота
Отс.
-
10
1525-4132
600-850
200
8,0-8,7
7-8
6,5-8,5
4. Смол и масел
7. ХПК, мгO2/дм3
8. pH
Технологические процессы
улавливания и переработки
химических продуктов коксования
44