










 Промышленность
ПромышленностьПохожие презентации:

 покрытыми электродами")








Технология электродуговой ручной сварки плавящимся электродом
1. технология электродуговой ручной сварки плавящимся электродом
___________________Подготовил:
Семёнов Евгений Андреевич
Группа: 151-112
2. Применение электродуговой сварки
• машиностроение• прокладка различных трасс для теплоснабжения,
перекачки газа и подачи воды;
• кораблестроение;
• ремонтные работы на СТО;
• коммунальные службы.
3. Достоинства электродуговой ручной сварки:
•Простота оборудования;•Возможность сварки во всех пространственных
положениях;
•Возможность сварки в труднодоступных местах;
•Быстрый, по времени переход от одного вида материала к
другому;
•Большая номенклатура свариваемых металлов.
4. Недостатки электродуговой ручной сварки:
•Большие материальные и временные затраты на подготовкусварщика;
•Качество сварного соединения и его свойства во многом
определяются субъективным фактором;
•Низкая производительность (пропорциональна сварочному
току, увеличение сварочного тока приводит к разрушению
электродного покрытия);
•Вредные и тяжёлые условия труда.
5. Схема электродуговой ручной сварки плавящимся электродом.
6. Режимы ручной электродуговой сварки ОСНОВНЫЕ ДОПОЛНИТЕЛЬНЫЕ Сварочный ток Положение шва в пространстве Напряжение дуги Число
Режимы ручной электродуговойсварки
ОСНОВНЫЕ
Сварочный ток
Напряжение дуги
Скорость сварки
Род и полярность тока
ДОПОЛНИТЕЛЬНЫЕ
Положение шва в пространстве
Число проходов
Температура окружающей среды
7.
Зажигание сварочной дугиЗажигание
(возбуждение)
производиться
двумя способами. При первом способе
электрод подводят перпендикулярно к месту
начала сварки и после сравнительно
легкого прикосновения к изделию
отводят верх на расстояние 25 мм.
Второй способ напоминает процесс,
зажигая спички.
При обрыве дуги повторное зажигание ее осуществляется впереди кратера на основном металле с
возвратом к наплавленному металлу для вывода на поверхность загрязнений, скопившихся в
кратере. После этого сварку ведут в нужном направлении.
Применение того или иного способа зажигания дуги зависит от условий сварки и от навыка
сварщика.
8. Положение и перемещение электрода при сварке
Положение электрода зависит от положения шва в пространстве. Различаютследующие положения швов: нижнее, вертикальное и горизонтальное на
вертикальной плоскости, потолочное. Сварку вертикальных швов можно
выполнять сверху вниз и снизу вверх.
9.
При сварке в нижнем положении электрод имеет наклон отвертикали в сторону направления сварки. Перемещение
электрода
при
сварке может осуществляться способами
"к себе" и "от себя".
10.
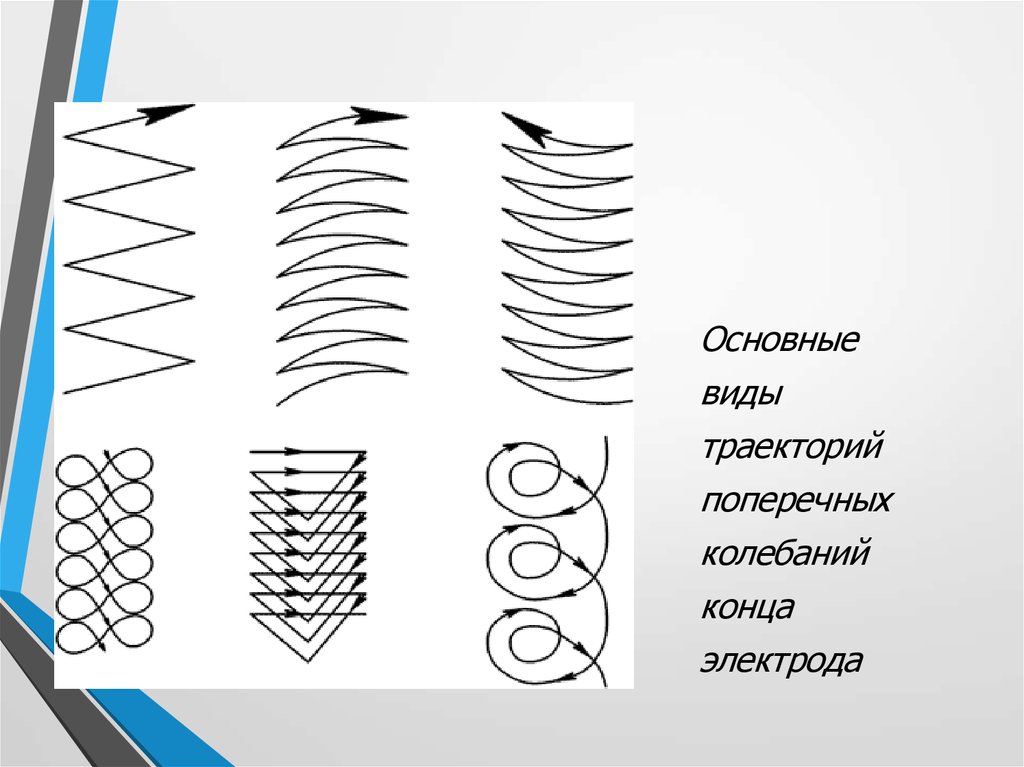
Основныевиды
траекторий
поперечных
колебаний
конца
электрода