")













 Промышленность
ПромышленностьПохожие презентации:





")




Электродуговая сварка и ее виды
1. Электродуговая сварка и ее виды. Билет 9 (1)
2.
Электродуговая сваркаДля нагрева контактирующих поверхностей и
последующего их расплавления используется
электрическая дуга - разряд, возникающий между
концом электрода и соединяемой металлической
поверхностью при прохождении электрического тока.
Тепловая энергия тока высвобождается в электрическую
дугу и обуславливает ее высокую температуру.
Воздействие на металл приводит к его ограниченному
расплавлению и образованию сварочной ванны из
жидкого металла. При остывании происходит
кристаллизация жидкого металла и образование
соединения, имеющего состав и прочность, аналогичную
соединяемым частям.
3.
ММА (Ручная дуговая сварка, manual metal arc)выполняется с использованием штучных электродовимеющих различное специальное покрытие
(обмазку). Этот процесс может протекать с
использованием постоянного (DC) или переменного
(АС) тока. Разное покрытие электродов образует при
своем расплавлении газовое облако для защиты зоны
сварки от воздуха, обеспечивает попадание
химических добавок в сварочную ванну для
изменения свойств металла в области шва и
стабильность самой электрической дуги. Сварка этим
методом возможна во всех пространственных
плоскостях, применяются сварочные трансформаторы,
выпрямители и инверторы.
4.
MAG (Сварка плавящимся непрерывным электродом всреде инертного или активного газа, metal inert
or active gas)- роль электрода выполняет плавящаяся
под действием тока проволока, автоматически
подающаяся в зону сварки. Проволока поступает в
специальную горелку, туда же осуществляется
доставка защитного инертного или активного газа.
Состав газовой защиты зависит от типа свариваемого
материала. Такая сварка возможна только при
постоянном электрическом токе. Высокая ее
производительность компенсирует неаккуратность
шва и разбрызгивание
5.
Сварка под флюсом. При соединении деталейиспользуется различный по химическому составу
флюсовый порошок, покрывающий защитным слоем
сварную ванну и область остывающего сварного шва.
При термическом разрушении порошковых частиц
происходит выделение защитного газа для
обеспечения стабильности дуги и высокого качества
сварки. Меняя виды флюса, добиваются
определенных свойств металла в месте стыка.
Такой метод, чаще всего, имеет промышленное
применение и полностью автоматизирован от подачи
флюса до перемещения самого сварочного аппарата.
6.
ЭлектрошлаковаяРасплавление кромок соединения при этом виде
сварки происходит за счет нагрева шлака от
расплавленного электрическим током флюса, который
засыпается в проем между двумя деталями. При
данном процессе используется присадочный прут или
проволока. Основным материалом для сварки служат
все виды сталей и чугуна, реже цветные металлы.
Этот вид сварки имеет большое промышленное
значение и используется для сварки толстостенных (40500 мм и более) крупногабаритных деталей:
турбинных и роторных валов, паровых котлов и опор.
7.
Термомеханический вид сваркиКонтактная сварка характеризуется нагревом
соединяемых деталей и обоюдным деформированием
под давлением. Точечная сварка выполняется с
помощью аппаратов точечной сварки . Две детали
закрепляются между электродами, через них
пропускается электрический ток, что приводит к
локальному разогреву металла. После этого
электрический ток отключают и усиливают давление
электродов на обе детали. Кристаллизация локального
расплавленного металла ведет к получению точечного
сварного соединения. Недостатком такой сварки
является возможность выполнения только нахлестного
соединения.
8.
Сварные швы и их обозначениена чертежах
Билет9(2)
9.
Согласно ЕСКД, разделу об общих правилахвыполнения чертежей и ГОСТу 2.312-72 условные
обозначения швов сварных соединений выполняются
по четко установленным международным стандартам
для всей конструкторской документации. Обозначения
являются универсальными для всех областей
промышленности и строительства.
10.
Условное обозначение видимых иневидимых швов
над полкой — видимый;
под покой — невидимый.
11.
Обозначения видовсварки
электродуговая — Э,
газовая — Г,
контактная — Кт,
в среде защитных газов — 3.
12.
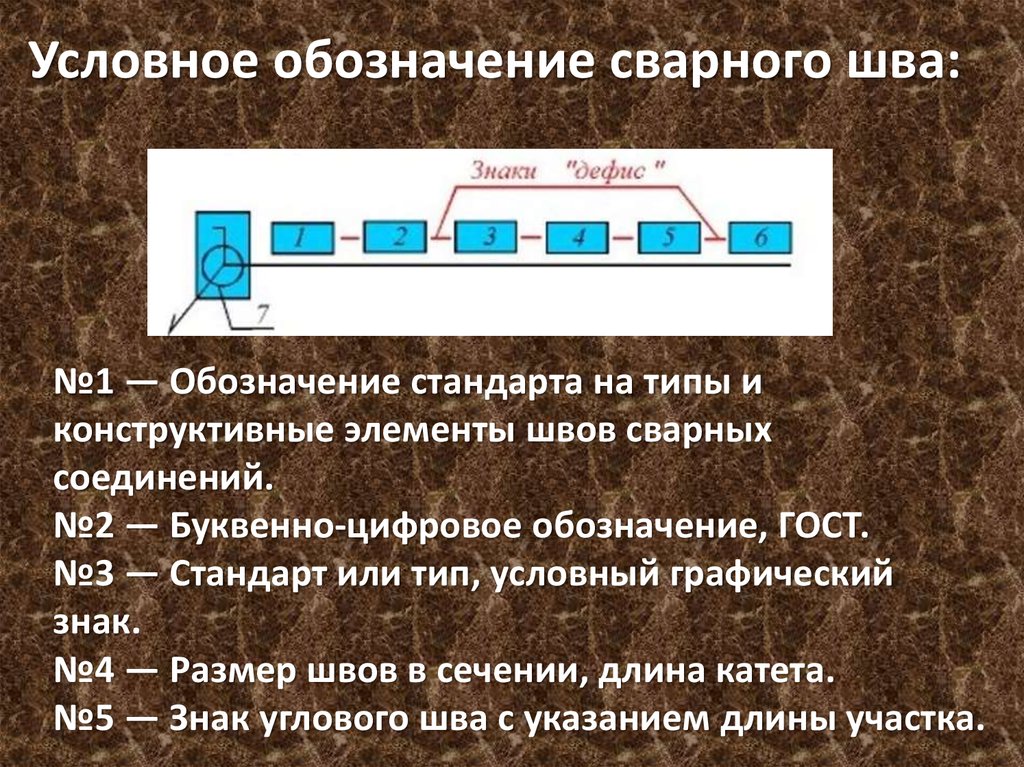
Условное обозначение сварного шва:№1 — Обозначение стандарта на типы и
конструктивные элементы швов сварных
соединений.
№2 — Буквенно-цифровое обозначение, ГОСТ.
№3 — Стандарт или тип, условный графический
знак.
№4 — Размер швов в сечении, длина катета.
№5 — Знак углового шва с указанием длины участка.
13.
ЗнакЗначение знака
Расположение
знака
Прерывистый
шов,шахматный
шов
прерывистый
или точечный с
цепным
расположением
•№6 — Вспомогательный знак для
обозначения обработки.
14.
ЗнакЗначение знака
Расположение
знака
по не замкнутой
линии
Наплывы и
неровности
обработать с
плавным
переходом к
основному металлу
Выпуклость снять
•№7 — Обозначение для вспомогательного
шва.
15.
ЗнакЗначение знака
по замкнутой
линии
исполняется при
монтаже
изделия
Расположение
знака
16.
УсловноеИллюстр
Виды швов
обозначени Характеристики
ация
е
Нормальны
е(плоские)
Хорошо работают
при нагрузках.
Вогнутые
Хорошо работают
при динамических
нагрузках.
Выпуклые
Наплыв выпуклого
металла является не
экономичным.
17.
V—образные
Характер шва
Без
скоса
Односторонний
Двусторонний
Односторонние
с прокладкой
Со скосом
Со скосом
одной
двух кромок
кромки
С двумя
симметричны
ми скосами
двух кромок
18.
1. Сущность электродуговой сварки.2. ММА, ручная дуговая сварка.
3. Маg сварка.
4. Электрошлаковая сварка.
5. Сварка под слоем флюса.
6. Термомеханическая сварка.
7. Обозначение видимого и невидимого шва.
8. Знаки для чтения шва (1,2,3,4,5,6,7,8,9,10.).
9. Виды швов(нормальные выпуклые, вогнутые).
10. Виды швов Без разделки кромок, с разделкой
кромок