






 Промышленность
ПромышленностьПохожие презентации:






")



Классификация металлорежущих станков
1. ОП Технологическое оборудование
«Технология машиностроения»2.
ТЕМА Классификация металлорежущихстанков
3.
Металлорежущийстанок — станок
предназначенный для
размерной обработки
металлических заготовок
путем снятия материала.
История металлорежущих станков.
Считается, что история металлорежущих
станков начинается с изобретения суппорта
токарного станка. Около 1751 г. французский
инженер и изобретатель Жак Де Вокансон
первый применил спецальное устройство
для фиксации резца - устранив таким
образом непосредственное влияние руки
человека на Формообразование поверхности.
4.
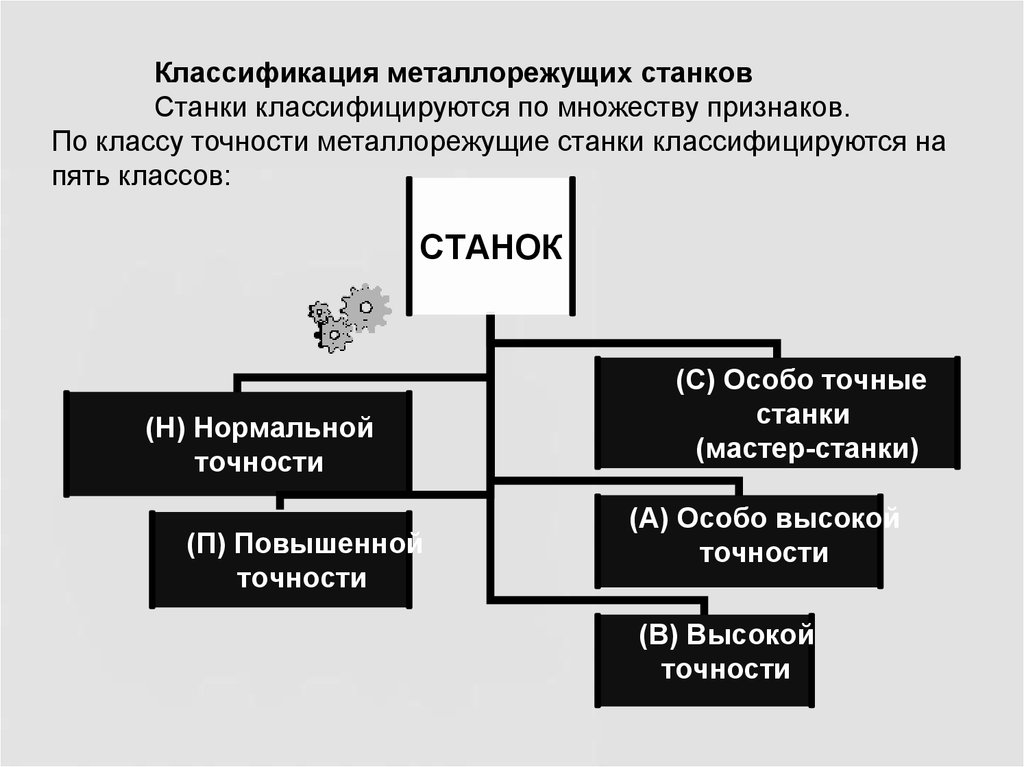
Классификация металлорежущих станковСтанки классифицируются по множеству признаков.
По классу точности металлорежущие станки классифицируются на
пять классов:
СТАНОК
(Н) Нормальной
точности
(П) Повышенной
точности
(С) Особо точные
станки
(мастер-станки)
(А) Особо высокой
точности
(В) Высокой
точности
5.
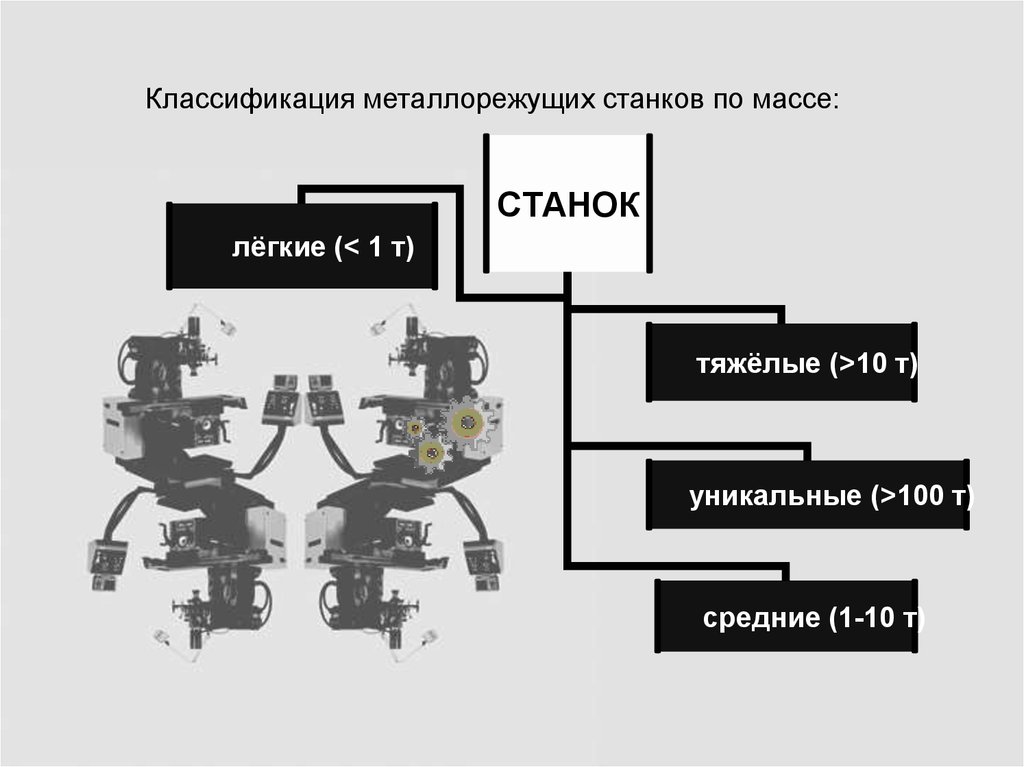
Классификация металлорежущих станков по массе:СТАНОК
лёгкие (< 1 т)
тяжёлые (>10 т)
уникальные (>100 т)
средние (1-10 т)
6.
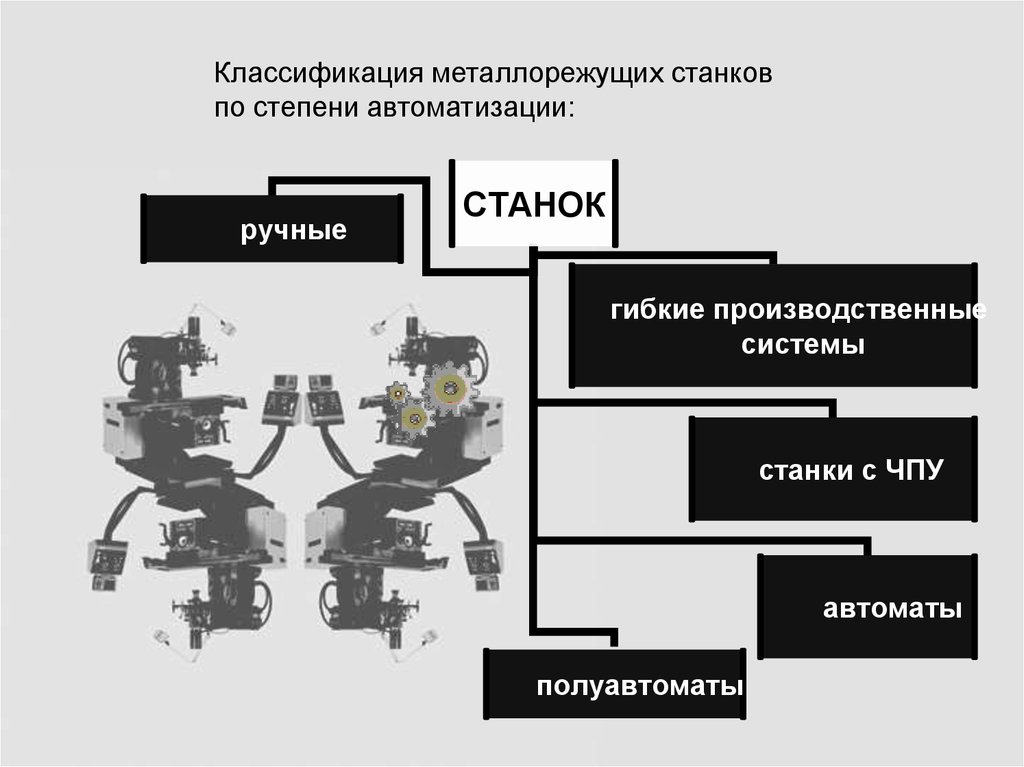
Классификация металлорежущих станковпо степени автоматизации:
ручные
СТАНОК
гибкие производственные
системы
станки с ЧПУ
автоматы
полуавтоматы
7.
Классификация металлорежущих станковпо степени специализации:
СТАНОК
Универсальные.
Для изготовления
широкой
номенклатуры
деталей
малыми партиями.
Используются в
единичном
и серийном
производстве.
Специализированные.
Для изготовления
больших партий
деталей одного
типа.
Используются в
среднем и
крупносерийном
производстве.
Специальные.
Для
изготовления
одной детали
или детали
одного
типоразмера.
Используются в
крупносерийном
и массовом
производстве
8.
У металлорежущего станка имеетсяпривод(механический, гидравлический, пневматический), с
помощью которого обеспечивается передача движения рабочим
органам: шпинделю,суппорту т.п. Комплекс этих движений
называется формообразующими движениями.
Формообразующие
движения — движения,
осуществляемые инструментом
и заготовкой, необходимые для
осуществления процесса
резания, при изготовлении
деталей со снятием припуска,
на металлорежущих станках.
9.
Формообразующиедвижения
Основные движения(рабочие),
которые предназначены
непосредственно
для осуществления
процесса резания.
Главное движение
Движение подачи
Вспомогательные
движения – способствуют
осуществлению процесса
резания, но не участвуют
в нём непосредственно.
- наладка станка;
- задача режимов резания;
- установка ограничителей хода в
соответствии с размерами и
конфигурациями заготовок;
- управление станком в процессе работы;
- установка заготовки, снятие готовой детали;
- установка и смена
инструмента и прочие.
10.
11.
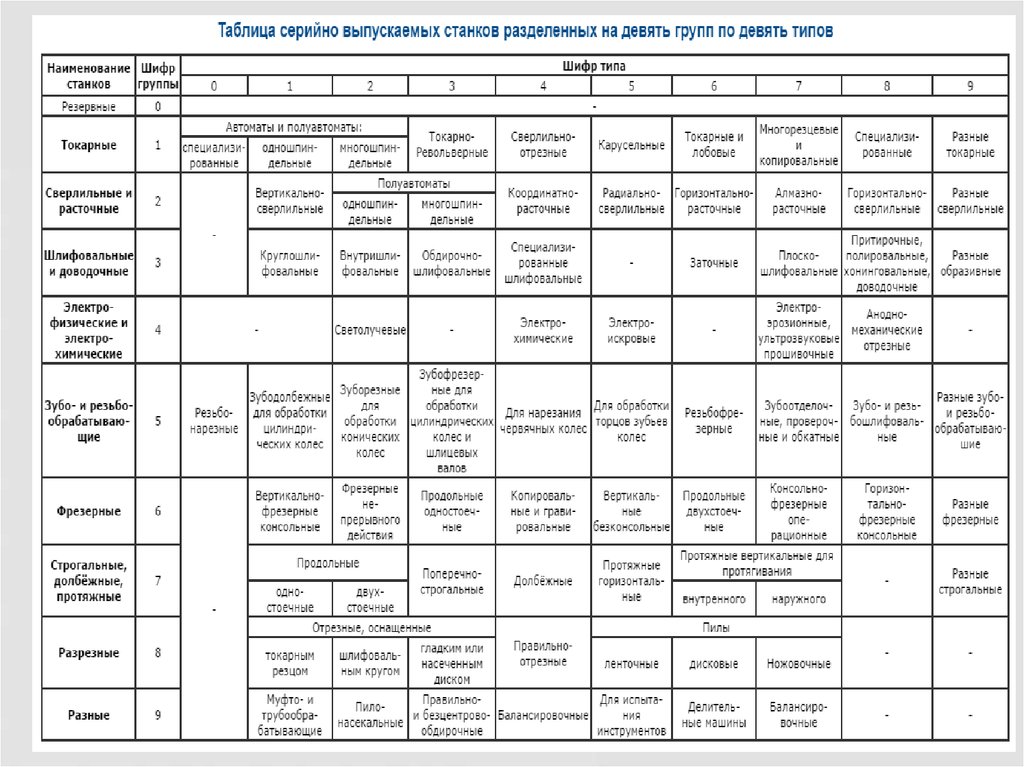
Нумерация станковВ СССР была принята единая система
условных обозначений станков, основанная на
присвоении каждой модели станка шифра
(номера). Нумерация металлорежущих станков,
разработанная Экспериментальным научноисследовательским институтом
металлорежущих станков (ЭНИМС), построена
по десятичной системе. Все станки делятся на
10 групп, каждая группа подразделяется на 10
типов и каждый тип — на 10 типоразмеров. Как
видно из таблицы, объединение станков по
группам при нумерации основано на несколько
ином принципе, чем при классификации. Номер,
присваиваемый каждой модели станка, может
состоять из трех или четырех цифр и букв,
причем буквы могут стоять после первой цифры
или в конце номера, например: 612, 1616, 6Н82,
2620, 6Н12ПБ.