








 Промышленность
ПромышленностьПохожие презентации:





")
")



Контактная сварка
1. КОНТАКТНАЯ СВАРКА
Контактная сварка - это процесс образованиясоединения в результате нагрева металла
проходящим через него электрическим током и
пластической деформации зоны соединения под
действием сжимающего усилия.
2.
КОНТАКТНАЯ СВАРКАПО ФОРМЕ
СВАРНОГО
СОЕДИНЕНИЯ
ПО РОДУ
СВАРОЧНОГО ТОКА
ПО ХАРАКТЕРУ
ПРОТЕКАНИЯ
ПРОЦЕССА
Точечная
• Постоянным током
• Оплавлением
Шовная
• Переменным током • Сопротивлением
Стыковая
• Пульсирующим током
Рельефная
Шовно-стыковая
3.
Преимущества контактной сварки перед другимиспособами
- Высокая производительность (время сварки одной точки или
стыка составляет 0,02... 1,0 с)
- Малый расход вспомогательных материалов (воды, воздуха)
- Высокое качество и надежность сварных соединений при
небольшом числе управляемых параметров режима, что снижает
требования к квалификации сварщика
- Экологическая чистота процесса, легко поддающегося
механизации и автоматизации
4.
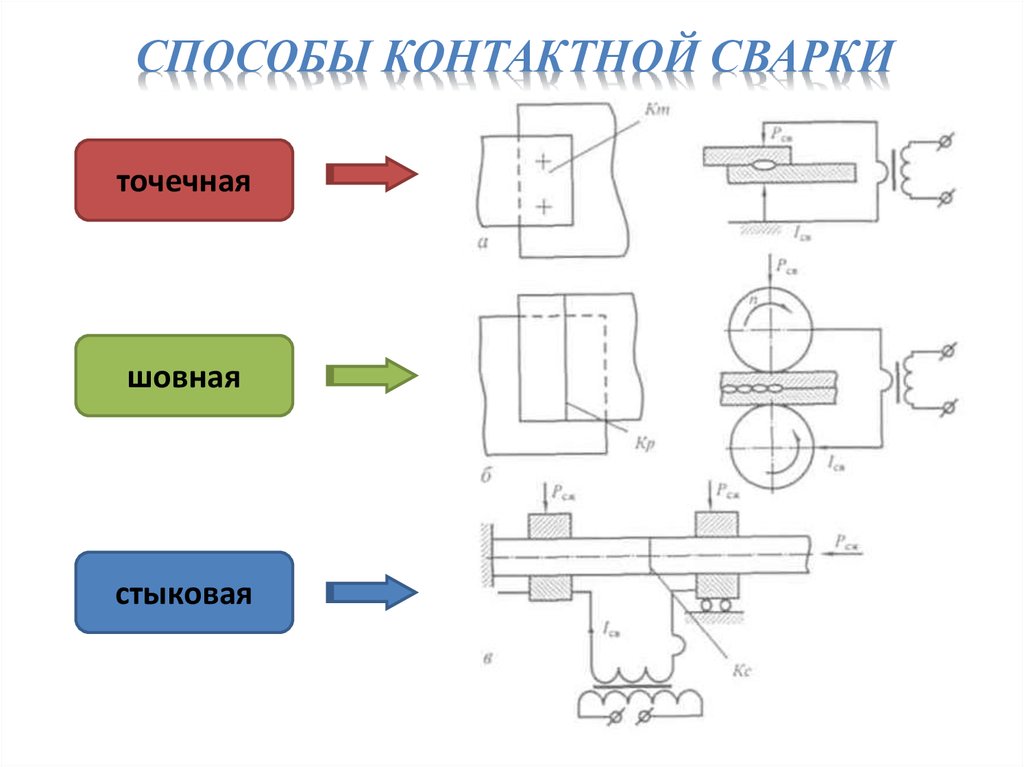
СПОСОБЫ КОНТАКТНОЙ СВАРКИточечная
шовная
стыковая
5.
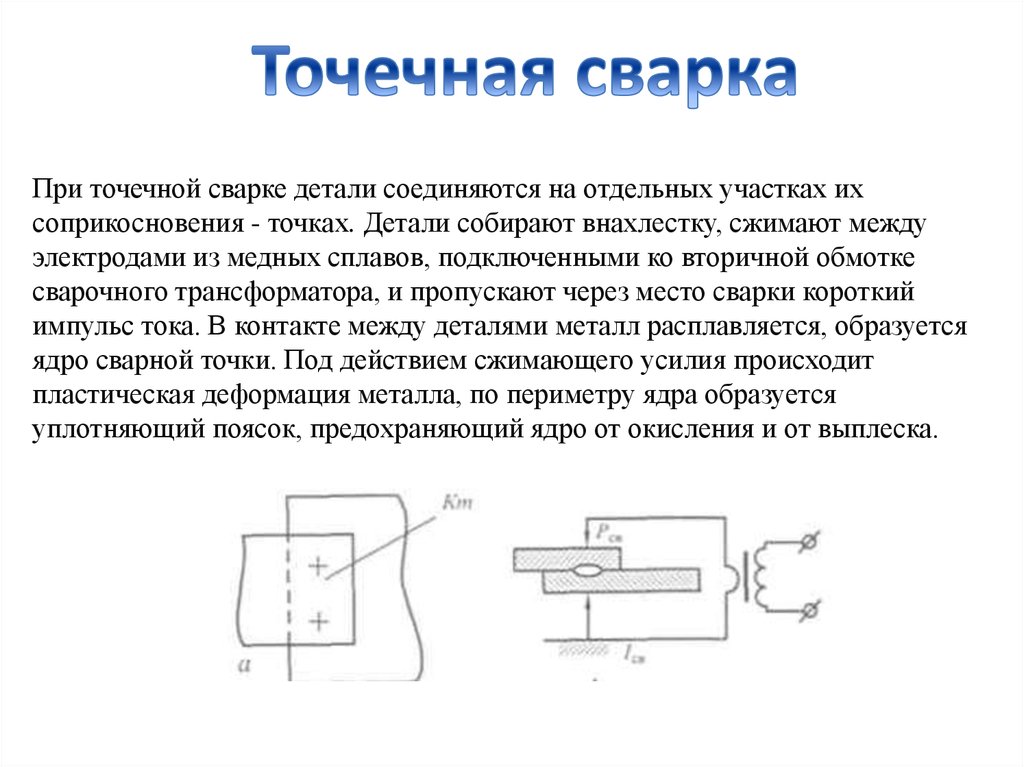
При точечной сварке детали соединяются на отдельных участках ихсоприкосновения - точках. Детали собирают внахлестку, сжимают между
электродами из медных сплавов, подключенными ко вторичной обмотке
сварочного трансформатора, и пропускают через место сварки короткий
импульс тока. В контакте между деталями металл расплавляется, образуется
ядро сварной точки. Под действием сжимающего усилия происходит
пластическая деформация металла, по периметру ядра образуется
уплотняющий поясок, предохраняющий ядро от окисления и от выплеска.
6.
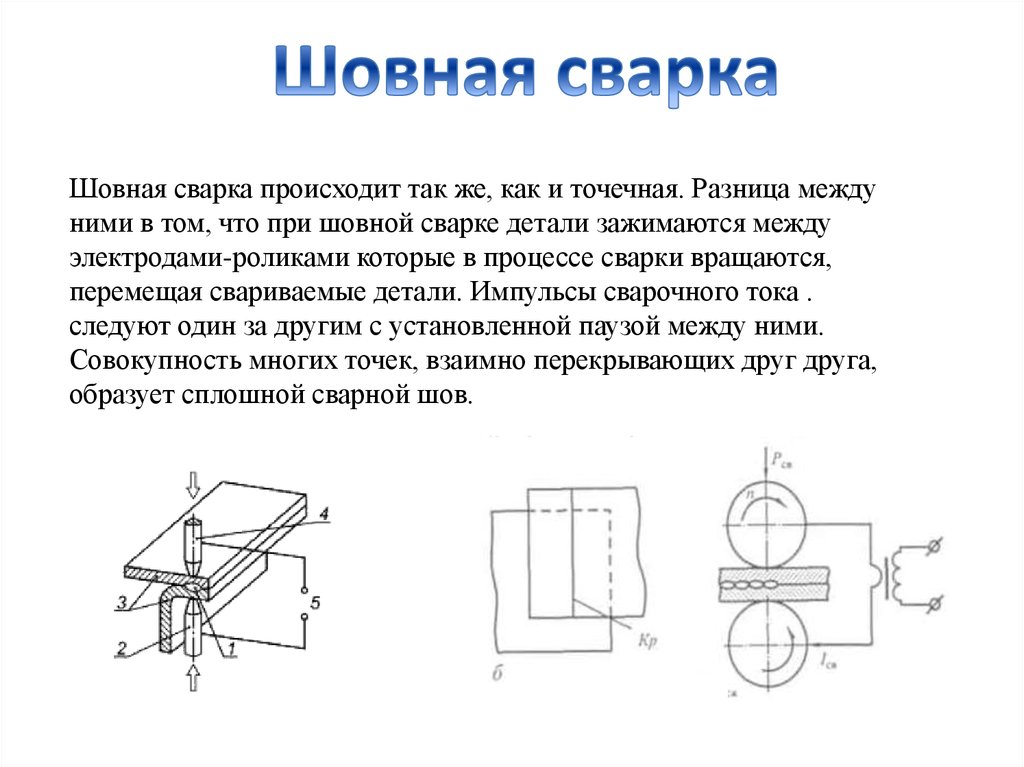
Шовная сварка происходит так же, как и точечная. Разница междуними в том, что при шовной сварке детали зажимаются между
электродами-роликами которые в процессе сварки вращаются,
перемещая свариваемые детали. Импульсы сварочного тока .
следуют один за другим с установленной паузой между ними.
Совокупность многих точек, взаимно перекрывающих друг друга,
образует сплошной сварной шов.
7.
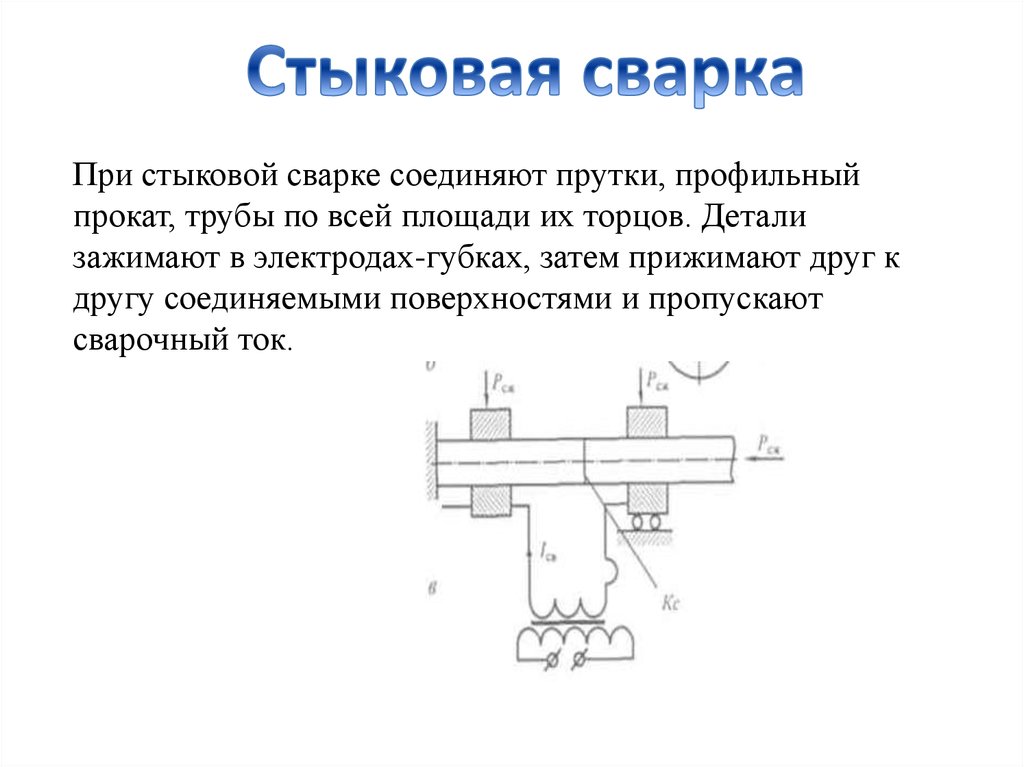
При стыковой сварке соединяют прутки, профильныйпрокат, трубы по всей площади их торцов. Детали
зажимают в электродах-губках, затем прижимают друг к
другу соединяемыми поверхностями и пропускают
сварочный ток.
8. Машины для контактной сварки
• Бывают стационарными, передвижными и подвесными (сварочныеклещи).
• По роду тока в сварочном контуре могут быть машины переменного
или постоянного тока от импульса тока, выпрямленного в первичной
цепи сварочного трансформатора или от разряда конденсатора.
• По способу сварки различают машины для точечной, рельефной,
шовной и стыковой сварки.
• Любая машина для контактной сварки состоит из электрической и
механической частей, пневмо- или гидросистемы и системы водяного
охлаждения (рис. 1).
9. Электроды в контактной сварке
Электроды в контактной сварке служат для замыкания вторичногоконтура через свариваемые детали. Кроме этого при шовной сварке
электроды-ролики перемещают свариваемые детали и удерживают их в
процессе нагрева и осадки.
Схемы электродов для точечной сварки:
а – электрод с наружным посадочным
конусом;
б – колпачковый электрод
10. Качество сварных соединений
• Это качество определяется подготовкой поверхностей к сварке, а такжеправильным выбором параметров режима (сила сварочного тока,
длительность его импульса и усилие сжатия деталей) и их стабильностью.
• Основной показатель качества точечной и шовной сварки - это размеры
ядра сварной точки. Для всех материалов диаметр ядра должен быть
равен трем толщинам S более тонкого свариваемого листа. Допускается
разброс значений глубины проплавления в пределах 20...80 % S. За
меньшим из этих пределов следует непровар, за большим - выплеск.
Глубина вмятины от электрода не должна превышать 0,2 S. Размер
нахлестки в точечных и шовных соединениях должен выбираться в
пределах 2,5...5,0 диаметров ядра.
11. Контроль качества
• Контролируют качество контактной сварки чаще всеговнешним осмотром, а также любыми методами
неразрушающего контроля.
• Сложность контроля состоит в том, что этими методами
непровар не выявляется, так как поверхности деталей
плотно прижаты друг к другу, в их контакте образуется
"склейка", проникающие излучения, магнитное поле и
ультразвук не отражаются и не ослабляются.
• Наиболее оперативный метод контроля - разрушение
контрольных образцов в тисках молотком и зубилом. Если
непровара нет, разрушение происходит по целому
металлу одной из деталей, можно измерить диаметр
литого ядра при точечной и шовной сварке.