
















 Промышленность
ПромышленностьПохожие презентации:










Основы технологии производства и ремонт автомобилей
1. Основы технологии производства и ремонт автомобилей.
Лекции – 34 час.Лабораторные работы – 34 час.
Зачет, экзамен
.
2. Введение.
• Народнохозяйственныезначения
ремонта автомобилей и их органов.
• Предмет и объект науки о производстве
и ремонте.
3. Литература.
Технология ремонта автомобилей. Учебник под редакцией
Л.В. Дехтеринского. М. Транспорт, 1979г.
Шадричев В.А. Основы технологии автостроения и ремонта
автомобилей. Учебник. Машиностроения. 1976г.
Восстановление автомобильных деталей. Технология и
оборудование: Учеб. для вузов/ В.Е. Канарчук, А.Д. Чигринец,
О.Л. Голяк, П.М. Шоцкий. М. Транспорт. 1995.
Дополнительная:
Корсаков В.С. Основы технологии машиностроения. М.
Высшая школа. 1978г.
Ремонт автомобилей / Под редакцией С.И. Румянцева. М.
Транспорт. 1988г.
Иващенко Н.И. Технология ремонта автомобилей. Киев. Вища
школа. 1977г
4. Цели и задачи дисциплины “ Основы технологии производства и ремонт автомобилей “.
• Учебнаядисциплина
“Основы
технологии
производства и ремонт автотранспортных средств”
изучает
общие
вопросы
организации
автотранспортных средств, основы технологии их
производства и технологию ремонта.
• Цель изучения дисциплины состоит в том, чтобы на
основе теории и методов научного познания дать
будущим специалистам автомобильного транспорта
прочные знания, учения и навыки по основам
организации и технологии ремонта автотранспортных
средств.
5. Основные задачи дисциплины:
– Обеспечение необходимых навыков изнаний по организации и технологии
ремонта автотранспортных средств.
– Изучение
народнохозяйственного
значения ремонта АТС и перспектив его
дальнейшего
совершенствования
на
основе
использования
достижений
научно-технического прогресса.
– Приобретение знаний и навыков в
решении задач по проектированию
технологических процессов ремонта АТС.
6. Народнохозяйственные значения ремонта автомобилей и их органов.
При ТО и ТР устраняются возникшие неисправности с заменой
быстроизнашивающихся
деталей.
Но
при
длительной
эксплуатации возникает такое состояние автомобиля, что
эксплуатационными воздействиями не возможно восстановить
работоспособность автомобиля. Следует капитальный ремонт.
Период от начала эксплуатации до I КР характеризует
долговечность
нового
автомобиля,
определяемую
износостойкостью его базовых деталей.
Прочность деталей при этом остается высокой, износ не
превышает 0,1 – 0,3 мм. Износ многих деталей не выходит за
пределы допустимого, и они могут использоваться вторично без
восстановления при условии селективной сборки. Другая часть
деталей подлежит восстановлению.
7.
Восстановление изношенных деталей экономически оправдано
если затраты на восстановление не превышают затраты на ее
производство.
На базе восстановленных деталей и годных без ремонта
производится КР автомобиля с использованием селективного и
попарного подбора деталей.
При КР производится полная разборка автомобиля,
восстановление деталей, сборка и испытание автомобиля. Для
обеспечения
качества
капитально
отремонтированного
автомобиля необходимо, чтобы ремонт производился на
предприятиях хорошо оснащенных и отвечающих современному
уровню машиностроительного производства.
• Широкая специализация, механизация и автоматизация
технологических процессов обуславливает промышленное
производство ремонта в отличие от единичного и
мелкосерийного. Обезличивание деталей, обеспечение полной
и частичной взаимозаменяемости позволяет говорить по
существу о сборке нового автомобиля.
8.
Таким образом, авторемонтное производство осуществляет
“вторичное производство автомобилей, основанное на
принципах полной или частичной взаимозаменяемости, и
обеспечивающее экономически оправданную реализацию
долговечности деталей.
Ремонт позволяет значительно продолжить срок службы
автомобиля.
Вторичное использование деталей с допустимым износом и
восстановление деталей позволяет решать проблему запасных
частей и дает экономию различных материалов.
Повышение
качества
капитально
отремонтированных
автомобилей может быть осуществлено за счет улучшения
технологических процессов, повышения уровня организации и
авторемонтного производства.
9. Предмет и объект науки о производстве и ремонте.
• Предмет ремонта АТС – это учение о проектированиитехнологических процессов ремонта АТС и авторемонтных
предприятий с заданными качественными и техникоэкономическими показателями. При ремонте АТС необходимо
обеспечить
высокое
качество
выпускаемой
продукции
(надежность,
долговечность,
работоспособность)
при
минимальной себестоимости. Глубокое теоретическое развитие
получила технология ремонта автомобилей – наука о методах
реализации
остаточной
долговечности
деталей
и
восстановления утраченной работоспособности автомобиля.
Научные
основы
технологии
ремонта
автомобилей
базируются
на
знании
закономерностей
протекания
технологических процессов восстановления работоспособности
деталей, узлов, агрегатов и машин в целом и учете влияний
различных факторов на качество и эффективность этих
процессов.
10. Целевое назначение ремонта:
• Обеспечить поддержание автомобилейв работоспособном состоянии, снизить
темпы выбытия эффективной техники
из среды потребления и удовлетворить
необходимость потребителей в технике
за счет частичного воспроизводства ее
методами ремонта.
11. Общие понятия об изделии и технологическом процессе.
Изделие и его составные части.
Элементы технического процесса.
Типы машиностроительных производств.
12. Изделие и его составные части.
• ГОСТ 15895-77 – изделием машиностроения называетсяпредмет производства, являющийся продуктом изготовления
машиностроительного предприятия. Изделием может быть
машина или ее отдельный элемент.
Различают
изделия
основного
и
вспомогательного
производства. Изделия основного производства являются
конечным продуктом предприятия и предназначены для
реализации.
Изделия вспомогательного производства – продукция для
собственных нужд производства – инструмент, приспособления
и т.п. и изделия ширпотреба.
• - Комплектующее изделие – изделие предприятия поставщика –
как составная часть изделия;
13.
• - Составная часть изделия – сборочнаяединица. Составные части – по ступеням
схождения (Изделие – нулевая степень) –
смотри структурную схему изделия.
• - Агрегат – часть изделия, состоящая из узлов
и деталей, которые могут быть собраны
отдельно, и выполнять свои функции
самостоятельно или в изделии.
• - Узел – часть изделия, состоящая из двух и
более деталей, может быть собрана
отдельно, выполняет свои функции только с
другими частями изделия.
14.
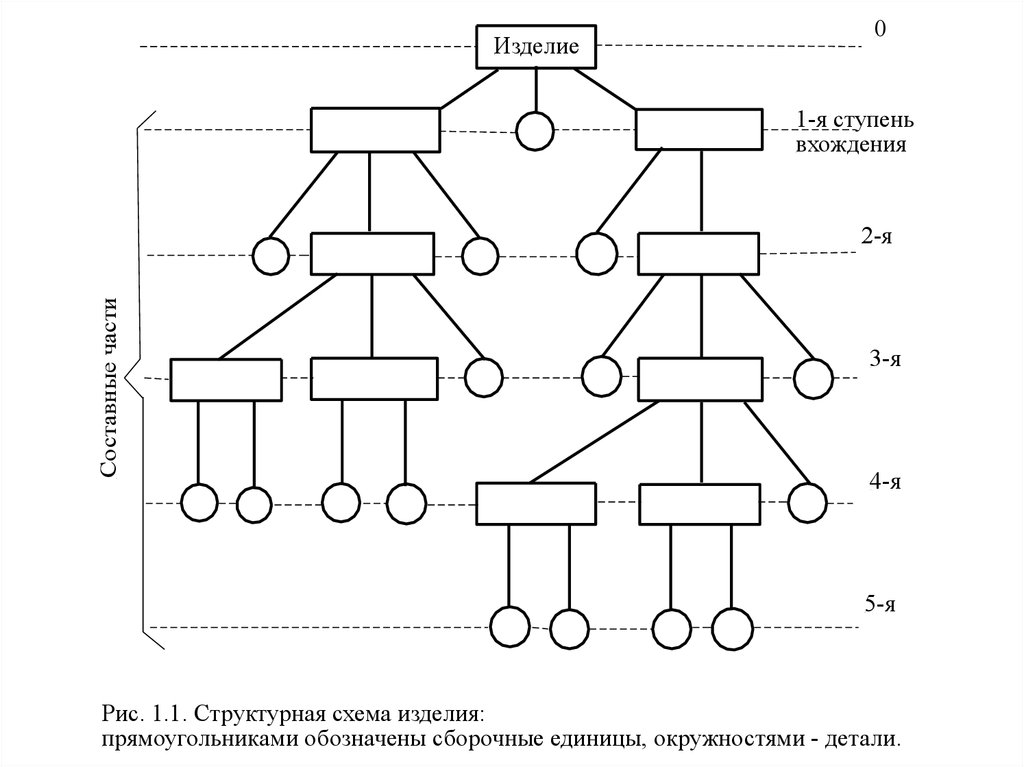
Изделие0
1-я ступень
вхождения
Составные части
2-я
3-я
4-я
5-я
Рис. 1.1. Структурная схема изделия:
прямоугольниками обозначены сборочные единицы, окружностями - детали.
15. Структурная схема изделия
Изделия в соответствии с ЕСКД разделяют на следующие
виды: детали, сборочные единицы, комплексы и комплекты.
Деталь – изделие или его часть, характеризующаяся
однородностью материала и изготовленная без применения
сборочных работ. Деталь – неспецифицированное изделие, т.к.
не делится на составные части.
Все остальные изделия составные или специфицированные.
Сборочная единица – изделие, состоящее из двух и более
деталей, соединенных между собой на заводе-изготовителе с
помощью сборочных операций: сварки, паяния, свинчивания и
т.п.
16.
Комплекс – два и более специфицированных изделия, не
соединенные между собой на предприятии с помощью
сборочных операций, но предназначенных для выполнения
взаимосвязанных
эксплуатационных
функций(например,
технологическая линия состоит из нескольких металлорежущих
станков).
Комплект – набор изделий, не соединенных между собой с
помощью
сборочных
операций,
имеющих
общее
эксплуатационное назначение(например, комплект режущего
инструмента, комплект запчастей и т.п.).
Составные части изделия условно расчленяются на элементы
первого порядка, которые в свою очередь делятся на элементы
второго порядка и т.д.
Автомобиль, как изделие включает сборочные единицы I
порядка: двигатель, шасси; двигатель состоит из единиц II
порядка: головки блока цилиндров, блока цилиндров,
карбюратора и т.д., которые в свою очередь можно расчленить
на элементы более высокого порядка.
17. Элементы технического процесса.
Производственный процесс – совокупность всех
действий
людей
и
орудий
производства,
необходимых
на
данном
предприятии
для
изготовления или ремонта выпускаемых изделий.
Производственный процесс автозавода охватывает
все этапы производства автомобиля: производство
заготовок, обработка заготовок для получения, все
виды механической, тепловой, гальванической и
других обработок, сборку узлов, агрегатов машины,
испытание и окраску, технический контроль на всех
стадиях
производства,
транспортировку
и
складирование заготовок, деталей, узлов и агрегатов.
18.
• Технологическийпроцесс
(ГОСТ
3.1109-82)
–
часть
производственного процесса, содержащая действия по
целенаправленному изменению и (или) определению состояния
предмета труда.
Технологический процесс – относится к детали или машине.
Производственный процесс – к цеху или участку.
Различают следующие технологические процессы: проектный,
рабочий, единичный, типовой, перспективный, маршрутный,
операционный, маршрутно-операционный.
Законченная часть технологического процесса, выполняемая
на одном рабочем месте, называется технологической
операцией.
19.
• Рабочее место – участок производственной площади,оборудованный применительно выполняемой операции или
выполняемой работе. Техническая операция содержит
следующие элементы.
Установ – часть ТО, выполняемая
закреплении обработанных заготовок
сборочной единицы.
при
или
неизменном
собираемой
Позицией называется фиксированное положение, занимаемое
неизменно закрепленной заготовкой или собираемой сборочной
единицей совместно с приспособлением
относительно
инструмента или неподвижной части оборудования для
выполнения определенной части операции.
Технологическим переходом называется законченная часть
технологической операции, характеризующаяся постоянством
применяемого инструмента и поверхностей, образуемых
обработкой или соединяемых при сборке.
20.
Вспомогательный
переход
–
законченная
часть
технологической операции, состоящая из действий человека и
(или) оборудования, которые не сопровождается изменением
формы, размеров и чистоты поверхности, но необходимые для
выполнения технологического перехода.
Рабочий ход – законченная часть технологического перехода,
состоящая из однократного перемещения инструмента
относительно заготовки, сопровождаемого изменением формы,
размеров, качества поверхности или свойств заготовки. За
каждый рабочий ход снимается один слой металла заданной
толщины при неизменном режиме резания.
Вспомогательный ход – законченная часть технологического
перехода,
состоящая
из
однократного
перемещения
инструмента относительно заготовки, необходимого для
подготовки рабочего хода.
Прием – законченная совокупность действий человека,
применяемых при выполнении перехода или его части и
объединенных одним целевым назначением (пуск станка,
переключение скорости, подачи и т.п.).
21. Типы машиностроительных производств.
- По виду и типу производства.
Вид
производства
–
классификационная
категория
производства, определяемая по признаку применяемого метода
производства ( литейное, сварочное, термическое).
Тип
производства
–
классификационная
категория
производства,
выделяемая
по
признакам
широты
номенклатуры, регулярности, стабильности и объема выпуска
продукции.
Три типа производств: единичное, серийное и массовое.
22. Единичное производство:
• разнообразныеизделия;
по
конструкции
• - универсальное оборудование;
• - высокая квалификация рабочих;
• - высокая себестоимость продукции.
23. Серийное производство:
• - партии или изделий – серии повторяются черезнекоторый промежуток времени;
• - переналадка станков на изготовление другой серии;
• как
универсальное,
так
оборудование и приспособления;
и
специальное
• - расстановка станков, как по типам, так и по
технологическому процессу;
• Мелкосерийное,
производство.
средне-
и
крупносерийное
24. Массовое производство:
• - изготовление однотипных деталей и изделий ведетсянепрерывно и в большом количестве длительное время;
• - специализация рабочих на выполнение отдельных операций;
• применение
высокопроизводительного
специальных приспособлений и инструмента;
оборудования,
• - расположение оборудования по потоку (в соответствии с
последовательностью операций);
• - высокая степень механизации и автоматизации;
• - наибольшая технико-экономическая эффективность.
25.
• Коэффициент закрепления операции(КЗО) – отношение числа всех
технологических
операций,
выполняемых
или
подлежащих
выполнению в цеху (отделении) к числу
рабочих мест.
• - Мелкосерийное: КЗО=20 – 40;
• - серийное: КЗО=10 – 20;
• - крупносерийное: КЗО<10;
• - массовое: КЗО=1.