

























 Механика
МеханикаПохожие презентации:






")



Рекомендации по выбору посадок
1. Рекомендации по выбору посадок
Выбор посадок для соединений а, следовательно, и назначениеточности их деталей одна из важнейших составляющих процесса
проектирования изделий машиностроения.
Обеспечение необходимых характеристик соединения под конкретные
условия эксплуатации достигается выбором соответствующих допусков на
размеры его деталей. Оптимальный выбор посадок при проектировании
обеспечивает наилучшее сочетание затрат (средств и времени) и
эксплуатационных характеристик при создании новой техники, т.к. в этом
случае сокращаются затраты на её доработку.
При массовом и серийном производстве изготовление деталей с
малыми допусками приводит к усложнению технологии их изготовления,
повышению трудоёмкости и, как правило, к применению точного
обрабатывающего оборудования и средств измерения (контроля), что и
является условием обеспечения стабильных характеристик соединений и
заданных эксплуатационных показателей узла и механизма.
2.
Изготовление деталей с большими допусками не требуетспециальных отделочных операций, точного оборудования и средств
измерения (контроля), но при этом из-за снижения точности изготовления
деталей, увеличивается разброс характеристик в соединениях и
эксплуатационных показателей узла, механизма, снижается их
долговечность.
В процессе проектирования изделия конструктор совместно с
технологами и метрологами конкретного производства находят
оптимальные решения с учётом технического задания на создаваемое
изделие и технологических возможностей производства.
Данные по выбору посадок приведены ниже для трёх основных
групп посадов (с зазором, переходных и с натягом), а в пределах каждой
группы систематизированы по типам посадок.
3.
Посадки с зазорами: предназначены для подвижных и неподвижныхсоединений деталей.
Подвижные соединения – различные по конструкции опоры
скольжения, в том числе и подшипники скольжения для валов, работающие в
широком диапазоне нагрузок, скоростей и условий эксплуатации (смазка,
диапазон температур т.п.). В подвижных соединениях зазор служит для
обеспечения свободы перемещения, размещения слоя смазки, компенсации
температурных деформаций, а также компенсации отклонений формы и
расположения поверхностей, погрешностей сборки и др.
Для наиболее ответственных соединений, которые должны работать в
условиях жидкостного трения, зазоры подсчитываются на основе
гидродинамической теории трения.
В случаях, когда допускается работа соединений в условиях
полужидкостного, полусухого и сухого трения, выбор посадок производится
по аналогии с посадками известных и хорошо работающих соединений.
4.
Сочетание основных отклонений H/h (Smin =0).Рекомендуются использовать при точности валов и отверстий с 4 по 12
квалитет.
Соединения с такими посадкам достаточно просто собираются и
разбираются, и обеспечивают высокую точность центрирования деталей.
В подвижных соединениях их используют при медленных поступательных
или возвратно-поступательных движениях деталей, а в некоторых случаях
и для вращательных движений при небольших скоростях;
В неподвижных соединениях там, где необходима сборка - разборка, часто
снимаемых деталей при сохранении высокой точности их центрирования, а
также в соединениях, где требуется относительное перемещение деталей в
процессе регулировки или настройки с обеспечением точной траектории.
Неподвижность деталей в этом случае обеспечивается дополнительными
конструктивными элементами, например винтами, шпонками и др.
5.
Сочетание основных отклонений H/g, G/hРекомендуется использовать в точных соединениях с валами 4-6 квалитета и
отверстиями 5-7 квалитета.
Эти посадки характеризуются наименьшими гарантированными зазорами из числа
рекомендуемых ЕСДП, которые в подвижных соединениях обеспечивают
полужидкостную или жидкостную смазку при лёгких и средних режимах работы
(скорости, нагрузки). Посадки применяются в особо точных подвижных
соединениях, где требуется обеспечить плавность движения при высокой точности
траектории перемещений.
В подвижных соединениях, при возвратно-поступательных рабочих движениях; при
вращательных движениях используются в подшипниках скольжения особо точных
механизмов, приборов, механизмов управления и т.д., при малых нагрузках и
невысоких рабочих температурах.
В неподвижных соединениях эти посадки применяются для обеспечения лёгкой
сборки (установки) и относительно точного центрирования сменных деталей,
например зубчатые колёса гитар сменных шестерён станков, подвижные
установочные элементы технологических приспособлений и т.д.
6.
Сочетание основных отклонений H/f, F/hРекомендуются их для подвижных соединений средней точности с
валами и отверстиями 7-9 квалитетов.
Посадки характеризуются умеренными гарантированными зазорами,
которые позволяют использовать как консистентную так и жидкую смазку
на легких и средних режимах работы механизмов (умеренные скорости – ≤
150 рад/с, средние нагрузки и небольшие температурные деформации) при
относительно невысоких требованиях к точности центрирования или
траектории перемещения. Эти посадки имеют очень широкую область
применения и используются в механизмах большинства изделий
машиностроения, предназначенных для обеспечения рабочих вращательных
движений.
7.
Сочетание основных отклонений H/e, E/hХарактеризуются значительными гарантированными зазорами в
подвижных соединениях с валами и отверстиями 8-9 квалитетов.
Применяются в тех случаях, когда по условиям эксплуатации и (или)
режимом работы требуется иметь компенсационный запас зазора, например,
при повышенных скоростях вращения – свыше 150 рад/с, или при
осложнённых условиях монтажа связанных с:
– значительным разносом опор (большая длина вала);
– наличием у вала нескольких (более двух) опор;
– большой длиной соприкасающихся поверхностей деталей соединения и т.п.
В неподвижных соединениях такие посадки назначаются, когда требуется
иметь увеличенный зазор в соединении для обеспечения конструктивно
необходимого диапазона регулирования в механизме и (или)
гарантированного бесконтактного размещения его деталей.
8.
Сочетание основных отклонений H/d, D/hПосадки с большими гарантированными зазорами, позволяющими
компенсировать значительные отклонения расположения сопрягаемых
поверхностей, нагрузочные и температурные деформации.
Они обычно применяются в 8-11 квалитетах точности, чаще всего в
соединениях, работающих со значительными скоростями вращения, и при
больших рабочих температурах, а также при невысоких требованиях к
точности сборки и работы соединений.
9.
Сочетание основных отклонений H/c, H/b, H/a, C/h, B/h, A/hСреди рекомендованных посадок они характеризуются наибольшими
гарантированными зазорами.
Применяют в грубых квалитетах 11 и 12 для соединений малой точности,
в которых большие зазоры необходимы для компенсации значительных
отклонений расположения сопрягаемых поверхностей (соосности,
симметричности, перпендикулярности и др.), или для соединений по
условиям эксплуатации которых, возможны значительные изменения
размеров (высокие рабочие температуры и нагрузочные деформации).
А также для соединений, работающих в условиях значительных загрязнений,
например, соединения узлов сантехники, сельскохозяйственных машин и т.п.
По эксплуатационному назначению принято считать их посадками
свободного размещения деталей в соединениях.
10.
Посадки с натягами предназначены для получения после сборкинеподвижных соединений деталей (разъемных и неразъемных).
Посадки с натягом позволяют упростить конструкцию и сборку деталей и
обеспечить высокую степень их центрирования в отличии от других способов
обеспечения неподвижности деталей в соединении при передаче нагрузок.
В технике неподвижными считаются соединения, которые не имеют
относительного перемещения деталей в процессе работы узла (механизма).
Сопряжённые детали таких соединений представляют собой как бы одно
целое, но по конструкторско-технологическим или экономическим
соображениям они должны быть изготовлены из разных материалов. Обычно
в таких соединениях не применяются устройства дополнительного крепления
деталей (болты, винты и др.), кроме соединений, работающих в условиях
ударных и (или) вибрационных нагрузок.
11.
Неразъёмность – когда не допускается их разборка при ремонте, так как приповторной сборке обеспечивается требуемый гарантированный натяг.
Разъёмные – соединения которые допускают одно, двухразовую разборкусборку при соблюдении определённых технологических условий.
Посадки с натягами применяются для передачи через соединение
крутящих моментов и сил как статических, так и динамических,
возникающих при работе узла или механизма.
Детали таких соединений обычно выполняют из металлов
повышенной прочности.
Особенно это важно для деталей типа «втулка» в которой при сборке
соединения возникают большие напряжения растяжения.
12.
13.
Сочетание основных отклонений H/p, P/hПосадки лёгкой серии характеризуются минимальным гарантированным
натягом.
Рекомендуется использовать их в точных соединениях с валами 5-6
квалитета и отверстиями 6-7 квалитета.
Применяются для разъёмных неподвижных соединений, которые передают
незначительные крутящие моменты или силы. Назначаются:
– в соединениях с тонкостенными втулками, например втулки подшипников
скольжения, когда по условиям сборки не допускаются их большие
деформации при запрессовке;
– для центрирования на валах быстровращающихся крупногабаритных
деталей, а также зубчатых колёс с обязательным дополнительным
креплением деталей соединения между собой;
– в соединениях с деталями из цветных и лёгких сплавов.
14.
Сочетание основных отклонений H/r, H/s, H/t, R/h, S/h, T/hПосадки средней серии характеризуются, наличием значительных упругих
деформаций при сборке (запрессовке) соединяемых деталей и умеренными
натягами, которые обеспечивают передачу нагрузок средней величины без
дополнительного крепления деталей.
Используются в соединениях воспринимающих тяжёлые рабочие нагрузки,
если применение посадок с большими натягами недопустимо по условиям
прочности деталей. В этом случае применяют дополнительное крепление
деталей соединения между собой. Большинство этих посадок, как правило,
неразъёмные.
15.
Сочетание основных отклонений H/u, H/x, H/z, U/hПосадки тяжёлой серии характеризуются большими гарантированными
натягами.
Предназначены для неразъёмных неподвижных соединений,
воспринимающих тяжёлые, в том числе и динамические нагрузки.
Применение их не требует дополнительного крепления соединяемых
деталей. При таких натягах в соединении возникают весьма значительные
упругопластические деформации, поэтому детали таких соединений обычно
рассчитывают и проверяют на прочность.
При назначении посадок этой группы, особенно в условиях массового
производства, рекомендуется не только расчёт прочности деталей и
работоспособности соединения, но и их опытная проверка, а иногда и
подбор деталей до сборки по размерным группам.
16.
Переходные посадки применяется для неподвижных, но разъёмныхсоединений деталей и обеспечивают хорошее центрирование сопрягаемых
деталей.
Детали таких соединений неподвижны относительно друг друга при
работе, но должны иметь возможность относительного перемещения при
настройке или замене.
При выборе переходных посадок необходимо учитывать, что для них
характерна возможность получения как зазоров, так и натягов.
Натяги, получающиеся в переходных посадках, имеют относительно
малую величину и обычно не требуют проверки деталей на прочность, за
исключением отдельных тонкостенных деталей. Эти натяги недостаточны
для передачи соединением значительных крутящих моментов или усилий.
17.
Получение натяга в каждом из собранных соединений безпредварительной сортировки деталей не гарантировано.
Поэтому переходные посадки применяют с дополнительным
креплением соединяемых деталей шпонками, штифтами, винтами и др.
Иногда эти посадки применяют без дополнительного крепления,
например, когда сдвигающие силы весьма малы, при значительной длине
соединения, если относительная неподвижность деталей в соединении не
является обязательным условием их качественной работы и др.
Системой допусков и посадок предусматривается четыре типа
переходных посадок, различающихся вероятностью получения натягов и
зазоров.
Чем больше вероятность получения натяга, тем более прочной
является посадка.
18.
Более прочные посадки назначают для более точного центрированиядеталей, при ударных и вибрационных нагрузках, при необходимости
обеспечить неподвижность соединения без дополнительного крепления.
Однако сборка соединений с более прочными посадками
усложняется и требует значительных усилий, поэтому, если ожидается
частая разборка и повторная сборка, если соединение труднодоступно для
монтажных работ или необходимо избежать повреждения сопрягаемы
поверхностей, применяют менее прочные переходные посадки.
Поля допусков переходных посадок образуют довольно плотный ряд и
значительно перекрывают друг друга. Это облегчает выбор посадок для
соединений, чувствительных к изменению зазоров и натягов.
19.
Переходные посадки установлены в относительно точныхквалитетах: валы в 4-7, отверстия в 5-8 квалитетах.
Выбор переходных посадок чаще всего производится по аналогии с
известными и хорошо работающими соединениями.
Расчёты выполняются реже и в основном как проверочные и могут
включать:
1) расчёт вероятности получения зазоров и натягов в соединении;
2) расчёт наибольшего зазора по известному предельно допустимому
эксцентриситету соединяемых деталей, например, для зубчатых колёс
необходимо ограничить биение зубчатого венца, а в реверсивных
механизмах – смещение деталей для уменьшения динамических
воздействий;
3) расчёт прочности деталей (только для тонкостенных) и наибольшего
усилия сборки при наибольшем натяге.
20.
Сочетание основных отклонений H/js, Js/hДля этих посадок наиболее вероятно получение зазора в соединении
после сборки, но возможны и небольшие натяги.
Они используются в соединениях со сменными, при наладках, деталями
или часто разбираемых узлов, механизмов.
Сборка–разборка таких соединений осуществляется легко без
применения специальных приспособлений.
Детали в таких соединениях при работе обычно неподвижны или имеют
возможность незначительных регулировочных перемещений.
21.
Сочетание основных отклонений H/k, K/hЭти посадки получили наибольшее распространение из числа
переходных. Вероятность появления зазоров и натягов в соединении
после сборки для них примерно одинакова, но из-за влияния на характер
соединения всегда имеющихся у деталей отклонений формы зазоры в
таких соединениях практически не ощущаются, особенно при большой
длине соединения, свыше двух–трёх диаметров.
Их сборка-разборка также не представляет сложности и не требует
больших усилий и обычно осуществляется с помощью легкого молотка.
Небольшой натяг, получающийся в соединениях при этих посадках,
достаточен для хорошего центрирования деталей и предотвращения
вибраций.
22.
Сочетание основных отклонений H/m, M/hВ соединениях с такими посадками при сборке образуется
преимущественно натяг, вероятность получения зазоров относительно
мала, поэтому они обычно назначаются для неподвижных соединений при
незначительных статических и динамических нагрузках, иногда с
применением дополнительного крепления деталей.
Сборка-разборка таких соединений при эксплуатации осуществляется
сравнительно редко, и почти всегда с помощью специальных
приспособлений.
23.
Сочетание основных отклонений H/n, N/hЭти посадки являются наиболее плотными из группы переходных посадок.
Зазоров после сборки соединений с такими посадками практически не
бывает, для сборки-разборки соединений требуются значительные усилия,
поэтому применяются прессы, распрессовочные устройства или
термические методы сборки. Разборка таких соединений осуществляется
редко, обычно только при капитальном ремонте узла, механизма.
Эти посадки назначаются в неподвижных соединениях, передающих
значительные нагрузки с наличием вибраций и ударов обычно с
использованием устройств дополнительной фиксации деталей.
При небольших нагрузках, эти посадки обеспечивают неподвижность
деталей соединения даже без дополнительного крепления.
24.
Точность деталей узлов (механизмов) современной техники всоответствии с ЕСДП регламентирована квалитетами с 5 по 18.
Квалитет определяет допуск на размер детали IT мкм, который
вычисляется по формуле:
IT=a·i,
где i– единица допуска, множитель в формулах для расчёта допусков,
являющийся функцией номинального размера;
a– число единиц допуска - коэффициент, зависящий от квалитета.
25.
Большинство изделий машиностроения (станки, автомобили и т.п.)– это комплекс сборочных единиц конструктивно объединённых
функциональным назначением.
Практически не бывает так, чтобы все сборочные единицы изделия
должны быть выполнены с одной точностью.
Обычно сборочная единица, выполняющая рабочую функцию,
например шпиндельный узел токарного или любого другого станка,
выполняется с наибольшей точностью, а точность остальных сборочных
единиц изделия выбирается в соответствии с их функциональным
назначением.
При проектировании очень важно выбрать оптимальную точность,
т.к. она предопределяет качество работы сопряжений механизма, а также
стоимость и производительность изготовления его деталей.
26.
Выбор квалитета зависит от требуемой заказчиком точности изделия,от точности связанной с его эксплуатационным назначением или от
характеристик требуемых посадок в соединениях.
Выбор должен осуществляться на основе обобщения расчетных и
экспериментальных данных по проектируемому объекту, особенно для
сложной и ответственной по назначению техники.
При этом также необходимо иметь в виду, что стоимость обработки
деталей возрастает с уменьшением допуска на их размеры и особенно
интенсивно в области малых допусков.
Так же нужно учитывать, что при этом возрастает не только
стоимость обработки, но и стоимость сборки.
Оптимальным решением при выборе квалитета будет то, которое
обеспечивает наибольший допуск размеров деталей при удовлетворении
эксплуатационных требований к узлу в соответствии с техническим
заданием заказчика.
27.
В том случае, когда нет возможности определения квалитетаточности расчётным или экспериментальным путём, рекомендуется его
назначать по аналогии с точностью таких же соединений машин, работа
которых известна конструктору, и удовлетворяет требованиям их
эксплуатации.
28.
Так же при выборе квалитетов помимо выше сказанного следует учитыватьещё ряд факторов:
- назначение для соединения посадки рекомендованной (предпочтительной)
по ЕСДП предопределяет точность его деталей, т.к. большинство из них
рекомендованы в ограниченном диапазоне квалитетов (переходные посадки
рекомендованы в 5-7 квалитетах, а посадки с натягами в 6-7 квалитетах);
- если одна из деталей соединения является покупной стандартизованной
деталью или деталью стандартизованной сборочной единицы, например
кольца подшипника качения или кондукторная втулка, точность соединения
определяется точностью стандартизованного изделия.
- если одна деталь соединения выполняется из калиброванной заготовки,
например из круглого или призматического прутка, то точность соединения
определяется точностью этой заготовки;
29.
4 – 5 квалитеты точностиИспользуются в соединениях точных узлов станков, приборов и других
машин, от которых зависит точность их функциональных характеристик.
Как правило, в изделиях серийного и единичного производства.
В соединениях изделий массового производства назначается сравнительно
редко. Например, точные шпиндельные узлы станков, функциональные
соединения средств измерений и делительных машин.
6 – 7 квалитеты точности
Применяются в функционально ответственных соединениях большинства
изделий современного машиностроения, к которым предъявляются
высокие требования к их эксплуатационным характеристикам.
30.
8 – 9 квалитеты точностиНазначаются для соединений, работающих при относительно невысоких
(средних) скоростях и требованиях к точностным характеристикам при
передаче усилий, перемещений и т.п., например:
- для опор скольжения, обеспечивающих поступательное или
вращательное движение средней или низкой точности;
- для функциональных рабочих соединений в тракторостроении и
ответственных узлах сельхозмашин и оборудования по переработке
сельхозпродуктов;
- в соединениях бытовых механических приборов и устройств.
31.
10 – 12 квалитеты точностиНазначаются для неответственных соединений грубой сборки в
сельхозтехнике или им подобных по назначению и точности машин, а
также в соединениях из штампованных деталей, деталей из пластмасс.
13 – 18 квалитеты точности
Используют для назначения допусков на свободные размеры деталей, а
также допусков на размеры заготовок деталей на этапе их
предварительной обработки.
32.
33.
34.
35.
36.
ГБ
37.
- отверстия H14; валыh14; остальные ±IT14/2
38.
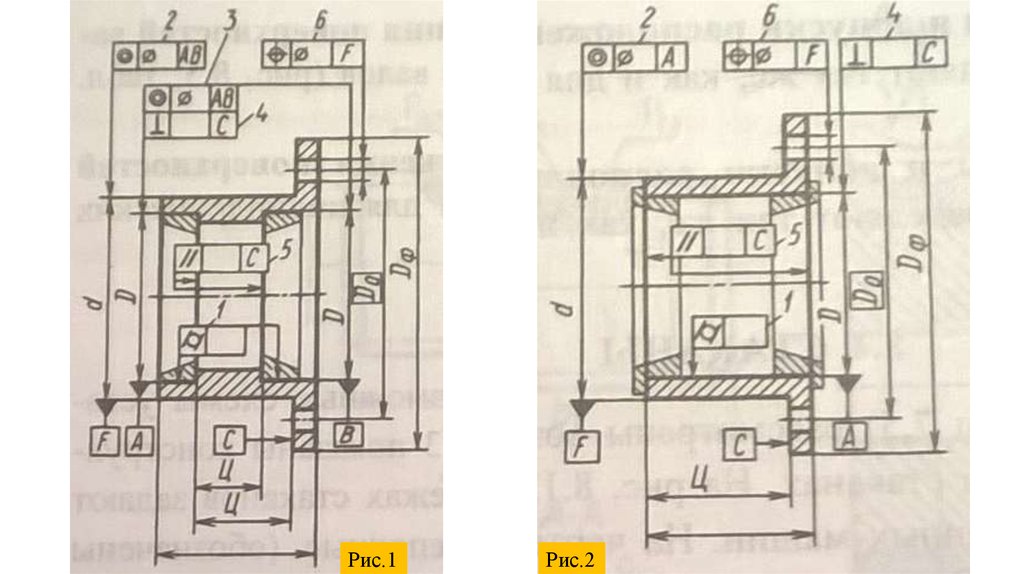
Рис.1Рис.2
39.
Рис.4Рис.3