




 Промышленность
ПромышленностьПохожие презентации:










Требования технологичности при изготовлении поковок
1. «Требования технологичности при изготовлении поковок»
2.
Основные рекомендации по выбору плоскости разъема штампа.1. Желательно, чтобы штамп имел один плоский разъем.
2. Плоскость разъема должна быть такой, чтобы поковка легко вынималась из штампа.
3. Наметки отверстия в поковке можно получить только в том случае, если их оси будут
перпендикулярны плоскости разъема штампа (рис).
а – штамповка в торец; б – штамповка плашмя;
1 – поковка; 2 – наметки отверстия в поковке; 3 – выступы штампов (знаки)
При штамповке в торец ось симметрии цилиндрической поковки
перпендикулярна плоскости разъема штампа. В этом случае
возможно выполнение наметок отверстия в поковке. При
штамповке поковок с наметками в наиболее тяжелых условиях
работают выступы штампов, называемые знаками.
При штамповке плашмя ось симметрии цилиндрической
поковки параллельна плоскости разъема штампа. В этом случае
наметки отверстия выполнить не возможно
3.
4. Желательно, чтобы плоскость разъема штампа совпадала с плоскостью двухнаибольших габаритных размеров детали (при этом полости штампа будут иметь
наименьшую глубину) (а)
1 и 2 – верхний и нижний штамп; 3 –
поковка; 4 – плоскость разъема штампа.
а - плоскость разъема штампа совпадает
с
плоскостью
двух
наибольших
габаритных размеров детали;
б - плоскость … не совпадает … .
D и В – габаритные размеры детали.
h; H глубина штампа при различных
положениях поковки (h < H)
5. С целью исключения сдвига одной половины штампа относительно другой, плоскость
разъема штампа должна пересекать большую по объему поверхность, что увеличивает
сопротивление сдвигу
1 – плоскость разъема штампа:
В – верхняя половина штампа
Н – нижняя половина штампа.
а – нетехнологично;
б – технологично
4.
6. Желательно плоскость разъема штампарасполагать так, чтобы естественные уклоны облегчали удаление поковки из штампа
без выталкивателей и без существенного упрощения формы детали.
5.
Требования технологичности к конструкции поковок, получаемых штамповкой:- Поковка не должна иметь выступающих частей, мешающих ее удалению из полости
штампа.
- Для обеспечения благоприятного заполнения полости штампа металлом и удобного
извлечения из нее поковки, боковые поверхности поковки должны иметь
конструктивные уклоны*
- Все пересекающиеся поверхности поковки должны сопрягаться по радиусам
скруглений*, что обеспечивает лучшее заполнение полости штампа и предохраняет
его от преждевременного износа и поломки
* Уклоны и радиусы скруглений назначаются сверх припусков и напусков
6.
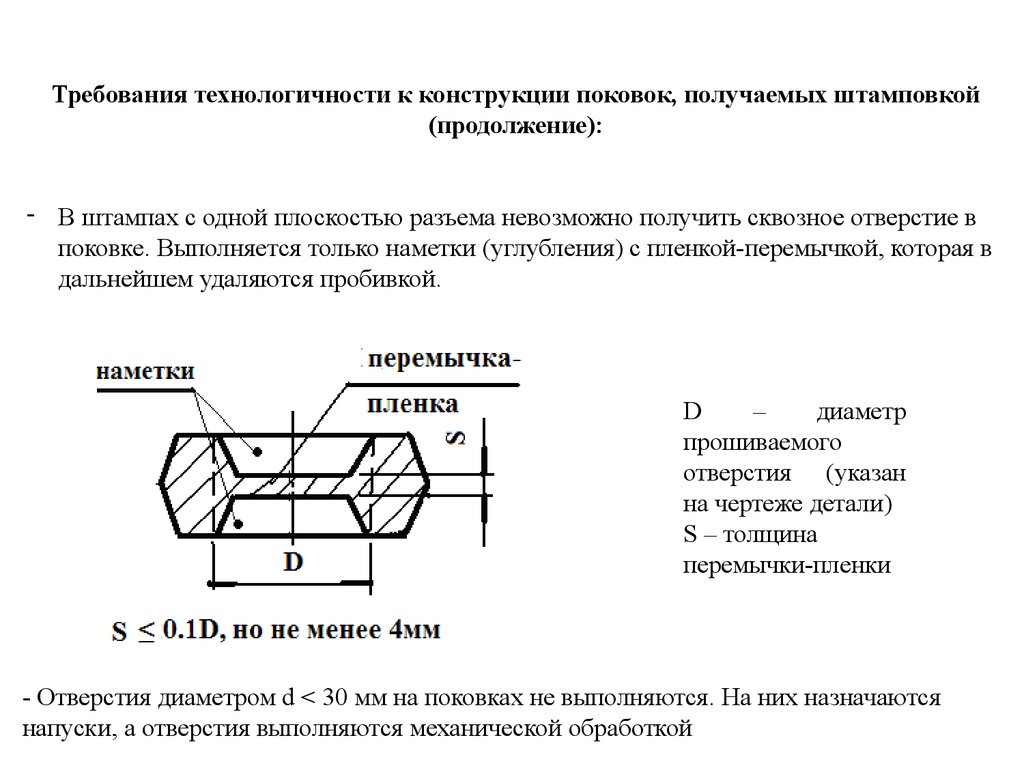
Требования технологичности к конструкции поковок, получаемых штамповкой(продолжение):
- В штампах с одной плоскостью разъема невозможно получить сквозное отверстие в
поковке. Выполняется только наметки (углубления) с пленкой-перемычкой, которая в
дальнейшем удаляются пробивкой.
D
–
диаметр
прошиваемого
отверстия (указан
на чертеже детали)
S – толщина
перемычки-пленки
- Отверстия диаметром d < 30 мм на поковках не выполняются. На них назначаются
напуски, а отверстия выполняются механической обработкой
7.
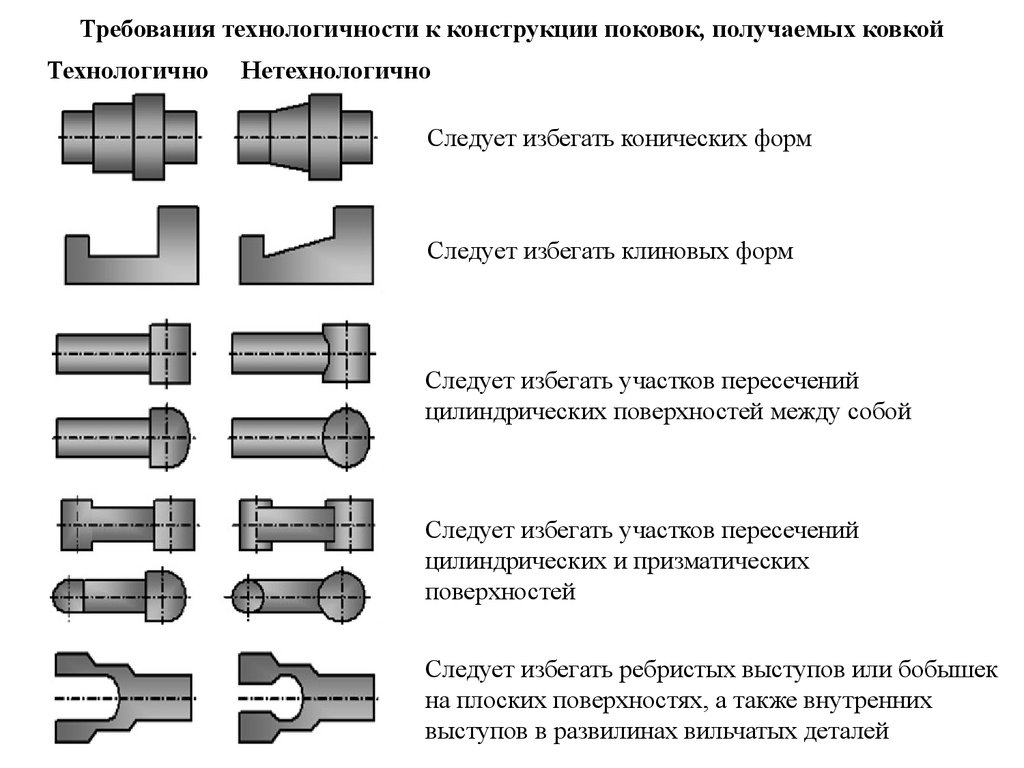
Требования технологичности к конструкции поковок, получаемых ковкойТехнологично
Нетехнологично
Следует избегать конических форм
Следует избегать клиновых форм
Следует избегать участков пересечений
цилиндрических поверхностей между собой
Следует избегать участков пересечений
цилиндрических и призматических
поверхностей
Следует избегать ребристых выступов или бобышек
на плоских поверхностях, а также внутренних
выступов в развилинах вильчатых деталей