














 Промышленность
ПромышленностьПохожие презентации:


")







Отчет по командировке на предприятия концерна Даймлер (г. Манхайм, г. Верт)
1.
Отчет по командировкена предприятия концерна
Даймлер (г.Манхайм, г.Верт)
07-10 сентября 2011г.
2.
Отчет по командировке ГерманияСодержание
1. Введение
2. г. Манхайм ( производство двигателей,
производство автобусов EVO BUS)
3. г. Верт (производство грузовых
автомобилей).
4. Выводы, рекомендации, направления
улучшений
3.
Отчет по командировке ГерманияВведение
Структура концерна Даймлер
Даймлер
Грузовые а/в
Автобусы
Даймлер
автобус
Производство
в Сев. Америке
Производство
в Азии
Производство
в Европе
а/м Мерседес
Германия
г.Манхайм
Южная
Африка
посещенные производства
Латинская
Америка
Турция
Америка
Мексика
4.
Отчет по командировке Германияг.Манхайм
Завод в г.Манхайм включает в себя :
- производство двигателей, в том числе гибридные
двигателя (газ+электрика, дизель+электрика,
водород+электрика), а также реставрацию двигателей;
- производство городских автобусов Мерседес EVO BUS;
- литейное производство деталей двигателя.
5.
Отчет по командировке ГерманияСборка двигателей г.Манхайм
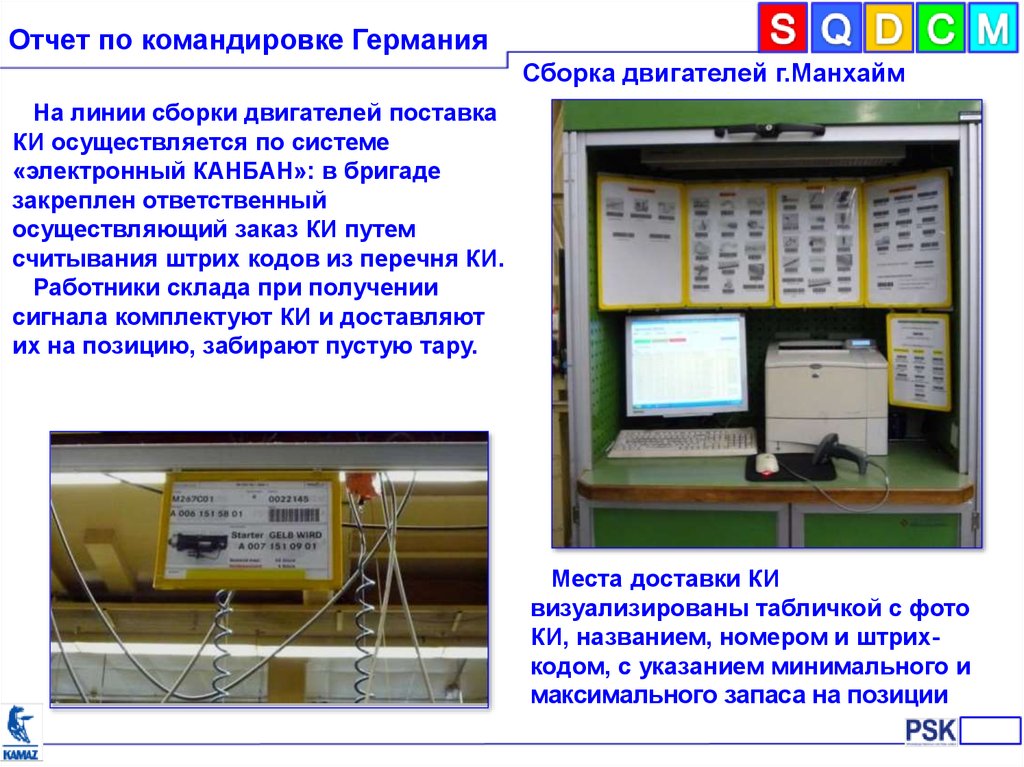
На линии сборки двигателей поставка
КИ осуществляется по системе
«электронный КАНБАН»: в бригаде
закреплен ответственный
осуществляющий заказ КИ путем
считывания штрих кодов из перечня КИ.
Работники склада при получении
сигнала комплектуют КИ и доставляют
их на позицию, забирают пустую тару.
Места доставки КИ
визуализированы табличкой с фото
КИ, названием, номером и штрихкодом, с указанием минимального и
максимального запаса на позиции
6.
Отчет по командировке ГерманияСборка двигателей г.Манхайм
Внедрена система веревочного Андона
(пошаговый, с возможностью принудительного
передвижения):
1 веревка (жёлтого цвета) – возникновение
проблемы, связанной с процессом производства;
2 веревка (белого цвета) – возникновение
проблемы, связанной с логистикой;
3 веревка (синего цвета)– выключает сигнал при
устранении проблем.
Применяется система управления вариациями,
(элемент Пока– ека): при прохождении
двигателя через границу позиции
автоматически считывается его штрих код; над
тарой с нужной вариацией детали (одной из
девяти) загорается лампочка зеленого цвета.
При попытки рабочим взять
несоответствующую деталь срабатывают
инфракрасные датчики, загорается красная
лампочка, сопровождающаяся звуковым
сигналом
7.
Отчет по командировке ГерманияСборка двигателей г.Манхайм
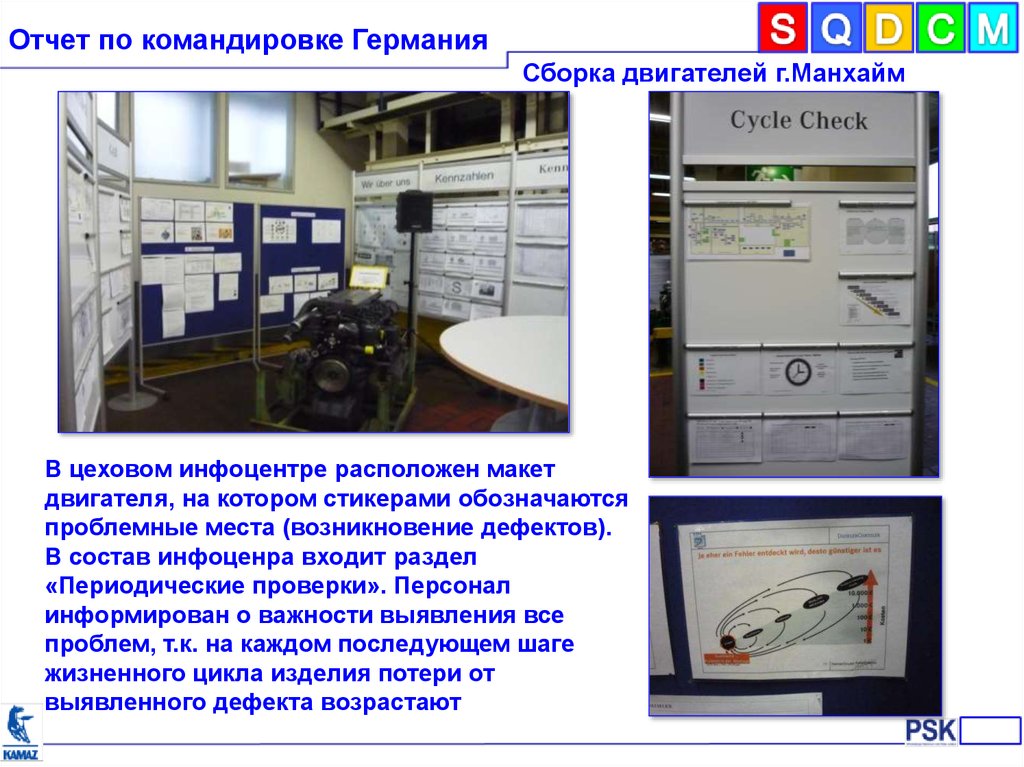
В цеховом инфоцентре расположен макет
двигателя, на котором стикерами обозначаются
проблемные места (возникновение дефектов).
В состав инфоценра входит раздел
«Периодические проверки». Персонал
информирован о важности выявления все
проблем, т.к. на каждом последующем шаге
жизненного цикла изделия потери от
выявленного дефекта возрастают
8.
Отчет по командировке ГерманияСборка двигателей г.Манхайм
При обнаружении дефектов, требующих
доработки вне линии двигатели направляют
по отдельной ветке конвейера для
устранения (нет необходимости снятия со
стенда).
9.
ОтчетОтчет по
по командировке
командировке Германия
Германия
Сборка/сварка каркасов автобусов
г.Манхайм
1
Для транспортировки деталей каркасов
автобусов применяются:
2
1. Складные тары
2. Тележки с возможностью изменения
расположения упоров под любой вид
применяемых кронштейнов
3. «Потребительские корзины»
формирующиеся непосредственно на месте
изготовления кронштейнов, минуя склад
направляются на участок сборки каркасов
3
10.
ОтчетОтчет по
по командировке
командировке Германия
Германия
Сборка/сварка каркасов автобусов
г. Манхайм
Организован стенд в
формате SQDCM, но с
более развёрнутой
информацией
(с мероприятиями,
руководствами и
информацией)
Бригадный стенд включает :
квалификационные матрицы,
схемы ротации, лист
отслеживания рабочего
времени каждого работника,
идентификация личных
штампов, крест безопасности,
ТОР3 дефектов и т.д.
СОК, JES отсутствует.
На оборудовании
сформированы комплекты
документации по TPM:
инструкции по
обслуживанию, чек-листы,
листы отслеживания
проблем, лист
регистрации неполадок.
11.
ОтчетОтчет по
по командировке
командировке Германия
Германия
Сборка/сварка каркасов автобусов
г.Манхайм
5 S на рабочих местах:
Нанесена разметка мест под тары, под хранение
хоз.инвентаря, под стенды, оборудования,
стеллажи. На стеллажах все визуализировано.
Инструмент хранится на стеллажах с
оконтуриванием и фото «как должно быть»
Организованы стеллажи для хранения хоз.
инвентаря с оконтуриванием
12.
ОтчетОтчет по
по командировке
командировке Германия
Германия
Сборка/сварка каркасов автобусов
г.Манхайм
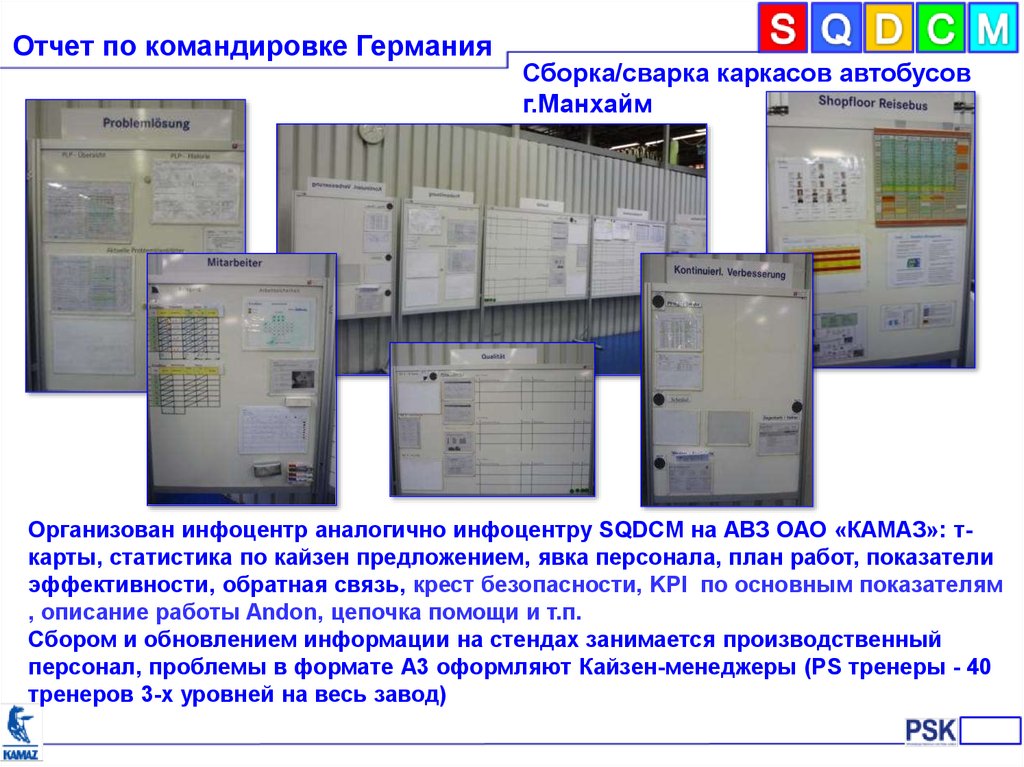
Организован инфоцентр аналогично инфоцентру SQDCM на АВЗ ОАО «КАМАЗ»: ткарты, статистика по кайзен предложением, явка персонала, план работ, показатели
эффективности, обратная связь, крест безопасности, KPI по основным показателям
, описание работы Andon, цепочка помощи и т.п.
Сбором и обновлением информации на стендах занимается производственный
персонал, проблемы в формате А3 оформляют Кайзен-менеджеры (PS тренеры - 40
тренеров 3-х уровней на весь завод)
13.
Отчет по командировке ГерманияСборка/сварка каркасов автобусов
г.Манхайм
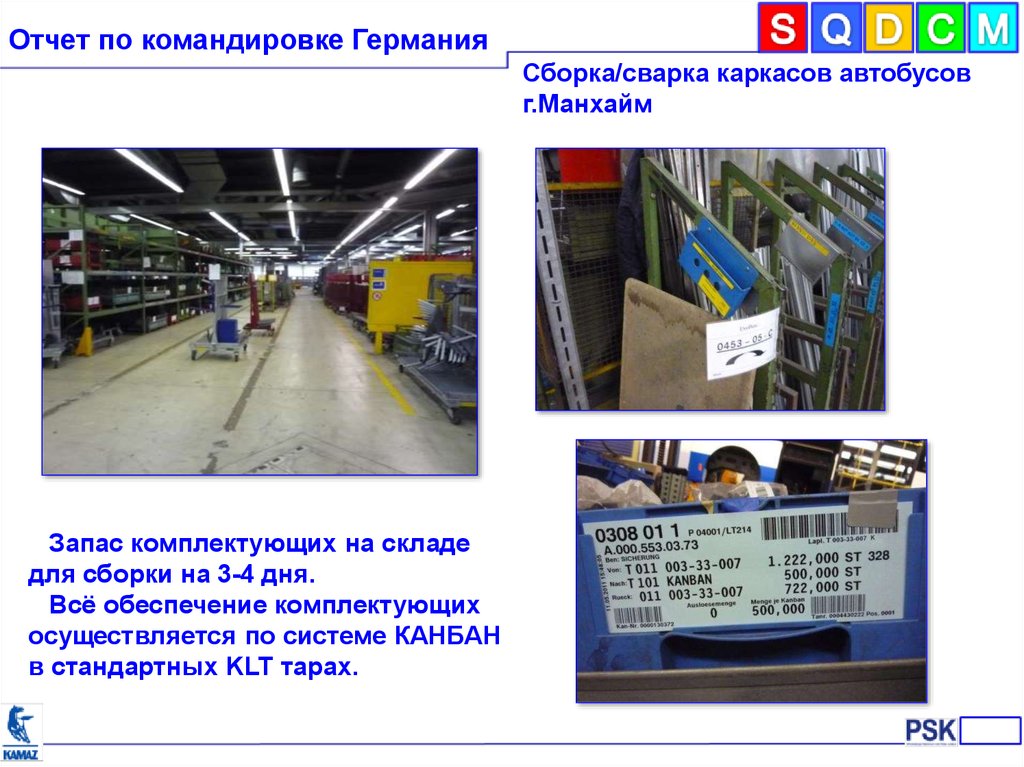
Запас комплектующих на складе
для сборки на 3-4 дня.
Всё обеспечение комплектующих
осуществляется по системе КАНБАН
в стандартных KLT тарах.
14.
Отчет по командировке ГерманияСборка автобусов г.Манхайм
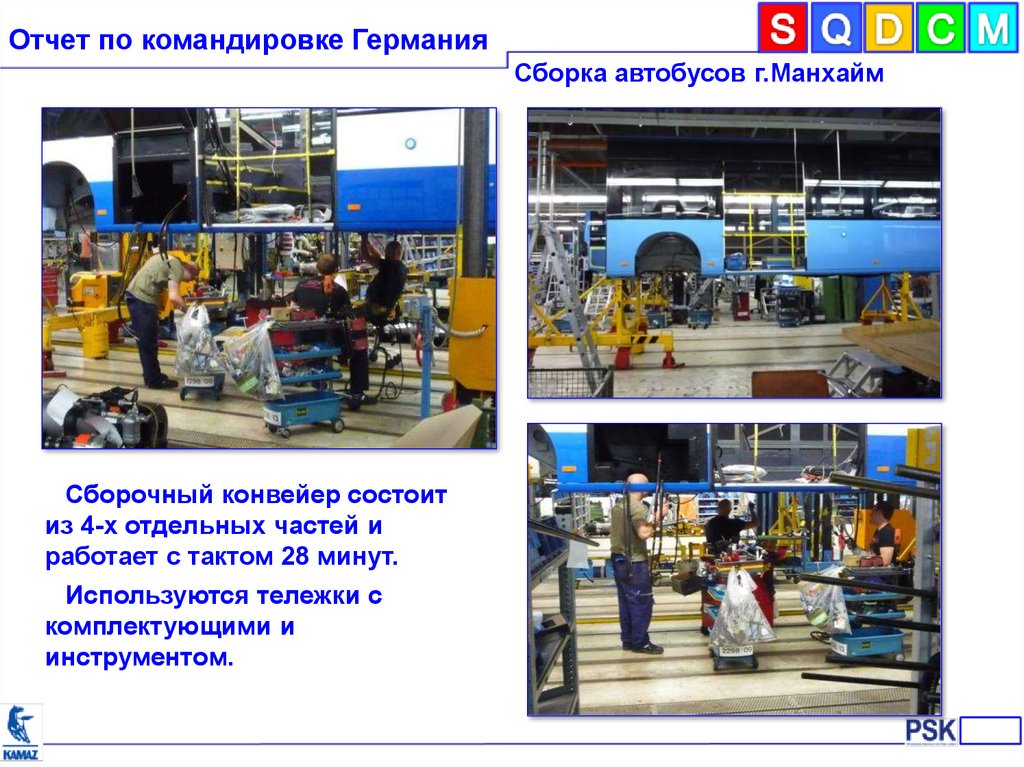
Сборочный конвейер состоит
из 4-х отдельных частей и
работает с тактом 28 минут.
Используются тележки с
комплектующими и
инструментом.
15.
Отчет по командировке ГерманияСборка автобусов г.Манхайм
Поставка комплектующих
осуществляется по системе КАНБАН.
Ежедневно в начале смены все
проблемы с КИ записываются на
доске (номер КИ, ответственные и
статус) и в течении смены
отслеживается их решение.
16.
Отчет по командировке ГерманияСборка автобусов г.Манхайм
Внедрены и работают 4 петли качества:
1-я петля – контроль рабочим во время
сборки (у каждого рабочего личный штамп);
2-я петля – контроль в воротах качества
рабочими по определённым параметрам;
3-я петля – выборочный контроль службой
качества готовой продукции;
4-я – выборочный аудит потребителя
17.
Отчет по командировке Германияг.Манхайм
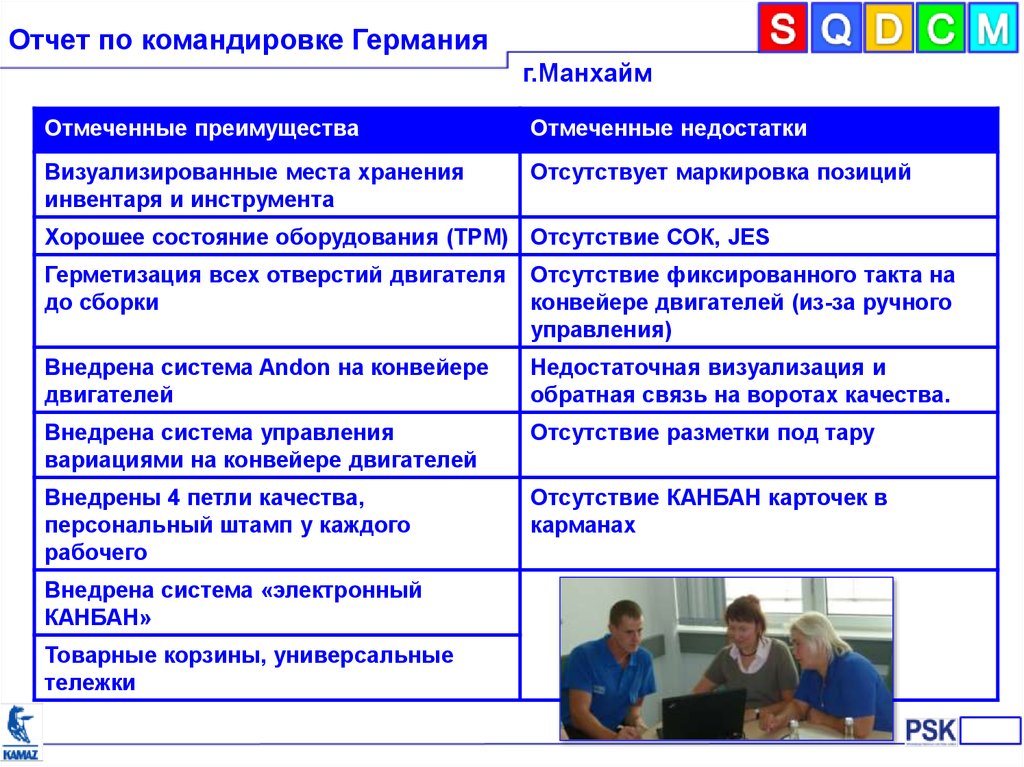
Отмеченные преимущества
Отмеченные недостатки
Визуализированные места хранения
инвентаря и инструмента
Отсутствует маркировка позиций
Хорошее состояние оборудования (ТРМ) Отсутствие СОК, JES
Герметизация всех отверстий двигателя
до сборки
Отсутствие фиксированного такта на
конвейере двигателей (из-за ручного
управления)
Внедрена система Andon на конвейере
двигателей
Недостаточная визуализация и
обратная связь на воротах качества.
Внедрена система управления
вариациями на конвейере двигателей
Отсутствие разметки под тару
Внедрены 4 петли качества,
персональный штамп у каждого
рабочего
Отсутствие КАНБАН карточек в
карманах
Внедрена система «электронный
КАНБАН»
Товарные корзины, универсальные
тележки
18.
Отчет по командировке ГерманияЗавод в г.Вёрт:
Производство грузовика,
работа в 2 смены,
выпуск 406 автомобилей в
сутки силами 10 000 рабочих.
г. Вёрт
19.
Отчет по командировке ГерманияЛиния сборки кабин грузовиков
г. Вёрт
Поставка комплектующих
осуществляется по системе КАНБАН,
применяются наклонные
гравитационные стеллажи, складная
тара и стандартная KLT тара.
Мицусумаши формирует заказ КИ
путем считывания сканером штрихкодов со стеллажей, прикрепляет
магнит с указанием количества
заказанных тар на стеллаж, забирает
пустые тары.
20.
Отчет по командировке ГерманияПрименяются товарные корзины в
виде прицепных тележек, следующих
за продуктом вдоль конвейера.
Сборочный конвейер грузовиков
г. Вёрт
На части сборочных операций
используется электронный
контроль момента затяжки с
функцией сохранения всех
данных в памяти.
21.
Отчет по командировке ГерманияЛиния подсборки двигателей
грузовиков г. Вёрт
Хорошо организованно хранение
инструмента и комплектующих
изделий.
Организована площадка для
обучения рабочих (при
изменении процесса,
трудоустройстве или
перевода работника).
22.
Отчет по командировке ГерманияЛиния подсборки двигателей
грузовиков г. Вёрт
Функционируют доски Andon, отражающие информацию о ходе
производства: производственный план, факт, скорости конвейера,
эффективность работы, времени простоя конвейера, количество тревог
по качеству и остановок.
23.
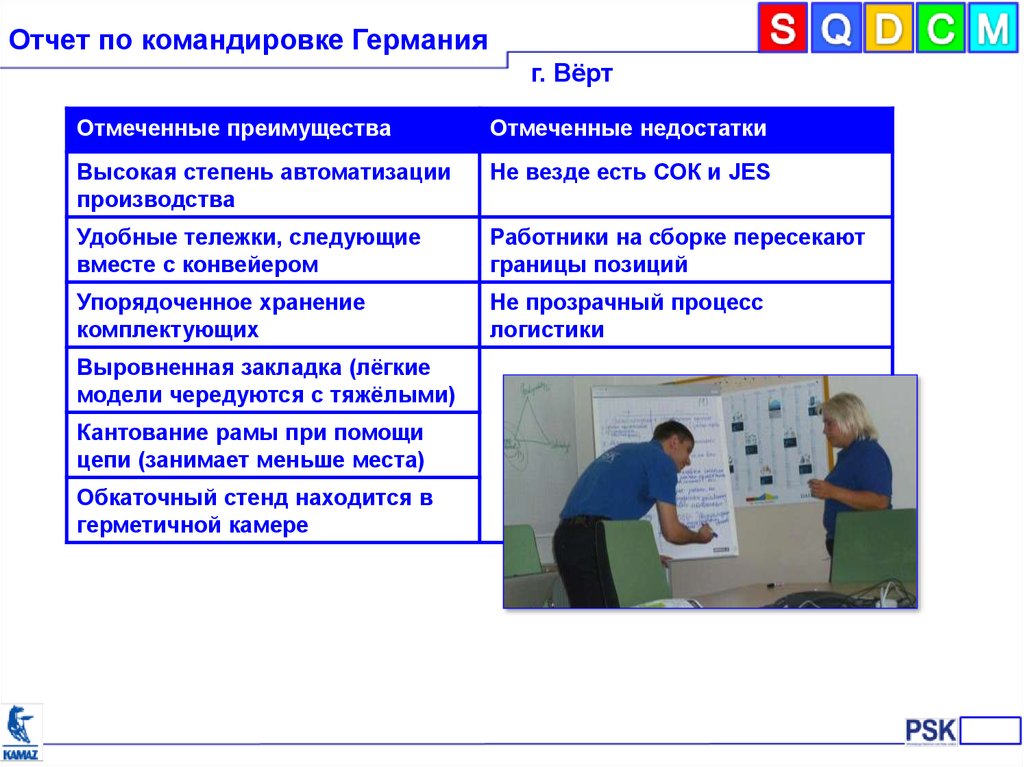
Отчет по командировке Германияг. Вёрт
Отмеченные преимущества
Отмеченные недостатки
Высокая степень автоматизации
производства
Не везде есть СОК и JES
Удобные тележки, следующие
вместе с конвейером
Работники на сборке пересекают
границы позиций
Упорядоченное хранение
комплектующих
Не прозрачный процесс
логистики
Выровненная закладка (лёгкие
модели чередуются с тяжёлыми)
Кантование рамы при помощи
цепи (занимает меньше места)
Обкаточный стенд находится в
герметичной камере
24.
Отчет по командировке Германия№ Улучшение
1
Использование
оборудования
с электронной
системой
момента
затяжки
Выводы, направления для
улучшений.
Место
внедрения
Текущее состояние
Будущее состояние
Особо
ответственные
операции ГСК1,2 АВЗ,
требующие
контроля
момента
затяжки
Используются пневматические
гайковёрты без контроля момента
затяжки. Дополнительно на ряде
соединений необходим контроль
предельными ключами (затраты
времени примерно 25 сек на
автомобиль), который не
выполняется на 100% из-за низкой
исполнительской дисциплины.
При использовании оборудования с
электронной системой при затяжке
особо ответственных соединений:
1. Обеспечивается гарантированный
нужный момент затяжки.
2. Высвобождается рабочее время
операторов за счёт исключения
дополнительного контроля.
3. Хранение в базе данных
информации о моментах затяжки
каждого автомобиля упрощает
решение вопросов при анализе
дефектов и рекламациях.
25.
Отчет по командировке Германия№ Улучшение
2
Использование
универсальной
складной тары
Выводы, направления для
улучшений.
Место
внедрения
Текущее состояние
Будущее состояние
В ДЗиЛ, вместо
аналогичной
межзаводской
211 тары.
В настоящее время используется
неразборная 211 тара,
занимающая достаточно много
места при её хранении и
транспортировке.
При использовании складной тары,
приблизительно в 3 раза сокращается
пространство, необходимое для её
хранения и транспортировки (возврат).
Тем самым соответственно
сокращаются удельные затраты.
26.
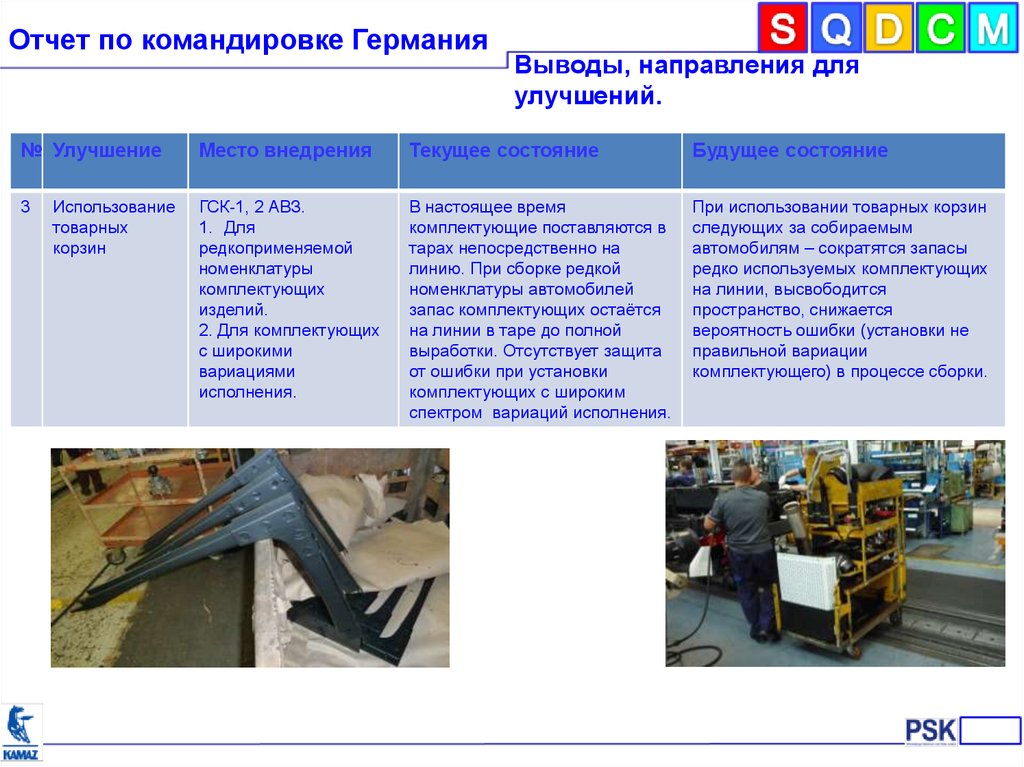
Отчет по командировке Германия№ Улучшение
3
Использование
товарных
корзин
Выводы, направления для
улучшений.
Место внедрения
Текущее состояние
Будущее состояние
ГСК-1, 2 АВЗ.
1. Для
редкоприменяемой
номенклатуры
комплектующих
изделий.
2. Для комплектующих
с широкими
вариациями
исполнения.
В настоящее время
комплектующие поставляются в
тарах непосредственно на
линию. При сборке редкой
номенклатуры автомобилей
запас комплектующих остаётся
на линии в таре до полной
выработки. Отсутствует защита
от ошибки при установки
комплектующих с широким
спектром вариаций исполнения.
При использовании товарных корзин
следующих за собираемым
автомобилям – сократятся запасы
редко используемых комплектующих
на линии, высвободится
пространство, снижается
вероятность ошибки (установки не
правильной вариации
комплектующего) в процессе сборки.
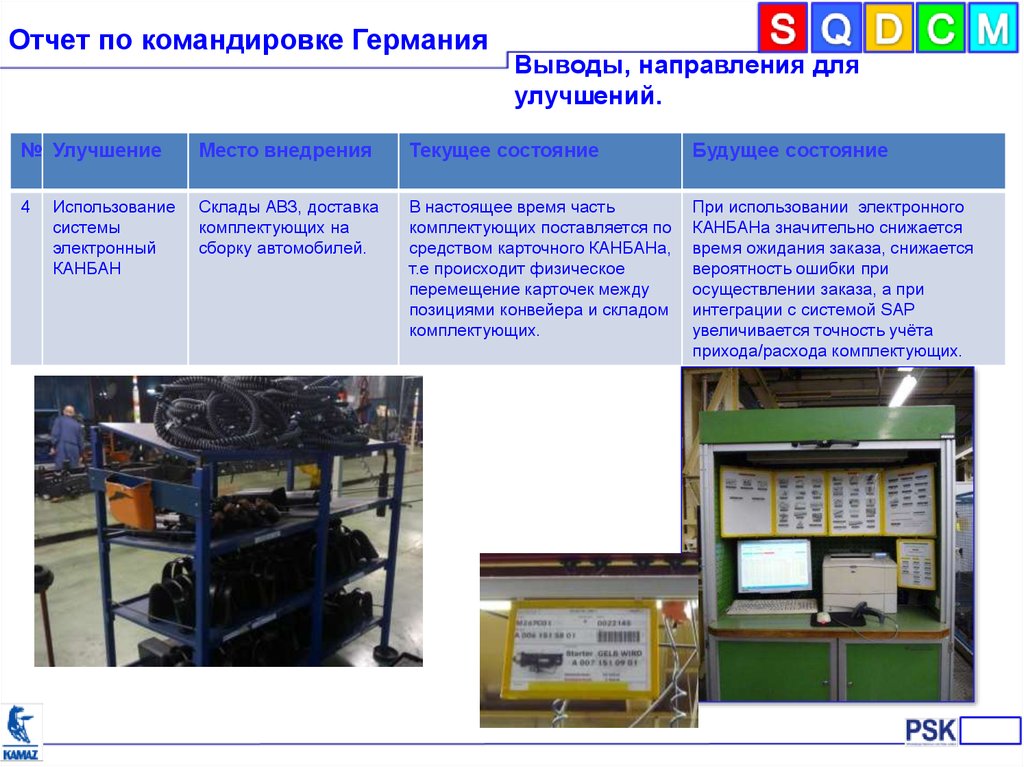
27.
Отчет по командировке Германия№ Улучшение
4
Использование
системы
электронный
КАНБАН
Выводы, направления для
улучшений.
Место внедрения
Текущее состояние
Будущее состояние
Склады АВЗ, доставка
комплектующих на
сборку автомобилей.
В настоящее время часть
комплектующих поставляется по
средством карточного КАНБАНа,
т.е происходит физическое
перемещение карточек между
позициями конвейера и складом
комплектующих.
При использовании электронного
КАНБАНа значительно снижается
время ожидания заказа, снижается
вероятность ошибки при
осуществлении заказа, а при
интеграции с системой SAP
увеличивается точность учёта
прихода/расхода комплектующих.