

























 Промышленность
ПромышленностьПохожие презентации:










Ручная дуговая сварка. Условия горения сварочной дуги
1. Ручная дуговая сварка
Новочебоксарский политехнический техникумМинобразования Чувашской Республики
Ручная дуговая сварка
СВАРОЧНАЯ ДУГА
Подготовил : преподаватель
дисциплин профессионального
цикла Гурьева И.В.
2. ТЕМА УРОКА: УСЛОВИЯ ГОРЕНИЯ СВАРОЧНОЙ ДУГИ
Цели урока:Дидактические, образовательные:
На основе знаний, полученных на уроках дисциплин профессионального цикла и
производственного обучения создать у обучающихся прочную ориентировочную
основу трудовых действий при работе со сварочной дугой;
Создание положительной мотивации для дальнейшего обучения .
Развивающие:
Развитие интереса и формирование положительной мотивации к изучаемому
предмету; формирование умения применять полученные знания в различных
производственных ситуациях; формирование и развитие умений анализировать
производственные ситуации;
Воспитательные:
Воспитание уважительного отношения к учебной дисциплине;
Формирование способности к самовыражению;
Развитие чувства самостоятельности;
Развитие навыков самоконтроля
3.
Сварочной дугой называется мощныйустойчивый электрический разряд в
газовой среде, образованной между
электродами, либо между электродом и
изделием. Сварочная дуга
характеризуется выделением большого
количества тепловой энергии и
сильным световым эффектом. Она
является концентрированным
источником тепла и применяется для
расплавления основного и
присадочного материалов.
4.
Под электрическим разрядом понимают прохождение тока черезгазовую среду
ВИДЫ ЭЛЕКТРИЧЕСКОГО РАЗРЯДА
Дуговой
Тлеющий
Искровой
Молния
5.
Под электрическим разрядом понимают прохождение тока черезгазовую среду
ВИДЫ ЭЛЕКТРИЧЕСКОГО РАЗРЯДА
(повторение)
6.
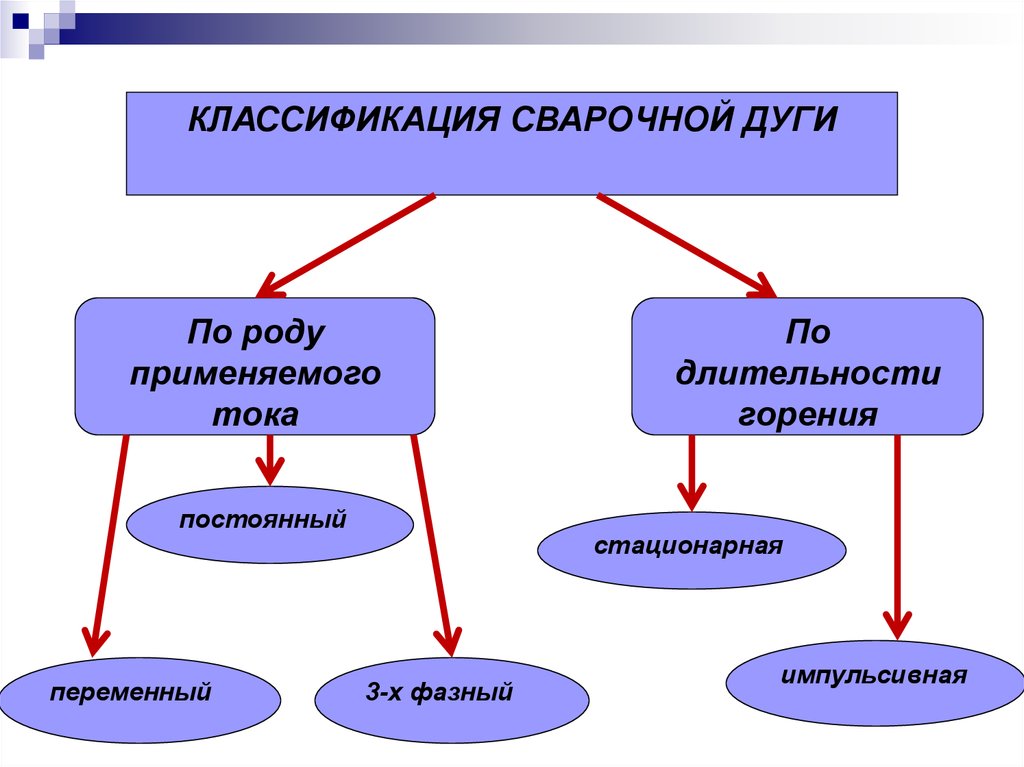
КЛАССИФИКАЦИЯ СВАРОЧНОЙ ДУГИПо роду
применяемого
тока
постоянный
переменный
По
длительности
горения
стационарная
3-х фазный
импульсивная
7.
КЛАССИФИКАЦИЯ СВАРОЧНОЙ ДУГИ(повторение)
По роду
применяемого
тока
По
длительности
горения
8.
Для получения сварочной дуги нужнаэлектрическая цепь с источником питания.
9. Для получения сварочной дуги необходимо иметь:
10.
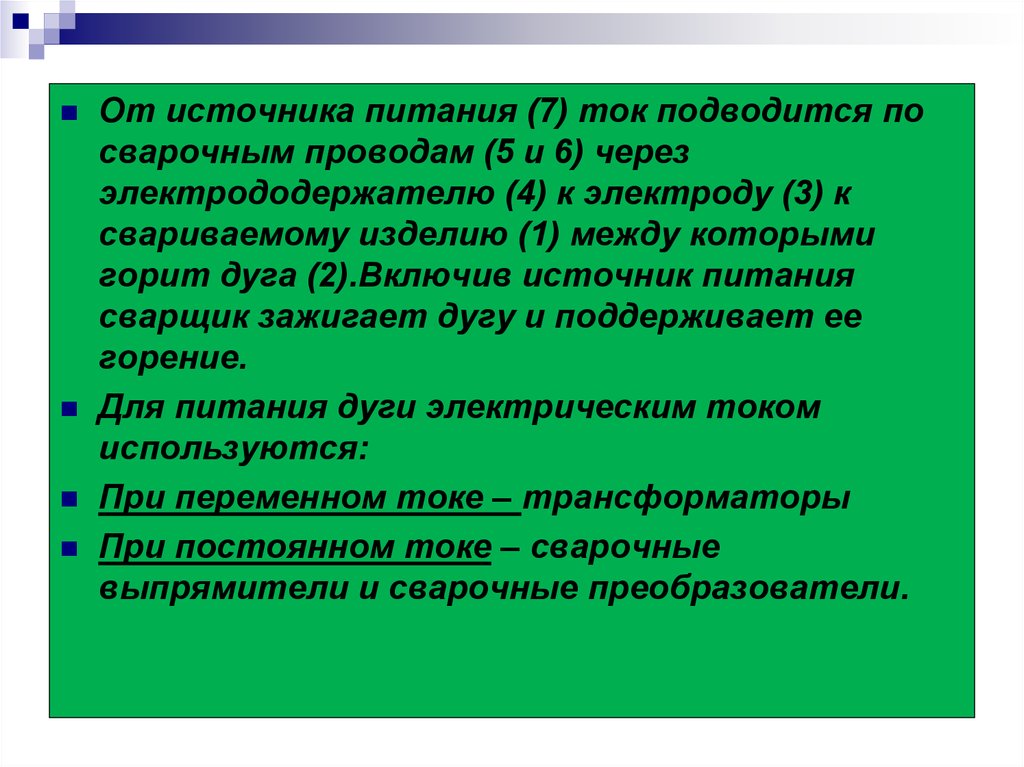
От источника питания (7) ток подводится посварочным проводам (5 и 6) через
электрододержателю (4) к электроду (3) к
свариваемому изделию (1) между которыми
горит дуга (2).Включив источник питания
сварщик зажигает дугу и поддерживает ее
горение.
Для питания дуги электрическим током
используются:
При переменном токе – трансформаторы
При постоянном токе – сварочные
выпрямители и сварочные преобразователи.
11.
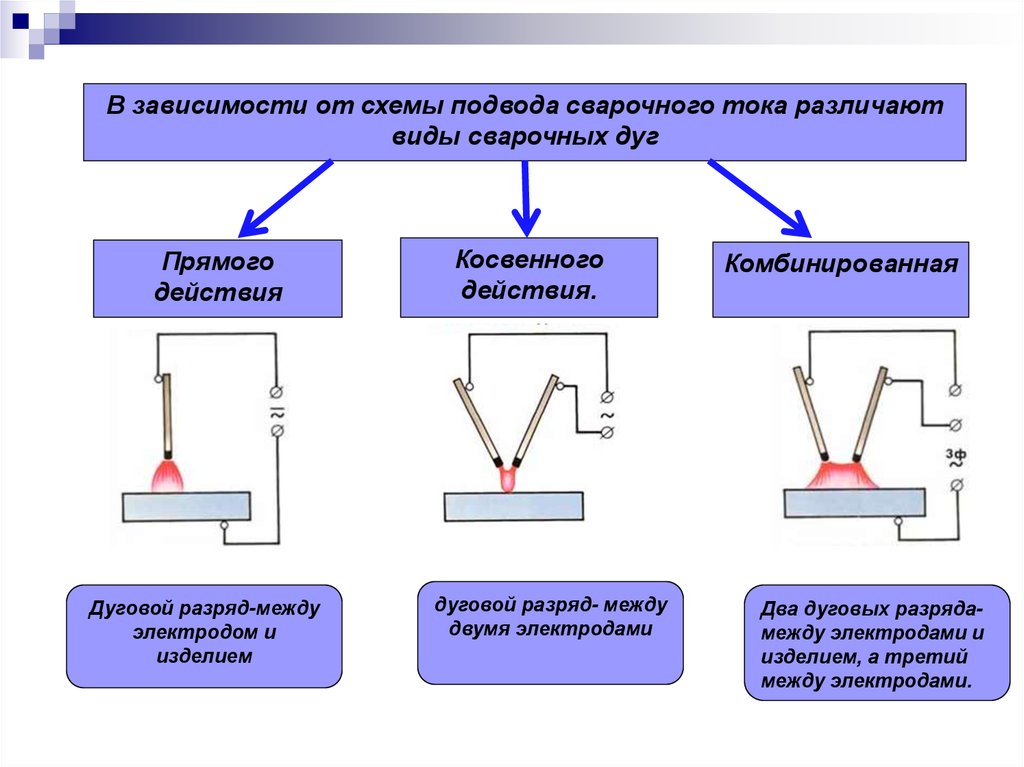
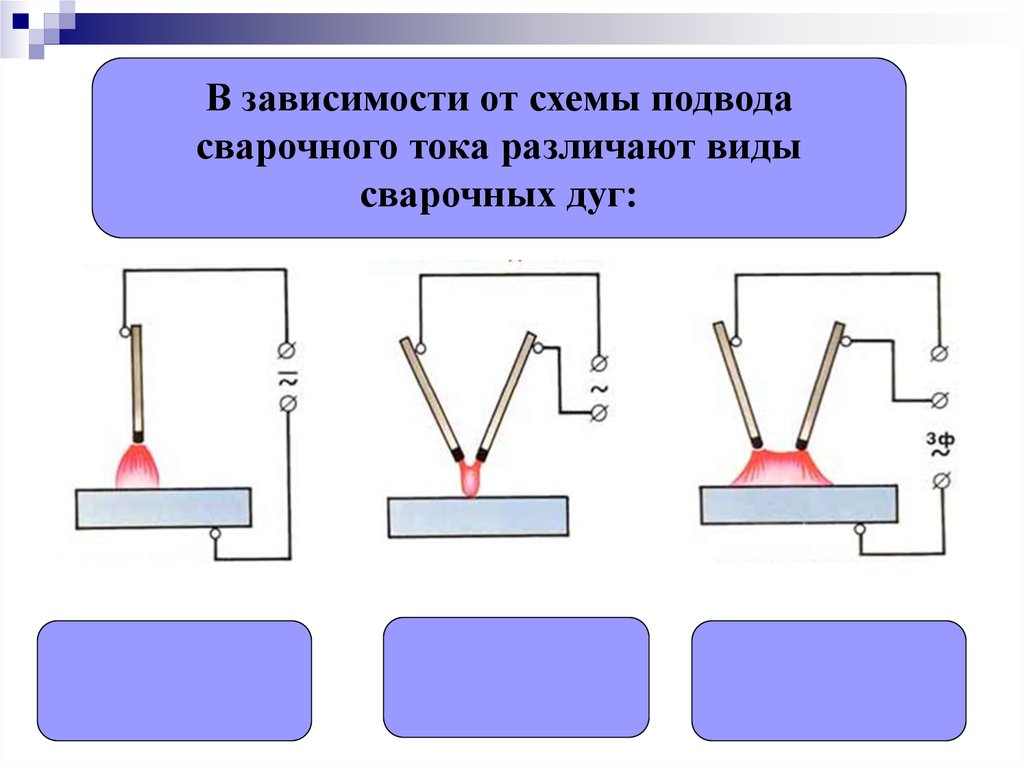
В зависимости от схемы подвода сварочного тока различаютвиды сварочных дуг
Прямого
действия
Дуговой разряд-между
электродом и
изделием
Косвенного
действия.
дуговой разряд- между
двумя электродами
Комбинированная
Два дуговых разрядамежду электродами и
изделием, а третий
между электродами.
12.
По применяемым электродамПри плавящемся электроде
При неплавящемся электроде
По степени сжатия дуги
Свободная
Сжатая
13.
По полярности постоянного токаПрямая
Обратная
При обратной полярности температура на поверхности металла ниже. Используют
при сварке тонкой или высоколегированной стали.
14.
По длине сварочной дуги15.
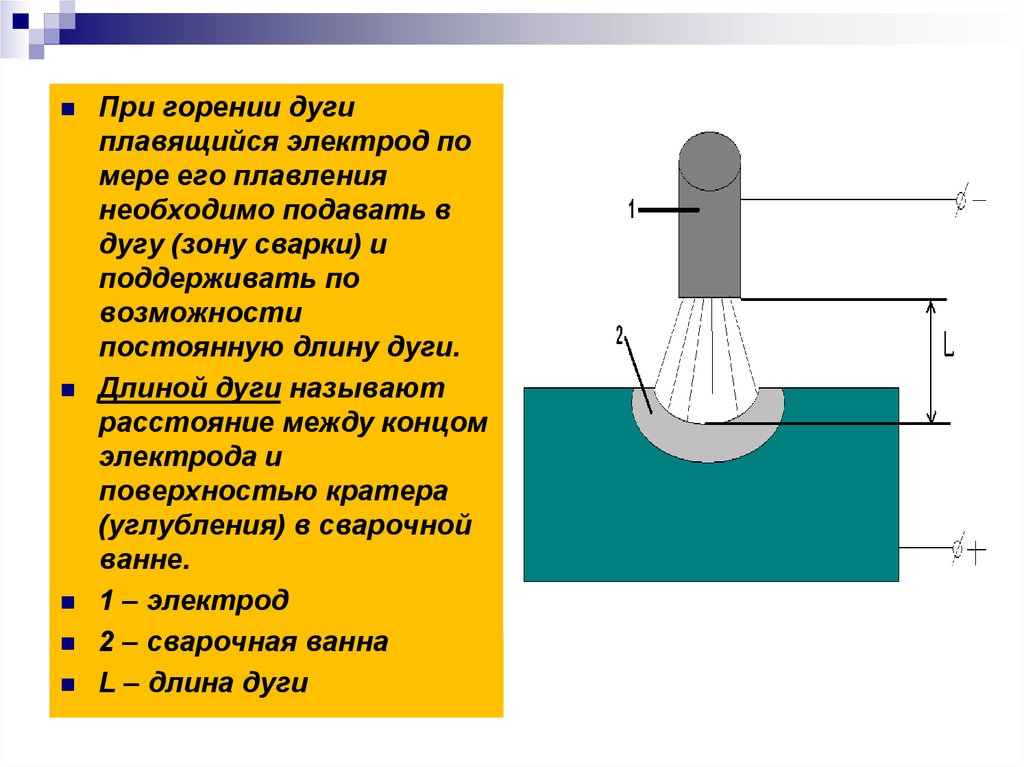
При горении дугиплавящийся электрод по
мере его плавления
необходимо подавать в
дугу (зону сварки) и
поддерживать по
возможности
постоянную длину дуги.
Длиной дуги называют
расстояние между концом
электрода и
поверхностью кратера
(углубления) в сварочной
ванне.
1 – электрод
2 – сварочная ванна
L – длина дуги
16. Условия горения сварочной дуги.
В обычных условиях газы не проводят электрического тока. Дляобразования и поддержания горения дуги необходимо иметь в
пространстве между электродом и изделием электрически
заряженные частицы (положительные и отрицательные
ионы и электроны).
Процесс образования электрически заряженных частиц в
междуэлектродном пространстве называется ионизацией.
Энергия, затраченная на отрыв электрона от атома и на
образование положительного иона называется работой
ионизации. Эта работа выражается в электрон-вольтах (эВ) и
называется потенциалом ионизации.
Для отрыва электрона от атома требуется сообщить ему
значительную скорость.
Энергия, затраченная на сообщение электрону большой
скорости носит название потенциала возбуждения.
17.
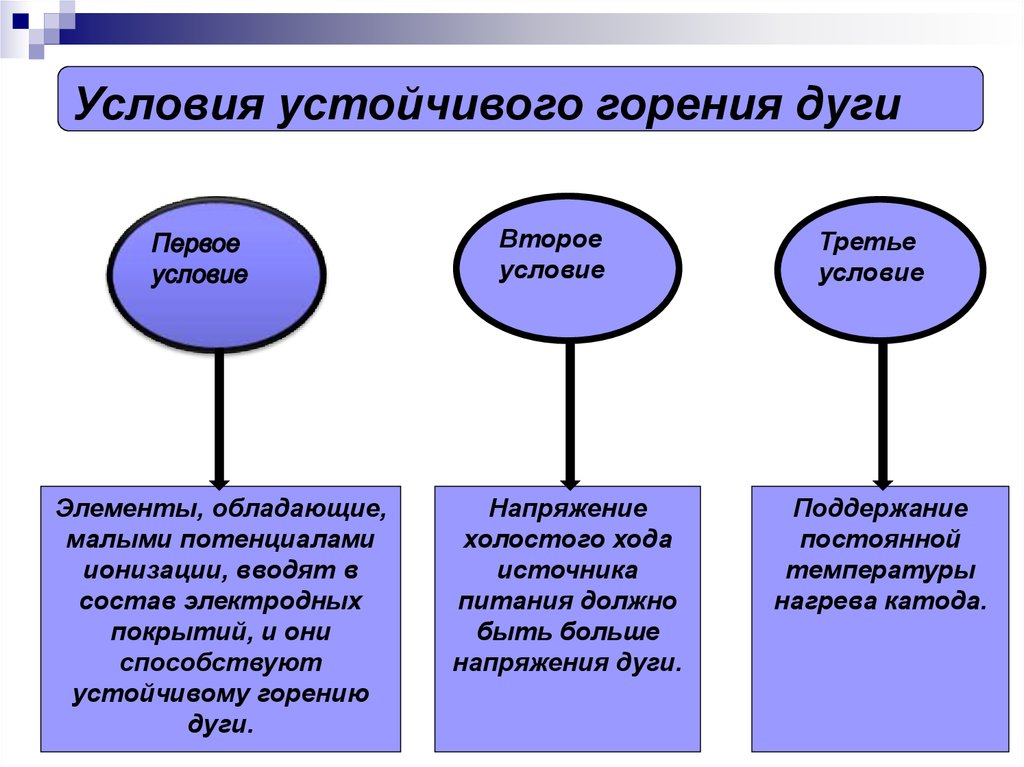
Условия устойчивого горения дугиВторое
условие
Элементы, обладающие,
малыми потенциалами
ионизации, вводят в
состав электродных
покрытий, и они
способствуют
устойчивому горению
дуги.
Напряжение
холостого хода
источника
питания должно
быть больше
напряжения дуги.
Третье
условие
Поддержание
постоянной
температуры
нагрева катода.
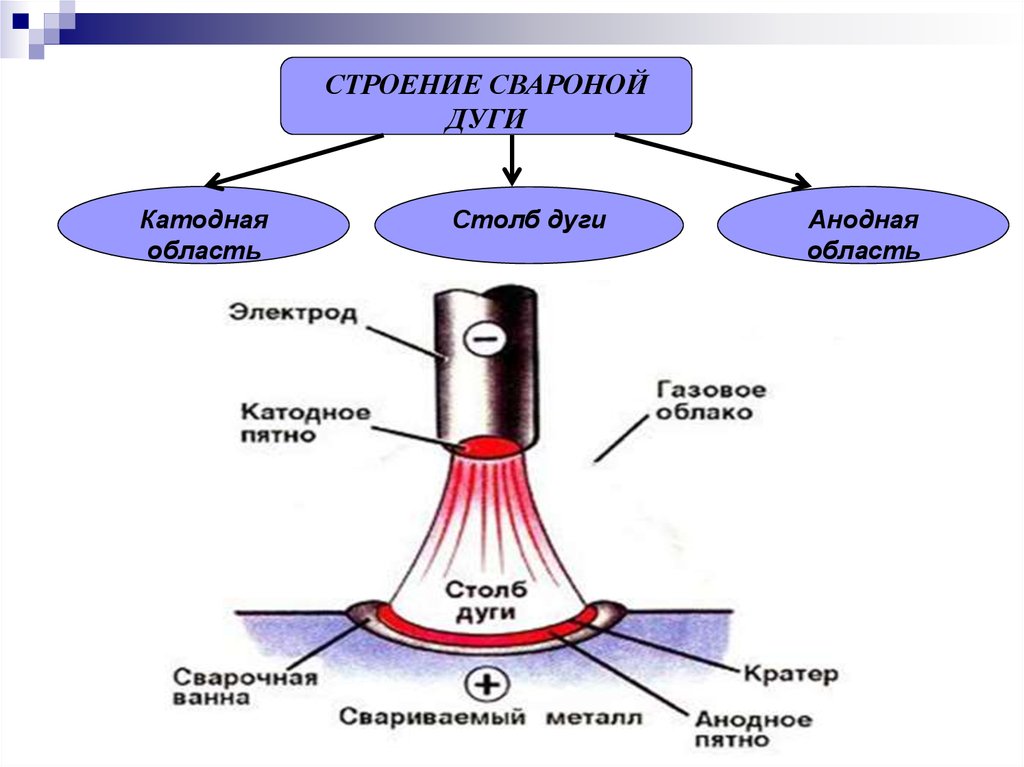
18.
СТРОЕНИЕ СВАРОНОЙДУГИ
Катодная
область
Столб дуги
Анодная
область
19. Схема объемной ионизации газа и падение напряжения в дуге
Uд – напряжение дуги, ВUк – напряжение катода, В
Uст – напряжение газового столба дуги, В
Uа – напряжение анода, В
h – глубина проплавления ванны, мм
S – толщина свариваемой детали, мм
1. Покрытый электрод.
2. Катодное пятно.
3. Катодная область.
4. Газовый столб дуги.
5. Анодная область.
6. Анодное пятно.
7. Глубина проплавления сварочной ванны.
8. Основной металл.
9. Источник питания дуги постоянного
тока.
20.
21.
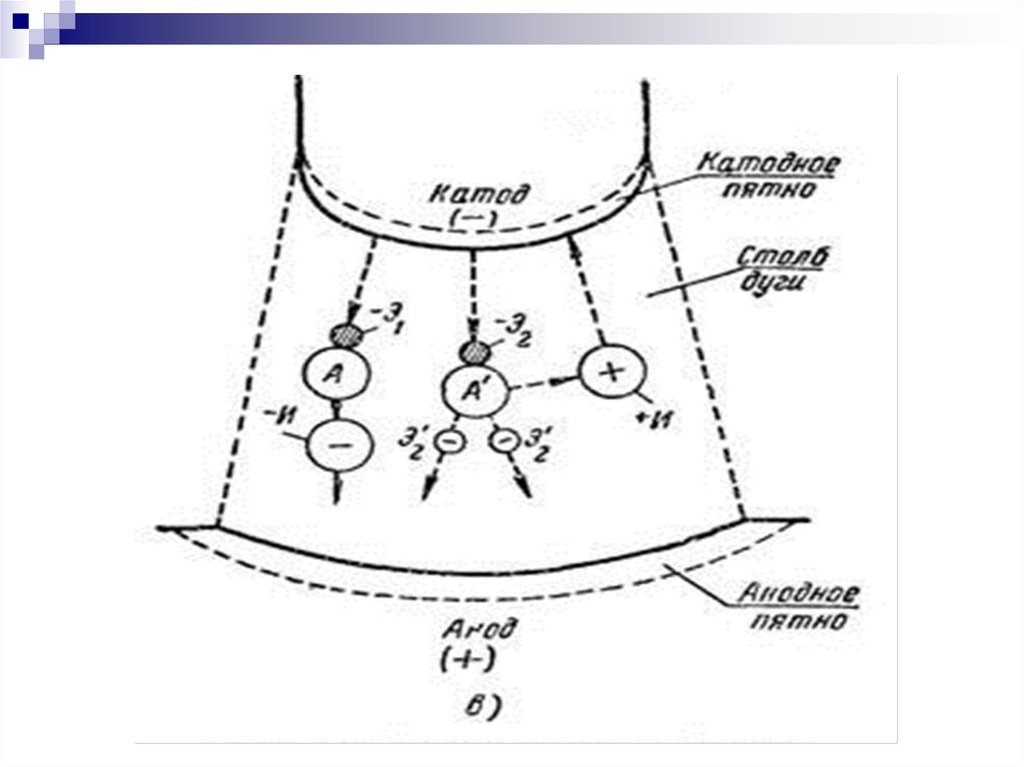
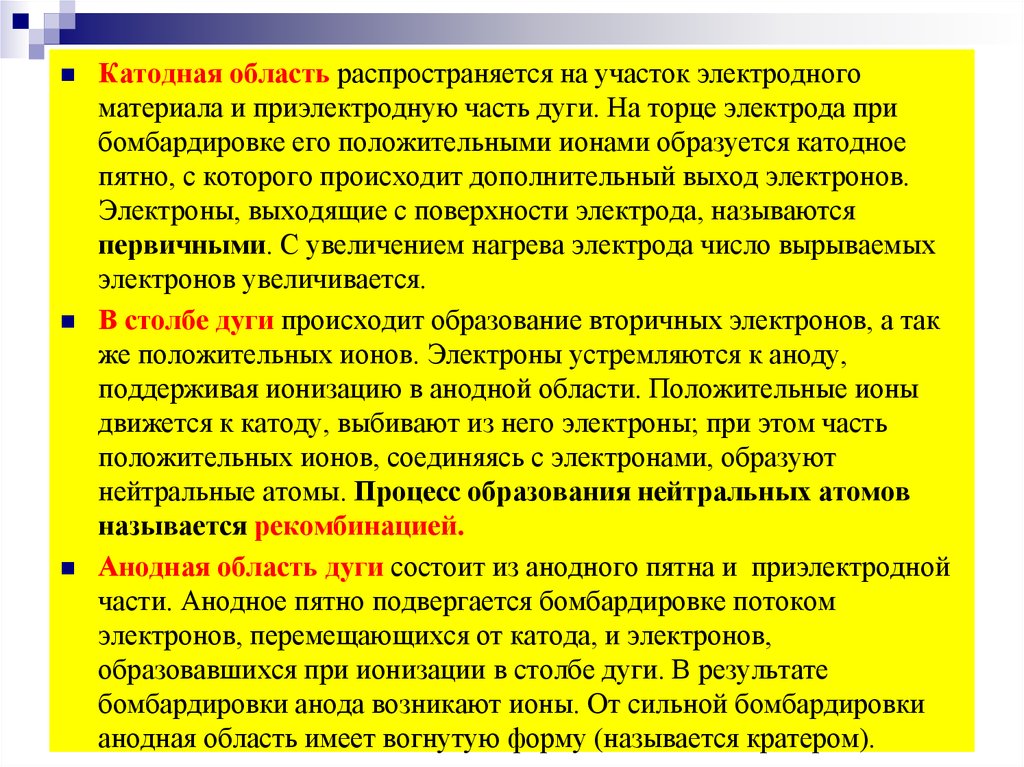
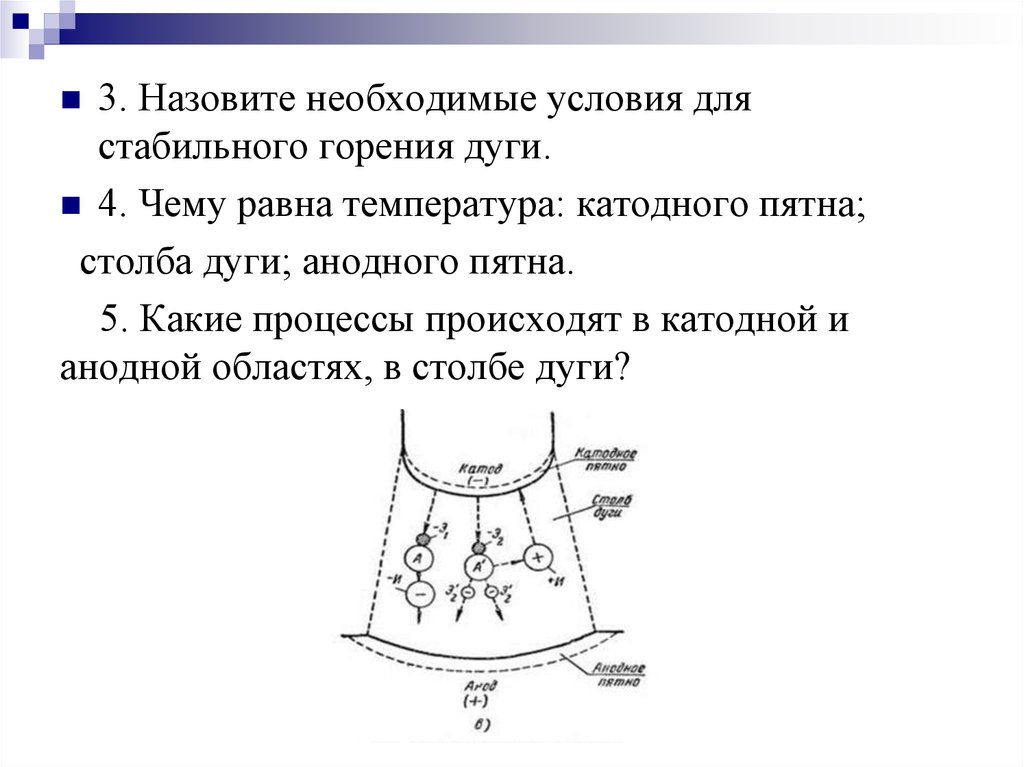
Катодная область распространяется на участок электродногоматериала и приэлектродную часть дуги. На торце электрода при
бомбардировке его положительными ионами образуется катодное
пятно, с которого происходит дополнительный выход электронов.
Электроны, выходящие с поверхности электрода, называются
первичными. С увеличением нагрева электрода число вырываемых
электронов увеличивается.
В столбе дуги происходит образование вторичных электронов, а так
же положительных ионов. Электроны устремляются к аноду,
поддерживая ионизацию в анодной области. Положительные ионы
движется к катоду, выбивают из него электроны; при этом часть
положительных ионов, соединяясь с электронами, образуют
нейтральные атомы. Процесс образования нейтральных атомов
называется рекомбинацией.
Анодная область дуги состоит из анодного пятна и приэлектродной
части. Анодное пятно подвергается бомбардировке потоком
электронов, перемещающихся от катода, и электронов,
образовавшихся при ионизации в столбе дуги. В результате
бомбардировки анода возникают ионы. От сильной бомбардировки
анодная область имеет вогнутую форму (называется кратером).
22.
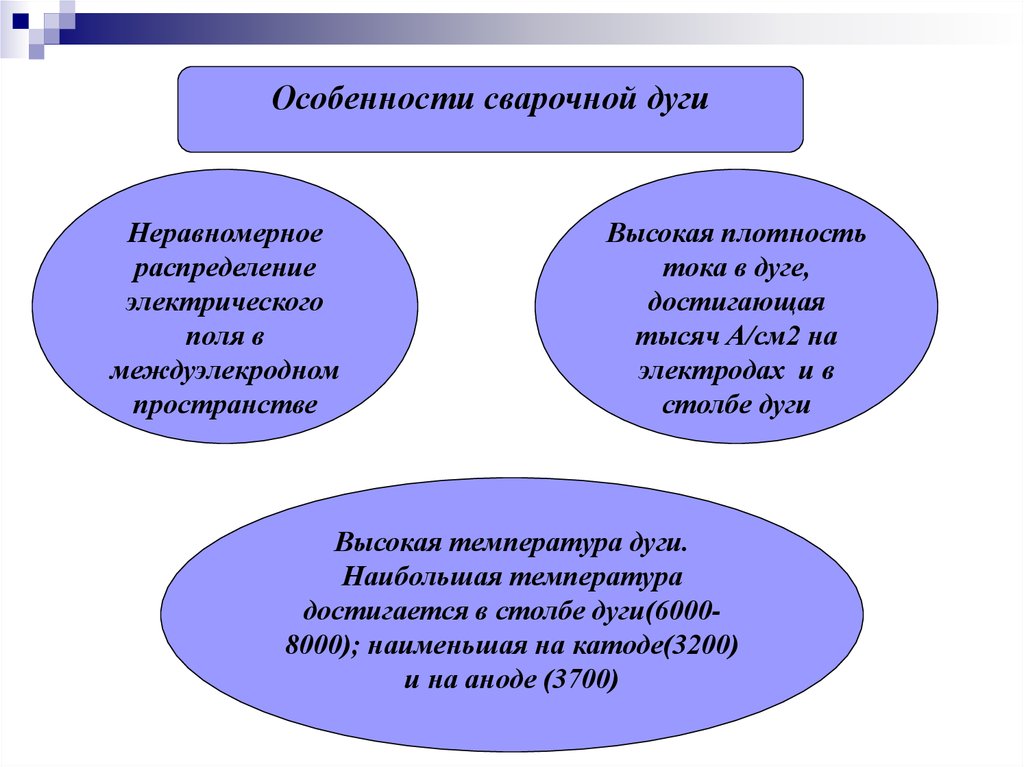
Особенности сварочной дугиНеравномерное
распределение
электрического
поля в
междуэлекродном
пространстве
Высокая плотность
тока в дуге,
достигающая
тысяч А/см2 на
электродах и в
столбе дуги
Высокая температура дуги.
Наибольшая температура
достигается в столбе дуги(60008000); наименьшая на катоде(3200)
и на аноде (3700)
23.
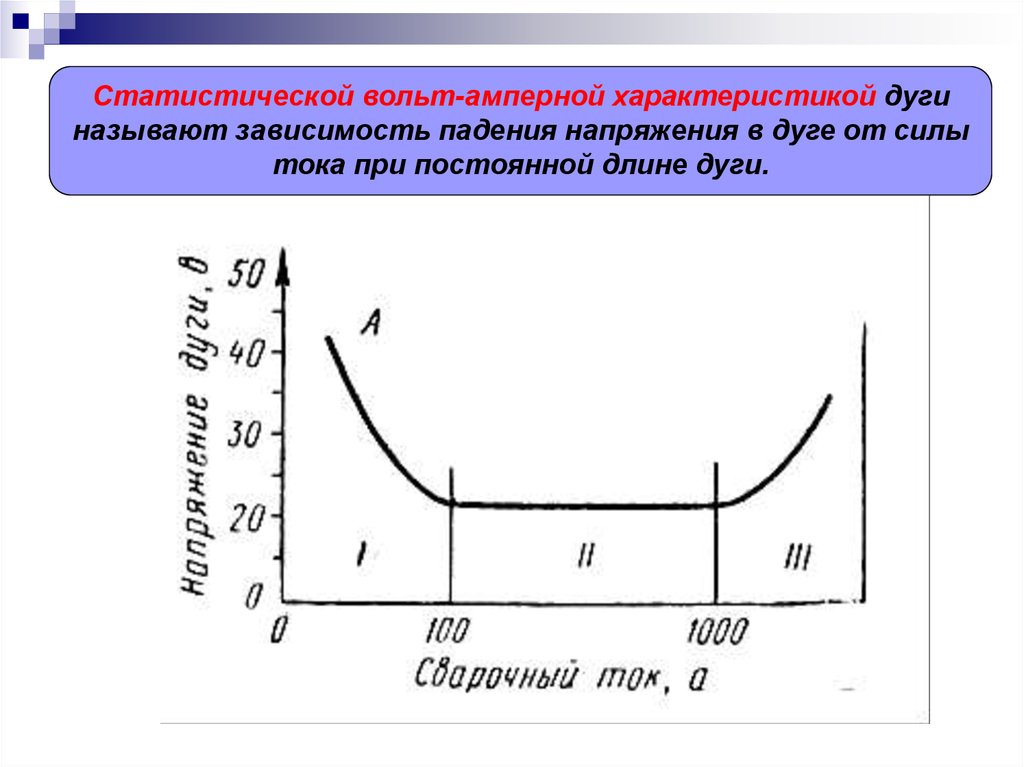
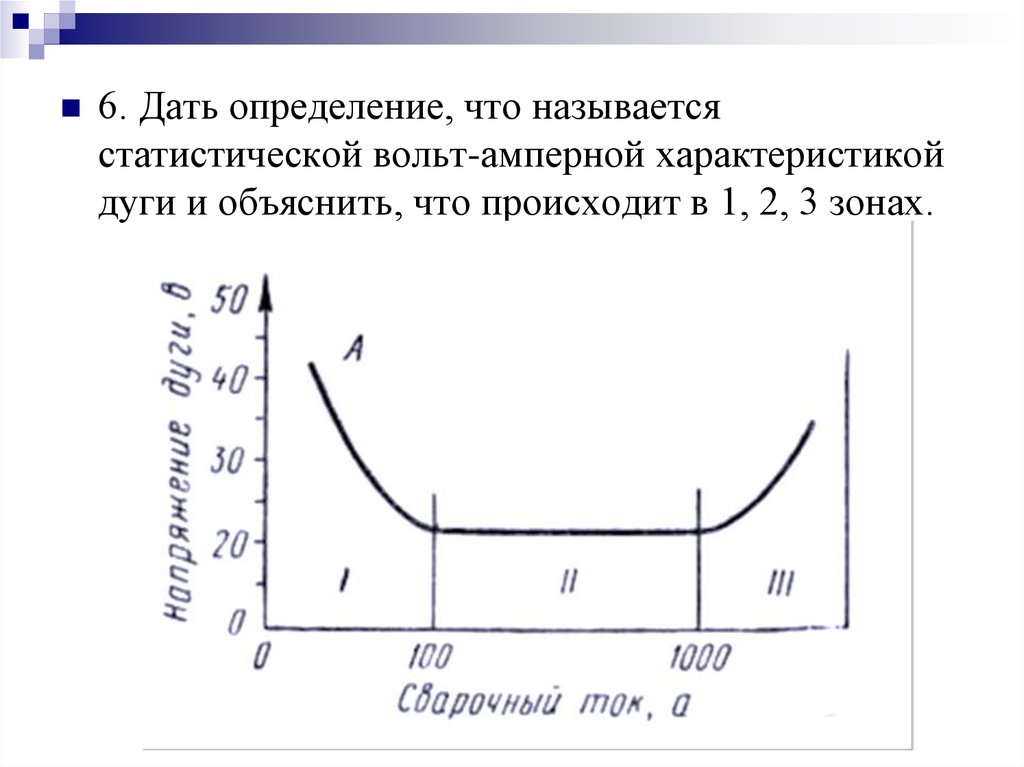
Статистической вольт-амперной характеристикой дугиназывают зависимость падения напряжения в дуге от силы
тока при постоянной длине дуги.
24.
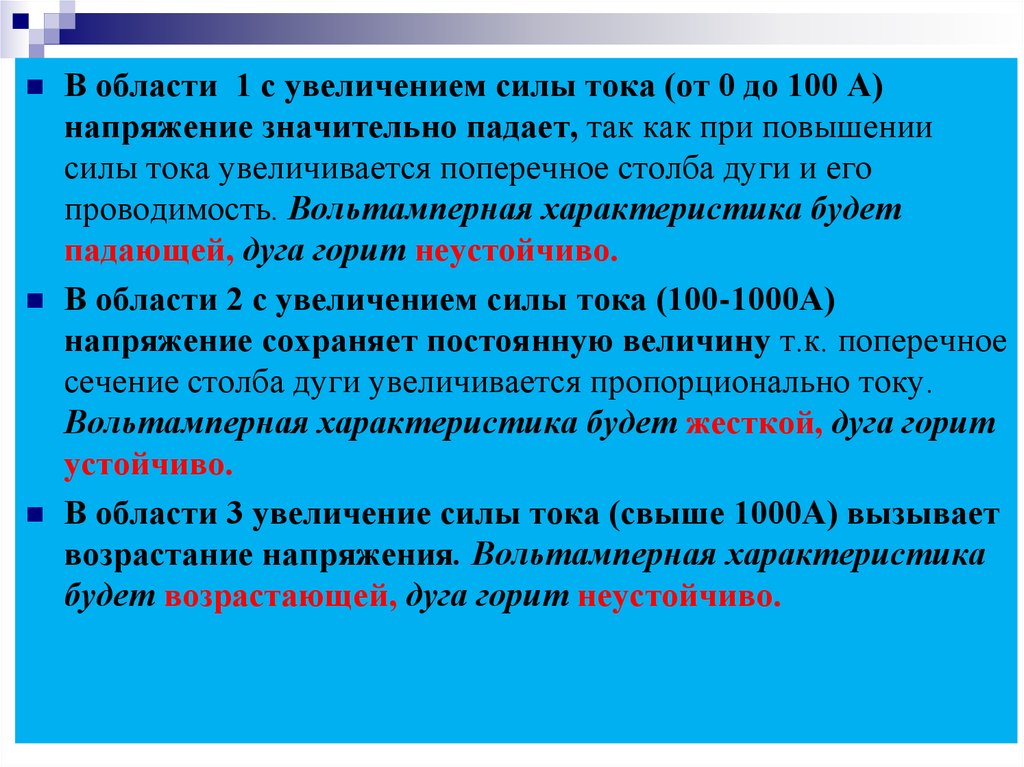
В области 1 с увеличением силы тока (от 0 до 100 А)напряжение значительно падает, так как при повышении
силы тока увеличивается поперечное столба дуги и его
проводимость. Вольтамперная характеристика будет
падающей, дуга горит неустойчиво.
В области 2 с увеличением силы тока (100-1000А)
напряжение сохраняет постоянную величину т.к. поперечное
сечение столба дуги увеличивается пропорционально току.
Вольтамперная характеристика будет жесткой, дуга горит
устойчиво.
В области 3 увеличение силы тока (свыше 1000А) вызывает
возрастание напряжения. Вольтамперная характеристика
будет возрастающей, дуга горит неустойчиво.
25.
26.
27. Перенос электродного металла на изделие.
В зависимости от размера и скоростиобразования капель различают:
Капельный
перенос
Струйный
перенос
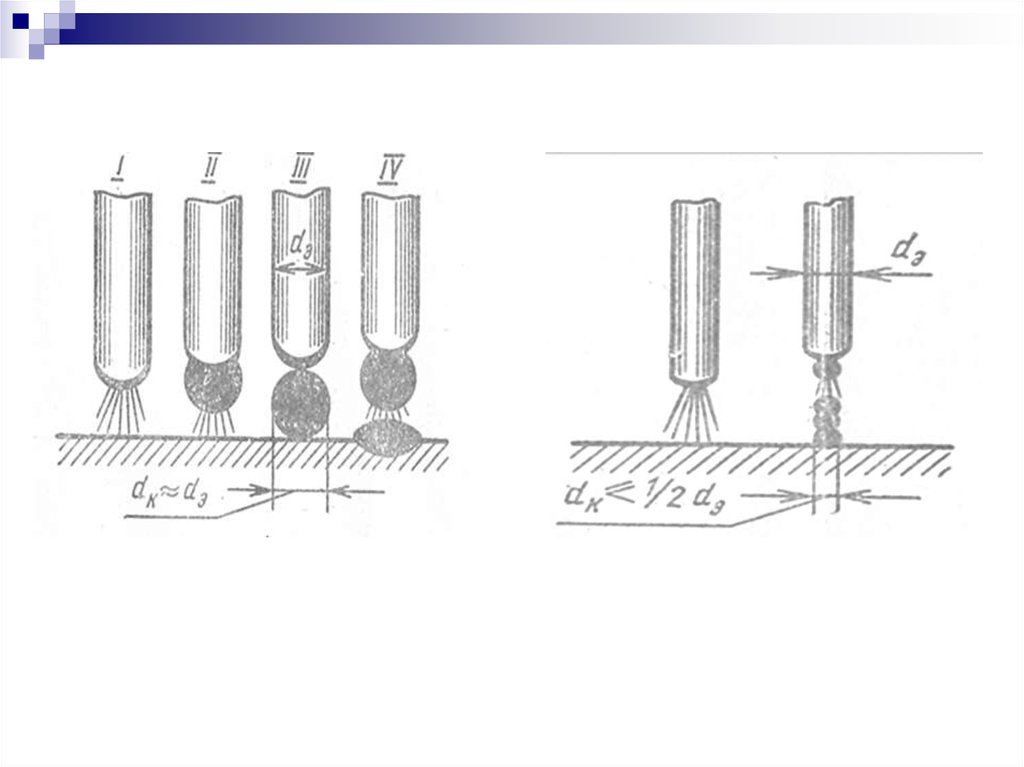
28. Крупнокапельный перенос металла через дугу
Плавлениеэлектрода
Перенос
капли на
изделие
Образование
капли
Отрыв
капли
29.
При ручной сварке в виде капель переносится до 95%электродного металла; остальные 5% это брызги и
пары, значительная часть которых осаждается на
изделии.
Диаметр капель и скорость их образования зависит от:
вида дуговой сварки;
диаметра электрода;
силы тока;
длины дуги.
В этом случае капли заключены в оболочки из шлака,
образовавшегося от плавления покрытия. Капельный
способ происходит при токе меньше 300 А.
Диаметр капли равен диаметру электрода (Dк = Dэ)
30. Струйный перенос расплавленного металла через дугу.
При струйном переносе образуются мелкие капли, которые следуютодна за другой в виде непрерывной цепочки (струи)
Струйный перенос возникает при сварке проволокой малого диаметра
и при токах больше 300 А.
Скорость расплавления сварочной проволоки в этом случае
увеличивается.
31.
32.
ВЫВОДСтруйный перенос
электродного металла
имеет преимущество перед
капельным:
Приводит к
меньшему выгоранию
легирующих
элементов в
сварочной проволоке
Скорость
расплавления
сварочной проволоки
увеличивается
Повышается
чистота металла
капель и шва
33. ПРОВЕРКА ЗНАНИЙ ПРОЙДЕННОГО МАТЕРИАЛА.
1.Что называется сварочной дугой?2.Заполните таблицу:
Виды электрического разряда
34. 3.Как классифицируется сварочная дуга по роду применяемого тока и по длительности горения?
35. 4.Что необходимо для получения сварочной дуги?
36.
В зависимости от схемы подводасварочного тока различают виды
сварочных дуг:
37.
6.Определить по рисунку какая бывает
сварочная дуга по длине?
38.
7.Вставте пропущенные слова.При горении дуги ______________ ___________
по мере его плавления необходимо подавать в дугу
и поддерживать по возможности _______________
________ ___________.
39. 8.Дать определение, что называется длиной дуги?
40. Условия горения сварочной дуги
1.Продолжите фразу.Для образования и поддержания горения дуги
необходимо иметь в пространстве между
электродом и изделием ______________________
___________________________________________
2.Дать понятия:
- ионизация;
- работа ионизации;
- потенциал ионизации;
- потенциал возбуждения.
41.
3. Назовите необходимые условия длястабильного горения дуги.
4. Чему равна температура: катодного пятна;
столба дуги; анодного пятна.
5. Какие процессы происходят в катодной и
анодной областях, в столбе дуги?
42.
6. Дать определение, что называетсястатистической вольт-амперной характеристикой
дуги и объяснить, что происходит в 1, 2, 3 зонах.
43.
7.В зависимости от размеров и скорости
образования капель различают способы
переноса электродного металла на
изделие: