


































 Право
ПравоПохожие презентации:

")




. Часть 3")



Технологическая документация
1.
Технологическаядокументация
2.
Технологическая документация – совокупностьтехнологических документов, которые определяют
технологический процесс;
Комплект документов технологического
процесса (операции) – совокупность
технологических документов, необходимых и достаточных
для выполнения технологического процесса (операции);
Комплект технологической документации –
совокупность комплектов документов технологических
процессов и отдельных документов, необходимых и
достаточных для выполнения технологических процессов
при изготовлении и ремонте изделия или его составных
частей;
3.
Маршрутное описание технологическогопроцесса – сокращенное описание всех типов
технологических операций в маршрутной карте в
последовательности их выполнения без указания
переходов и технологических режимов;
Операционное описание технологического
процесса – полное описание всех технологических
операций в последовательности их выполнения с
указанием переходов и технологических режимов;
4.
Маршрутно-операционное описаниетехнологического процесса – сокращенное
описание технологических операций в маршрутной
карте в последовательности их выполнения с полным
описанием отдельных операций в других
технологических документах.
5.
Технологическая документация должнаотражать:
назначение (наименование) процесса;
cрок внедрения (действия);
последовательность и маршрут выполнения операций в
процессе;
назначение операций контроля;
определение критериев приемки и отклонения;
назначение средств технологического оснащения,
включая контрольное оборудование, инструмент,
калибры;
указание обозначения чертежа детали, узла;
назначение состава (разряда) исполнителей и
трудозатрат;
определение методов и способов контроля, порядка
предъявления к приемке;
6.
установление допусков (технологическиреализуемых) на выпуск продукции;
установление требований к производственной
среде, мер безопасности;
установление требований к производству образцов,
с выделением требований к его элементам,
несоблюдение показателей, качество которых может
приводить к риску нанесения ущерба здоровью и
жизни человека или окружающей среде;
указание по выполнению специальных требований
КД;
установление нормированных показателей
энергетической эффективности для энергоемких
объектов и типовых технологических процессов,
расхода топлива и энергии;
7.
установление требований к метрологическомуобеспечению производства, энергосбережения,
охраны труда;
установление требований по квалификации
исполнителей;
определение специальных мер по защите
легкоповреждаемой продукции, а также ТП от
опасных воздействий;
назначение операций по маркированию, клеймению
и пломбированию в местах, предусмотренных КД на
данный тип продукции.
8.
Технологическая документация в зависимостиот назначения подразделяется (ГОСТ 3.1102-2011):
Основная ТД - которая полностью и однозначно
определяет технологический процесс производства или
его составных частей:
документы общего назначения;
документы специального назначения;
Вспомогательная ТД - документы, применяемые при
разработке, внедрении и функционировании ТП
(например, акт внедрения ТП, карту заказа на
проектирование технологической оснастки и др.)
9.
Виды ТД общего назначенияТитульный лист (ТЛ ) -документ предназначен
для оформления:
комплекта технологической документации на
изготовление или ремонт изделия;
комплекта технологических документов на
технологические процессы изготовления или
ремонта изделия (составных частей изделия);
отдельных видов технологических документов.
Является первым листом комплекта технологических
документов
10.
Карта эскизов (КЭ ) - графический документ,содержащий эскизы, схемы и таблицы и
предназначенный для пояснения выполнения
технологического процесса, операции или перехода
изготовления или ремонта изделия (составных частей
изделия), включая контроль и перемещения.
Технологическая инструкция (ТИ) - документ
предназначен для описания технологических процессов,
методов и приемов, повторяющихся при изготовлении
или ремонте изделий (составных частей изделий),
правил эксплуатации средств технологического оснащения.
Применяют в целях сокращения объема
разрабатываемой технологической документации
11.
Виды технологической документацииспециального назначения
Маршрутная карта ( МК )-документ предназначен для
маршрутного или маршрутно-операционного описания
технологического процесса или указания полного состава
технологических операций при операционном описании
изготовления или ремонта изделия (составных частей
изделия), включая контроль и перемещения по всем
операциям различных технологических методов в
технологической последовательности с указанием данных
об оборудовании, технологической оснастке,
материальных нормативах и трудовых затратах.
12.
МК является обязательным документом.Допускается МК разрабатывать на отдельные виды
работ.
Допускается МК применять совместно с
соответствующей картой технологической
информации взамен карты технологического
процесса с операционным описанием в МК всех
операций и полным указанием необходимых
технологических режимов в графе "Наименование и
содержание операции".
Допускается взамен МК использовать
соответствующую карту технологического процесса
13.
Всего существует 6 основных видов форм МК.Традиционно чаще используют формы с
горизонтальным расположением поля подшивки
(альбомная ориентация листа).
Для ТП изготовления деталей применяют форму 1 для
первого листа и форму 1б для последующих листов.
Для ТП сборки изделий применяют форму 2 для первого
листа и форму 1б для последующих листов.
Форму 1а применяют в качестве оборотной стороны листа
в обоих случаях при двухсторонней печати МК.
14.
15.
16.
17.
Карта технологического процесса (КТП)документ предназначен для операционного описаниятехнологического процесса изготовления или ремонта
изделия (составных частей изделия) в технологической
последовательности по всем операциям одного вида
формообразования, обработки, сборки или ремонта
с указанием переходов, технологических режимов и
данных о средствах технологического оснащения,
материальных и трудовых затратах.
18.
Операционная карта (ОК )-документпредназначен для описания технологической
операции с указанием последовательного
выполнения переходов, данных о средствах
технологического оснащения, режимах и трудовых
затратах.
Применяют при разработке единичных
технологических процессов.
19.
Комплектовочная карта (КК )-документпредназначен для указания данных о деталях,
сборочных единицах и материалах, входящих в
комплект собираемого изделия.
Применяют при разработке технологических процессов сборки).
Ведомость оснастки (ВО )-документ
предназначен для указания применяемой
технологической оснастки при выполнении
технологического процесса изготовления или ремонта
изделия (составных частей изделия)
20.
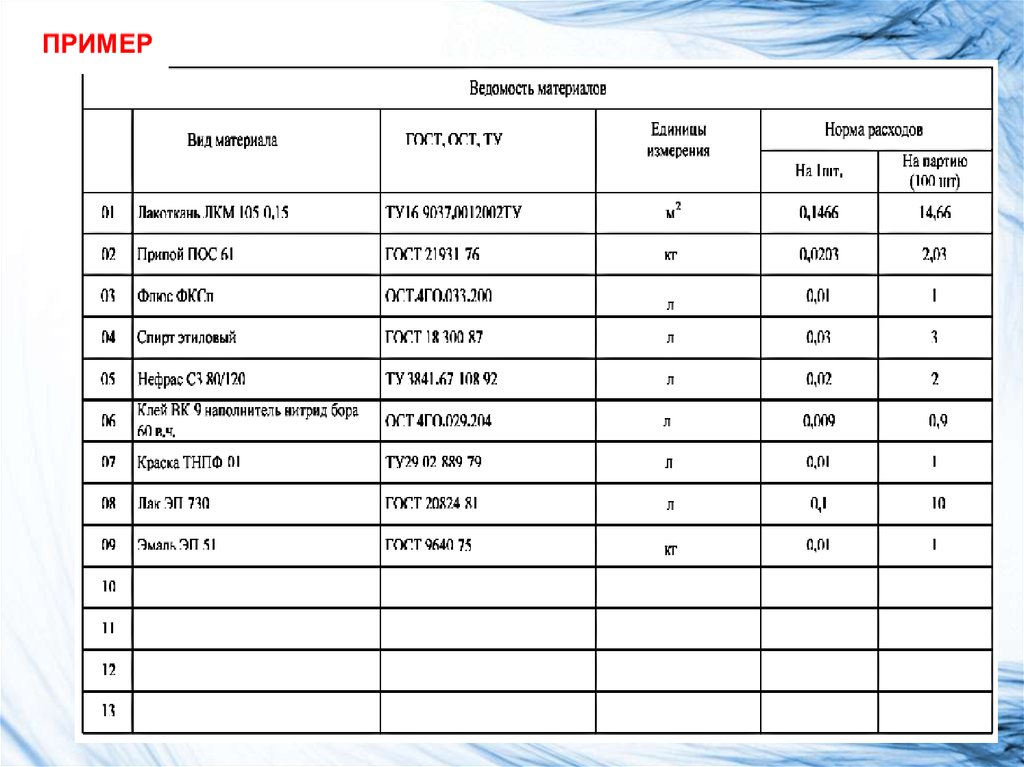
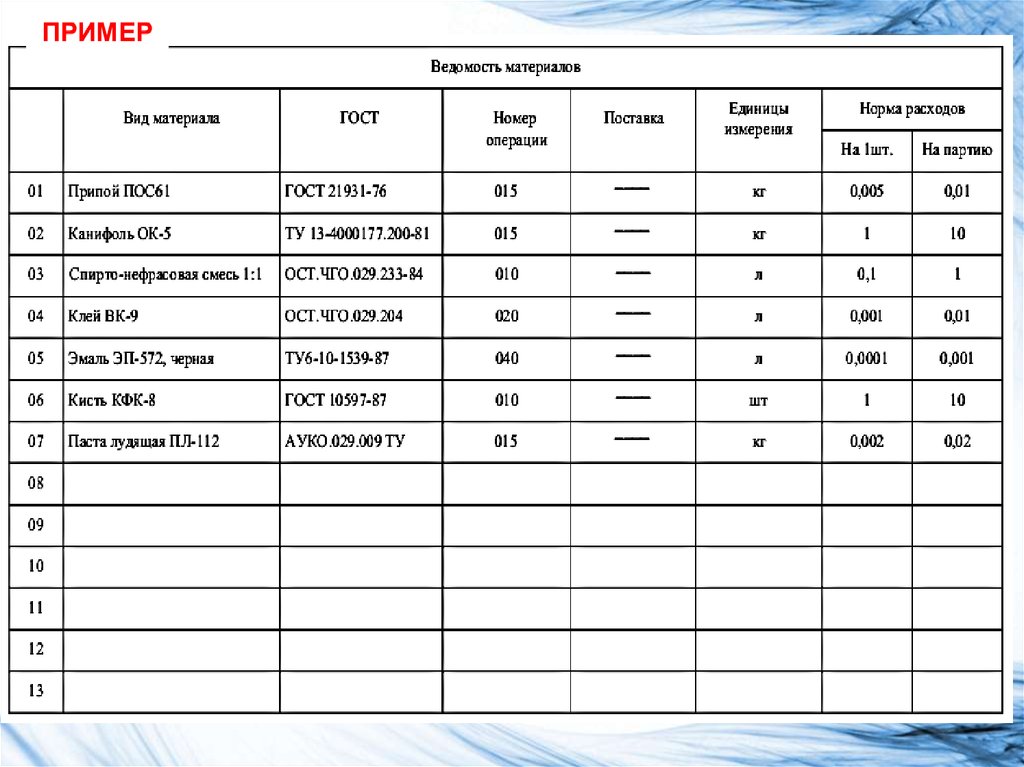
Ведомость материалов (ВМ) -документпредназначен для указания данных о подетальных
нормах расхода материалов, о заготовках,
технологическом маршруте прохождения
изготовляемого или ремонтируемого изделия
(составных частей изделия).
Применяют для решения задач по нормированию материалов
Ведомость сборки изделия (ВСИ )-документ
предназначен для указания состава деталей и
сборочных единиц, необходимых для сборки изделия
в порядке ступени входимости, их применяемости и
количественного состава.
21.
Ведомость оборудования (ВОБ) -документпредназначен для указания применяемого
оборудования, необходимого для изготовления или
ремонта изделия (составных частей изделия)
Ведомость деталей, изготовленных из
отходов (ВДО) -документ предназначен для
указания данных о деталях, изготовленных из
отходов при раскрое металла.
22.
Ведомость операций (ВОП) -документпредназначен для операционного описания
технологических операций одного вида
формообразования, обработки, сборки и
ремонта изделия в технологической
последовательности с указанием переходов,
технологических режимов и данных о средствах
технологического оснащения и норм времени.
Применяют совместно с МК или КТП
23.
Ведомость дефектации (ВД )-документпредназначен для указания изделий (составных частей
изделий), подлежащих ремонту, с определением вида
ремонта, дефектов и для указания дополнительной
технологической информации.
Применяют при ремонте изделий (составных частей изделий.
Ведомость технологических документов (ВТД )документ предназначен для указания полного состава
документов, необходимых для изготовления или ремонта
изделий (составных частей изделий).
Применяют при передаче комплекта документов с одного
предприятия на другое.
24.
ГОСТ 3.1103-2011 устанавливает состав, размеры,формы, правила оформления и расположения
информационных блоков основной надписи и
поля подшивки в формах технологических документов
Сочетание информационных блоков, расположенных в
определенном порядке, образует основную надпись
документа.
Основная надпись предназначена для указания
назначения и области применения документа (комплекта
документации, комплекта документов на
технологический процесс или операцию) и для
соответствующего оформления
25.
:БЛОК 1 (Б1) - блок адресной (поисковой) информации;
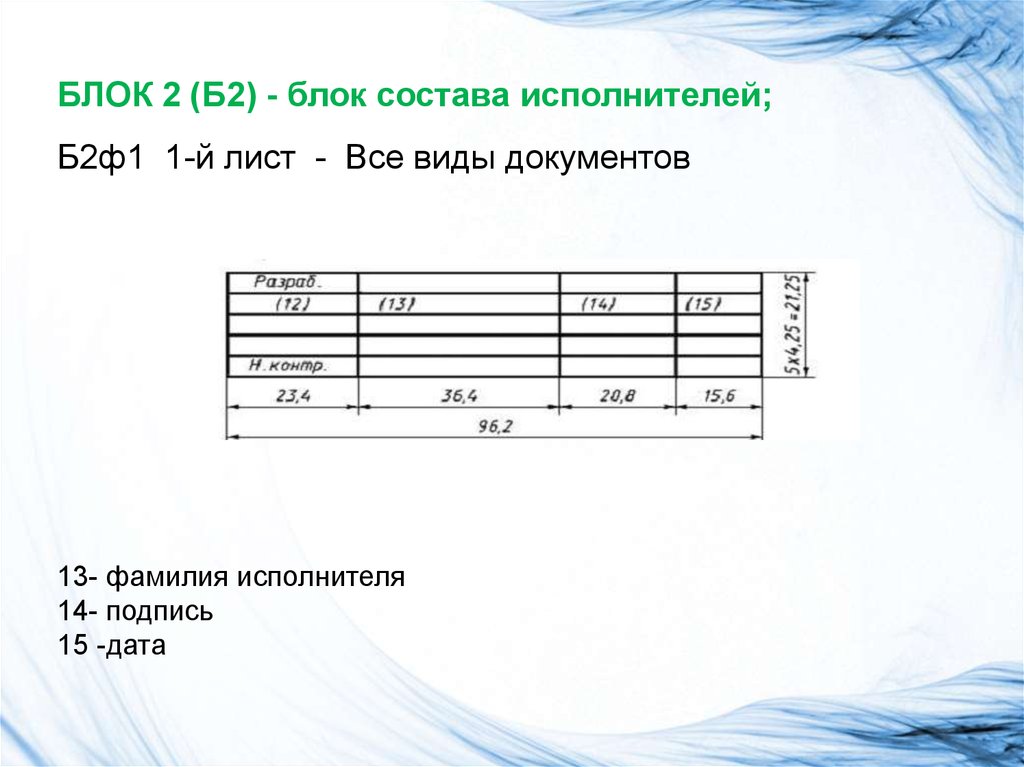
БЛОК 2 (Б2) - блок состава исполнителей;
БЛОК 3 (Б3) - блок внесения изменений;
БЛОК 4 (Б4) - блок дополнительной информации;
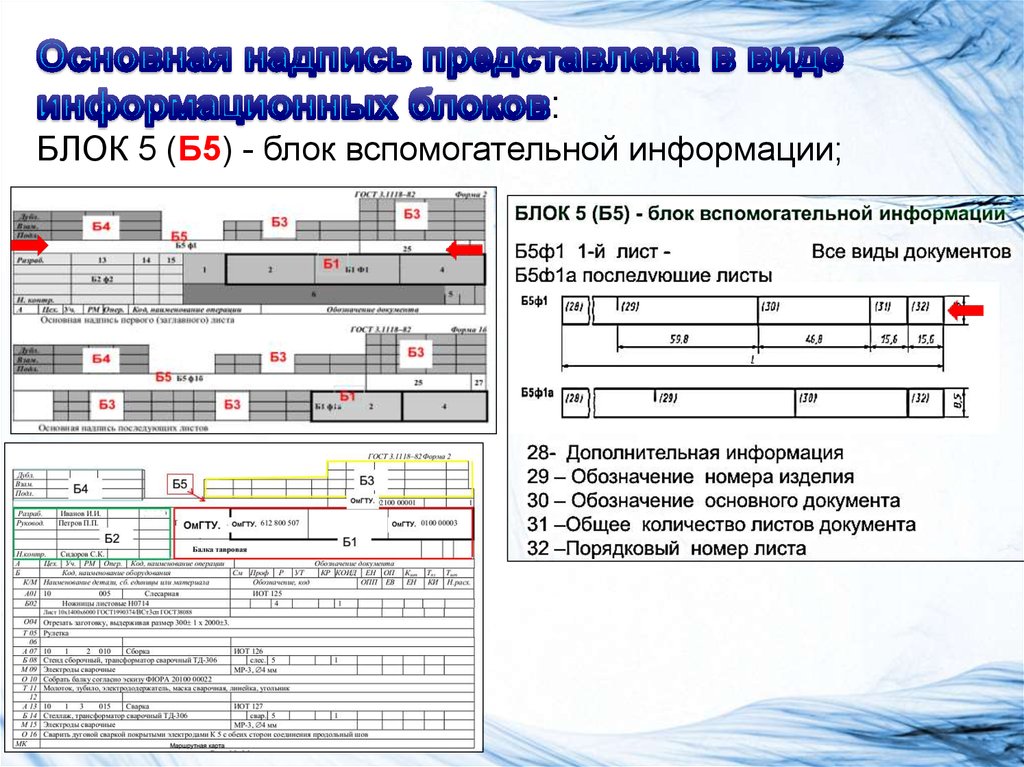
БЛОК 5 (Б5) - блок вспомогательной информации;
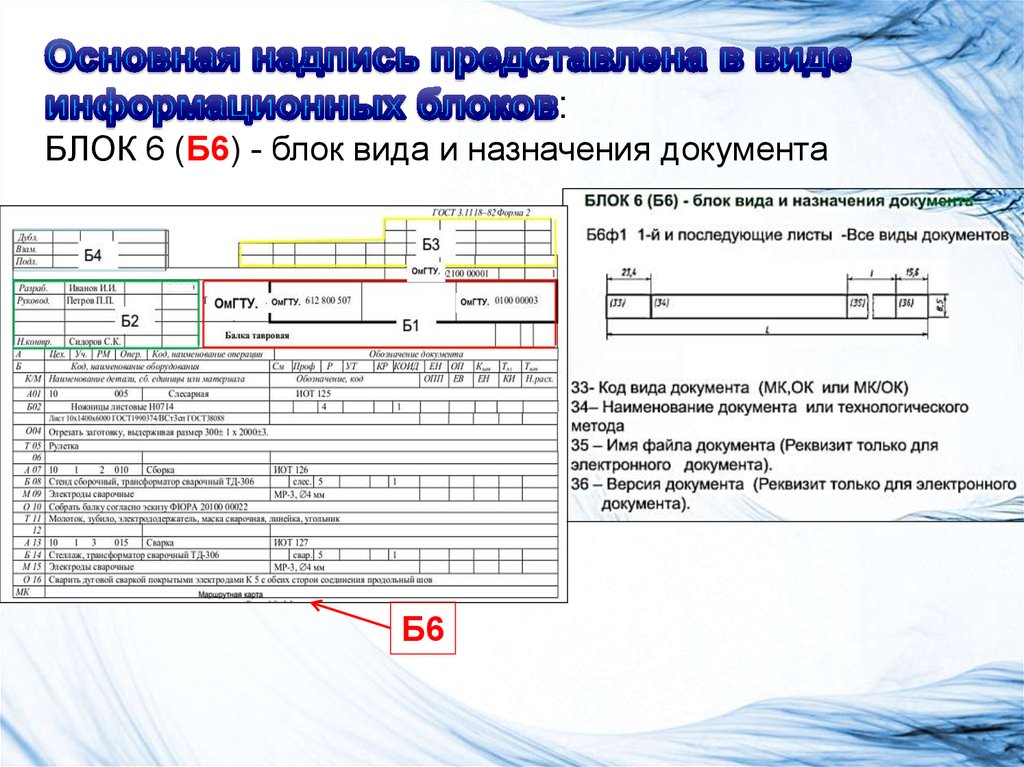
БЛОК 6 (Б6) - блок вида и назначения документа.
26.
Б5Б4
Форма 2
Б3
Б1
Б6
27.
:БЛОК 1 (Б1) - блок адресной (поисковой) информации;
28.
:БЛОК 2 (Б2) - блок состава исполнителей;
29.
:БЛОК 3 (Б3) - блок внесения изменений;
30.
:БЛОК 4 (Б4) - блок дополнительной информации;
31.
:БЛОК 5 (Б5) - блок вспомогательной информации;
31 32
32.
:БЛОК 6 (Б6) - блок вида и назначения документа
Б6
33.
Б234.
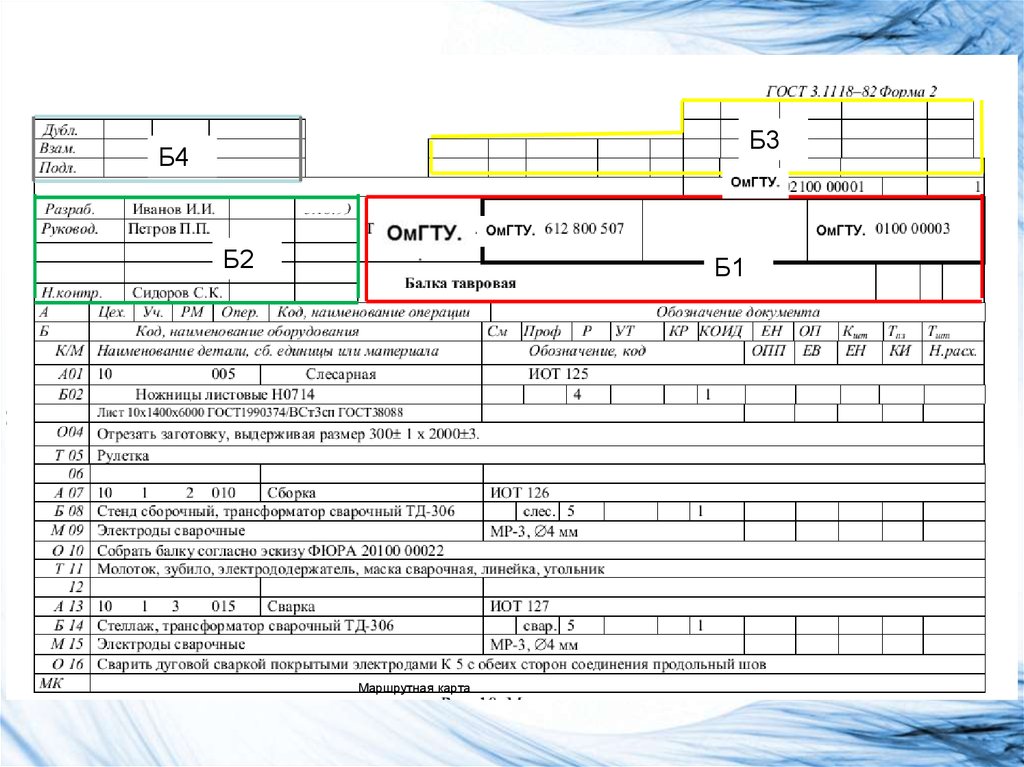
Б3Б4
Б2
Б1
Маршрутная карта
35.
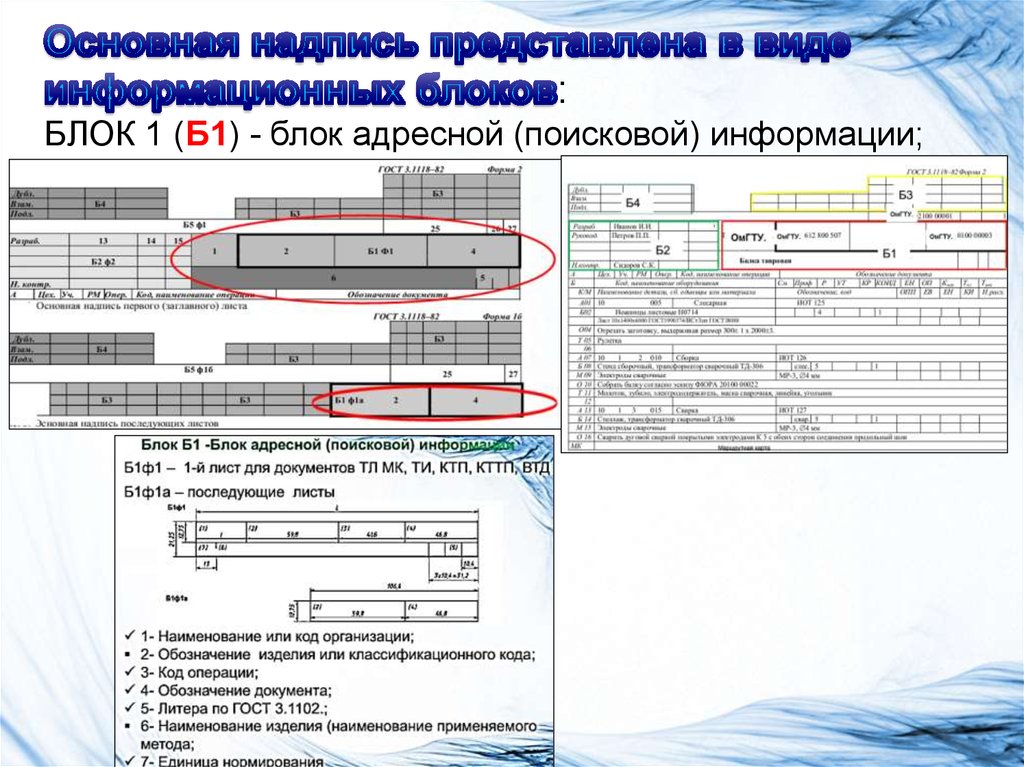
Блок Б1 -Блок адресной (поисковой) информацииБ1ф1 – 1-й лист для документов ТЛ МК, ТИ, КТП, КТТП, ВТД
Б1ф1а – последующие листы
1- Наименование или код организации;
2- Обозначение изделия или классификационного кода;
3- Код операции;
4- Обозначение документа;
5- Литера по ГОСТ 3.1102.;
6- Наименование изделия (наименование
применяемого метода;
7- Единица нормирования
36.
БЛОК 2 (Б2) - блок состава исполнителей;Б2ф1 1-й лист - Все виды документов
13- фамилия исполнителя
14- подпись
15 -дата
37.
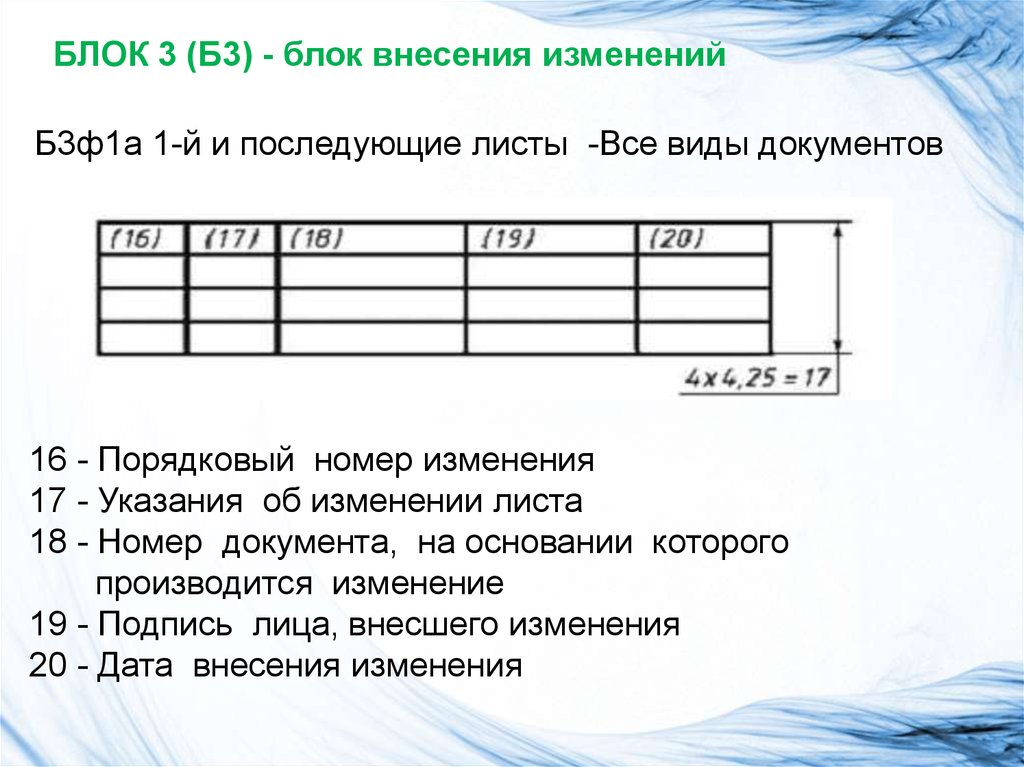
БЛОК 3 (Б3) - блок внесения измененийБ3ф1а 1-й и последующие листы -Все виды документов
16 - Порядковый номер изменения
17 - Указания об изменении листа
18 - Номер документа, на основании которого
производится изменение
19 - Подпись лица, внесшего изменения
20 - Дата внесения изменения
38.
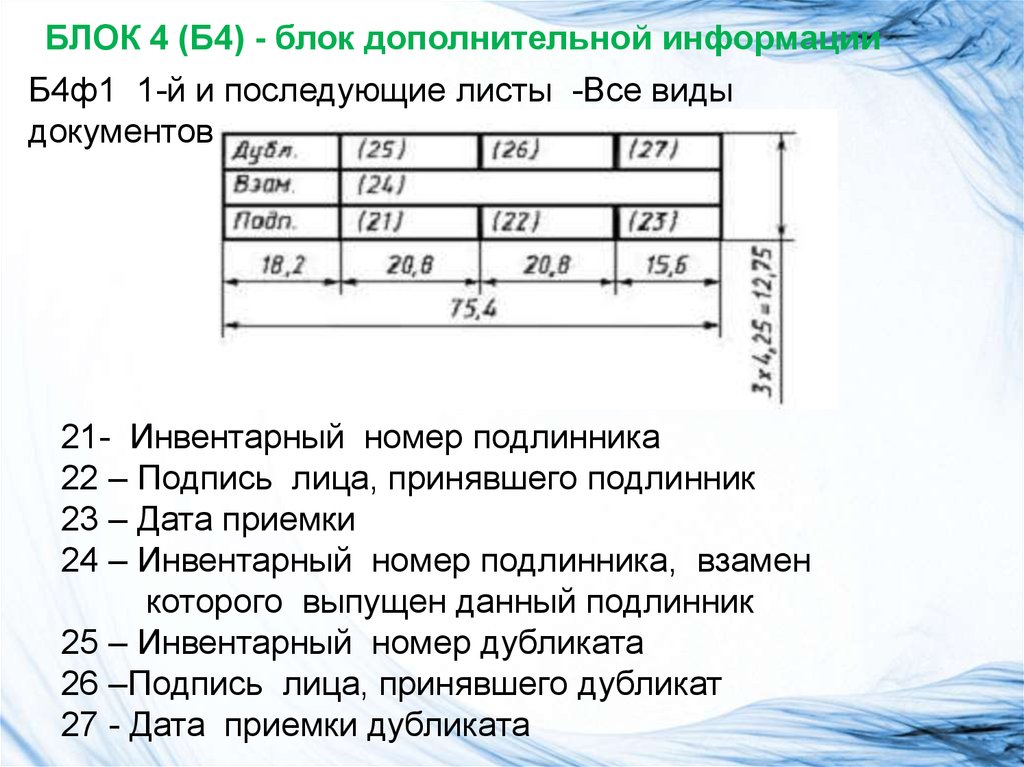
БЛОК 4 (Б4) - блок дополнительной информацииБ4ф1 1-й и последующие листы -Все виды
документов
21- Инвентарный номер подлинника
22 – Подпись лица, принявшего подлинник
23 – Дата приемки
24 – Инвентарный номер подлинника, взамен
которого выпущен данный подлинник
25 – Инвентарный номер дубликата
26 –Подпись лица, принявшего дубликат
27 - Дата приемки дубликата
39.
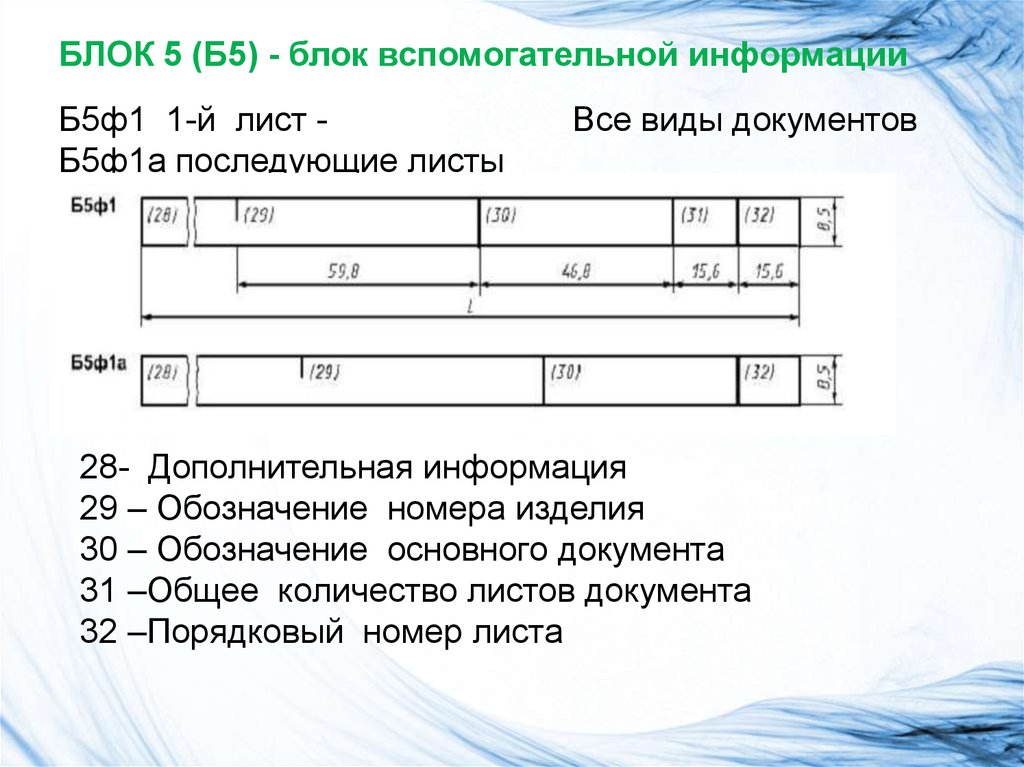
БЛОК 5 (Б5) - блок вспомогательной информацииБ5ф1 1-й лист Б5ф1а последующие листы
Все виды документов
28- Дополнительная информация
29 – Обозначение номера изделия
30 – Обозначение основного документа
31 –Общее количество листов документа
32 –Порядковый номер листа
40.
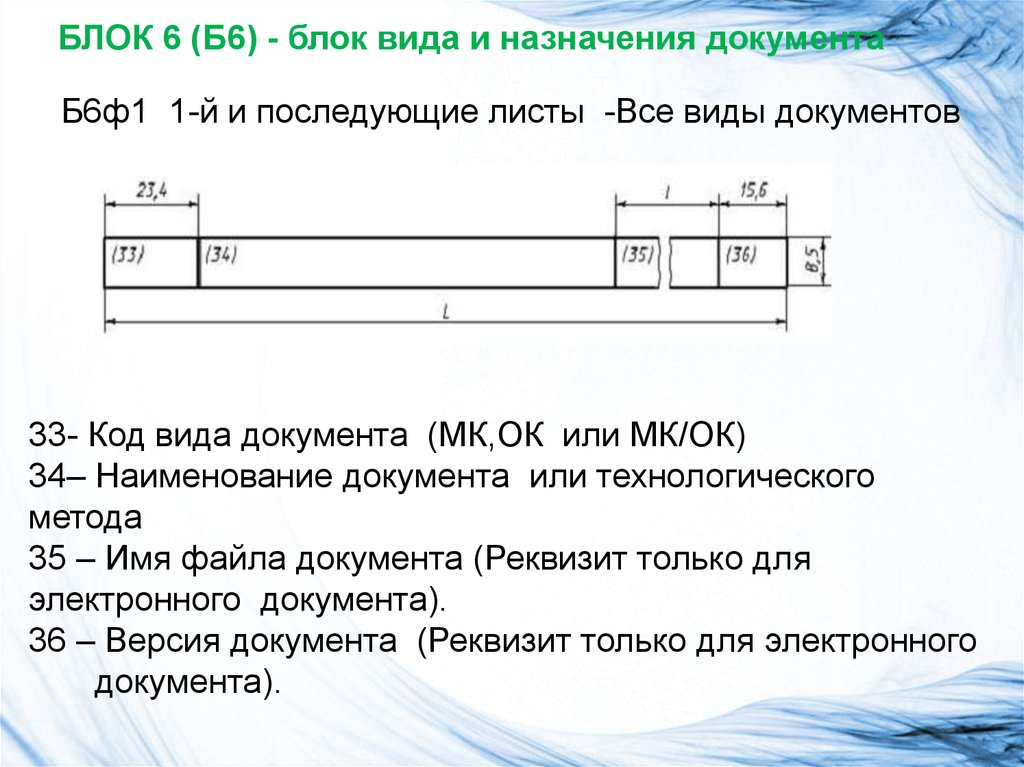
БЛОК 6 (Б6) - блок вида и назначения документаБ6ф1 1-й и последующие листы -Все виды документов
33- Код вида документа (МК,ОК или МК/ОК)
34– Наименование документа или технологического
метода
35 – Имя файла документа (Реквизит только для
электронного документа).
36 – Версия документа (Реквизит только для электронного
документа).
41.
Система обозначения технологическойдокументации
Для комплектов документации на изделие (процессы)
устанавливают структуру и длину кодового обозначения
ГОСТ 3.1201-85: Пример: ОмГТУ.10188.00009
00009
10188.
ОмГТУ.
для кодового обозначения документации следует
применять арабские цифры от 0 до 9.
после кода организации-разработчика и кода
характеристики документации следует проставлять точку.
порядковые регистрационные номера должны состоять из
пяти цифр от00001 до 99999.
42.
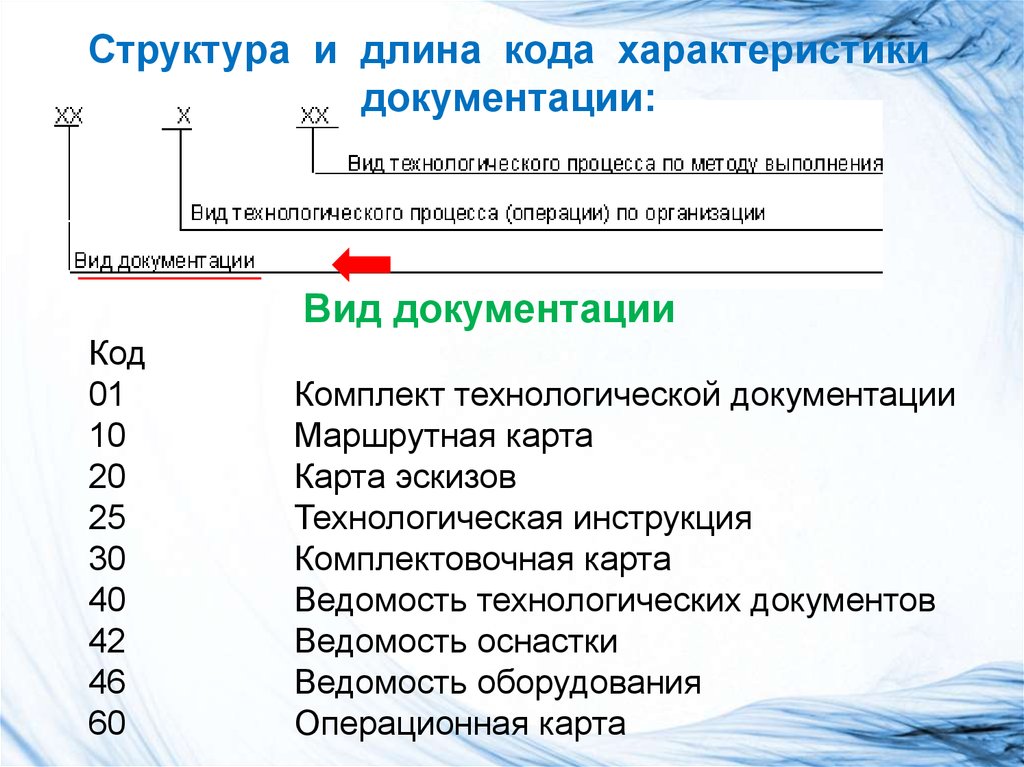
Структура и длина кода характеристикидокументации:
Вид документации
Код
01
10
20
25
30
40
42
46
60
Комплект технологической документации
Маршрутная карта
Карта эскизов
Технологическая инструкция
Комплектовочная карта
Ведомость технологических документов
Ведомость оснастки
Ведомость оборудования
Операционная карта
43.
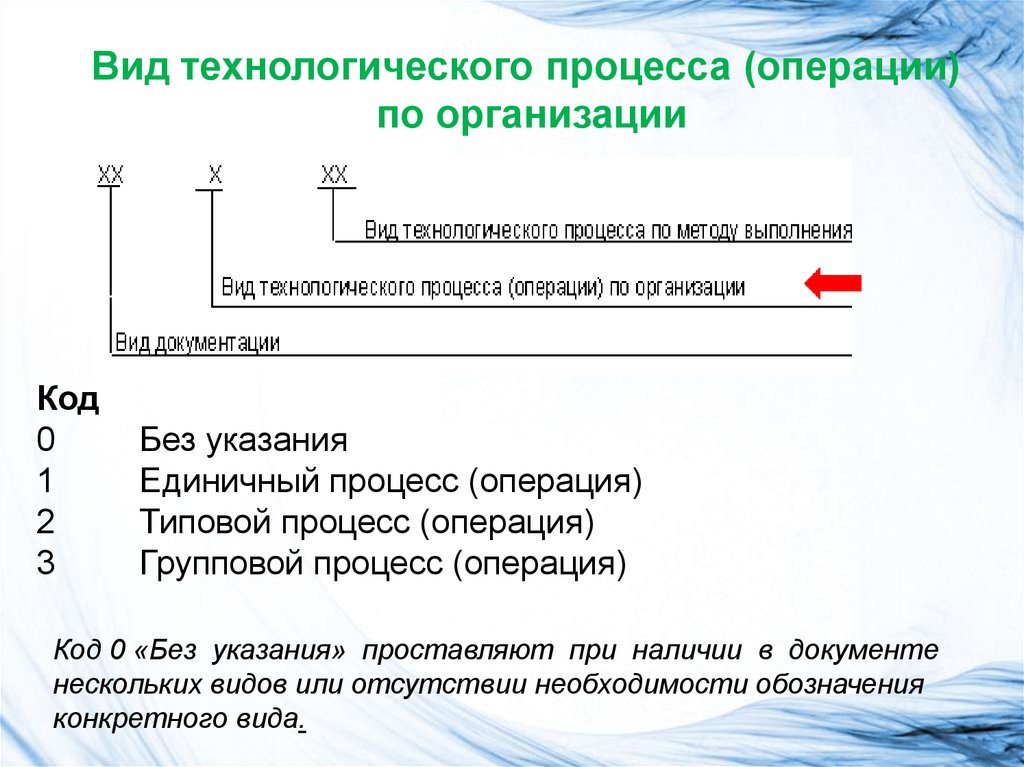
Вид технологического процесса (операции)по организации
Код
0
1
2
3
Без указания
Единичный процесс (операция)
Типовой процесс (операция)
Групповой процесс (операция)
Код 0 «Без указания» проставляют при наличии в документе
нескольких видов или отсутствии необходимости обозначения
конкретного вида.
44.
Вид технологического процесса по методувыполнения
Код
00
01
02, 03
04
06, 07
08
80, 81
85
88
90, 91
Без указания
Общего назначения
Технический контроль
Перемещение
Испытания
Консервация и упаковывание
Пайка
Электромонтаж
Сборка
Сварка
Код 00 «Без указанная» вида технического процесса
проставляют при наличии и документе нескольких видов или
отсутствии необходимости обозначения конкретного вида
45.
Правила оформления технологическихдокументов
Нумерацию операций следует выполнять числами
ряда арифметической прогрессии, например 5; 10; 15; 20
и т.д.
Промежуточные цифры, при необходимости,
используют для нумерации операций,
разрабатываемых дополнительно или взамен
аннулированных, ввиду изменения чертежа,
уточнения технологического процесса и т.п.
Нумерацию аннулированной операции не применяют.
Например, в МК аннулирована операция 15 и вместо нее
вводят две другие операции: одной из них присваивают
номер 16, другой 17, а номер 15 больше не применяют.
46.
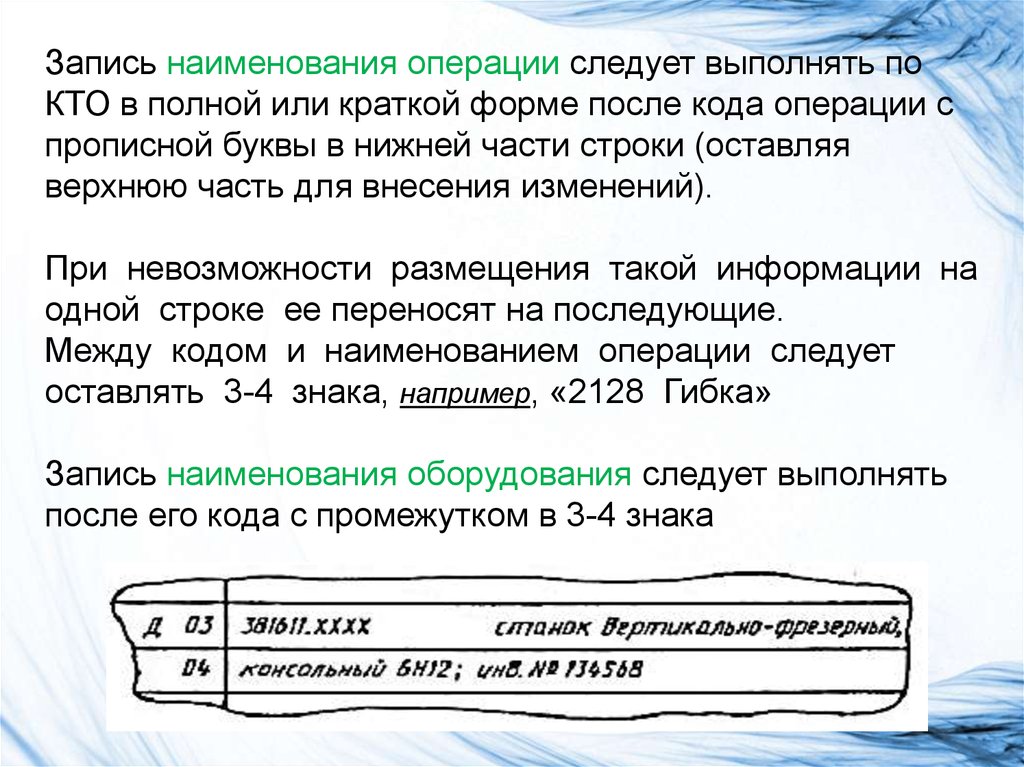
Запись наименования операции следует выполнять поКТО в полной или краткой форме после кода операции с
прописной буквы в нижней части строки (оставляя
верхнюю часть для внесения изменений).
При невозможности размещения такой информации на
одной строке ее переносят на последующие.
Между кодом и наименованием операции следует
оставлять 3-4 знака, например, «2128 Гибка»
Запись наименования оборудования следует выполнять
после его кода с промежутком в 3-4 знака
47.
Операционное описание технологических процессовхарактерно для документов, применяемых в серийном и
массовом типах производства (ОК) - постоянное
закрепление документов с подробным выполнением
действий за каждым рабочим местом.
При операционном описании всю операцию разбивают на
основные и вспомогательные переходы.
Запись переходов следует выполнять по
Классификатору технологических переходов.
48.
Для обозначения порядковых номеров переходов следуетприменять арабские цифры в порядке возрастания,
например 1, 2, 3 и т.д.
После указания перехода следует ставить точку.
Начало записи перехода следует начинать с прописной
буквы.
Содержание перехода следует всегда записывать в
краткой форме.
Установы следует нумеровать
прописными буквами русского алфавита (А, Б, В и т.д.)
49.
Информацию по технологической оснастке следуетзаписывать во всех документах, где описывают содержание
операций.
Запись кода (обозначения) технологической оснастки
следует выполнять перед ее наименованием с интервалом
в 3-4 знака
50.
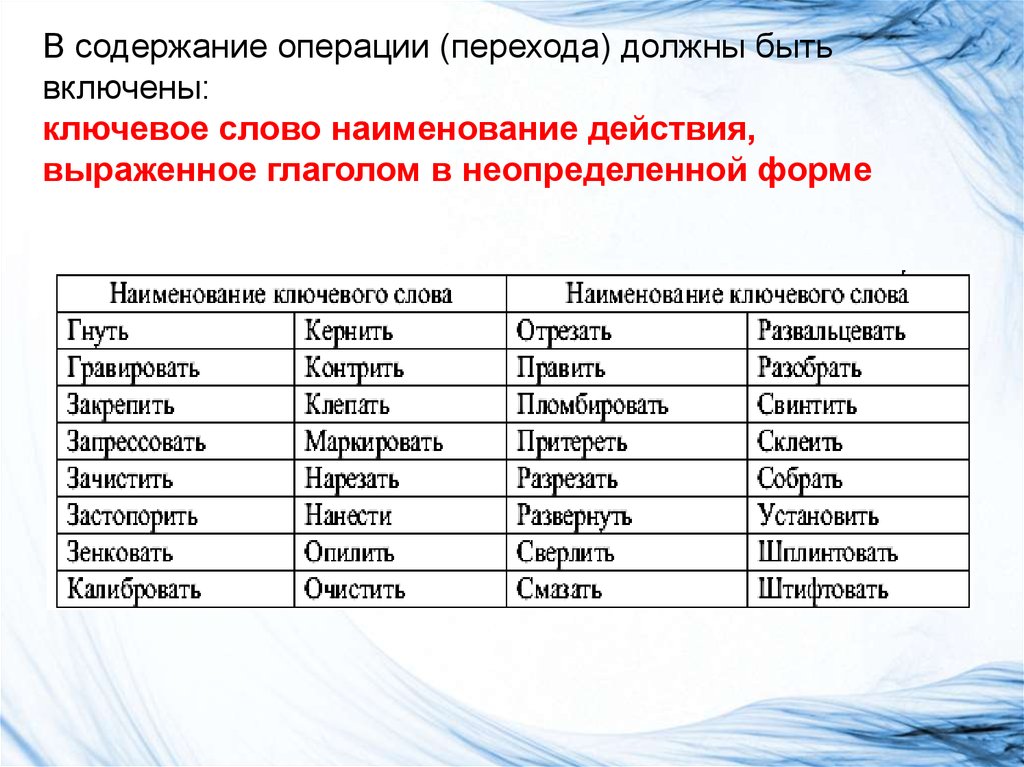
В содержание операции (перехода) должны бытьвключены:
ключевое слово наименование действия,
выраженное глаголом в неопределенной форме
51.
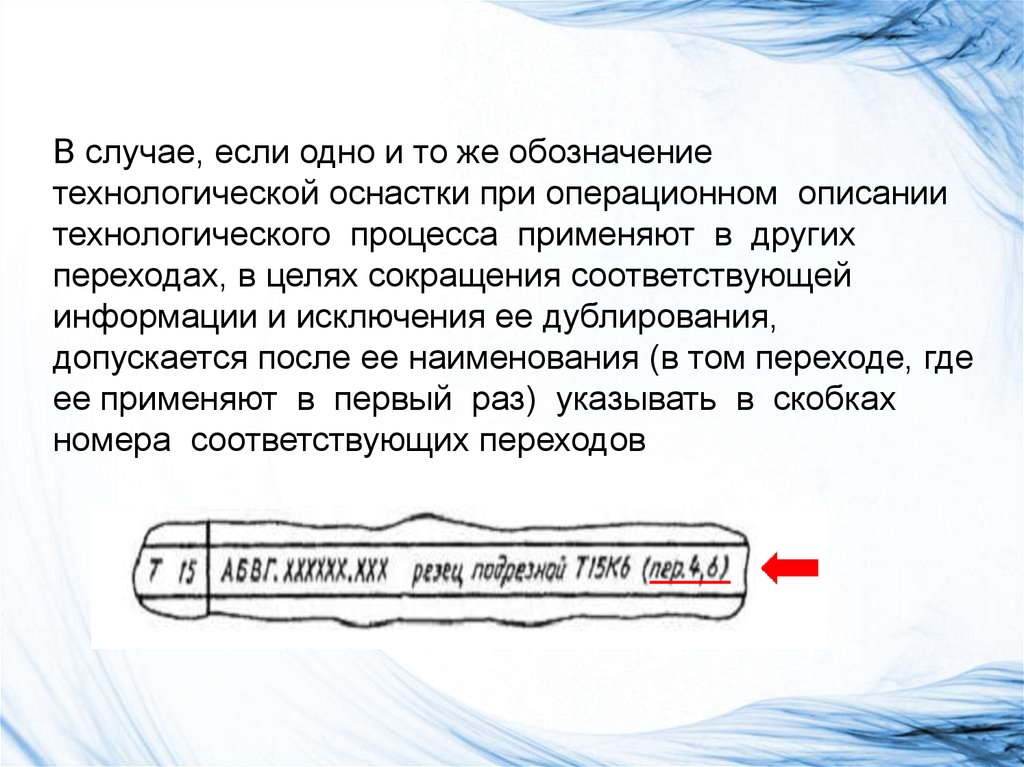
В случае, если одно и то же обозначениетехнологической оснастки при операционном описании
технологического процесса применяют в других
переходах, в целях сокращения соответствующей
информации и исключения ее дублирования,
допускается после ее наименования (в том переходе, где
ее применяют в первый раз) указывать в скобках
номера соответствующих переходов
52.
Правила оформления титульного листаГОСТ
3.1105-2011
ТЛ является первым листом комплекта документов.
Для оформления ТЛ следует применять формы :
- форму 1 применяют для комплекта документов
выполненных на формате А4 с вертикальным
расположением поля;
- форму 2 применяют для комплекта
документов, выполненных на формате А4 с
горизонтальным расположением поля подшивки;
- форму 3 применяют для комплекта
документов, выполненных на формате А3;
- форму 4 применяют для комплекта
документов, выполненных методом
автоматизированного проектирования.
53.
На ТЛ следует указывать:на поле 1 - наименование вышестоящей организации, в
систему которой входит организация, разработавшая
данный комплект документов
(наименование организации-разработчика при невозможности
внесения этого наименования в графу 1 основной надписи - В этом
случае графу 1 основной надписи не заполняют) ;
54.
На ТЛ следует указывать:на поле 2 - в левой части поля - должность и подпись
лица, согласовавшего комплект документов от заказчика с
указанием, при необходимости, наименования
(обозначения) соответствующей организации,
в правой части поля - должность и подпись
лица, утвердившего комплект документов
Расположение грифов согласования и утверждения на поле 2 устанавливает
разработчик документа
55.
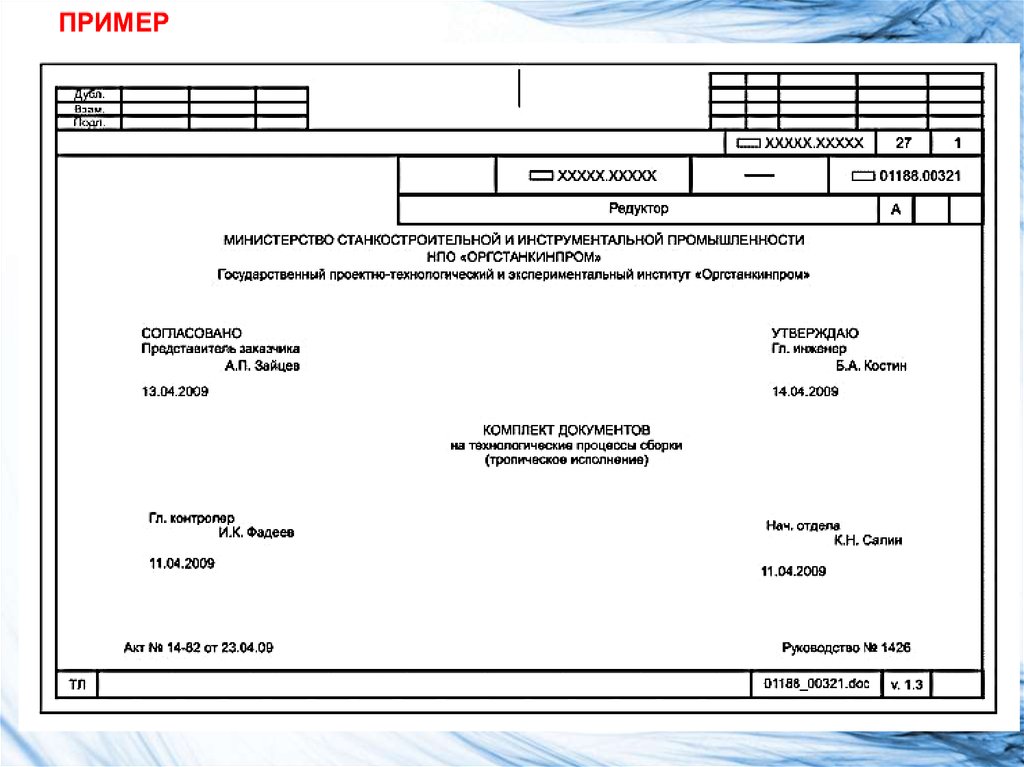
На ТЛ следует указывать:на поле 3 - наименование комплекта документов или
наименование вида документа.
на первой строке прописными буквами - наименование
комплекта документов или отдельного вида документа,
например:
КОМПЛЕКТ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
56.
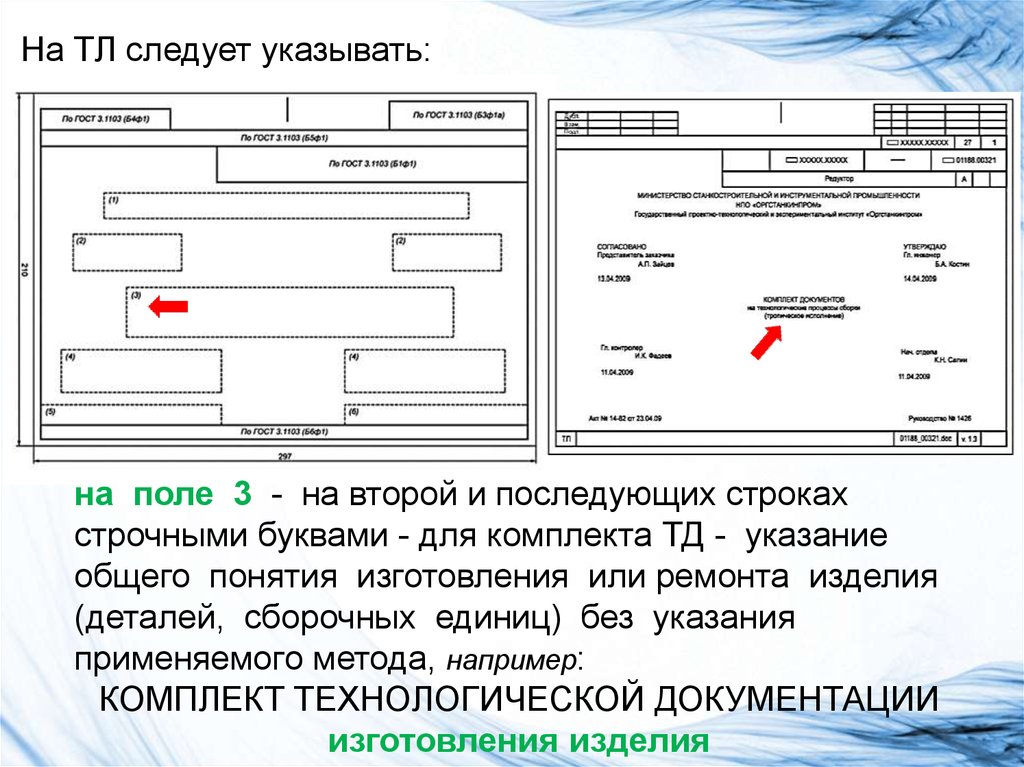
На ТЛ следует указывать:на поле 3 - на второй и последующих строках
строчными буквами - для комплекта ТД - указание
общего понятия изготовления или ремонта изделия
(деталей, сборочных единиц) без указания
применяемого метода, например:
КОМПЛЕКТ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
изготовления изделия
57.
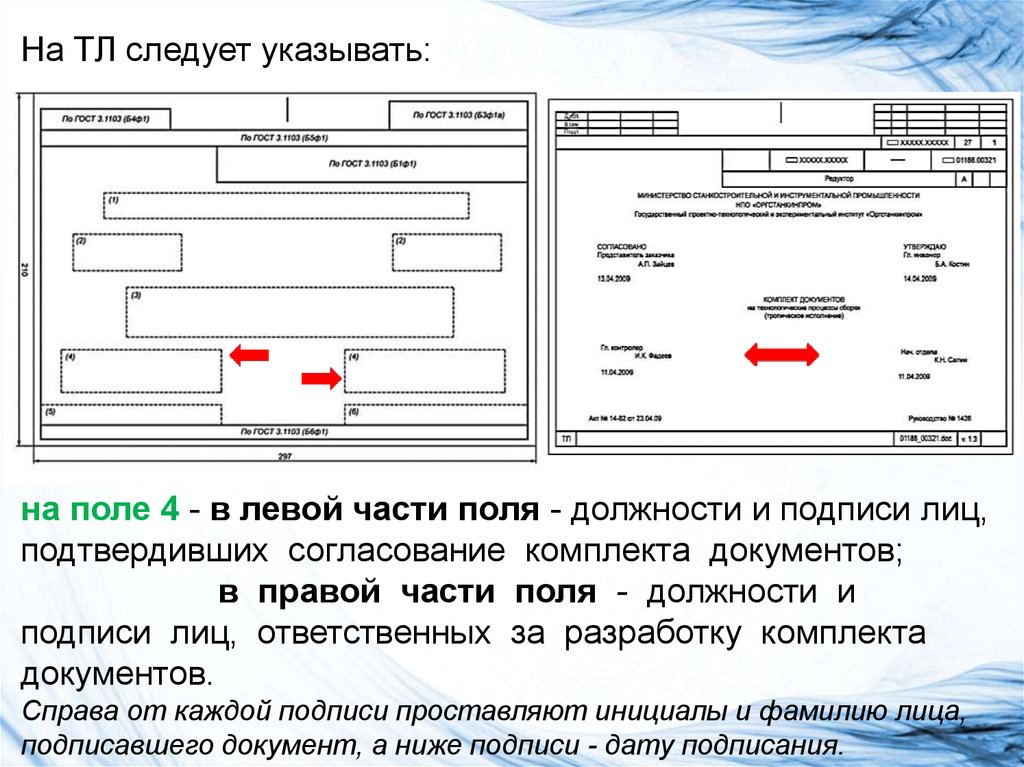
На ТЛ следует указывать:на поле 4 - в левой части поля - должности и подписи лиц,
подтвердивших согласование комплекта документов;
в правой части поля - должности и
подписи лиц, ответственных за разработку комплекта
документов.
Справа от каждой подписи проставляют инициалы и фамилию лица,
подписавшего документ, а ниже подписи - дату подписания.
58.
На ТЛ следует указывать:на поле 5 номер акта и дату внедрения
технологического процесса (операции),
свидетельствующего о внедрении комплекта документов в
производство,
например:
АКТ N 14-82 от 23.04.09
59.
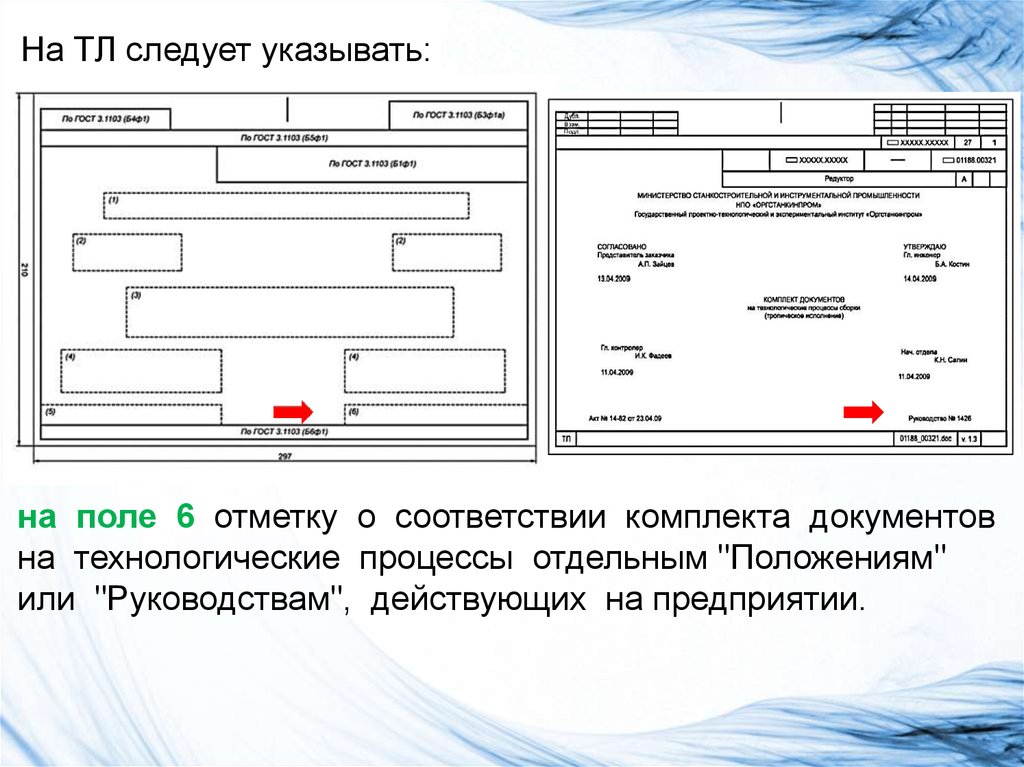
На ТЛ следует указывать:на поле 6 отметку о соответствии комплекта документов
на технологические процессы отдельным "Положениям"
или "Руководствам", действующих на предприятии.
60.
61.
Правила оформления технологическойинструкции
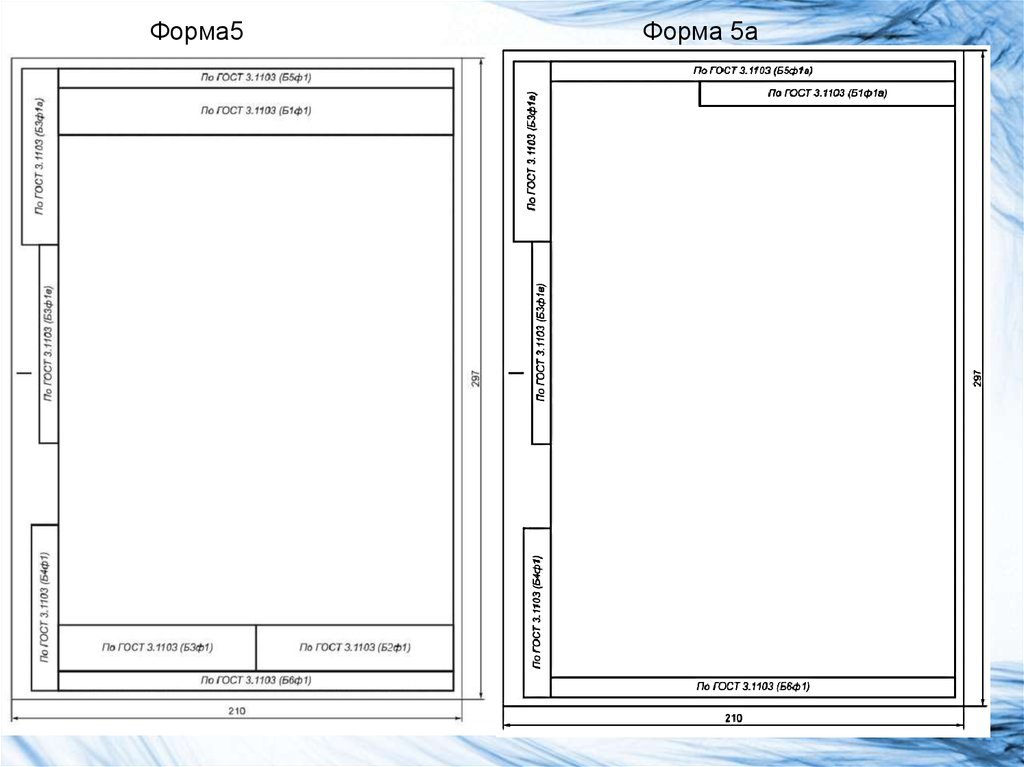
Для разработки ТИ следует применять формы 5 и 5а.
ТИ применяют для описания:
технологических процессов, имеющих непрерывный
характер действия, например технологические процессы
химического производства и т.п.;
технологических процессов, специализированных по
отдельным методам, применяемым для изготовления
или ремонта изделий и (или) их составных частей,
формы документов которых не установлены
стандартами ЕСТД;
62.
работы, имеющей общий и повторяющийся характер,независимо от состава изготовляемых или
ремонтируемых изделий и (или) их составных частей,
например приготовление электролитических растворов,
клеев, смол, компаундов, смесей материалов и т.д.;
правил эксплуатации средств технологического
оснащения;
физических и химических явлений, возникающих при
выполнении отдельных технологических операций;
настроечных и регулировочных работ и т.п.
63.
Описание в ТИ следует выполнять в технологическойпоследовательности выполнения действий и в соответствии
с требованиями ГОСТ 3.1129 и ГОСТ 3.1130.
При разработке ТИ следует предусматривать вводную
часть, в которой должна быть отражена область
распространения и назначения данного документа.
В зависимости от содержания текст ТИ может быть
разбит на разделы и подразделы. В этом случае
нумерацию пунктов следует выполнять в соответствии
с требованиями ГОСТ 2.105.
64.
В целях удобства внесения изменений иобработки информации, содержащейся в ТИ,
допускается вводить графу для указания
нумерации строк аналогично формам МК.
При оформлении ТИ с ТЛ для описания содержания
ТИ следует применять форму 5а с указанием
состава исполнителей на поле 4 ТЛ.
65.
Для сокращения состава документов, применяемых приразработке ТИ, допускается:
взамен ТЛ применять форму 5 ТИ, при этом
информацию, характерную для ТЛ, размещать по всему
полю документа или только в верхней части поля
документа с введением, при необходимости, данных,
содержащихся на полях 4-6, оставляя нижнюю часть для
записи основного содержания ТИ;
выполнять графические иллюстрации, таблицы
непосредственно на формах ТИ
66.
Форма5Форма 5а
67.
68.
Правила оформления маршрутных картДля изложения технологических процессов в МК
используют способ заполнения, при котором информацию
вносят построчно несколькими типами строк. Каждому
типу строки соответствует свой служебный символ.
Простановка служебных символов является обязательной
и не зависит от применяемого метода проектирования
документов.
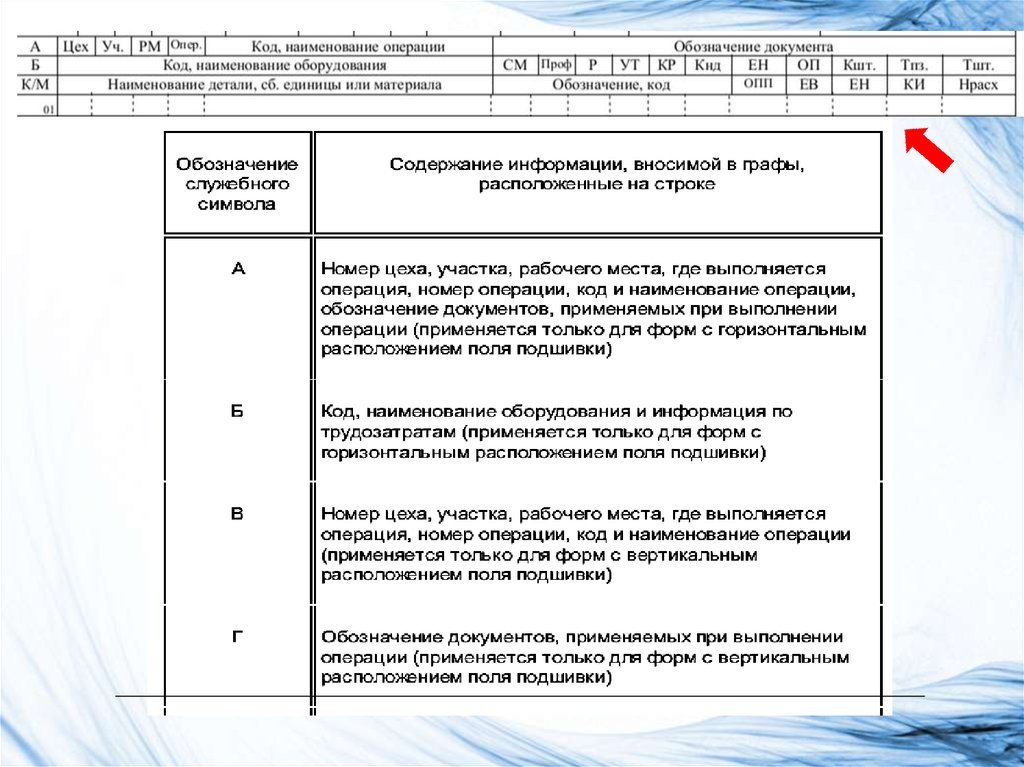
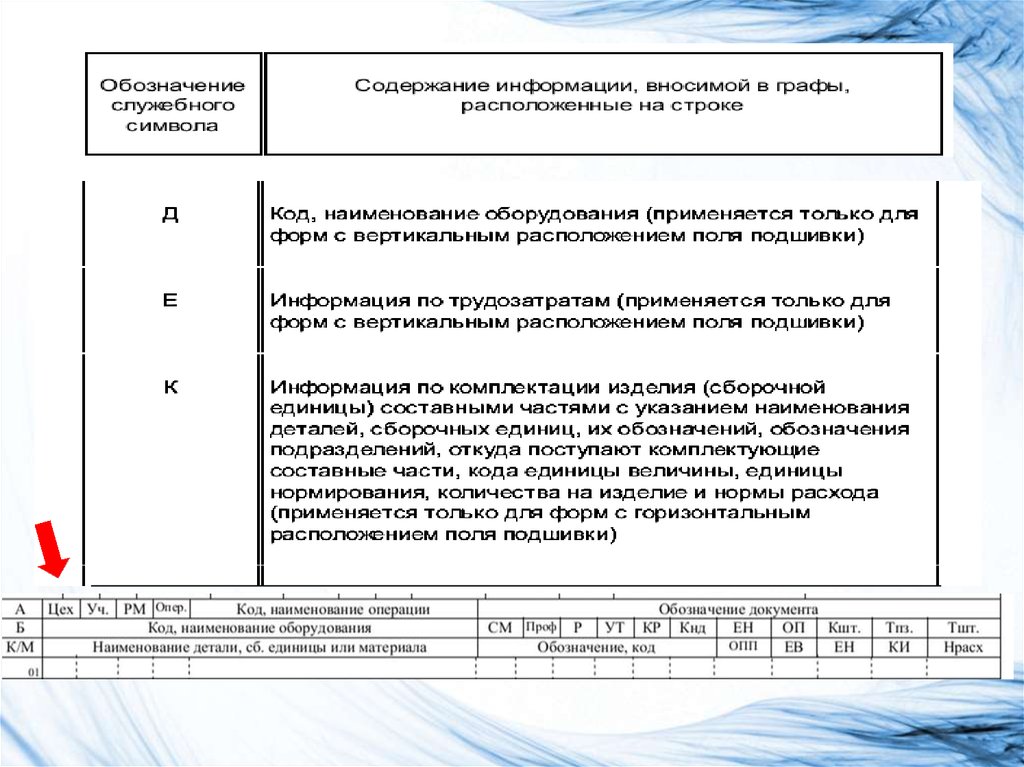
В качестве обозначения служебных символов приняты
буквы русского алфавита, проставляемые перед
номером соответствующей строки и выполняемые
прописной буквой, например, М01, A12 и т.д.
69.
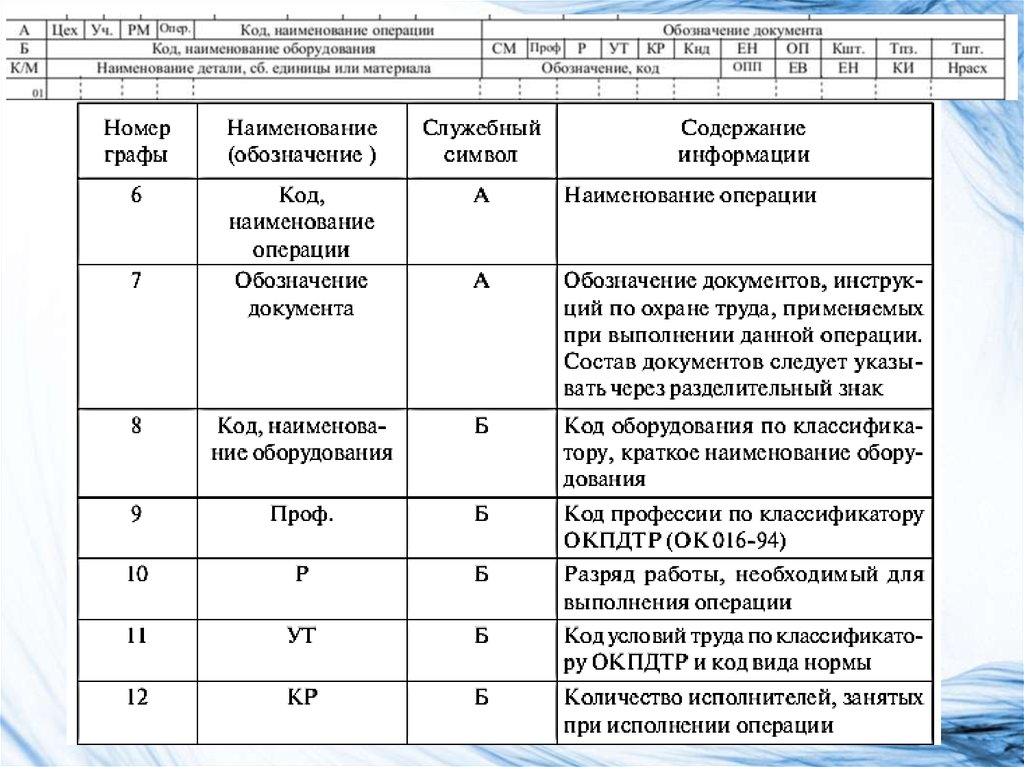
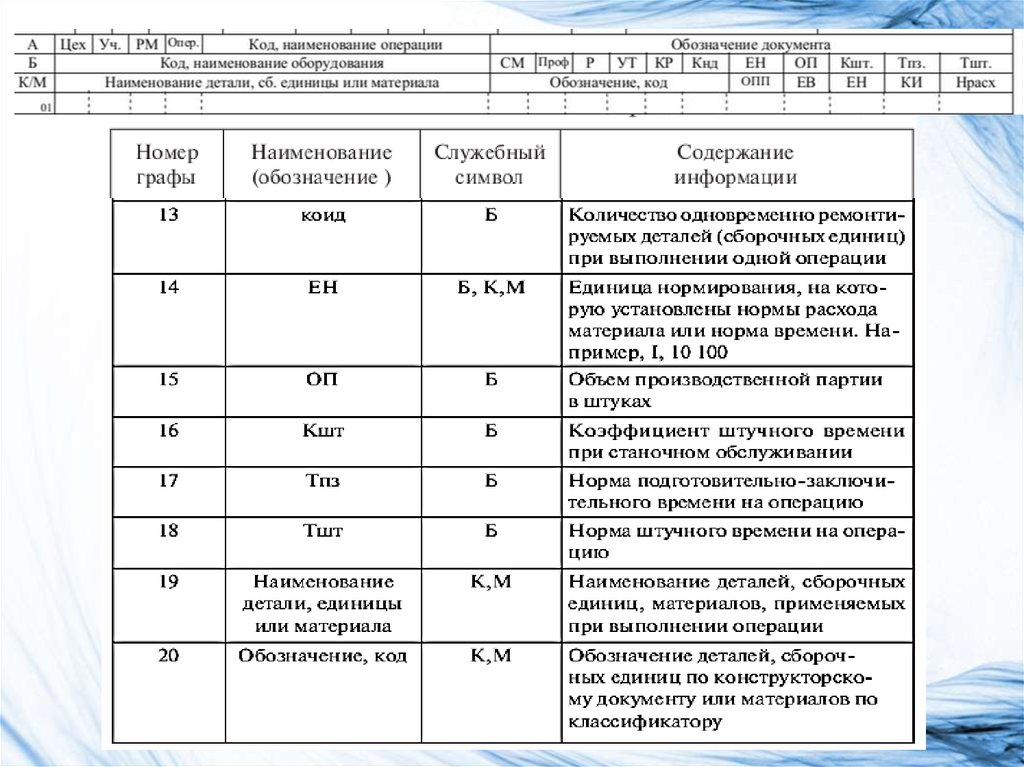
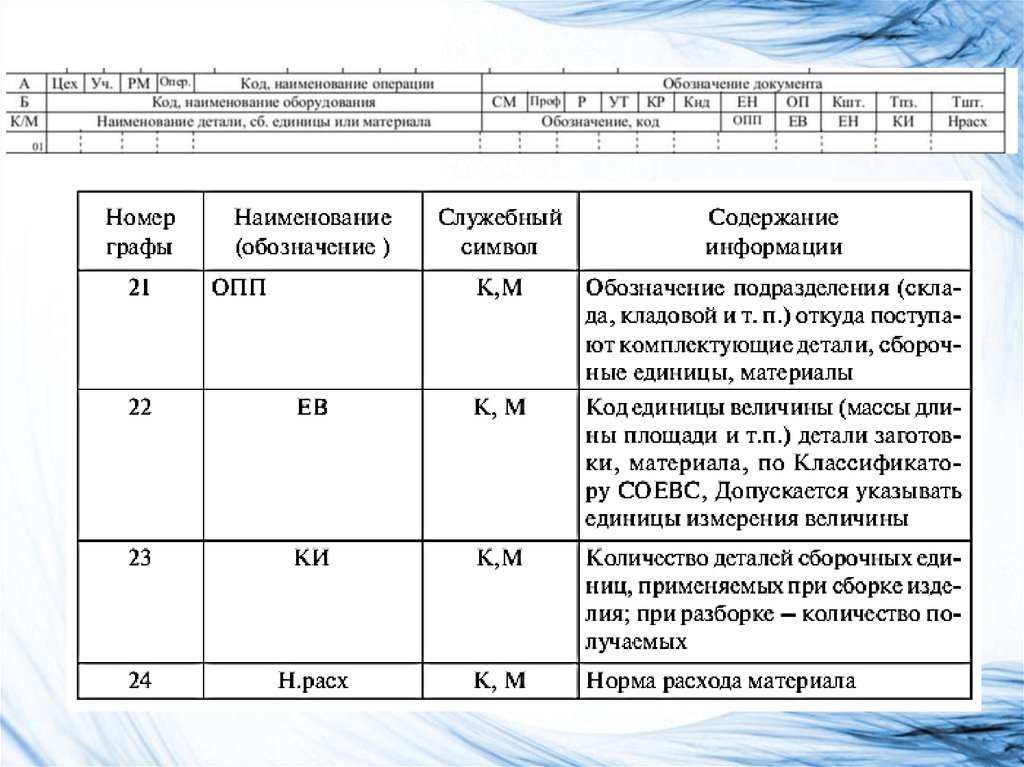
Заполнение граф форм МКИнформация по типам строк
70.
71.
72.
73.
74.
75.
76.
77.
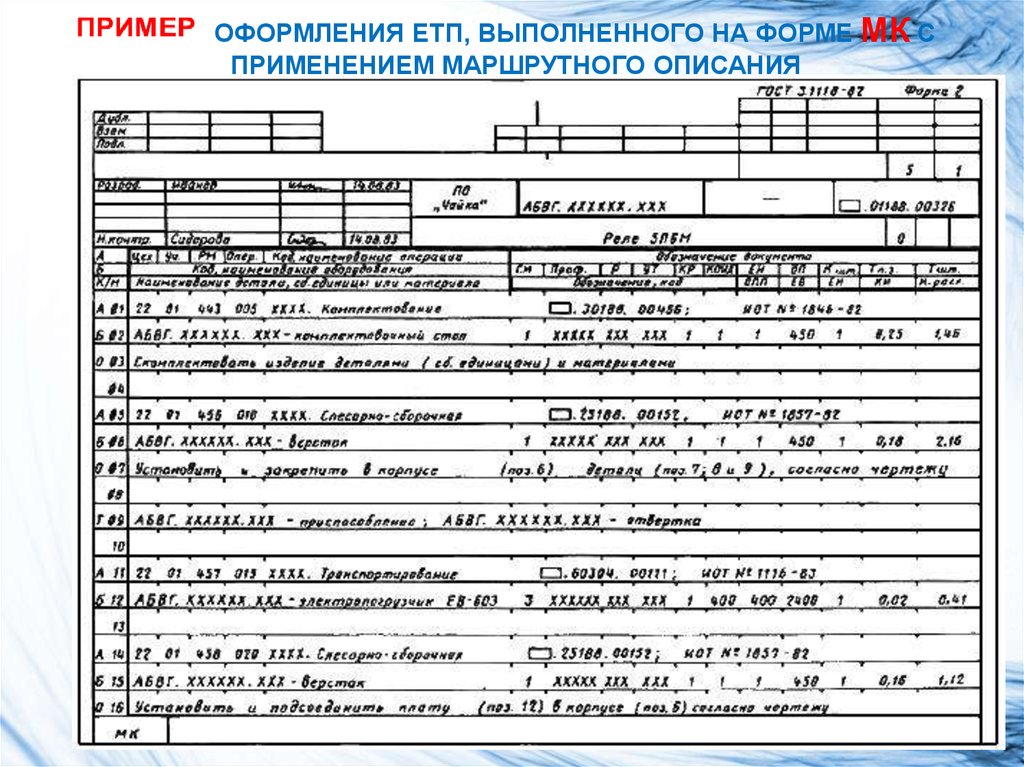
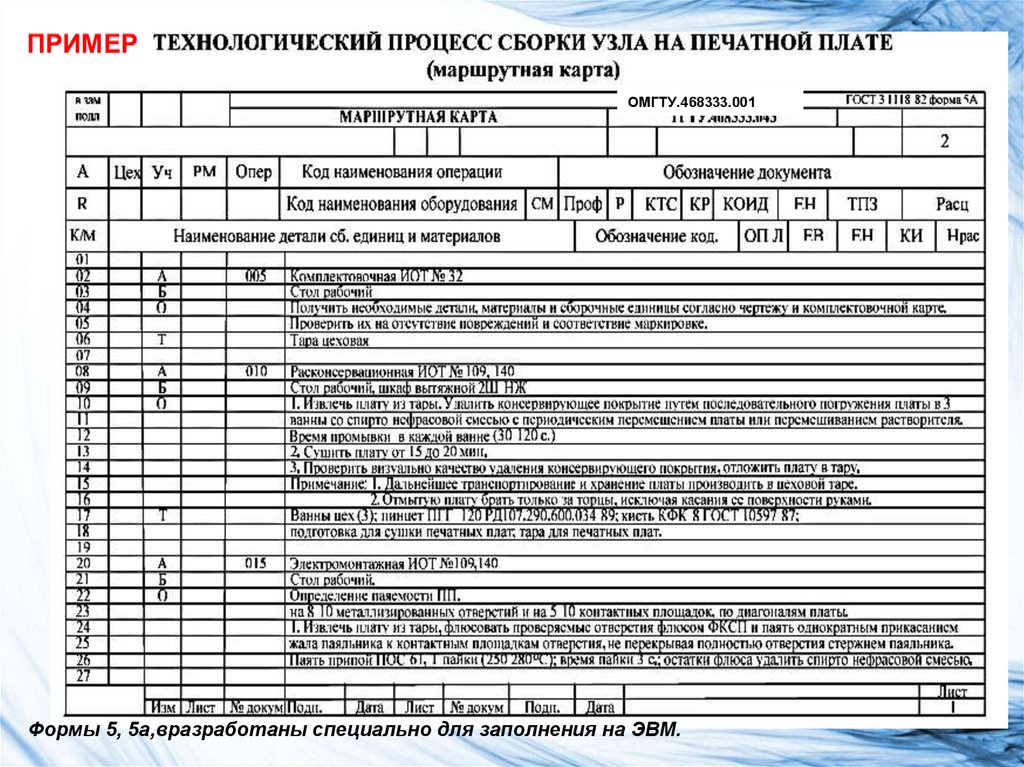
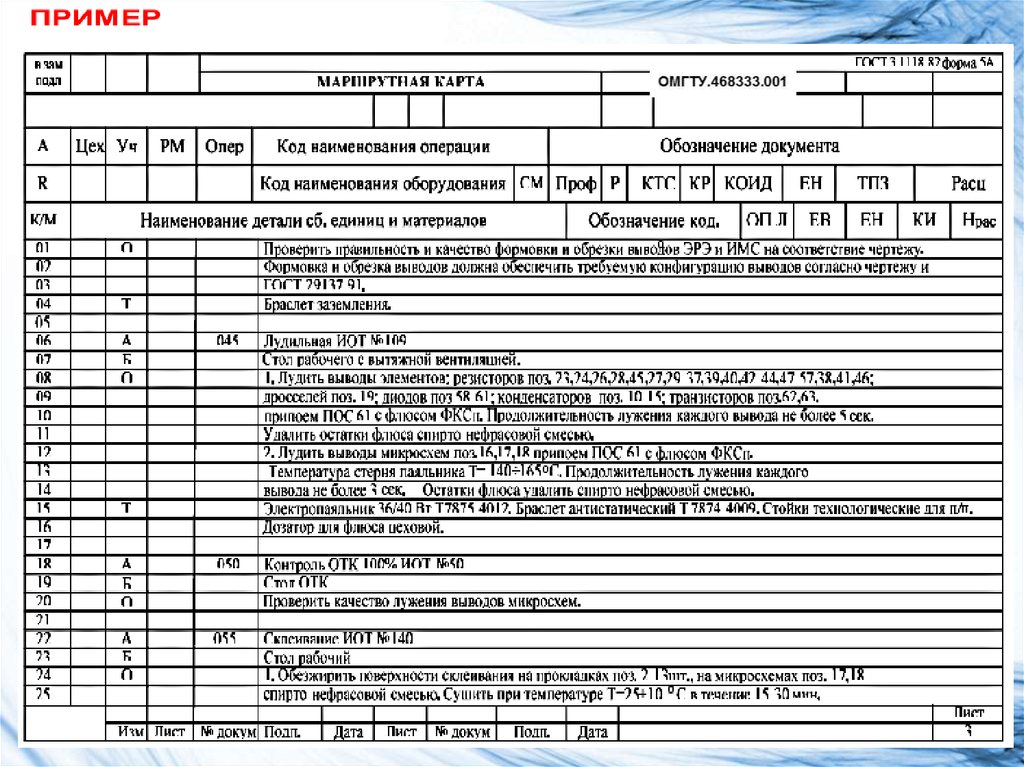
ПРИМЕР ОФОРМЛЕНИЯ ЕТП, ВЫПОЛНЕННОГО НА ФОРМЕ МК СПРИМЕНЕНИЕМ МАРШРУТНОГО ОПИСАНИЯ
78.
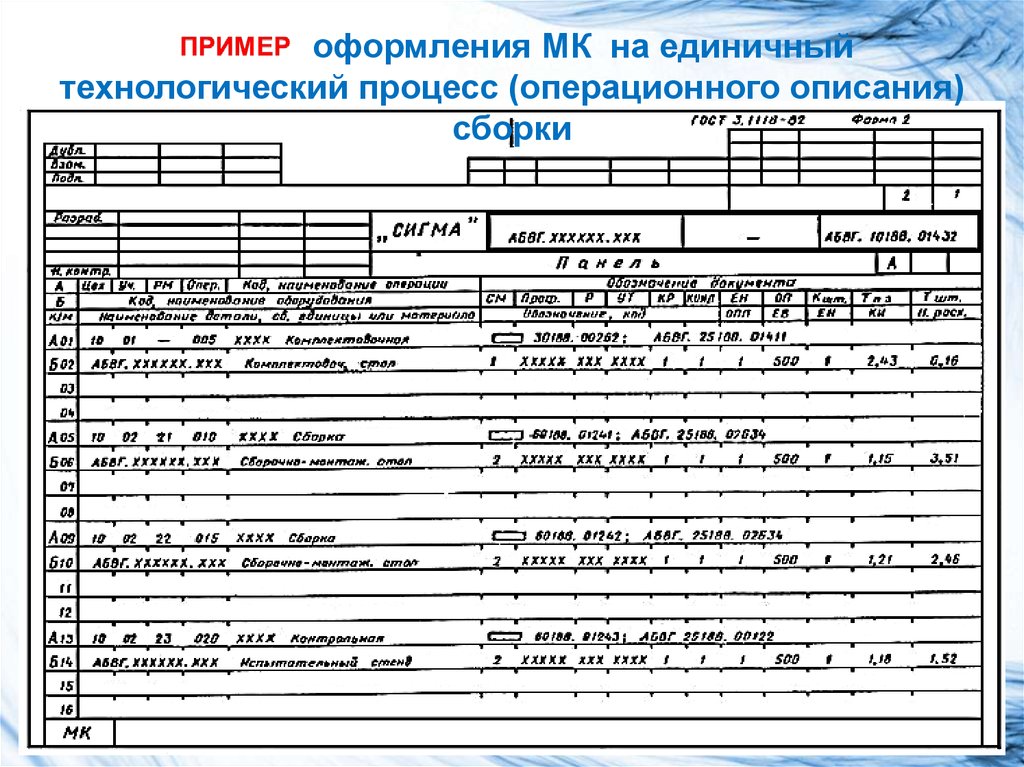
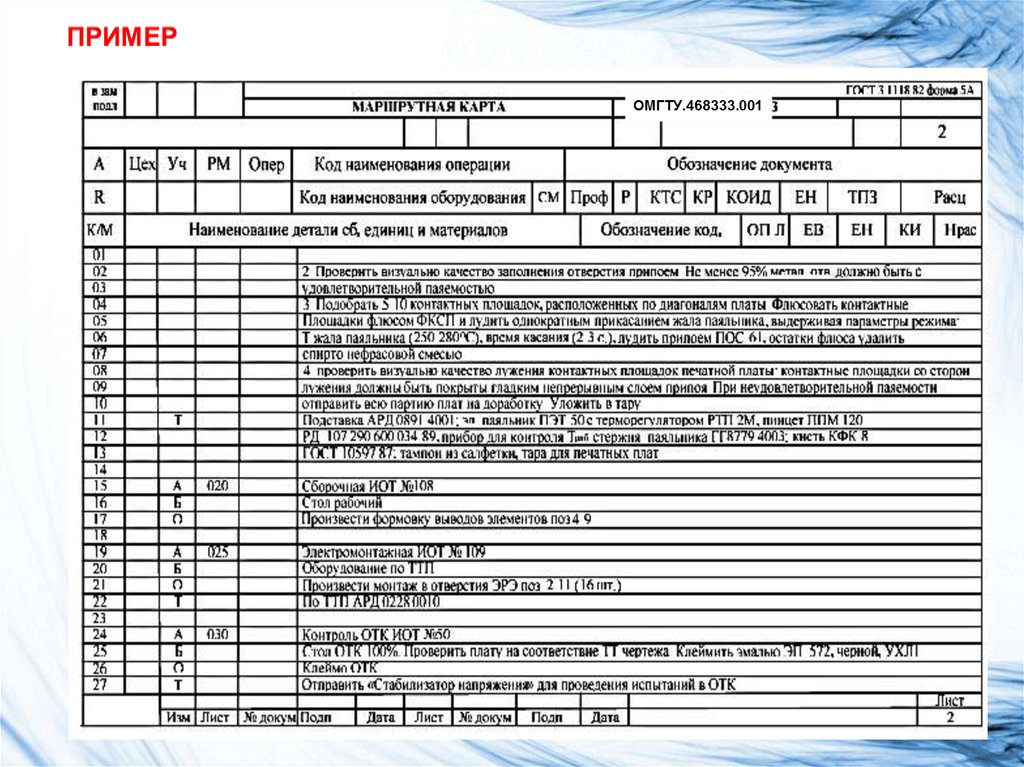
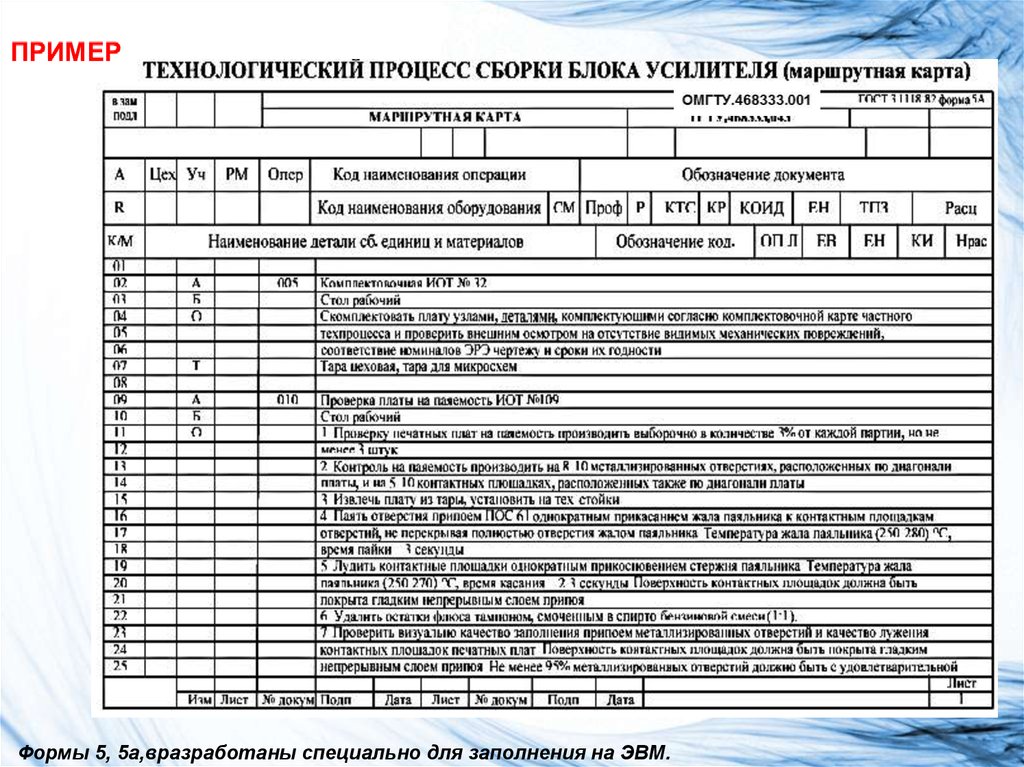
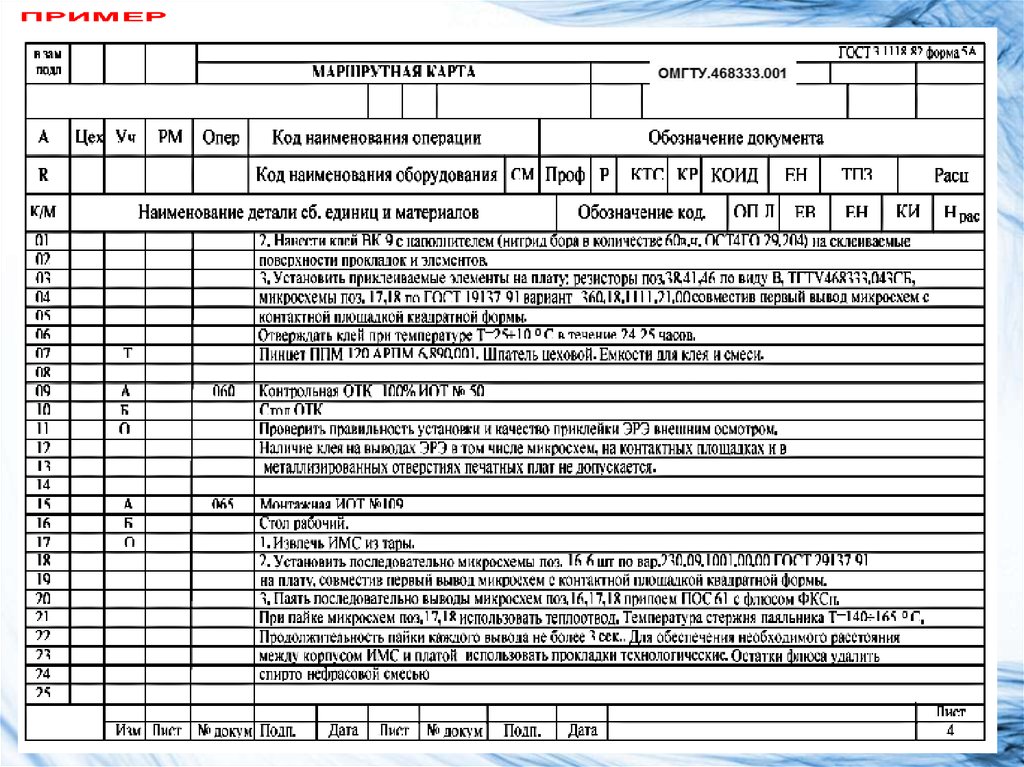
Пример оформления МК на единичныйтехнологический процесс (операционного описания)
сборки
79.
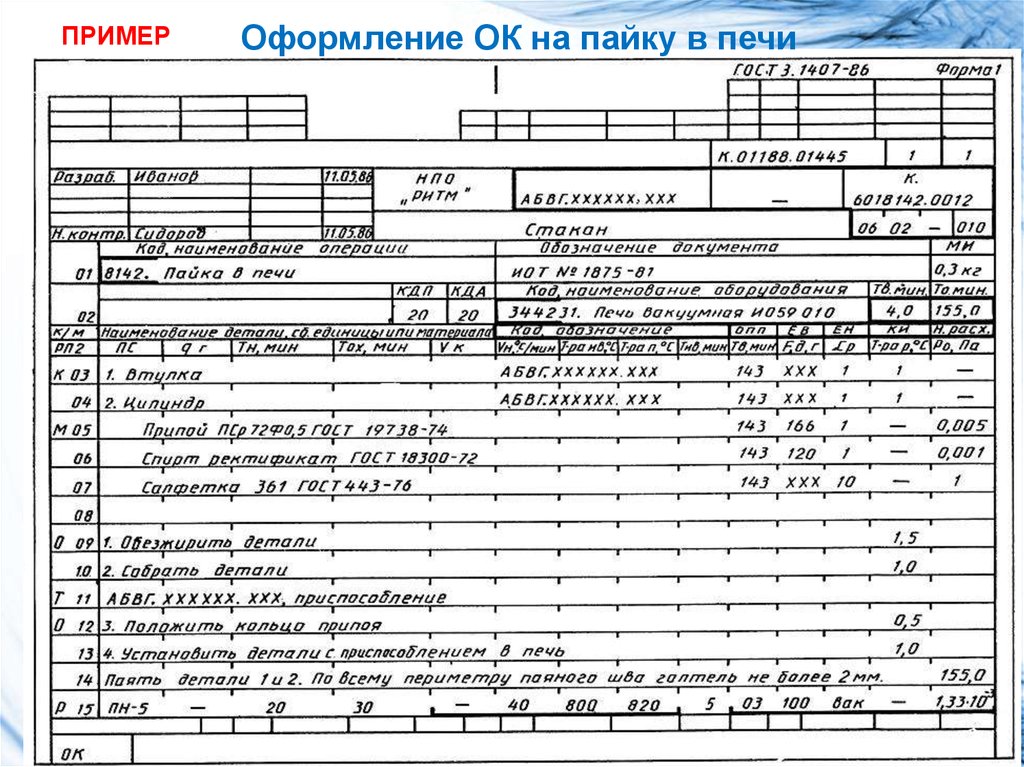
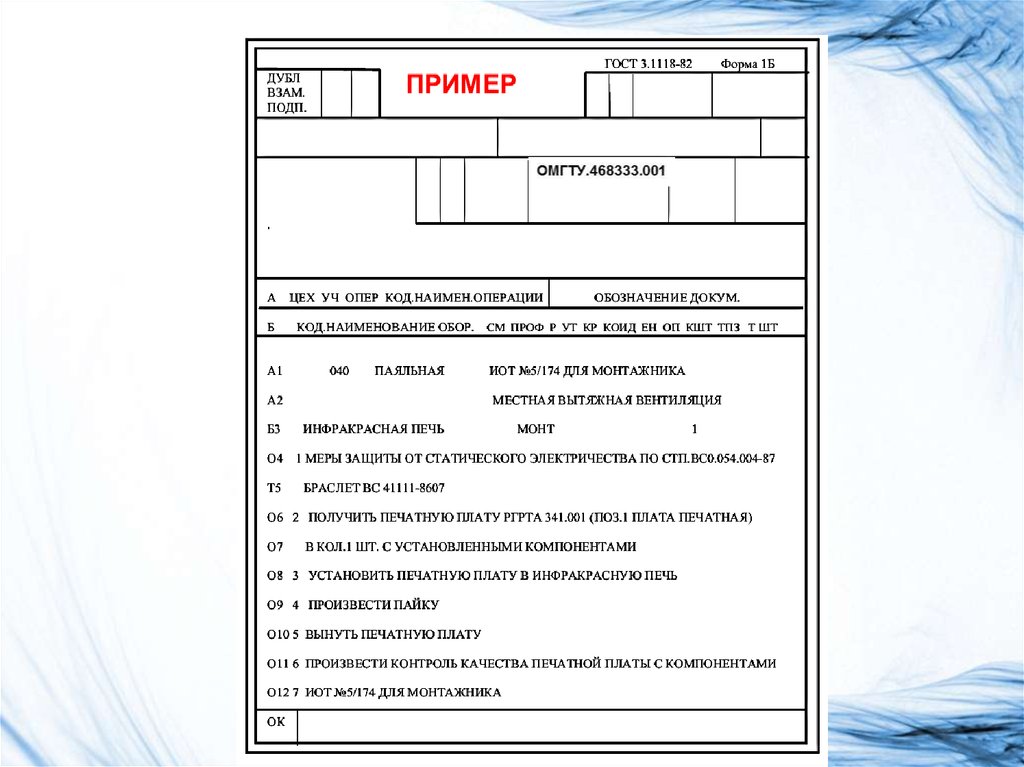
ПРИМЕРОформление ОК на пайку в печи
80.
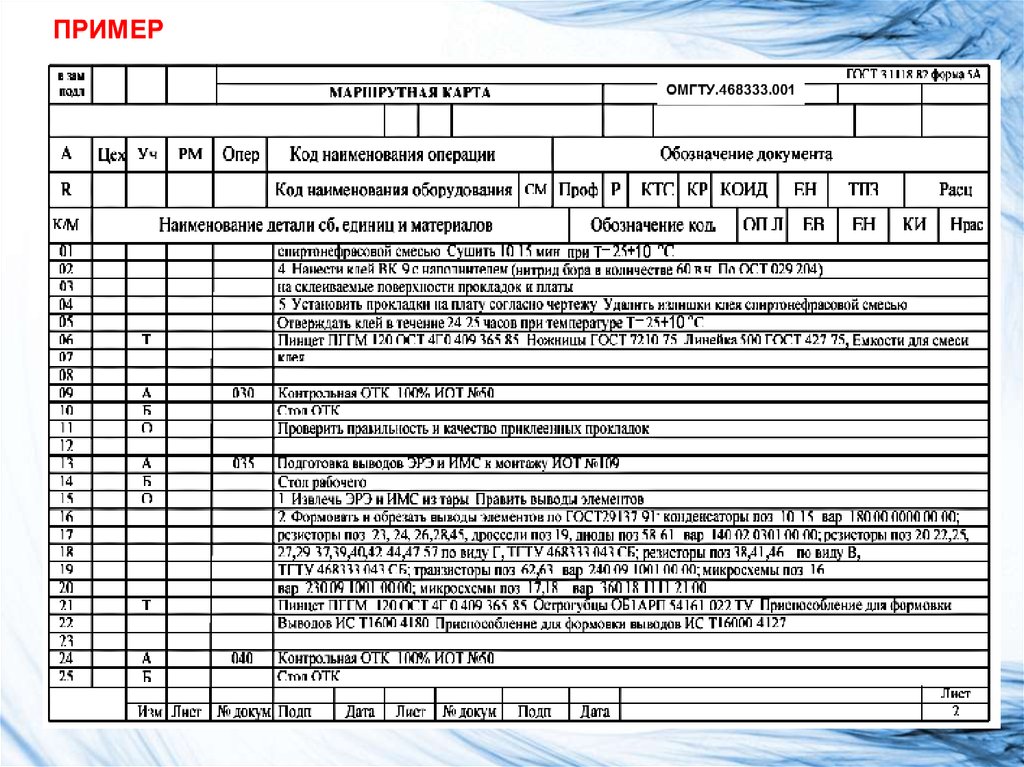
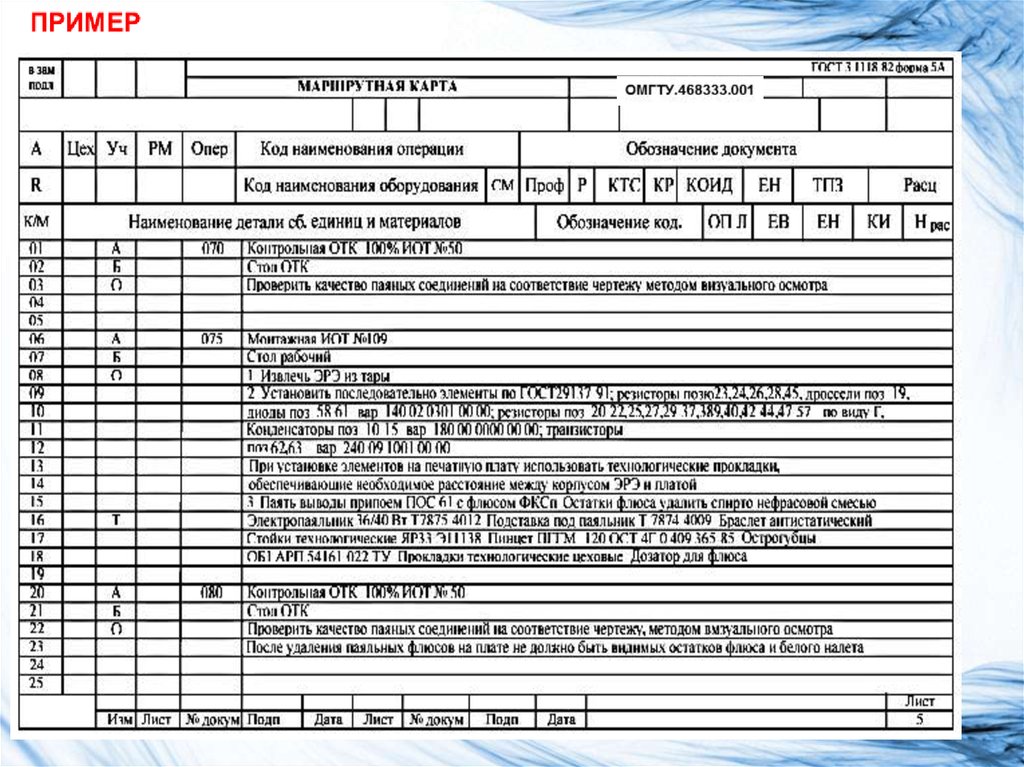
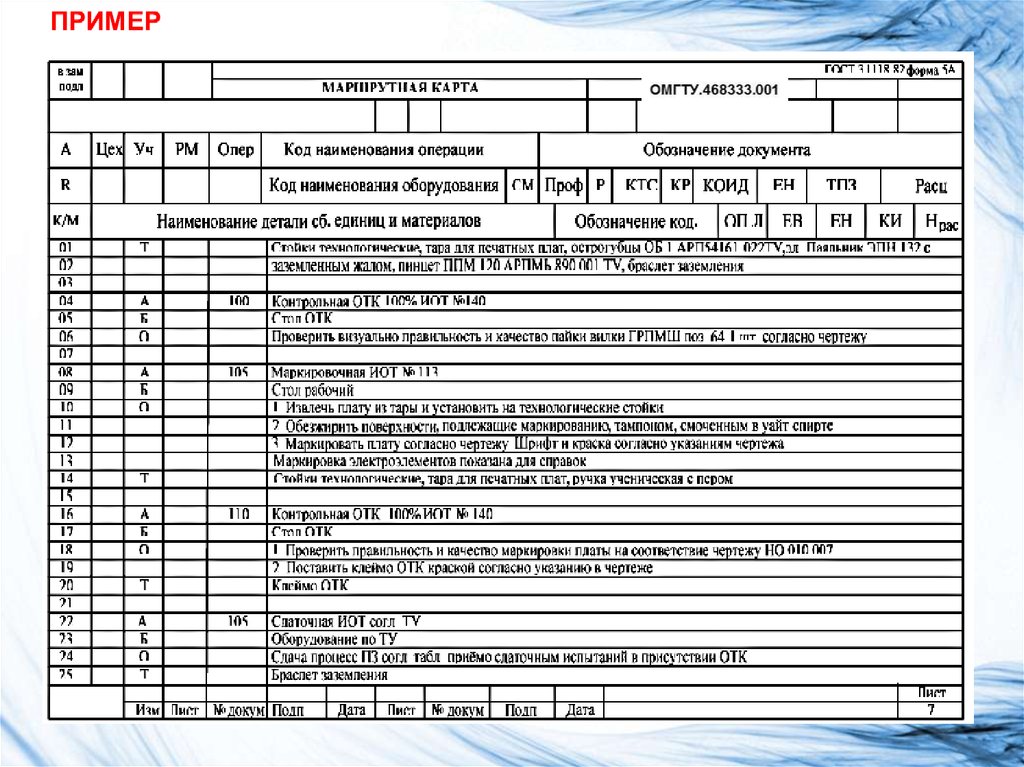
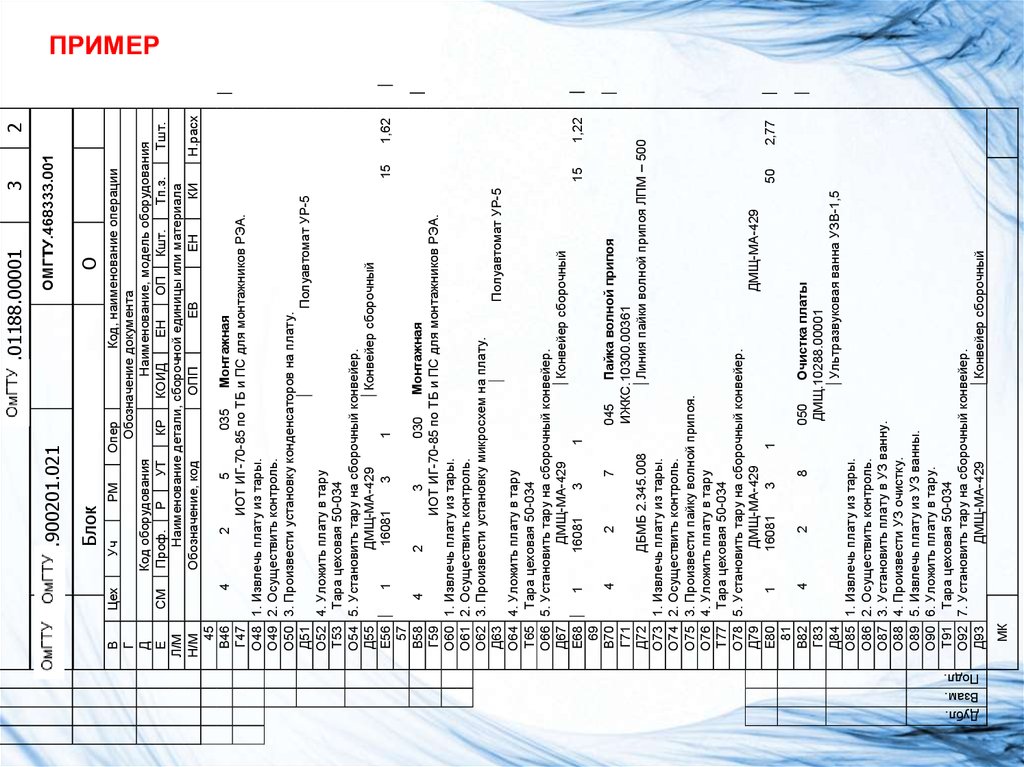
Пример оформления ЕТП, выполненного на форме МК с применениеммаршрутно-операционного описания
81.
ОМГТУ.468333.001Формы 5, 5а,вразработаны специально для заполнения на ЭВМ.
82.
83.
Формы 5, 5а,вразработаны специально для заполнения на ЭВМ.84.
85.
86.
87.
88.
89.
90.
91.
92.
93.
94.
Дубл.Взам.
Подл.
МК
В
Г
Д
Е
Л/М
Н/М
01
В02
Г03
В04
Г05
О06
Т07
В08
Г09
10
О11
Д12
Е13
14
В15
Г16
О17
О18
О19
О20
О21
О22
О23
О24
Т25
О26
Д27
Е28
29
В30
Г31
О32
О33
О34
О35
О36
Д37
О38
О39
О40
Т41
О42
Д43
Е44
СМ
Цех
РМ
О
БГУИ.50188.00002
1
Опер
Код, наименование операции
Обозначение документа
Код оборудования
Наименование, модель оборудования
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
Тп.з.
Тшт.
Наименование детали, сборочной единицы или материала
Обозначение, код
ОПП
ЕВ
ЕН
КИ
Н.расх
Уч
Блок ТАИС 468364.097
БГУИ.900201.021
3
2
4
3
1
020
Механосборочная
ИОТ ИГ-75-85
4
2
Монтажная
2
025
ИОТ ИГ-70-85 по ТБ и ПС для монтажников РЭА.
1. Извлечь плату из тары.
2. Осуществить контроль.
3. Сделать отметку в сопроводительном документе.
4. Подготовить к работе полуавтомат.
5. Установить резисторы на плату.
Полуавтомат УР-5
6. Проверить правильность установки.
7. Снять плату с полуавтомата.
8. Уложить плату в тару.
Тара цеховая 50-034
10. Установить тару на сборочный конвейер.
ДМЩ-МА-429
Конвейер сборочный
2
16081
3
1
Найден Д.К.
Разраб.
Ланин В. Л.
Проверил
Нач. Бюро
Согл. БМН
Н. Контр.
1. Извлечь плату из тары.
2. Осуществить контроль.
3. Сделать отметку в сопроводительном документе.
4. Извлечь из тары розетку СНП221-64РП31.
5. Произвести установку розетки.
6. Извлечь из тары винты, гайки, шайбы.
7. Закрепить розетки на плате.
8. Уложить плату в тару.
Тара цеховая 50-034
10. Установить тару на сборочный конвейер.
ДМЩ-МА-429
Конвейер сборочный
2
16081
3
1
2
1
15
10
1,49
4,06
Подготовительная
005
ИОТ ИГ-70-85 для монтажников РЭА
Комплектовочная
2
2
1
010
ИОТ ИГ-46-85 для комплектовщиков
1. Скомплектовать детали и ЭРИ согласно спецификации чертежа
Тара цеховая 50-034
Транспортировочная
3
2
3
015
ИОТ ИГ-123-85 при производстве погрузочно-загрузочных
работ и перемещении грузов.
1. Транспортировать детали на участок сборки.
ДМЩ-МА-488.00.00
Тележка
3
18466
3
1
БГУИР
БГУИ.01188.00001
95.
Дубл.Взам.
Подл.
МК
В
Г
Д
Е
Л/М
Н/М
45
В46
Г47
О48
О49
О50
Д51
О52
Т53
О54
Д55
Е56
57
В58
Г59
О60
О61
О62
Д63
О64
Т65
О66
Д67
Е68
69
В70
Г71
Д72
О73
О74
О75
О76
Т77
О78
Д79
Е80
81
В82
Г83
Д84
О85
О86
О87
О88
О89
О90
Т91
О92
Д93
СМ
Цех
РМ
О
БГУИ.50188.00002
2
2
7
2
8
Очистка платы
050
ДМЩ.10288.00001
Ультразвуковая ванна УЗВ-1,5
1. Извлечь плату из тары.
2. Осуществить контроль.
3. Установить плату в УЗ ванну.
4. Произвести УЗ очистку.
5. Извлечь плату из УЗ ванны.
6. Уложить плату в тару.
Тара цеховая 50-034
7. Установить тару на сборочный конвейер.
ДМЩ-МА-429
Конвейер сборочный
4
ДМЩ-МА-429
50
2,77
Пайка волной припоя
045
ИЖКС.10300.00361
Линия пайки волной припоя ЛПМ – 500
ДБМБ 2.345.008
1. Извлечь плату из тары.
2. Осуществить контроль.
3. Произвести пайку волной припоя.
4. Уложить плату в тару
Тара цеховая 50-034
5. Установить тару на сборочный конвейер.
ДМЩ-МА-429
1
16081
3
1
4
1,22
2
Монтажная
3
030
ИОТ ИГ-70-85 по ТБ и ПС для монтажников РЭА.
1. Извлечь плату из тары.
2. Осуществить контроль.
3. Произвести установку микросхем на плату.
Полуавтомат УР-5
4. Уложить плату в тару
Тара цеховая 50-034
5. Установить тару на сборочный конвейер.
ДМЩ-МА-429
Конвейер сборочный
1
16081
3
1
15
4
1,62
2
15
4
3
Опер
Код, наименование операции
Обозначение документа
Код оборудования
Наименование, модель оборудования
Проф. Р
УТ
КР
КОИД
ЕН
ОП Кшт.
Тп.з.
Тшт.
Наименование детали, сборочной единицы или материала
Обозначение, код
ОПП
ЕВ
ЕН
КИ
Н.расх
Уч
Блок ТАИС 468364.097
БГУИ.900201.021
Монтажная
5
035
ИОТ ИГ-70-85 по ТБ и ПС для монтажников РЭА.
1. Извлечь плату из тары.
2. Осуществить контроль.
3. Произвести установку конденсаторов на плату.
Полуавтомат УР-5
4. Уложить плату в тару
Тара цеховая 50-034
5. Установить тару на сборочный конвейер.
ДМЩ-МА-429
Конвейер сборочный
1
16081
3
1
БГУИР
БГУИ.01188.00001
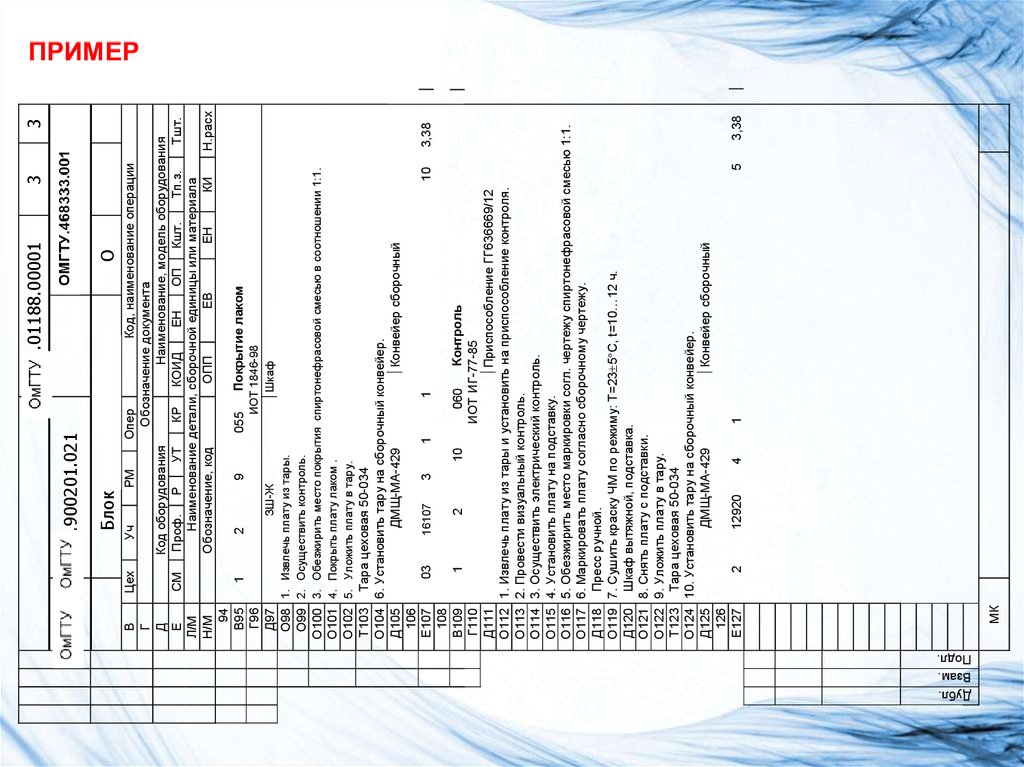
96.
Дубл.Взам.
Подл.
МК
В
Г
Д
Е
Л/М
Н/М
94
В95
Г96
Д97
О98
О99
О100
О101
О102
Т103
О104
Д105
106
Е107
108
В109
Г110
Д111
О112
О113
О114
О115
О116
О117
Д118
О119
Д120
О121
О122
Т123
О124
Д125
126
Е127
9
ИОТ 1846-98
Шкаф
055
16107
3
10
1
1
10
3,38
2
12920
1
2
4
1
5
3,38
Контроль
060
ИОТ ИГ-77-85
Приспособление ГГ636669/12
1. Извлечь плату из тары и установить на приспособление контроля.
2. Провести визуальный контроль.
3. Осуществить электрический контроль.
4. Установить плату на подставку.
5. Обезжирить место маркировки согл. чертежу спиртонефрасовой смесью 1:1.
6. Маркировать плату согласно сборочному чертежу.
Пресс ручной.
7. Сушить краску ЧМ по режиму: Т=23 5 С, t=10…12 ч.
Шкаф вытяжной, подставка.
8. Снять плату с подставки.
9. Уложить плату в тару.
Тара цеховая 50-034
10. Установить тару на сборочный конвейер.
ДМЩ-МА-429
Конвейер сборочный
03
Тара цеховая 50-034
6. Установить тару на сборочный конвейер.
ДМЩ-МА-429
Конвейер сборочный
ЗШ-Ж
Извлечь плату из тары.
Осуществить контроль.
Обезжирить место покрытия спиртонефрасовой смесью в соотношении 1:1.
Покрыть плату лаком .
Уложить плату в тару.
2
Покрытие лаком
О
1
СМ
РМ
БГУИ.50188.00002
3
Опер
Код, наименование операции
Обозначение документа
Код оборудования
Наименование, модель оборудования
Проф. Р
УТ
КР
КОИД
ЕН
ОП Кшт.
Тп.з.
Тшт.
Наименование детали, сборочной единицы или материала
Обозначение, код
ОПП
ЕВ
ЕН
КИ
Н.расх
Уч
Блок ТАИС 468364.097
БГУИ.900201.021
3
Цех
1.
2.
3.
4.
5.
ОмГ
БГУИР
БГУИ.01188.00001