







 Промышленность
ПромышленностьПохожие презентации:






")



Выбор приспособлений
1. Выбор приспособлений
Цели использования приспособлений:Качественное изготовление деталей
Повышение производительности
Облегчение условий труда
Более точное нормирование
Обеспечение необходимого расположения
обрабатываемой детали по отношению к
станку и инструменту
2. Станочные приспособления
По назначению1.
рабочие, с помощью которых устанавливают и
закрепляют обрабатываемые детали
2.
вспомогательные, в которых закрепляют
режущий инструмент.
3.
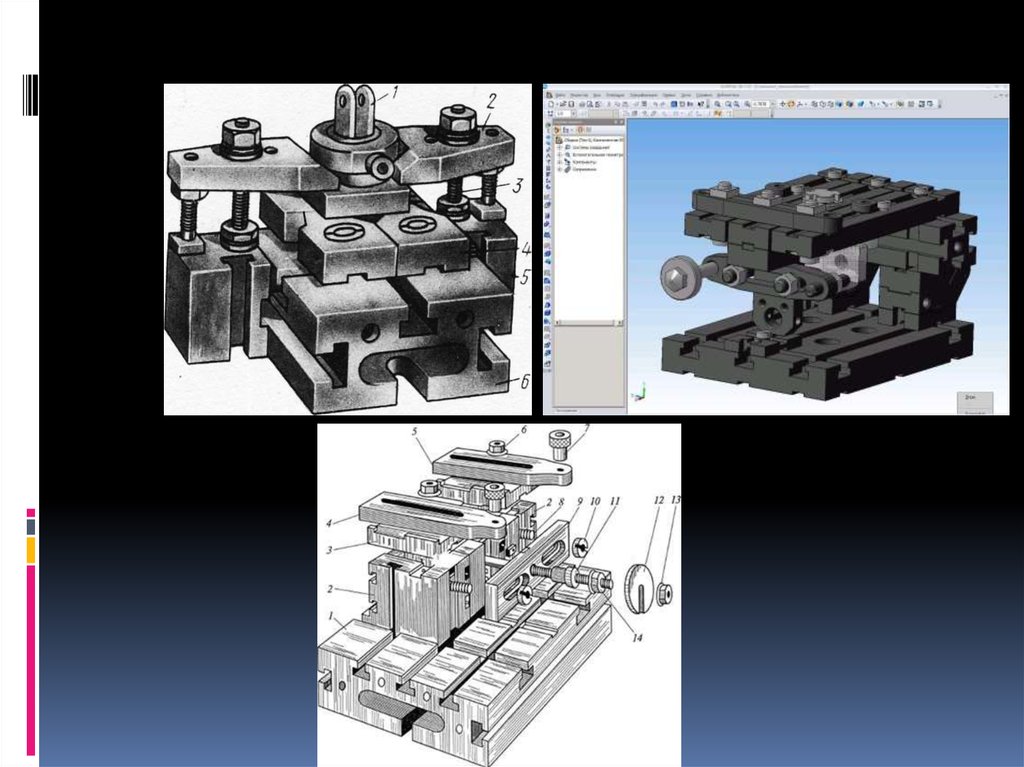
По степени специализации1. универсальные, предназначенные для
установки и закрепления разнообразных по
форме и размерам деталей( трехкулачковые
патроны, машинные тиски, делительные
головки и др.);
4.
5. специальные переналаживаемые. К которым относят групповые приспособления для обработки определенной группы деталей и
универсально-сборныеприспособления (УСП),
собираемые из имеющихся
различных (500…..1000)
типоразмеров.
6.
7. специальные, изготовляемые для обработки определенной детали при выполнении одной какой-либо операции технологического процесса
8.
9. Станочные приспособления делятся на группы в зависимости от типа станка
для токарных станковдля фрезерных станков
для сверлильных станков
для зубофрезерных станков
для шлифовальных станков
и т.д.
10. Расчеты припусков и промежуточных размеров
Величина припуска должна бытьоптимальной.
Увеличенный припуск приводит к повышению
усилия резания, что в процессе обработки при
снятии стружки приведет к деформации
детали и снижении точности ее изготовления.
Увеличенный припуск повышает также время
на обработку
11.
Уменьшенный припуск не даетвозможности получить требуемую степень
точности и шероховатость поверхности
детали. Поэтому особое значение имеет
расчет припусков и промежуточных
размеров
12.
Минимально необходимая величинаприпуска zmin должна обеспечивать
удаление микронеровностей и слоя
материала с измененными физико-
механическими свойствами и структурой,
полученными при предшествующей
обработке:
13.
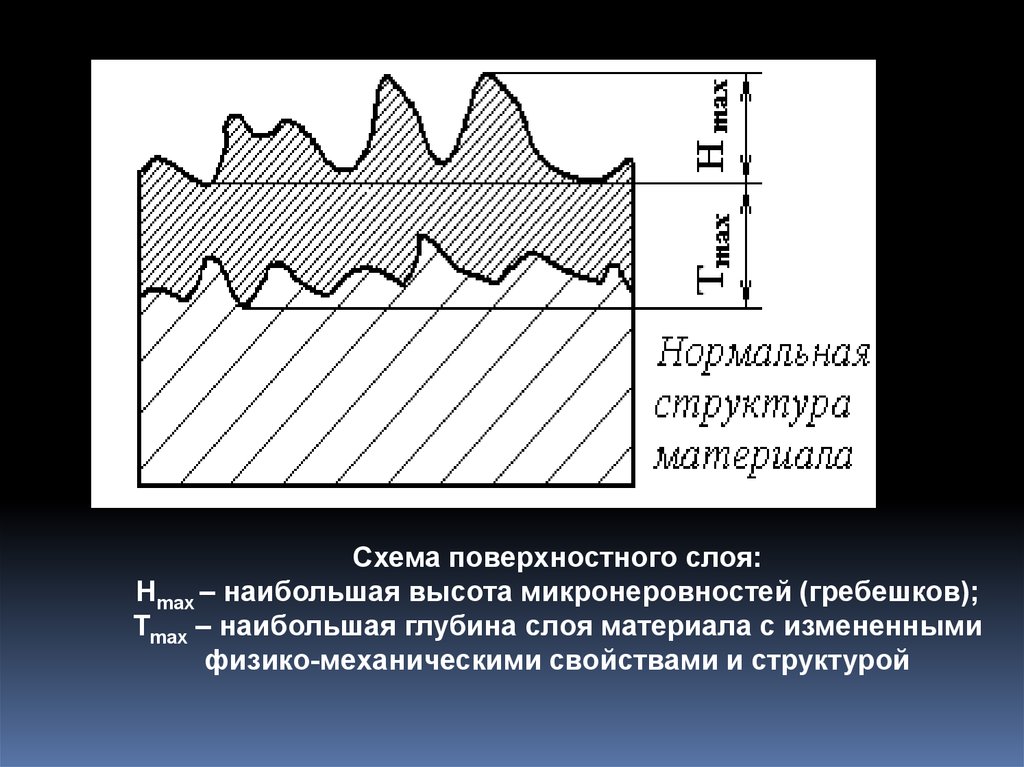
Схема поверхностного слоя:Hmax – наибольшая высота микронеровностей (гребешков);
Тmax – наибольшая глубина слоя материала с измененными
физико-механическими свойствами и структурой
14.
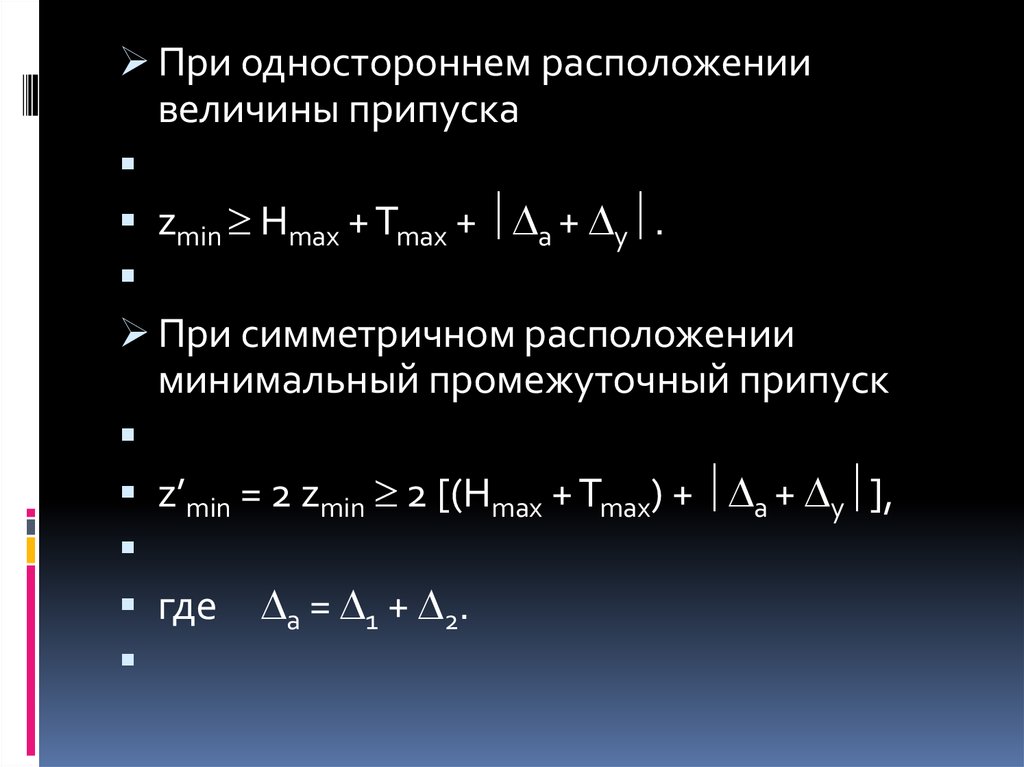
При одностороннем расположениивеличины припуска
zmin Hmax + Tmax + a + y .
При симметричном расположении
минимальный промежуточный припуск
z’min = 2 zmin 2 [(Hmax + Tmax) + a + y ],
где а = 1 + 2.
15.
Значения а и у определяют для каждоговида обработки по справочным данным.
При расчете припуска необходимо
установить допуски на промежуточные
размеры.
Погрешность формы, эллиптичность,
конусность, непараллельность и др.
находят в пределах назначаемого допуска.
16.
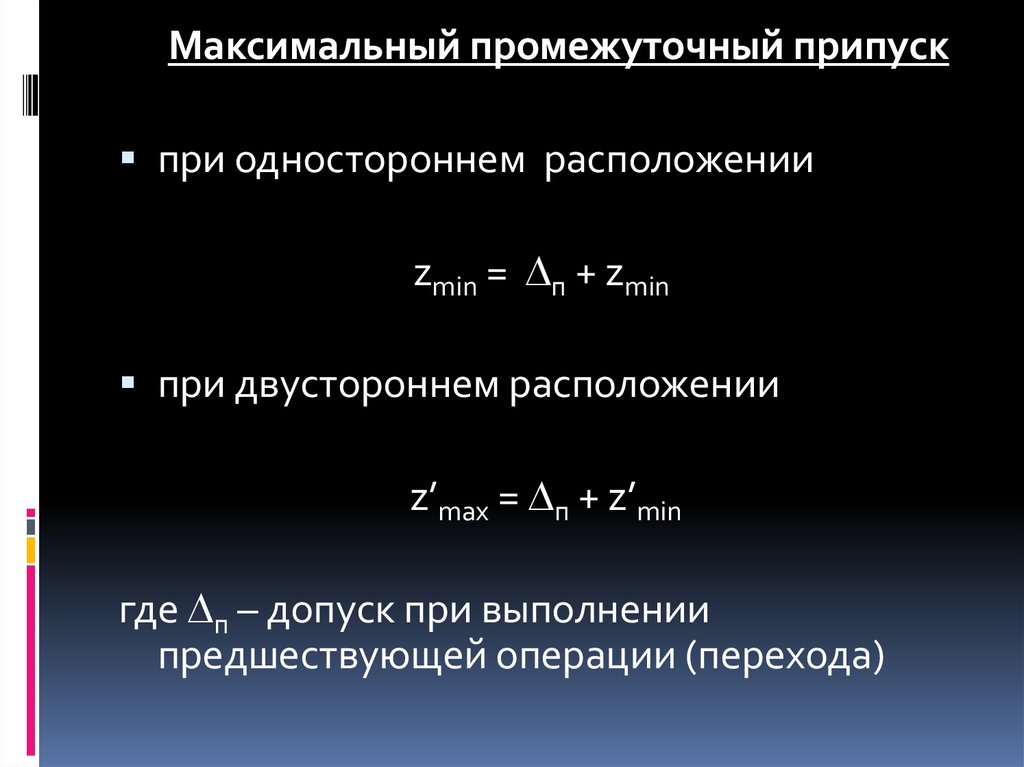
Максимальный промежуточный припускпри одностороннем расположении
zmin = п + zmin
при двустороннем расположении
z’max = п + z’min
где п – допуск при выполнении
предшествующей операции (перехода)
17.
Величины Hmax, Tmax и п зависят от методаобработки и определяются
экспериментально.